Изобретение относится к способу и к прокатному стану для изготовления бесшовных стальных труб с помощью непрерывного процесса прокатки с помощью одной или нескольких последовательно установленных клетей продольной или поперечно-винтовой прокатки и внутреннего инструмента, применяемого в процессе прокатки внутри прокатываемого материала, выполненного в виде стержня оправки с оправкой, установленной на нем спереди.
Изготовление бесшовных труб способом непрерывной прокатки на непрерывном прокатном стане, называемом также непрерывным трубопрокатным станом, известно, например, из DE-Z «Berg- und Huttenmannische Monatshefte 130 (1985), Heft 7, стр.205-211». В качестве исходного материала чаще всего служит катаная круглая стальная заготовка, преимущественно, в виде непрерывной круглой заготовки диаметром до 350 мм, нагреваемой при длинах до 5 м в печи с вращающимся подом до температуры прокатки. Затем производится прошивка массивного блока на прошивном трубопрокатном стане, выполненном, как правило, в виде прошивного стана поперечно-винтовой прокатки, до получения тонкостенной полой гильзы. После этого изготовленная таким образом гильза при той же температуре раскатывается на внутреннем инструменте в непрерывном прокатном стане в трубную заготовку. Непрерывный прокатный стан чаще всего состоит из шести-девяти прокатных клетей, плотно расположенных друг за другом, которые чаще всего устанавливаются с разворотом относительно друг друга, например, на 90°. Окружные скорости валков согласовываются друг с другом в соответствии с обжатием по сечению, так что между клетями не действуют никакие заметные растягивающие усилия или усилия сжатия.
До начала процесса прокатки в непрерывном прокатном стане гильза вместе с пропущенным через нее стержнем оправки вместе с оправкой в качестве внутреннего инструмента, как известно из одного варианта, например, из DE 2131713 А1, с помощью устройства на входе для поддержания или перемещения стержня оправки, называемого на специальном жаргоне «ретейнер», устанавливается на место, а затем подается в непрерывный прокатный стан. Там гильза захватывается валками и прокатывается на стержне оправки из клети в клеть при уменьшающемся валковом калибре. При этом стержень оправки с оправкой в результате увеличения скорости прокатываемого материала также набирает все большую скорость. Стержень оправки с помощью устройства поддержания и перемещения стержня оправки движется вслед во время прокатки с контролируемой, управляемой частично или полностью управляемой скоростью.
Проблемой, известной как для поперечно-винтовой прокатки при прошивке заготовок в гильзы, так и для прокатки гильзы в трубную заготовку в многоклетьевом непрерывном прокатном стане, является то, что стержни оправки, состоящие как из круглого сплошного, так и из круглого полого материала, под действием местами значительных сил испытывают деформации. Возникающий при этом прогиб стержня оправки приводит к увеличению эксцентриситета с качанием оправки, установленной на стержне оправки. А именно, на аксиальном конце стержня оправки эксцентрично относительно его продольной оси перемещается даже оправка. В результате в толще стенки гильзы и трубной заготовки по их окружности появляются неоднородности.
Однако такое качание может быть вызвано не только выгибанием оправки под действием высокого аксиального давления, причем продольная ось оправки образует угол с осью прокатываемого материала, т.е. никакого параллельного движения нет. Эксцентриситет вращательного движения оправки вызывается различными другими факторами, и его величина определяется, например, неоднородностью материала, температурным градиентом по поперечному сечению, несимметричным силовым воздействием инструментов и непрямолинейностью или колебаниями стержня оправки.
Прежние попытки уменьшения эксцентриситета сводились к установлению контроля за вышеуказанными воздействиями и к максимально возможной минимизации их отрицательного влияния. Однако минимальные величины эксцентриситета, достигнутые таким образом, все еще остаются в диапазоне 3-5%, и на низком уровне в процессе производства их удается удерживать с трудом и к тому же при больших затратах.
Поэтому в основу изобретения положена задача создания способа и прокатного стана, с помощью которых все указанные недостатки, в частности, эксцентриситеты прошитых гильз или трубных заготовок, могут быть надежно устранены или, по меньшей мере, сведены до технически возможного минимума.
Эта задача в способе согласно изобретению решается тем, что оправке придается вращательное движение, направленное противоположно вращательному движению прокатываемого материала. В основе изобретения лежит идея, что в результате вращения стержня оправки против вращательного движения прокатываемого материала в предпочтительном варианте выполнения предотвращается эксцентрическое противоположно направленное вращательное движение оправки, и тем самым нарушается механизм возникновения эксцентриситета. В результате происходит заметное улучшение качества изготовленных бесшовных труб при соответствующей экономии затрат на управление прокатным станом, поскольку таким образом исключаются отрицательные воздействия прокатного производства при прокате труб на стержнях оправки, которые в противном случае способствуют появлению эксцентриситета.
Задача, положенная в основу изобретения, в части прокатного стана согласно изобретению решается тем, что стержню оправки придается приводное устройство, например, в виде дополнительной составной части расположенного на входе устройства для поддержания или перемещения стержня оправки, для вращения стержня оправки в процессе прокатки в противоположную сторону относительно направления вращения прокатываемого материала.
Предпочтительное решение по изобретению предусматривает, что стержень оправки соединен с оправкой эксцентрично с помощью адаптера. В результате вращение стержня оправки, направленное противоположно вращательному движению прокатываемого материала, происходит на месте действия там, где трубная заготовка упреждающим образом раскатывается на оправке между валками, в виде эксцентрического вращения, направленного противоположно.
Согласно изобретению предлагается, чтобы адаптер свинчивался со стержнем оправки и с оправкой, при этом стержень оправки и оправка имеют резьбовые головки, обращенные друг к другу и смещенные относительно друг друга на величину эксцентриситета. Это может быть достигнуто просто за счет того, что продольные оси или средние линии резьбовой головки стержня оправки, с одной стороны, и резьбовой головки оправки, с другой стороны, смещены относительно друг друга по высоте, например, на несколько десятых миллиметра или на несколько миллиметров.
Согласно одному из вариантов осуществления предусмотрено, что резьбовые головки снабжены наружной резьбой, а соединительные концы адаптера - внутренней резьбой. Таким образом, адаптер необходимо лишь навинтить на стержень оправки, а по сравнению с ним значительно более короткую оправку - лишь ввинтить в другой свободный конец адаптера. В этой связи следует ожидать, что величина эксцентриситета альтернативно может быть установлена также в соединительных концах адаптера, т.е. внутренние резьбы во втулочных или чашеобразных соединительных концах смещены относительно друг друга.
Если стержень оправки согласно другому предложению по изобретению выполнить с профилем поперечного сечения, увеличивающим осевой момент сопротивления, то это будет способствовать исключению отрицательных воздействий на эксцентриситет. Момент сопротивления, увеличенный за счет выбора профиля поперечного сечения, может оказывать противодействие прогибам стержня оправки и тем самым качаниям оправки с нежелательными эксцентриситетами.
При трубчатом стержне оправки с внутренним охлаждением ее предпочтительно выполнять с внутренним профилированием, например, с крестообразным или с внутренним шестиугольным профилем. Благодаря этому уменьшается возможный прогиб, или изгиб стержня оправки в продольном направлении, в результате аксиального давления, в то время как небольшая толщина стенки стержня оправки, необходимая для эффективного охлаждения, сохраняется.
Другие признаки и детали изобретения вытекают из пунктов формулы изобретения и нижеследующего описания примеров осуществления изобретения, схематически изображенных на чертежах.
Фиг.1 изображает в поперечном сечении в виде деталей клети для поперечно-винтовой или продольной прокатки пару валков, трубную заготовку и стержень оправки с приводом;
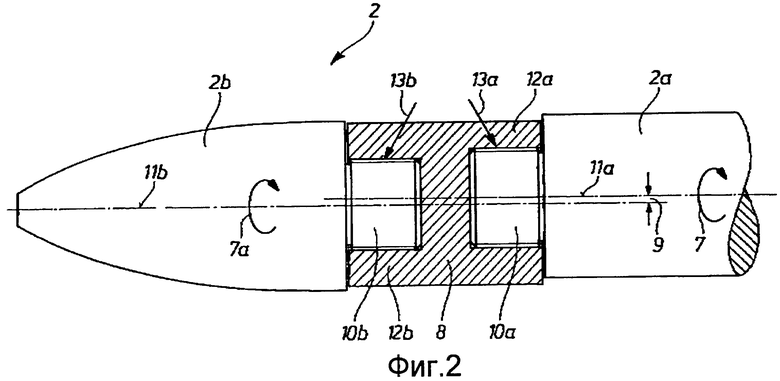
фиг.2 - продольный вид внутреннего инструмента, в котором адаптер эксцентрично соединяет стержень оправки с оправкой;
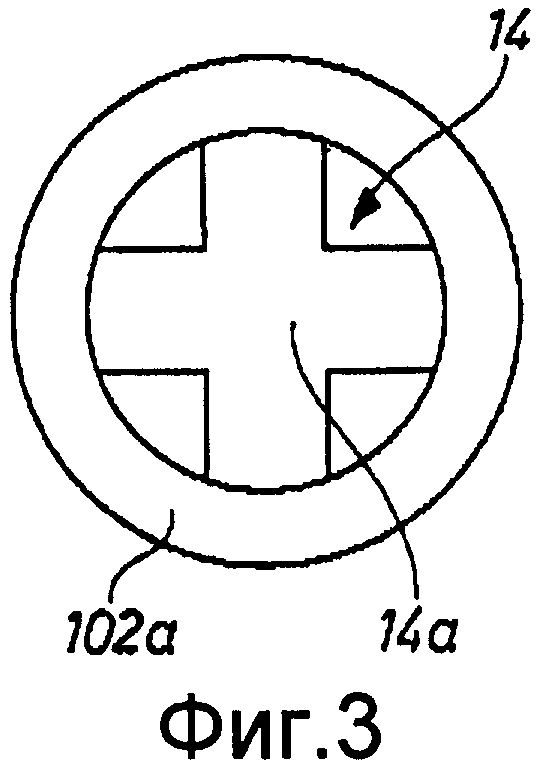
фиг.3 - поперечное сечение стержня оправки, выполненного с внутренним профилированием в виде крестообразного профиля;
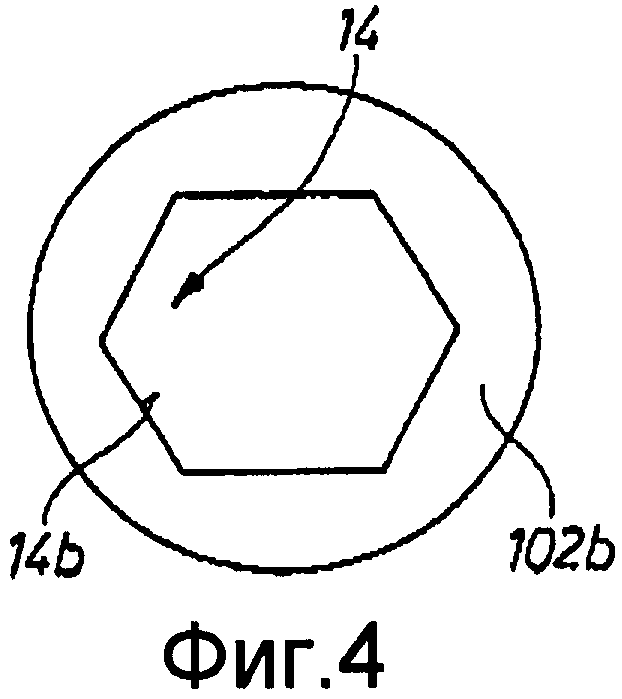
фиг.4 - поперечное сечение стержня оправки, выполненного с внутренним профилированием в виде шестиугольного профиля.
Для изготовления бесшовной трубы, какой она схематически изображена на фиг.1, прокат или трубную заготовку 1 раскатывают между валками 3, 4 на внутреннем инструменте 2, вставленном внутрь трубной заготовки 1. Внутренний инструмент 2, состоящий из стержня 2а оправки и из установленной на его переднем конце оправки 2b, имеет круглое поперечное сечение, к которому приведены валки 3, 4 с корреспондирующим контуром, воздействующие на внешнюю окружность трубной заготовки, т.е. в радиальном сечении они являются дугообразными. В результате при валках 3,4, соответственно установленных относительно внутреннего инструмента 2, получается очаг деформации при прокатке, определяющий желательную кольцевую форму, которую трубная заготовка 1 принимает при прокатке в трубу.
Идеальное кольцеобразное поперечное сечение на фиг.1 с желательной округлостью и единообразной толщиной d стенки трубной заготовки 1 изготавливаемой бесшовной трубы получается благодаря тому, что внутреннему инструменту 2, т.е. оправке 2b со стержнем 2а с помощью приводного устройства 5 придается вращательное движение, обозначенное стрелкой 7, направленное противоположно неизбежному вращению прокатываемого материала трубной заготовки 1 или трубы при прокатке, обозначенному стрелкой 6.
Если внутренний инструмент 2, как изображено на фиг.2, выполнен с оправкой 2b, эксцентрично установленной на аксиальном переднем конце стержня 2а оправки, оправка осуществляет эксцентрическое вращательное движение 7а, направленное противоположно вращательному движению 6 прокатываемого материала. Для этого стержень 2а оправки через адаптер 8 соединен, а именно, свинчен, с оправкой 2b, причем стержень 2а оправки и оправка 2b имеют обращенные друг к другу резьбовые головки 10, смещенные относительно друг друга на величину 9 эксцентриситета. Таким образом, средняя линия, или продольная ось 11а стержня 2а оправки проходит со смещением относительно средней линии, или продольной оси 11b оправки 2b на величину 9 эксцентриситета. Адаптер 8 с цилиндрическим поперечным сечением имеет чашеобразные соединительные концы 12а и 12b, выполненные с внутренней резьбой и навинчиваемые на наружную резьбу резьбовых головок 10а, 10b; резьбовые соединения 13а, 13b показаны стрелками.
Стержень оправки внутреннего инструмента выполняется с профилем поперечного сечения, увеличивающим осевой момент сопротивления. Это может быть профилирование боковой поверхности или внешнее профилирование стержня оправки из сплошного материала, препятствующее прогибам или в значительной мере минимизирующее их. Трубчатые стержни 102а и 102b оправки, изображенные на фиг.3 и 4, выполнены с внутренним профилированием 14: на фиг.3 - в виде крестообразного профиля 14а, а на фиг.4 - в виде внутреннего шестиугольного профиля.
Перечень позиций
1 - трубная заготовка
2 - внутренний инструмент
2а - стержень оправки
2b - оправка
3 - валок
4 - валок
5 - приводное устройство
6 - стрелка вращательного движения прокатываемого материала (трубной заготовки/трубы)
7 - вращательное движение (внутреннего инструмента, или стержня оправки с оправкой)
7а - эксцентрическое вращательное движение (оправки)
8 - адаптер
9 - величина эксцентриситета
10а - резьбовая головка (стержня оправки)
10b - резьбовая головка (оправки)
11а - средняя линия/продольная ось (стержня оправки)
11b - средняя линия/продольная ось (оправки)
12а - соединительный конец (адаптера)
12b - соединительный конец (адаптера)
13а - соединительное резьбовое соединение (стрелка)
13b - соединительное резьбовое соединение (стрелка)
14 - внутреннее профилирование
14а - крестообразный профиль
14b - внутренний шестиугольный профиль
102а - стержень оправки с внутренним профилированием (крестообразный профиль)
102b - стержень оправки с внутренним профилированием (шестиугольный профиль)
Изобретение относится к способу и прокатному стану для изготовления бесшовных стальных труб. Прокатный стан содержит одну или несколько последовательно установленных клетей продольной или поперечно-винтовой прокатки и внутренний инструмент (2), применяемый в процессе прокатки внутри прокатываемого материала (1). Внутренний инструмент (2) выполнен в виде стержня (2а) оправки с оправкой (2b), установленной на нем спереди. Оправке (2b) придают вращательное движение (7, 7а), направленное противоположно вращательному движению (6) прокатываемого материала (1). Изобретение позволяет предотвратить или, по меньшей мере, минимизировать возникновение эксцентриситетов и некруглостей у прокатываемой трубы. 2 н. и 6 з.п. ф-лы, 4 ил.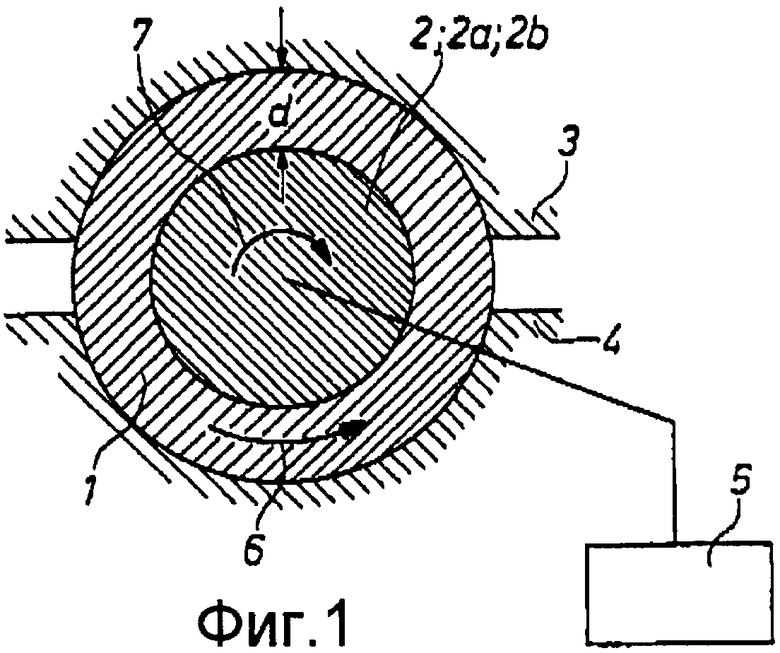
1. Способ изготовления бесшовных стальных труб в непрерывном процессе прокатки посредством одной или нескольких последовательно установленных клетей продольной или поперечно-винтовой прокатки и внутреннего инструмента (2), применяемого в процессе прокатки внутри прокатываемого материала (1) и выполненного в виде стержня (2а) оправки с оправкой (2b), установленной на нем спереди, отличающийся тем, что оправке (2b) придают вращательное движение (7, 7а), направленное противоположно вращательному движению (6) прокатываемого материала (1).
2. Способ по п.1, отличающийся тем, что стержень (2а) оправки вращают против вращательного движения (6) прокатываемого материала (1).
3. Способ по п.1 или 2, отличающийся тем, что оправке (2b) придают эксцентрическое противоположное вращательное движение.
4. Прокатный стан для изготовления бесшовных стальных труб с помощью непрерывного процесса прокатки с одной или несколькими последовательно установленными клетями продольной или поперечно-винтовой прокатки и с внутренним инструментом (2), применяемым в процессе прокатки внутри прокатываемого материала (1), выполненным в виде стержня (2а) оправки с оправкой (2b), установленной на нем спереди, в частности, для осуществления способа по п.1, при этом стержень (2а) оправки снабжен приводным устройством (5) для вращения стержня (2а) в процессе прокатки противоположно вращательному движению (6) прокатываемого материала (1).
5. Прокатный стан по п.4, отличающийся тем, что стержень (2а) оправки эксцентрично соединен с оправкой (2b) с помощью адаптера (8).
6. Прокатный стан по п.5, отличающийся тем, что адаптер (8) свинчен со стержнем (2а) оправки и с оправкой (2b), причем стержень (2а) оправки и оправка (2b) имеют резьбовые головки (10а, 10b), обращенные друг к другу и смещенные относительно друг друга на величину (9) эксцентриситета.
7. Прокатный стан по п.6, отличающийся тем, что резьбовые головки (10а, 10b) снабжены наружной резьбой, а соединительные концы (12а, 12b) адаптера (8) - внутренней резьбой.
8. Прокатный стан по п.4 или 5, отличающийся тем, что стержень (2а, 102а, 102b) оправки выполнен с профилем поперечного сечения, увеличивающим осевой момент сопротивления.
9. Прокатный стан по п.8, отличающийся тем, что трубчатый стержень (102а, 102b) оправки (2b) выполнен с внутренним профилированием (14, 14а, 14b).
| ОРТОПЕДИЧЕСКИЙ КОРСЕТ | 1997 |
|
RU2131713C1 |
| Устройство для приема разнесенных сигналов | 1990 |
|
SU1764167A1 |
| JP 60111703 A, 18.06.1985 | |||
| СПОСОБ ВИНТОВОЙ РАСКАТКИ ТРУБ | 1998 |
|
RU2146569C1 |

