Изобретение относится к измерительной технике и может быть использовано для измерения радиальных зазоров в компрессорах газотурбинных установок.
Известен способ измерения радиальных зазоров в турбомашине, при котором в процессе раскрутки турбомашины формируют регулярную последовательность импульсов опроса датчика зазоров, измеряют значение сигнала во время действия стробов, фиксируют полученные за время одного оборота отсчеты сигнала для каждой лопатки и путем интерполяционной обработки определяют максимальное значение огибающей сигнала, используя эмпирическую формулу интерполяции [а.с. СССР №1766147, МПК G01B 7/14, 1992].
Недостатком этого способа является трудоемкость процесса обработки массива зафиксированных отсчетов сигнала, что приводит к низкой производительности системы измерения.
Наиболее близким по технической сущности является способ измерения радиальных зазоров между торцами лопаток рабочего колеса в процессе его вращения и статорной оболочкой турбомашины с помощью одновиткового вихретокового датчика с чувствительным элементом в виде отрезка проводника, включенного в измерительный преобразователь индуктивности в цифровой код, при котором с целью компенсации влияния температуры на результат измерения фиксируют экстремальное значение кода с измерительного преобразователя при прохождении центра зоны чувствительности датчика торцом контролируемой лопатки, фиксируют экстремальное значение кода с измерительного преобразователя при прохождении центра зоны чувствительности датчика центром межлопаточного промежутка, следующего за контролируемой лопаткой; вычисляется радиальный зазор для контролируемой лопатки по разности двух зафиксированных экстремальных значений кодов с измерительного преобразователя. При этом преобразование информационного параметра датчика в цифровой код C выполняется дискретно во времени с фиксированным периодом τ0 [патент РФ №2587644, МПК G01B 7/14, 2016].
Недостатком этого способа является низкая точность, обусловленная тем, что процессы дискретного получения информации с датчика с постоянным периодом τ0 и вращения колеса с периодом T независимы между собой, что приводит к появлению случайной погрешности дискретизации. В результате временное положение цифровых кодов относительно центра зоны чувствительности датчика будет случайным на каждом очередном обороте колеса в пределах периода τ0 и, следовательно, наибольший код не будет равен экстремальному Сэ, соответствующему точному положению торца лопатки в центре зоны чувствительности датчика.
Целью изобретения является повышение точности измерения за счет уменьшения погрешности дискретизации до уровня, не превышающего заданную величину на различных режимах работы турбомашины.
Указанная цель достигается тем, что в способ измерения радиальных зазоров между торцами лопаток рабочего колеса в процессе его вращения и статорной оболочкой турбомашины с помощью одновиткового вихретокового датчика с чувствительным элементом в виде отрезка проводника, включенного в измерительный преобразователь индуктивности в цифровой код, заключающийся в том, что величина радиального зазора для каждой лопатки определяется на основе градуировочной характеристики, получаемой экспериментально, добавлены дополнительные операции, обеспечивающие управляемую статистическую обработку цифровых кодов для вычисления величин экстремальных кодов с заданной точностью.
Ниже показаны дополнительные операции, проводимые на неработающей турбомашине и являющиеся подготовительными для использования способа, и затем операции для реализации способа в процессе работы турбомашины.
При неработающем состоянии турбомашины, вращая ротор ручным механическим приводом, регистрируют значения кодов с измерительного преобразователя в фиксированных точках линейного перемещения z прохождения торца одной из лопаток зоны чувствительности датчика на интервале от центра предыдущего до центра последующего межлопаточного промежутков и смещают зарегистрированную последовательность кодов по амплитуде на величину минимального значения, соответствующего положению межлопаточного промежутка под центром датчика, в начало оси ординат.
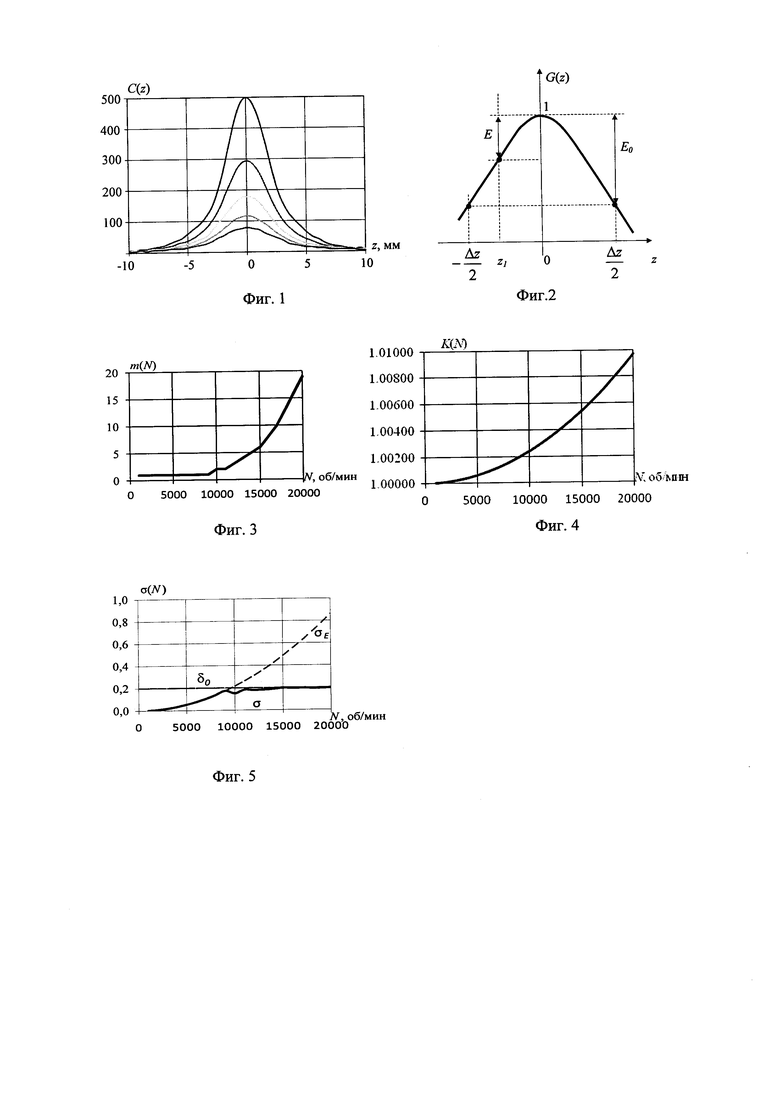
Семейство кривых, огибающих смещенные коды измерительного преобразователя для реальной лопатки компрессора при ее прохождении в зоне чувствительности датчика, представлено на фиг. 1. Отдельные кривые данного семейства соответствуют различным значениям радиального зазора (0.5, 1, 1.5, 2, 2.5 мм). При этом величина амплитуды обратно пропорциональна радиальному зазору.
Приведенные на фиг. 1 кривые с высокой точностью описываются аналитической функцией
 ,
,
где z - линейная координата, совпадает с окружностью, по которой движутся торцы лопаток, A(y) - зависимость амплитуды аналитической функции от величины радиального зазора y, являющаяся градуировочной характеристикой, полученной экспериментально, G(z) - нормированная компонента, изменяющаяся в пределах 0≤G(z)≤1 и определяющая форму аналитической функции при вращении колеса, σz - параметр аппроксимации, характеризующий ширину кривой G(z). Для данного случая (фиг. 1), σz=1.83 мм.
На фиг. 2 приведены окрестность экстремума нормированной компоненты G(z), попадающая в зону между двумя соседними отсчетами датчика и пояснения для расчета относительной погрешности дискретизации. На фиг. 2 видно, что максимальная относительная погрешность E0 возникает в случае, когда координата экстремума попадает на середину интервала дискретизации Δz
 ,
,
где Δz - соответствует развороту колеса за период τ0 получения информации от датчика при скорости вращения N [об/мин] и определяется выражением
 ,
,
где  [Гц] - фиксированная частота преобразований измерительной цепи, R [мм] - наружный радиус лопаточного колеса.
[Гц] - фиксированная частота преобразований измерительной цепи, R [мм] - наружный радиус лопаточного колеса.
Очевидно, что величина E0 зависит от скорости вращения колеса E0=E0(N).
В случае когда процессы вращения колеса и дискретного получения информации с датчика независимы, получаем случайную погрешность дискретизации E (фиг. 2), которая распределена в диапазоне 0<E<Е0.
Для установившегося режима вращения, принимая гипотезу, что положение экстремума на интервале дискретизации равновероятно и учитывая приближение параболой для E0, получаем формулу для математического ожидания относительной случайной погрешности дискретизации E в виде  и формулу для ее дисперсии
и формулу для ее дисперсии  . При этом величина математического ожидания однозначно связана с амплитудным значением зависимости G(z).
. При этом величина математического ожидания однозначно связана с амплитудным значением зависимости G(z).
Используя выражения (2) и (3), вычисляют для конкретного датчика, установленного на турбомашину, работающего с фиксированной частотой опроса, взаимодействующего с реальными лопатками контролируемого колеса, количественное значение постоянных коэффициентов B1 и B2 в формулах математического ожидания и дисперсии, представляя их в удобной для практического использования форме F1(N)=B1⋅N2, F2(N)=B2⋅N4, как функции, зависящие только от скорости вращения колеса, где  ,
,  .
.
На рабочем режиме турбомашины измеряют по величине периода первого оборота текущую скорость вращения ротора N.
Вычисляют амплитудный множитель, корректирующий величину амплитудного значения кода относительно математического ожидания, используя формулу  .
.
Вычисляют число полных оборотов ротора в цикле единичного измерения при заданной скорости вращения колеса, необходимых для получения погрешности дискретизации, не превышающей заданное значение, по формуле  , где m(N) - число полных оборотов в цикле единичного измерения, δ0 - допустимая среднеквадратическая погрешность дискретизации,
, где m(N) - число полных оборотов в цикле единичного измерения, δ0 - допустимая среднеквадратическая погрешность дискретизации,  - операция округления результата деления до ближайшего целого с избытком.
- операция округления результата деления до ближайшего целого с избытком.
Выполняют цикл единичного измерения, в процессе которого регистрируют первый двумерный массив  максимальных значений кода с измерительного преобразователя при прохождении центра зоны чувствительности датчика торцами контролируемых лопаток и регистрируют второй двумерный массив
максимальных значений кода с измерительного преобразователя при прохождении центра зоны чувствительности датчика торцами контролируемых лопаток и регистрируют второй двумерный массив  минимальных значений кода с измерительного преобразователя при прохождении центра зоны чувствительности датчика центрами межлопаточных промежутков, следующих за контролируемыми лопатками, где i - соответствует нумерации лопаток колеса,
минимальных значений кода с измерительного преобразователя при прохождении центра зоны чувствительности датчика центрами межлопаточных промежутков, следующих за контролируемыми лопатками, где i - соответствует нумерации лопаток колеса,  - номер оборота в цикле измерения, m - число полных оборотов в цикле измерения.
- номер оборота в цикле измерения, m - число полных оборотов в цикле измерения.
Вычисляют третий массив C[i] средних значений кодов первого массива для одноименных лопаток, усредняя по числу оборотов, по формуле  , где
, где  , n - число лопаток колеса. Полученное среднее значение C[i] является оценкой математического ожидания кодов для i-й лопатки.
, n - число лопаток колеса. Полученное среднее значение C[i] является оценкой математического ожидания кодов для i-й лопатки.
Вычисляют единую величину среднего значения кода массива за цикл измерения по формуле  .
.
Вычисляют для каждой лопатки колеса уточненное экстремальное значение кода по формуле Ca[i]=(C[i]-C0)⋅K(N), соответствующее амплитудному значению непрерывной аналитической функции, и используют данное значение при определении величины радиального зазора yi по градуировочной характеристике Ca[i]=A(yi).
Пример реализации предлагаемого способа
В качестве объекта численного моделирования выбрано реальное колесо компрессора турбомашины, имеющее наружный радиус R=420 мм, линейный шаг установки лопаток - 22 мм. Аналитическая функция C(y,z) для лопатки данного колеса приведена на фиг. 1. Частота преобразований измерительной цепи датчика фиксирована  . Диапазон рабочих оборотов ротора от 1000 до 20000 об/мин. Допустимая среднеквадратическая погрешность дискретизации δ0 выбрана на уровне 0.2%.
. Диапазон рабочих оборотов ротора от 1000 до 20000 об/мин. Допустимая среднеквадратическая погрешность дискретизации δ0 выбрана на уровне 0.2%.
Полученные численные результаты для приведенных исходных данных, показывающие применение способа, приведены на фиг. 3, 4, 5.
На фиг. 3 показан график зависимости m(N) числа полных оборотов колеса, составляющих цикл единичного измерения, для диапазона скоростей вращения колеса. На данном графике видно, что максимальный цикл единичного измерения при 20000 об/мин содержит 18 полных оборотов ротора.
На фиг. 4 показан график зависимости амплитудных множителей K(N) для диапазона скоростей вращения.
На фиг. 5 приведены графики среднеквадратических погрешностей. Зависимость  - исходная погрешность дискретизации, которая при N=20000 об/мин достигает 0,9%. Среднеквадратическая погрешность уточненного результата измерения σ(N) не превышает δ0. Фактически, алгоритм, изложенный в способе, начинает работать начиная с момента, когда σE>δ0.
- исходная погрешность дискретизации, которая при N=20000 об/мин достигает 0,9%. Среднеквадратическая погрешность уточненного результата измерения σ(N) не превышает δ0. Фактически, алгоритм, изложенный в способе, начинает работать начиная с момента, когда σE>δ0.
Некоторые колебания погрешности σ(N) обусловлены округлением до целочисленных значений полных оборотов ротора для усреднения.
Таким образом, по сравнению прототипом получили управляемую точность результата измерения и, дополнительно, помехоустойчивость за счет усреднения цифровых отсчетов кода, получение прямого результата амплитудного значения без аппроксимации, а также непревышение результирующей погрешности дискретизации заданного уровня на любых режимах работы турбомашины.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗМЕРЕНИЯ РАДИАЛЬНЫХ ЗАЗОРОВ МЕЖДУ ТОРЦАМИ ЛОПАТОК РАБОЧЕГО КОЛЕСА И СТАТОРНОЙ ОБОЛОЧКОЙ ТУРБОМАШИНЫ | 2014 |
|
RU2587644C1 |
| СПОСОБ ИЗМЕРЕНИЯ РАДИАЛЬНЫХ ЗАЗОРОВ МЕЖДУ ТОРЦАМИ РАБОЧИХ ЛОПАТОК И СТАТОРОМ ТУРБОМАШИНЫ И ОПРЕДЕЛЕНИЯ ТЕМПЕРАТУРЫ РАБОЧЕЙ СРЕДЫ В ПРОТОЧНОЙ ЧАСТИ | 2017 |
|
RU2674079C1 |
| СПОСОБ ИЗМЕРЕНИЯ РАДИАЛЬНЫХ ЗАЗОРОВ МЕЖДУ ТОРЦАМИ ЛОПАТОК РАБОЧЕГО КОЛЕСА И СТАТОРНОЙ ОБОЛОЧКОЙ ТУРБОМАШИНЫ | 2016 |
|
RU2651622C1 |
| СПОСОБ ИЗМЕРЕНИЯ МНОГОМЕРНЫХ ПЕРЕМЕЩЕНИЙ И ОБНАРУЖЕНИЯ КОЛЕБАНИЙ ТОРЦОВ ЛОПАТОК РОТОРА ТУРБОМАШИНЫ | 2002 |
|
RU2272990C2 |
| СПОСОБ ИЗМЕРЕНИЯ РАДИАЛЬНЫХ ЗАЗОРОВ И ОСЕВЫХ СМЕЩЕНИЙ ТОРЦОВ ЛОПАТОК РАБОЧЕГО КОЛЕСА ТУРБИНЫ | 2010 |
|
RU2457432C1 |
| СПОСОБ ОБНАРУЖЕНИЯ КРУТИЛЬНЫХ И ИЗГИБНЫХ СМЕЩЕНИЙ ТОРЦОВ ЛОПАТОК РАБОЧЕГО КОЛЕСА ОСЕВОГО КОМПРЕССОРА ПРИ ИССЛЕДОВАНИЯХ СРЫВНЫХ ЯВЛЕНИЙ | 2006 |
|
RU2320957C1 |
| СПОСОБ ИЗМЕРЕНИЯ РАДИАЛЬНЫХ ЗАЗОРОВ И ОБНАРУЖЕНИЯ КОЛЕБАНИЙ ЛОПАТОК РОТОРА ТУРБОМАШИНЫ | 2002 |
|
RU2258902C2 |
| СПОСОБ ИЗМЕРЕНИЯ РАДИАЛЬНЫХ ЗАЗОРОВ И СКОРОСТИ ВРАЩЕНИЯ РОТОРА В ТУРБОМАШИНАХ | 2016 |
|
RU2639996C2 |
| СПОСОБ ИЗМЕРЕНИЯ РАДИАЛЬНОГО ЗАЗОРА МЕЖДУ ТОРЦАМИ РАБОЧИХ ЛОПАТОК И СТАТОРОМ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2016 |
|
RU2648284C2 |
| СПОСОБ ИДЕНТИФИКАЦИИ НОМЕРОВ ЛОПАТОК РАБОЧЕГО КОЛЕСА ПРИ ИЗМЕРЕНИИ РАДИАЛЬНЫХ ЗАЗОРОВ МЕЖДУ ТОРЦАМИ ЛОПАТОК И СТАТОРНОЙ ОБОЛОЧКОЙ ТУРБОМАШИНЫ | 2016 |
|
RU2651623C1 |
Изобретение относится к измерительной технике и может быть использовано для измерения радиальных зазоров и скорости вращения ротора в турбомашинах. Сущность изобретения заключается в том, что способ измерения радиальных зазоров между торцами лопаток рабочего колеса в процессе его вращения и статорной оболочкой турбомашины дополнительно содержит этапы способа, на которых обеспечивают управляемую статистическую обработку цифровых кодов для вычисления величин экстремальных кодов с заданной точностью. В основу способа положены вероятностные оценки распределения случайной погрешности дискретности, полученные применительно к непрерывной огибающей сигнала вихретокового датчика при прохождении лопатки ротора. Результирующий алгоритм обработки сводится к усреднению случайных экстремальных кодов одноименных лопаток за несколько полных оборотов ротора. Технический результат – повышение точности измерения радиальных зазоров. 5 ил.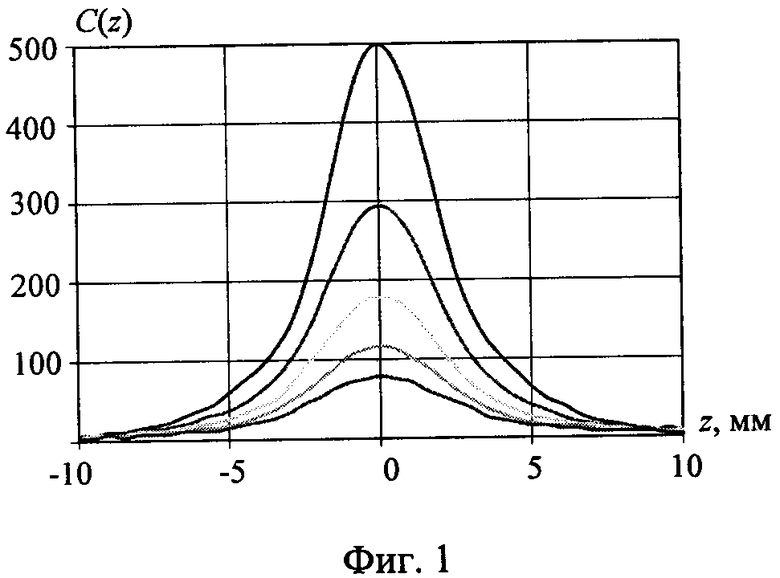
Способ измерения радиальных зазоров между торцами лопаток рабочего колеса в процессе его вращения и статорной оболочкой турбомашины с помощью одновиткового вихретокового датчика с чувствительным элементом в виде отрезка проводника, включенного в измерительный преобразователь индуктивности в цифровой код, заключающийся в том, что величина радиального зазора для каждой лопатки определяется на основе градуировочной характеристики, получаемой экспериментально, отличающийся тем, что с целью повышения точности измерения за счет уменьшения погрешности дискретизации до уровня, не превышающего заданную величину на различных скоростях работы турбомашины, измеряют текущую скорость вращения ротора N по величине периода первого оборота колеса, вычисляют для текущей скорости вращения число полных оборотов ротора в цикле единичного измерения, необходимых для получения допустимой погрешности дискретизации, не превышающей заданное значение и корректирующий амплитудный множитель, выполняют цикл единичного измерения, в процессе которого регистрируют первый двумерный массив максимальных значений кода с измерительного преобразователя при прохождении центра зоны чувствительности датчика торцами контролируемых лопаток и регистрируют второй двумерный массив минимальных значений кода с измерительного преобразователя при прохождении центра зоны чувствительности датчика центрами межлопаточных промежутков, следующих за контролируемыми лопатками, вычисляют третий массив средних значений кодов первого массива для одноименных лопаток, усредняя по числу оборотов в цикле измерения, вычисляют единую величину среднего значения кодов второго массива, вычисляют для каждой лопатки колеса уточненное экстремальное значение кода, соответствующее амплитудному значению непрерывной аналитической функции, путем умножения разности между элементами третьего массива и единой величиной среднего значения на корректирующий амплитудный множитель и используют экстремальное значение кода для определения величины радиального зазора по градуировочной характеристике, полученной экспериментально.
| СПОСОБ ИЗМЕРЕНИЯ РАДИАЛЬНЫХ ЗАЗОРОВ МЕЖДУ ТОРЦАМИ ЛОПАТОК РАБОЧЕГО КОЛЕСА И СТАТОРНОЙ ОБОЛОЧКОЙ ТУРБОМАШИНЫ | 2014 |
|
RU2587644C1 |
| СПОСОБ ИЗМЕРЕНИЯ ПАРАМЕТРОВ ДВИЖЕНИЯ ТОРЦОВ ЛОПАТОК РОТОРА ТУРБОМАШИНЫ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2001 |
|
RU2231750C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ УГЛОВЫХ ПОЛОЖЕНИЙ ЛОПАТОК ТУРБОМАШИН (ВАРИАНТЫ) | 2002 |
|
RU2215986C1 |
| СПОСОБ ИЗМЕРЕНИЯ ПРОФИЛЯ ЛОПАТОК И РАДИАЛЬНОГО ЗАЗОРА В ТУРБИНЕ РАБОТАЮЩЕГО ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2006 |
|
RU2381476C2 |
| US 20150090017 A1, 02.04.2015. | |||

