Изобретение относится к области металлообработки и может быть использовано для резания труднообрабатываемых материалов.
Известна конструкция фрезы, у которой винтовые режущие кромки выполнены с переменным направлением [1].
Недостатком этой конструкции фрезы является неблагоприятная форма режущего лезвия, что отрицательно сказывается на производительности и качестве обработки.
Известна конструкция концевой фрезы для виброустойчивой обработки нержавеющих и титановых сплавов, которая содержит на корпусе режущей части непрерывные зубья одного направления и угла наклона и чередующиеся с ними участки корпуса этого же направления и угла наклона со ступенчатыми зубьями другого направления и угла наклона [2].
Указанная конструкция, как наиболее близкая по технической сущности, выбрана в качестве прототипа предлагаемого изобретения.
Недостатки известной конструкции фрезы заключаются в трудоемкости ее изготовления и большой неравномерности нагрузки на режущих кромках при резании.
Задачей, на решение которой направлено предполагаемое изобретение является снижение трудоемкости изготовления и обеспечение равномерности нагружения режущих кромок.
Технический результат, достигаемый в результате решения поставленной задачи, выражается в упрощении формы ступенчатых зубьев и нарезании их канавок одноугловыми фрезами без применения сложных винтовых движений, затачивании их передних граней тарельчатыми кругами без опасности задеть непрерывные зубья, в обеспечении на 80-90% равномерности нагрузки на режущие кромки при резании и в автоматическом получении пологих вспомогательных режущих кромок по обеим сторонам каждой ступенчатой кромки.
Поставленная задача решается тем, что концевая фреза, содержащая на корпусе режущей части непрерывные зубья одного направления и угла наклона к оси фрезы и чередующиеся с ними участки корпуса этого же направления и угла наклона со ступенчатыми зубьями другого направления и другого угла наклона, отличается тем, что угол наклона ступенчатых зубьев равен нулю и участки корпуса выполнены шириной, равной ширине непрерывного зуба, и одинаковыми по форме поперечного сечения с непрерывным зубом, а шаг ступенчатых зубьев выбран таким, чтобы их режущие кромки перекрывали друг друга в направлении резания.
Сопоставительный анализ существенных признаков предлагаемого решения, аналогов и прототипа свидетельствует о его соответствии критерию “новизна”.
При этом отличительные признаки формулы изобретения решают следующие функциональные задачи.
Признак “угол наклона ступенчатых зубьев равен нулю” позволяет упростить форму зубьев и их режущих кромок, сделать их прямыми, упростить технологию их изготовления и заточки.
Признак “участки корпуса выполнены шириной, равной ширине непрерывного зуба” приводит к тому, что длина режущих кромок ступенчатых зубьев уменьшается до величины А=B/sinω, где В - ширина участка корпуса, ω - угол наклона непрерывных зубьев и участков корпуса. Это ведет к равномерности нагрузки на режущих кромках при резании.
Признак “шаг ступенчатых зубьев выбран таким, чтобы их режущие кромки перекрывали друг друга в направлении резания” означает, что окружной шаг ступенчатых зубьев не превышает величины Т=Bcosω, что также ведет к равномерности нагрузки на режущих кромках.
Признак “участки корпуса выполнены одинаковыми по форме поперечного сечения с непрерывным зубом” упрощает процесс получения винтовых канавок фрезы, который в этом случае ничем не отличается от процесса получения канавок обычных стандартных концевых фрез. Кроме того, именно этот признак дает возможность автоматически получить пологие вспомогательные режущие кромки по обеим сторонам каждой ступенчатой режущей кромки.
Сущность изобретения поясняется чертежами на фиг.1, 2 и 3.
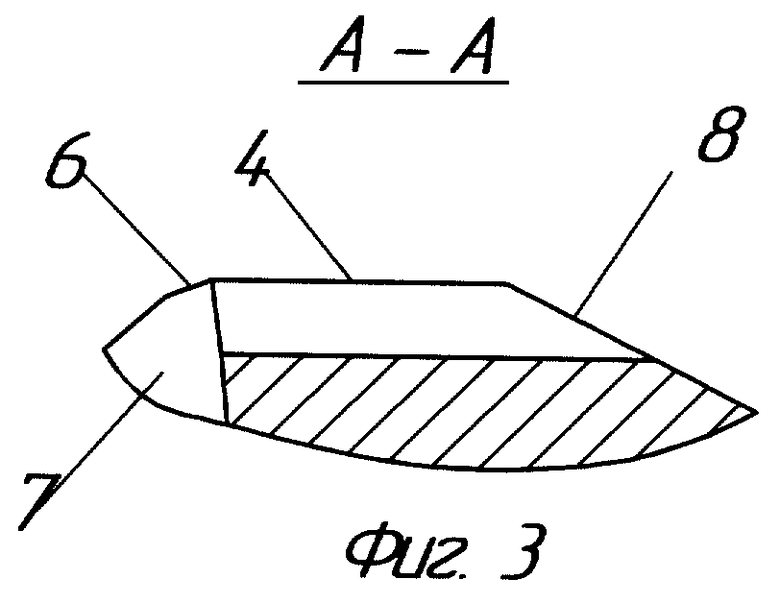
На фиг.1 изображена развертка режущей части фрезы диаметром D. На фиг.2 показан вид сверху на ступенчатые зубья. На фиг.3 показан вид на переднюю грань ступенчатого зуба, полученный сечением А - А на фиг.2 (повернуто на 90°).
На чертежах обозначено: 1 - непрерывные зубья; 2 - участок корпуса; 3 - ступенчатые зубья; 4 - режущие кромки ступенчатых зубьев; 5 - канавки ступенчатых зубьев; 6 - первые вспомогательные режущие кромки ступенчатых зубьев; 7 - передняя грань участка корпуса фрезы; 8 - вторые вспомогательные режущие кромки; 9 - задняя грань ступенчатого зуба; 10 - спинка участка корпуса фрезы.
Концевая фреза включает режущую часть, на которой выполнены непрерывные режущие зубья 1 с углом наклона ω к оси фрезы и участки 2 корпуса фрезы с тем же углом наклона, на которых нарезаны ступенчатые режущие зубья 3 с углом наклона равным нулю. Режущие кромки 4 последних выполнены параллельными оси фрезы и не имеют кривизны. Канавки 5 ступенчатых зубьев 3 также выполнены прямыми. Режущие кромки 4 ступенчатых зубьев 3 сопряжены с первыми вспомогательными режущими кромками 6, полученными пересечением передних граней 7 участка 2 корпуса фрезы с задними гранями 9 ступенчатых зубьев 3, и со вторыми вспомогательными режущими кромками 8, полученными пересечением передних граней ступенчатых зубьев 3 со спинками 10 участка 2 корпуса фрезы соответственно.
В процессе работы режущей части каждый последующий зуб срезает след от предыдущего зуба другого угла наклона, что снижает вибровозбуждающее действие следа на поверхности резания. Из-за малой длины режущих кромок ступенчатых зубьев 3 и их расположения на винтовом участке 2 с тем же углом наклона, что и непрерывные режущие кромки зубьев 1, уменьшается разность окружных шагов и стабилизируется нагрузка на режущие кромки. Вспомогательные режущие кромки 6 и 8 увеличивают стойкость режущих кромок 4 ступенчатых зубьев 3 фрезы.
Таким образом, предлагаемое техническое решение снижает трудоемкость изготовления фрезы и обеспечивает равномерность нагружения режущих кромок за счет уменьшения ширины участков 2 корпуса со ступенчатыми зубьями до величины, равной ширине непрерывного зуба 1, и обеспечения формы поперечного сечения участков корпуса 2 одинаковой с формой поперечного сечения непрерывных зубьев 1, а также за счет уменьшения шага и, следовательно, высоты ступенчатых зубьев и уменьшения их угла наклона до нуля.
Источники информации:
1. Ларин М.Н. Высокопроизводительные конструкции фрез и их рациональная эксплуатация. “Машгиз”, 1957, с.79, фиг.53.
2. А.с. СССР, №625848, Бюлл. №36, 1978.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ ФИБР | 2006 |
|
RU2344904C2 |
| ПРОТЯЖКА ДЛЯ ОБРАБОТКИ ПАЗОВ | 1992 |
|
RU2047429C1 |
| Многозубый инструмент | 1989 |
|
SU1743730A1 |
| ПРОРЕЗНАЯ ИЛИ ОТРЕЗНАЯ ДИСКОВАЯ ФРЕЗА | 1993 |
|
RU2041029C1 |
| СПОСОБ ЗУБОТОЧЕНИЯ И СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2584838C2 |
| ЛЕНТОЧНАЯ ПИЛА | 2006 |
|
RU2305626C1 |
| СБОРНЫЙ ГИПЕРБОЛОИДНЫЙ ЧЕРВЯЧНЫЙ ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ, СМЕННЫЕ ПОВОРОТНЫЕ НЕПЕРЕТАЧИВАЕМЫЕ РЕЖУЩИЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ И СПОСОБ ИХ ЭКСПЛУАТАЦИИ | 2014 |
|
RU2634565C2 |
| ФРЕЗА ДИСКОВАЯ ДЛЯ ОБРАБОТКИ УЗКИХ ПАЗОВ И РЕЖУЩАЯ ПЛАСТИНА ДЛЯ НЕЕ С ИЗНОСОСТОЙКИМ ПОКРЫТИЕМ | 2019 |
|
RU2707373C1 |
| ФРЕЗА КОНЦЕВАЯ ДЛЯ ОБРАБОТКИ ТРУДНООБРАБАТЫВАЕМЫХ МАТЕРИАЛОВ | 2012 |
|
RU2507038C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПРОРЕЗИ В СТЕНКЕ ОБСАДНОЙ КОЛОННЫ И В ЦЕМЕНТНОМ КАМНЕ ПРИ ПЕРФОРАЦИИ СКВАЖИН | 2006 |
|
RU2325511C1 |

Изобретение относится к области металлообработки, резанию труднообрабатываемых материалов. Фреза содержит на корпусе режущей части непрерывные зубья одного направления и угла наклона к оси фрезы и чередующиеся с ними участки корпуса этого же направления и угла наклона со ступенчатыми зубьями другого направления и другого угла наклона. Для снижения трудоемкости изготовления и обеспечения равномерности нагрузки на режущие кромки при резании угол наклона ступенчатых зубьев равен нулю и участки корпуса выполнены шириной, равной ширине непрерывного зуба, и одинаковыми по форме поперечного сечения с непрерывным зубом, а шаг ступенчатых зубьев выбран таким, чтобы их режущие кромки перекрывали друг друга в направлении резания. 3 ил.

Концевая фреза, содержащая на корпусе режущей части непрерывные зубья одного направления и угла наклона к оси фрезы и чередующиеся с ними участки корпуса этого же направления и угла наклона со ступенчатыми зубьями другого направления и другого угла наклона, отличающаяся тем, что угол наклона ступенчатых зубьев равен нулю и участки корпуса выполнены шириной, равной ширине непрерывного зуба, и одинаковыми по форме поперечного сечения с непрерывным зубом, а шаг ступенчатых зубьев выбран таким, чтобы их режущие кромки перекрывали друг друга в направлении резания.
| Концевая фреза | 1977 |
|
SU625848A1 |
| Многозубые цельные инструменты малых размеров из металлокерамических твердых сплавов, в частности торцевые фрезы | 1948 |
|
SU90411A1 |
| Фреза | 1986 |
|
SU1333478A1 |
| SU 1488686 A1, 30.03.1989 | |||
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |

