Изобретение относится к изготовлению бесконечной ленты по меньшей мере из двух пластинчатых металлических листов.
Выполненные как бесконечные ленты малогабаритные ленты, например ленты для привода колес, такие как применяются в испытательных стендах автомобилей, или малогабаритные ленты, такие как могут использоваться в устройствах для изготовления многослойного гофрированного картона, изготавливают обычно путем изгиба и сварки металлических листов. При этом возникает проблема, что часто сырьевой материал в форме металлических пластин бывает у изготовителя металлических пластин заданных размеров, так что зачастую требуется сваривать металлические щиты друг с другом, чтобы получить желаемую длину полосы. Однако в настоящее время отсутствует решение, которое обеспечивает наибольшую степень автоматизации изгиба и сварки металлических листов, чтобы получить бесконечную ленту, так что подавляющее число производственных операций еще приходится выполнять вручную.
Из европейской публикации ЕР0701878 В1 известно, что для изготовления труб из металлических пластин или металлического листа металлическую пластину посредством натяжных ремней необходимо изогнуть в трубу или кольцо в фиксирующем устройстве и сварить между собой прилежащие друг к другу свободные концевые кромки. Известный из патентного документа ЕР0701878 В1 способ позволяет обеспечить полностью автоматическое изготовление труб из металлических листов. Способ вышеназванного типа известен из патентного документа ЕР1632307 А2. Одновременно аналогичная бесконечная лента раскрывается в британской публикации GB485242А.
Однако по сей день известное техническое решение не позволяет изготовить бесконечную ленту, состоящую из двух или большего числа металлических пластин, поскольку известный способ пригоден лишь для обработки одного металлического листа. Поэтому задача изобретения состоит в том, чтобы найти путь, который позволит устранить вышеназванный недостаток уровня техники.
Эта задача решается согласно изобретению за счет способа выше названного типа тем, что по меньшей мере два металлических листа помещают соответственно одной кромкой вперед в один из двух расположенных напротив друг друга зажимов по меньшей мере одного вновь удаляемого соединительного элемента и образуют пластинчатый пакет, затем свободные концевые кромки пластинчатого пакета, которые расположены напротив находящихся по меньшей мере в одном соединительном элементе кромок металлических листов, сгибают друг к другу и сваривают между собой, затем удаляют по меньшей мере один соединительный элемент и изгибают друг к другу и сваривают между собой соединенные раньше друг с другом посредством по меньшей мере одного соединительного элемента кромки металлических листов.
Решение согласно изобретению за счет использования соединительного элемента позволяют соединить два металлических листа в пластинчатый пакет, который затем может обрабатываться автоматически как цельный металлический лист. Таким образом, преимущество изобретения состоит в простом и автоматическом изготовлении бесконечной ленты из нескольких металлических листов.
Согласно выгодной модификации изобретения может быть предусмотрено, что соединенным между собой в пластинчатом пакете металлическим листам в фиксирующем устройстве посредством натяжных ремней придают кольцеобразную форму, причем свободные концевые кромки пластинчатого пакета зажимаются в натяжном устройстве и приводятся в движение в направлении друг друга до тех пор, пока зазор между свободными концевыми кромками не смыкается, после чего свободные концевые кромки сваривают между собой посредством сварочного устройства. При этом металлические листы предпочтительным образом перед помещением в фиксирующее устройство соединяют друг с другом посредством по меньшей мере одного соединительного элемента.
Изобретение особенно хорошо приспособлено для изготовления бесконечной ленты, составленной из трех частей. Согласно соответствующему варианту изобретения предусмотрено, что для изготовления ленты используют три металлических листа, причем соответственно два смежных металлических листа соединяют друг с другом соответственно по меньшей мере одним соединительным элементом, чтобы образовать пластинчатый пакет из трех металлических листов, торцевые свободные концевые кромки которых таким образом сгибаются друг к другу и свариваются между собой, затем по меньшей мере один первый соединительный элемент, расположенный между средним металлическим листом и первым крайним металлическим листом, удаляют и соединенные раньше друг с другом посредством по меньшей мере первого соединительного элемента кромки среднего металлического листа и первого крайнего металлического листа сгибают друг к другу и сваривают между собой, затем удаляют по меньшей мере один второй соединительный элемент, расположенный между средним металлическим листом и вторым крайним металлическим листом, и сгибают друг к другу и сваривают между собой соединенные раньше друг с другом посредством по меньшей мере второго соединительного элемента кромки среднего и второго крайнего металлического листа.
Особенно предпочтительно для типовых применений малогабаритных лент, если изготовленная бесконечная лента имеет три расположенных друг за другом, соединенных между собой участка, изготовленных из металлических листов, причем два непосредственно смежных участка прилегающими соответственно друг к другу кромками участков сварены между собой. Специальное исполнение бесконечной ленты согласно изобретению позволяет использовать малогабаритные ленты, просто изготовленные предварительно из имеющихся на рынке металлических пластин, для различных целевых назначений.
В форме осуществления изобретения, которая, например, приспособлена, в частности, для использования как лента для привода колес или для применения в устройстве для изготовления многослойного гофрированного картона, предусматривается, что бесконечная лента имеет окружную длину от 0,2 м до 10 м, в частности от 1 м до 3 м, толщину от 0,1 мм до 1 мм, в частности от 0,2 мм до 0,8 мм, и ширину от 0,2 м до 4 м, в частности от 2 м до 3 м.
Особенно хорошие свойства в отношении износа и долговечности достигаются за счет того, что бесконечная лента изготовлена из стали, которая имеет 0,09% С, 15,0% Cr, 7,0% Ni, 0,7% Cu и 0,4% Ti. Остальное процентное содержание стали согласно варианту осуществления составляет железо.
Особенно выгодным для многочисленных использований вариантом считается тот, в котором лента имеет предел прочности при растяжении от 1200 до 1600 Н/мм2.
Согласно предпочтительной форме осуществления, лента имеет модуль упругости от 190000 до 210000 Н/мм2.
Особенно хорошо проявила себя бесконечная лента согласно изобретению для использования в устройстве, которое имеет по меньшей мере два ролика, между которыми вращается бесконечная лента. Таким устройством может быть, например, устройство для изготовления по меньшей мере слоеного с одной стороны, гофрированного картона или также для испытательного стенда автомобилей.
Изобретение вместе с другими преимуществами поясняется на основе неограничивающих примеров осуществления, которые представлены на чертежах. При этом соответственно схематично, очень упрощенно, показаны:
Фиг.1 – бесконечная лента, образованная из трех сваренных между собой металлических листов,
Фиг.2 – пластинчатый пакет из трех металлических листов,
Фиг.3 – поперечное сечение вдоль линии III-III с фиг.2,
Фиг.4 – устройство для изготовления бесконечной ленты с фиг.1 на первом рабочем этапе,
Фиг.5 – устройство с фиг.4 на втором рабочем этапе,
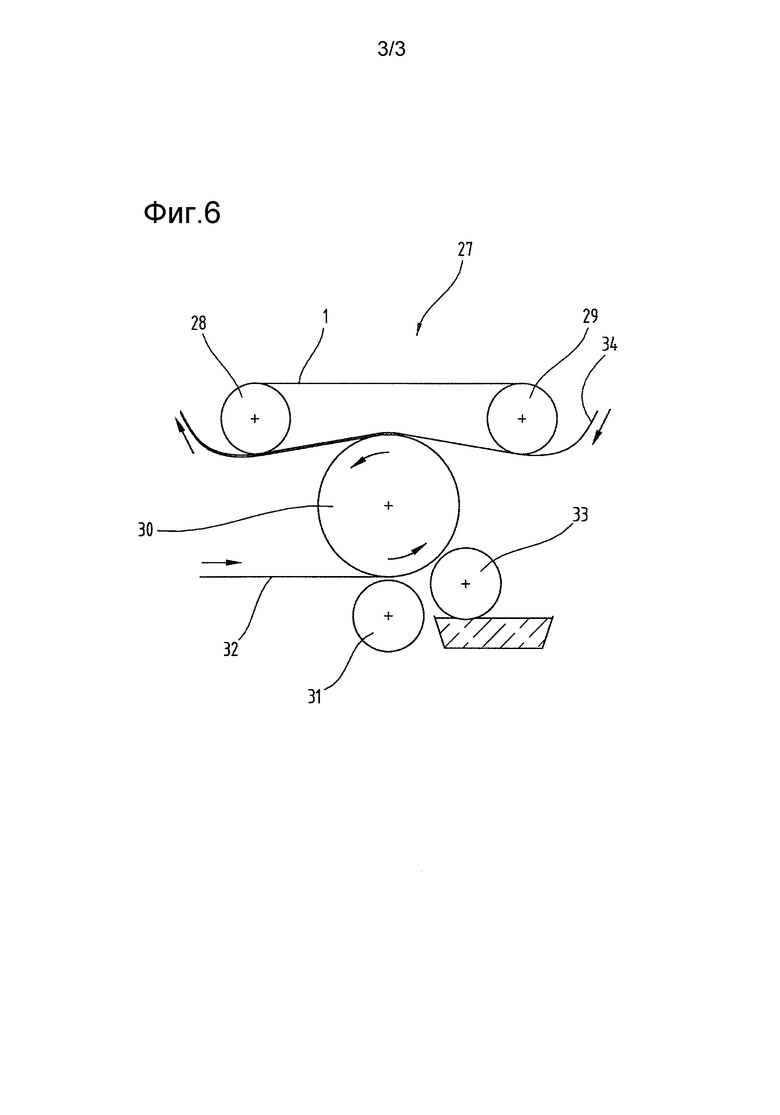
Фиг.6 – устройство, в котором используется бесконечная лента согласно фиг.1.
Для начала следует отметить, что в описании различных форм осуществления одинаковые детали снабжены одинаковыми цифровыми позициями или одинаковыми обозначениями деталей, причем содержащиеся в общем описании признаки раскрытия сущности изобретения могут переноситься логично на одинаковые детали с одинаковыми цифровыми позициями или одинаковыми обозначениями деталей. Также выбранные в описании указания на положение такие как, например, вверху, внизу, сбоку и т.д. относятся к непосредственно описанной, а также представленной фигуре и при изменении положения логично переносятся на новое положение. Далее также отдельные признаки или комбинации признаков из различных показанных или описанных примеров осуществления могут представлять в себе независимые изобретательские или относящиеся к изобретению решения.
Общие указания на области значений в предметном описании следует понимать таким образом, что эти выбранные области и все частичные области берутся во всем их диапазоне, например, указание от 1 до 10 следует понимать так, что все частичные области, начиная от нижней границы 1 и до верхней границы 10 берутся во всем их диапазоне, т.е. вся область частичных значений, начиная от нижней границы 1 или выше и заканчивая верхней границей 10 или ниже, например, от 1 до 1,7 или от 3.2 до 8,1 или от 5,5 до 10.
Согласно фиг.1 бесконечная лента 1 может быть изготовлена из соединенных друг с другом металлических листов 2, 3, 4. В продольном направлении ленты металлические листы 2, 3, 4 образуют последовательно расположенные участки I, II, III. Два непосредственно смежных участка I, II, III соответственно сваривают друг с другом прилежащими друг к другу кромками участков I, II, III. При этом сварной шов может проходить поперек или под углом к продольному направлению ленты. Предпочтительным образом, бесконечная лента, о которой речь идет речь, это так называемая малогабаритная лента. Так, бесконечная лента 1 может иметь окружную длину от 0,2 м до 10 м, в частности от 1 м до 3 м, толщину от 0,1 мм до 1 мм, в частности от 0,2 мм до 0,8 мм, и ширину от 0,2 м до 4 м, в частности от 2 м до 3 м.
Кроме того, бесконечная лента 1 согласно предпочтительной форме осуществления может быть изготовлена из стали, которая имеет 0,09% С, 15,0% Cr, 7,0% Ni, 0,7% Cu и 0,4% Ti, причем остальное процентное содержание стали составляет предпочтительно железо. Далее, бесконечная лента 1 может иметь предел прочности при растяжении от 1200 до 1600 Н/мм2 и модуль упругости от 190000 до 210000 Н/мм2.
Для изготовления показанной на фиг.1 бесконечной ленты 1 на первом этапе, как представлено на фиг.2, могут быть соединены соответственно друг с другом два смежных металлических листа 2, 3, 4 соответственно соединительным элементом, чтобы образовать пластинчатый пакет 6 из трех металлических листов 2, 3, 4.
С этой целью, согласно фиг.3, два металлических листа 2, 3, 4 помещают соответственно одной кромкой 9, 10, 11, 12 вперед в один из двух расположенных напротив друг друга зажимов соответствующего соединительного элемента 5, 5а. Как показано в виде примера на фиг.3, соединительные элементы 5, 5а могут иметь Н-образное поперечное сечение. Как альтернатива, может быть также, что соединительные элементы 5, 5а выполнены как концевые зоны охватывающих металлические листы 2, 3, 4 втулок, без внутренних разделяющих кромки 9, 10, 11, 12 перегородок. Соединительные элементы 5, 5а могут также простираться не по всей, как показано, ширине металлических пластин. Возможно также, что длина соединительных элементов 5, 5а короче, чем длина кромок 9, 10, 11, 12. В этом последнем случае, вместо одного соединительного элемента 5, 5а между двумя металлическими пластинами 2, 3, 4 могут быть расположены несколько расположенных вдоль кромок 9, 10, 11, 12 соединительных элементов 5, 5а. Соединительные элементы 5, 5а могут быть снабжены также фиксирующими механизмами такими, например, как винты или зажимы, чтобы исключить смещение.
После создания пластинчатого пакета 6 свободные концевые кромки 7, 8 пластинчатого пакета 6, которые располагаются напротив расположенных по меньшей мере в одном соединительном элементе 5, 5а кромок 9, 10, 11, 12 металлических листов 2, 3, 4, сгибают друг к другу и сваривают между собой. Для сварки могут быть применены различные способы сварки, например лазерная сварка, WIG-сварка, плазменная сварка, MIG-MAG сварка и подобное.
Изгиб пластинчатого пакета 6 и сварка друг с другом свободных концевых кромок 7, 8 производится предпочтительно посредством устройства 13, как оно показано на фиг.4 и 5. Устройство 13 может быть выполнено согласно варианту изобретения, как это описано в упомянутой вначале публикации ЕР0701878 А1 и содержит фиксирующее устройство 14 с натяжными ремнями 15. Натяжные ремни 15 расположены на фиг.4 и 5 последовательно друг за другом в направлении обзора, так что на чертеже виден лишь первый из натяжных ремней 15. Фиксирующее устройство 14 может иметь передвижные боковые щеки 16 и 17, расстояние между которыми может изменяться. Боковые щеки 16 и 17 служат как опорные элементы для натяжных ремней 15. Натяжные ремни 15 могут перемещаться по расположенным на боковых щеках 16 и 17 направляющим 18, 19. Свободные концы натяжных ремней 15 могут быть намотаны на барабаны 20, 21, которые могут быть соединены с регулировочными приводами для установки длины и бокового позиционирования натяжных ремней 15. Фиксирующее устройство 14, которое может быть установлено на выдвижной из устройства 13 рабочей тележке, для установки пластинчатого пакета 6 может находиться за пределами устройства 13. Для установки фиксирующего устройства 13 пластинчатый пакет 6 помещают на натяжных ремнях 15, причем боковые щеки 16 и 17 раздвигают одну относительно другой. Натяжные ремни 15 могут натягиваться до установленного для соответствующего диаметра ленты положения. При сдвижении боковых щек 16 и 17 пластинчатый пакет 6 приобретает кольцеобразную форму, причем свободные концы пластинчатого пакета 6 могут быть зажаты в натяжном устройстве 22. Натяжное устройство 22 может иметь опору 23, например, в форме штанги или трубы, а также две приводимые раздельно зажимные колодки 24, 25. Как только пластинчатому пакету придают кольцеобразную форму и концевые кромки 7, 8 зажаты в натяжном устройстве 22, за счет одностороннего повышения натяжного усилия на натяжные ремни 15 зазор между свободными концевыми кромками 7, 8 смыкается. После сдвижения концевых кромок 7, 8 натяжное усилие натяжного устройства 22 может увеличиться и положение концевых кромок 7, 8 фиксируется, так что больше невозможно смещение концевых кромок 7, 8. После этого пластинчатый пакет 6 в устройстве 13 сваривается посредством сварочного устройства 26 вдоль отогнутых друг к другу концевых кромок 7, 8.
После сварки концевых кромок 7, 8 фиксирующее устройство 14 может быть выдвинуто из устройства 13 и удалено теперь из кольцеобразного пластинчатого пакета 6. Затем удаляют соединительный элемент 5 и пластинчатый пакет 6 вновь помещают в фиксирующее устройство 14 и соединенные раньше между собой посредством соединительного элемента 5 кромки 9, 10 изгибают друг к другу и сваривают между собой вышеописанным способом, как прежде концевые кромки 7, 8. После сварки кромок 9, 10 повторяют весь процесс разборки и сборки фиксирующего устройства 14, при этом теперь вынимают соединительный элемент 5а и, наконец, соединенные между собой посредством второго соединительного элемента 5а кромки 11, 12 изгибают друг к другу и сваривают между собой вышеописанным способом, создавая бесконечную ленту 1.
Здесь следует также напомнить, что изготовлению бесконечной ленты 1 из пластинчатого пакета 6 посредством устройства 13 могут предшествовать или сопутствовать другие этапы обработки, такие как правка, обработка краев металлических листов 2, 3, 4, шлифовка.
На фиг.6 представлено в виде примера устройство 27 для склеивания гофрированного картона. Устройство 27 имеет бесконечную ленту 1, как она показана на фиг.1. Бесконечная лента 1 вращается вокруг роликов или барабанов 28, 29. Один из роликов 28, 29 может быть выполнен, например, как тянущий ролик, а другой как направляющий ролик. Далее, устройство 27 может иметь один верхний рифленый валок 30 и один нижний рифленый валок 31, которые коаксиальны друг другу. На первом бумажном полотне 32 посредством клеенаносящего валика 33 может быть выполнено клеевое покрытие, причем второе бумажное полотно 34 напрессовывают на нанесенный клеевой слой посредством бесконечной ленты 1, которая используется здесь как прижимная лента.
Однако бесконечная лента 1 может иметь применение также в непоказанных здесь устройствах таких как, например, приводные устройства для испытательных стендов автомобилей.
Примеры осуществления показывают возможные варианты использования устройства согласно изобретению и способа согласно изобретению, при этом здесь следует отметить, что изобретение не ограничивается специально представленными вариантами их осуществления, более того, возможны различные комбинации отдельных вариантов осуществления и эта возможность варьировать на основе опыта работы в технической области посредством предметного изобретения доступна специалисту в этой технической области. Допустимы также обобщенные варианты осуществления, которые возможны посредством комбинаций отдельных деталей представленных и описанных вариантов осуществления и в пределах буквального смысла независимых пунктов формулы изобретения охраняются патентным правом.
Перечень позиций к чертежам
1 Бесконечная лента
2 Металлический лист
3 Металлический лист
4 Металлический лист
5а Соединительный элемент
5 Соединительный элемент
6 Пластинчатый пакет
7 Концевая кромка
8 Концевая кромка
9 Кромка
10 Кромка
11 Кромка
12 Кромка
13 Устройство
14 Фиксирующее устройство
15 Натяжной ремень
16 Боковая щека
17 Боковая щека
18 Направляющая
19 Направляющая
20 Барабан
21 Барабан
22 Натяжное устройство
23 Опора
24 Зажимная колодка
25 Зажимная колодка
26 Сварочное устройство
27 Устройство
28 Ролик
29 Ролик
30 Рифленый валок
31 Рифленый валок
32 Бумажное полотно
33 Клеенаносящий валик
34 Бумажное полотно


Изобретение относится к области изготовления бесконечной ленты по меньшей мере из двух металлических листов (2, 3, 4). Способ характеризуется тем, что по меньшей мере две металлические пластины (2, 3, 4) помещают соответственно одной кромкой (9, 10, 11, 12) в один из двух расположенных напротив друг друга зажимов по меньшей мере одного удаляемого соединительного элемента (5, 5а) и образуют пластинчатый пакет (6), затем свободные концевые кромки (7, 8) пластинчатого пакета (6), которые расположены напротив расположенных по меньшей мере в одном соединительном элементе (5) кромок (9, 10, 11, 12) металлических пластин, сгибают друг к другу с приданием кольцеобразной формы соединенным друг с другом в пластинчатом пакете (6) металлическим пластинам (2, 3, 4) в фиксирующем устройстве (14) посредством натяжных ремней (15), и сваривают свободные концевые кромки (7, 8) между собой, после чего удаляют по меньшей мере один соединительный элемент (5, 5а), сгибают друг к другу и сваривают между собой кромки (9, 10, 11, 12) металлических пластин (2, 3, 4), соединенные ранее друг с другом посредством по меньшей мере одного соединительного элемента (5). Способ обеспечивает упрощение и автоматизацию процесса изготовления бесконечной ленты по меньшей мере из двух пластинчатых металлических листов. 2 з.п. ф-лы, 6 ил.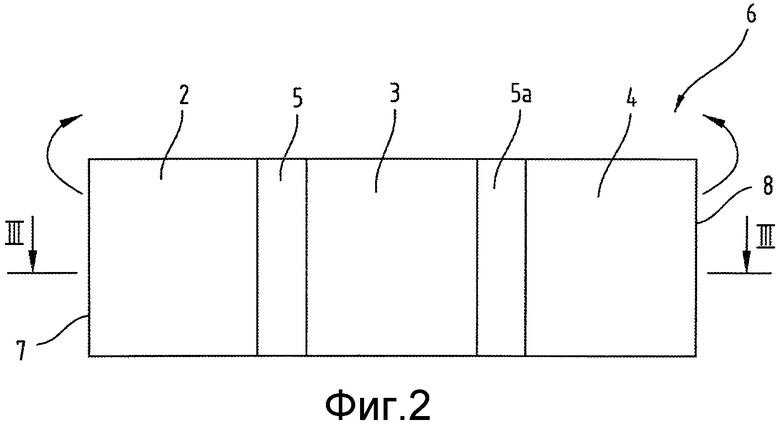
1. Способ изготовления бесконечной ленты (1), включающий изготовление бесконечной ленты (1) по меньшей мере из двух металлических пластин (2, 3, 4), отличающийся тем, что по меньшей мере две металлические пластины (2, 3, 4) помещают соответственно одной кромкой (9, 10, 11, 12) в один из двух расположенных напротив друг друга зажимов по меньшей мере одного удаляемого соединительного элемента (5, 5а) и образуют пластинчатый пакет (6), затем свободные концевые кромки (7, 8) пластинчатого пакета (6), которые расположены напротив расположенных по меньшей мере в одном соединительном элементе (5) кромок (9, 10, 11, 12) металлических пластин, сгибают друг к другу с приданием кольцеобразной формы соединенным друг с другом в пластинчатом пакете (6) металлическим пластинам (2, 3, 4) в фиксирующем устройстве (14) посредством натяжных ремней (15), и сваривают свободные концевые кромки (7, 8) между собой, после чего удаляют по меньшей мере один соединительный элемент (5, 5а), сгибают друг к другу и сваривают между собой кромки (9, 10, 11, 12) металлических пластин (2, 3, 4), соединенные ранее друг с другом посредством по меньшей мере одного соединительного элемента (5).
2. Способ по п.1, отличающийся тем, что после придания соединенным друг с другом в пластинчатом пакете (6) металлическим пластинам (2, 3, 4) кольцеобразной формы свободные концевые кромки (7, 8) пластинчатого пакета (6) зажимают в натяжном устройстве (22) и приводят в движение в направлении друг друга до смыкания зазора между свободными концевыми кромками (7, 8), после чего свободные концевые кромки (7, 8) сваривают между собой посредством сварочного устройства (26).
3. Способ по п. 1 или 2, отличающийся тем, что используют три металлических пластины (2, 3, 4), причем соответственно каждые две смежные металлические пластины (2, 3, 4) соединяют друг с другом соответственно по меньшей мере одним соединительным элементом (5, 5а) с образованием пластинчатого пакета (6) из трех металлических пластин (2, 3, 4), торцевые свободные концевые кромки (7, 8) которых таким образом сгибают друг к другу и сваривают между собой, затем по меньшей мере один первый соединительный элемент (5), расположенный между средней металлической пластиной (3) и первой крайней металлической пластиной (2), удаляют и соединенные ранее друг с другом посредством по меньшей мере первого соединительного элемента (5) кромки (9, 10) средней металлической пластины (3) и первой крайней металлической пластины (2) сгибают друг к другу и сваривают между собой, затем удаляют по меньшей мере один второй соединительный элемент (5а), расположенный между средний металлической пластиной (3) и второй крайней металлической пластиной (4) и сгибают друг к другу и сваривают между собой соединенные ранее друг с другом посредством по меньшей мере второго соединительного элемента (5а) кромки (11, 12) средней и второй крайней металлической пластины.
| Шатун | 1974 |
|
SU485242A1 |
| ТРУБОЭЛЕКТРОСВАРОЧНЫЙ АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ТРУБ МАЛОГО И СРЕДНЕГО ДИАМЕТРОВ | 1992 |
|
RU2040989C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБОК МАЛОГО ДИАМЕТРА И БОЛЬШОЙ ДЛИНЫ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2203755C2 |
| EP 1632307 A2, 08.03.2008. | |||

