Изобретение относится в целом к способу получения полимерных частиц и полимерных структур, состоящих из термопластов и/или эластомеров и/или реактопластов, называемых ниже частицами или полимерными частицами. В частности, изобретение относится к способу получения шероховатых полимерных покрытий и печатного изделия, содержащего подложку или материал основы, по меньшей мере, с одним шероховатым полимерным покрытием, и к соответствующему устройству для нанесения шероховатых полимерных покрытий на подложку или материал основы.
Из уровня техники известны способы получения трехмерных структур на подложке с применением печатной головки. При этом применяются частицы или содержащие их растворы.
В WO 2011/077200 A1 описан способ, при котором, например, пигменты или декоративные блестки, металлические или стеклянные частицы наносятся на подложку. Для сцепления с частицами подложка содержит покрытие, которое после нанесения частиц отверждается. При этом способе на подложку частично наносится клеящее вещество, затем на подложку посыпают частицы. При последующей операции клеящее вещество отверждают, в заключение избыточные частицы, не находящиеся на покрытии из клеящего вещества на подложке, отсасываются или удаляются иным способом.
В DE 10 2010063982 A1 описан способ получения трехмерных структур на подложке, при котором раствор с содержанием частиц выпускается через отверстие форсунки на подложку. Во время полета большая часть используемого растворителя улетучивается, в результате при полете для каждой капли образуется трехмерная структура. В способе используется нежелательный в обычной практике эффект, при котором при соответствующем управлении струйными головками DOD (Drop-on-Demand: подача капель по требованию) наряду с требуемыми каплями образуются также сателлитные капли. В экстремальном случае управление может производиться так, что будут образовываться только небольшие сателлитные капли. Таким образом могут быть получены значительно меньшие массы капель, чем это могло бы соответствовать диаметру форсунки используемой струйной головки DOD. Вследствие своего размера такие капли обладают особенно большим давлением пара, что способствует высыханию во время полета.
В качестве композиций для покрытий применяются, например, коллоидные чернила с высоко монодисперсными органическими микросферами из полистирола или, в качестве альтернативы, неорганические микроскопические шарики «Силика», т.е. высокоспециализированные средства покрытия. Поэтому выбор средств покрытия в DE 10 2010063982 A1 чрезвычайно ограничен.
При использовании описанного способа во время полета капель происходит наряду с улетучиванием растворителя самоорганизация микрочастиц внутри капли с образованием кристаллических сферических агрегатов.
В таком случае целью способа является обеспечить просто и недорого с помощью агрегатов, образующихся во время полета капель, получение агрегированных трехмерных структур со специальными фотонными свойствами методом "Dry Self Assembly" (сухое само-агрегирование) и отказаться от специальных высоко гидрофобных подложек и им подобных.
В источниках GB 2233928 В и US 5059266 описан способ трехмерной печати, с помощью которой удается создавать трехмерные объекты и применять при этом отверждаемые ультрафиолетовым светом чернила разного цвета или с разными полимерными свойствами. Способ использует эффект, при котором в результате (частичного) отверждения капель в полете можно предупредить смешивание цветов между собой, так как предварительно отвердевшие капли являются очень вязкими или даже твердыми.
Другое исполнение способа печатания заключается в размещении чернильно-струйной машины в корпусе, который после вакуумирования и последующего заполнения инертным газом может полностью эксплуатироваться в атмосфере инертного газа. Таким образом решается проблематика так называемого кислородного ингибирования, присущая радикальной полимеризации ненасыщенных акрилатных соединений. Кислород обладает свойством прерывать радикальную цепную реакцию вследствие присоединения к реактивным радикалам и таким образом полностью препятствовать полимеризации или по меньшей мере усложнять ее. Даже если пригодными для этого добавками можно предупредить такое ингибирование, то все же энергетически выгоднее исключить такое ингибирование путем применения атмосферы инертного газа. Кроме того, возможно отказаться от этих добавок.
В DE 10 2010063982 A1 значение придается получению кристаллических скоплений, причем здесь должны использоваться специально оптические свойства микрокристаллов, в то время как механические, эстетические и прочие функциональные свойства покрытия не играют роли. В GB 2233928 В и US 5059266 речь идет о получении трехмерной формы, а не о покрытиях в прямом смысле.
В целом с помощью покрытий стараются получить самые разные свойства и функции материалов и поверхностей. При использовании жидких средств покрытия могут применяться для этого как жидкие, так и твердые компоненты. Применение твердых компонентов происходит по самым разным причинам. Так, например, твердые вещества могут применяться для матирования покрытия или для воздействия на свойства поверхности, как, например, трение скольжения. Недостатком такого способа является то, что частицы равномерно распределены в материале покрытия и поэтому не располагаются специально на поверхности. Кроме того, частицы могут присутствовать в покрытиях для воздействия на их механические свойства. Так, например, частицы могут вводиться в покрытия для повышения стойкости к царапанию. Также является обычным применение пигментов. Кроме того, применением частиц можно влиять на проводимость или магнитные свойства покрытий. Для всех перечисленных видов материала имеются заместители, которые проявляют свое действие благодаря определенному размеру частиц, вследствие чего они не могут быть изготовлены произвольно малыми.
При использовании струйного способа применение частиц ограничено небольшим диаметром форсунки, лежащим в микрометрическом диапазоне. Слишком крупные частицы могут забивать форсунки и из-за этого при необходимости разрушать струйную головку. Кроме этого риска частицы диаметром, превышающим диаметр форсунки, не могут образовывать струю.
В ЕР 1037716 В1 и DE 69822201 Т2 речь идет о многослойных структурах, получаемых с помощью контролируемых капель, и о способах их получения.
Приведенное здесь изобретение касается полимерных частиц и покрытий, получаемых из жидких композиций с помощью струйной технологии.
Способ согласно изобретению решает проблему по обеспечению нанесения частиц при помощи струйной технологии. При этом используется ее свойство, заключающееся в том, что при цифровом управлении работой форсунок частицы могут наноситься целенаправленно с учетом времени и места.
Другое преимущество струйной технологии получения частиц согласно изобретению заключается в гибкости способа в отношении размера частиц. Не только соответствующим выбором печатной головки в отношении размера форсунки и достигаемого разрешения можно целенаправленно влиять на размер капель и точность их расположения, но также через воздействие на управление форсунками можно регулировать размер капель в широких диапазонах, даже в таких диапазонах, которые существенно меньше специфицированного объема образуемого головкой капли, пользуясь методом из DE 10 2010063982 A1 и управляя головками целенаправленно с помощью сигнала, не пригодного для отдельной капли.
В способе согласно изобретению используются преимущественно жидкие композиции для применения в струйных форсунках без твердых компонентов. Следовательно частицы приготавливаются в некотором роде по месту. Забивка отверстия форсунки исключается ввиду отсутствия твердых веществ. Следовательно могут быть получены частицы более крупного размера по сравнению с применением дисперсий. Кроме того, получение частиц по месту предпочтительно, так как, например, можно отказаться от соответствующей матрицы или дополнительных связующих и/или вспомогательных веществ для стабилизации частиц в соответствующей жидкой композиции.
Задача настоящего изобретения состоит в создании способа получения полимерных частиц путем применения струйной печатной головки.
Этим способом на подложки могут наноситься, в частности, шероховатые полимерные покрытия. Под шероховатым покрытием подразумевается, в частности, покрытие, поверхность которого является неровной или структурированной. В специальной литературе такие покрытия обозначаются как выполненные структурным лаком покрытия. Другая задача изобретения состоит в создании устройства для нанесения шероховатых полимерных покрытий на подложки посредством струйной печати, а также в создании подложек с шероховатыми полимерными покрытиями.
Задача решается предметом изобретения согласно независимым пунктам формулы изобретения. Оптимальные варианты выполнения и варианты развития являются предметом зависимых пунктов формулы изобретения.
Способом получения полимерных частиц согласно изобретению предусматривается, что жидкая композиция для применения в струйных форсунках выпускается из форсунки струйной печатной головки в виде капель и отверждается, по меньшей мере, частично во время полета в результате облучения, вследствие чего перед нанесением или улавливанием из жидких капель образуются полимерные частицы. При этом струйная печатная головка содержит, по меньшей мере, одну форсунку, из которой при срабатывании на электрические сигналы выпускается жидкая композиция для применения в струйных форсунках в виде жидких капель.
В частности, этим способом можно получать, перед нанесением или улавливанием, на подложку или материал основы из жидких капель полимерные сферические или существенно сферические частицы.
При этом отверждение происходит в результате реакции полимеризации и/или реакции образования сетчатой структуры. Жидкая композиция согласно изобретению содержит, по меньшей мере, один форполимер и/или один мономер, содержащий, по меньшей мере, одну полимеризируемую группу. При этом полимеризируемая группа является радикально полимеризируемой и/или образующей сетчатую структуру. В частности, в качестве жидкой композиции для применения в струйных форсунках может использоваться, например, раствор, по меньшей мере, из одного форполимера и/или одного олигомера, по меньшей мере, в одном мономере и/или реакционноспособном разбавителе.
Кроме того, в жидкой композиции для применения в струйных форсунках содержится, по меньшей мере, один фотоинициатор, причем под фотоинициатором в смысле изобретения понимается как фотоинициатор, так и фотосенсибилизатор и/или синергист.
При использовании источника излучения капли во время их полета подвергаются облучению этим источником. Возможно также отверждение с помощью электронного луча.
При отверждении облучением светом в области ультрафиолетового и видимого излучения фотоинициатор и длина волны излучения согласованы между собой так, что фотоинициатор под действием излучения вызывает радикальную полимеризацию и/или образование сетчатой структуры полимеризируемых групп форполимеров и/или мономеров.
Согласно варианту выполнения в жидкой композиции для применения в струйных форсунках содержатся форполимеры и/или мономеры, включающие в себя, по меньшей мере, две полимеризируемые группы, приходящиеся на форполимерную цепь или мономер. Это особо оптимально с учетом сшивания отдельных полимерных цепей.
Благодаря применению струйной печатной головки и отверждению жидкой композиции для применения в струйных форсунках с получением каплеобразной формы при полете стало возможным применение соответствующих жидких композиций с низкими показателями вязкости, что особенно оптимально, в частности, с учетом технологичности. Затем происходит формообразование частиц за счет технологических параметров, в частности, за счет условий выпуска из применяемой печатной головки и отверждения частиц во время полета, в результате чего можно отказаться, например, от самоорганизующихся или корпускулярных компонентов в жидких композициях для использования в струйных форсунках. Следовательно в наличии имеется большой выбор приемлемых форполимеров и мономеров.
Благодаря воздействию излучения на капли при их полете согласно изобретению происходит, по меньшей мере, частичное отверждение отдельных капель, при этом отверждение происходит из жидкого состояния через гелеобразное и золеобразное/ гелеобразное состояние в твердое состояние. Достигаемое состояние зависит в числе прочего от дозы ультрафиолетового облучения. При этом либо отверждается капля в объеме за счет целевого применения кислородного ингибирования, причем капля остается на поверхности липкой, либо отверждается только поверхность за счет согласования длины волны с используемым ультрафиолетовым светом в комбинации с фотоинициаторами и, при необходимости, с применением ультрафиолетовых абсорберов. Разумеется, при соответствующем выборе компонентов и источника УФ-излучения может также достигаться поверхностное, а также полное отверждение. В результате отверждения обеспечивается устойчивость формы, благодаря чему получают полимерные частицы.
Согласно другому аспекту изобретения возможно также применять неорганические или гибридные полимерные жидкости в качестве чернильно-струйной жидкости или компонента чернильно-струйной жидкости. Таким способом соответствующие неорганические или гибридно-полимерные частицы могут быть получены в несвязном виде или в виде шероховатого покрытия аналогично золе-гелеевому способу. Здесь отверждение при полете происходит вследствие испарения растворителя вместо вызываемого облучением сшивания и/или полимеризации. Вызываемое облучением сшивание и/или полимеризация может дополнительно происходить при таком варианте выполнения в случае добавки соответствующих компонентов в композицию.
Ниже более не будет делаться ссылка на приведенное выше отверждение вследствие испарения растворителя, а речь пойдет о проводимом согласно изобретению отверждении путем реакций полимеризации и/или образования сетчатой структуры.
В зависимости от примененной дозы ультрафиолетового облучения, полученные частицы могут быть отверждены полностью или частично. Высокая степень полимеризации и/или сшивания внутри капель ведет к высокой степени отверждения. Увеличение степени отверждения приводит при этом к повышению вязкости.
Согласно варианту выполнения полученные частицы отверждены преимущественно в краевых или приповерхностных зонах, в то время как композиция для применения в струйных форсунках внутри частиц обладает все еще жидкими свойствами и/или более пониженной вязкостью, чем в краевых зонах. Каплеобразная форма оказалась при этом особо оптимальной для обеспечения равномерного отверждения от краевых зон к центру капли и позволяет проводить контролируемое отверждение. Так, способом согласно изобретению могут задаваться степень отверждения и следовательно свойства частицы, такие, как стойкость формы или клейкость, путем выбора отдельных технологических параметров, например, времени полета, объема производимых капель, или интенсивность и длина волны воздействующего излучения. Также на степень отверждения можно воздействовать компонентами жидкой композиции для применения в струйных форсунках и ее составом. Следовательно, можно получать полимерные частицы с заданными свойствами.
Согласно варианту выполнения изобретения частицы имеют локально разные степени отверждения. Так, например, степень отверждения на поверхности частицы или в приповерхностных зонах может быть выше, чем внутри этой частицы.
В частности, для отверждения применяется источник излучения, испускающий свет в области ультрафиолетового и видимого излучения. Вариантом выполнения изобретения предусмотрено применение света, испускаемого в области УФ-излучения. Благодаря светодиодным источникам или источникам лазерного излучения могут также применяться при отверждении монохроматические или лежащие в очень узком диапазоне длины волны лучи, длина волн которых регулируется в широких пределах. В результате возможно избирательно управлять отверждением капель по отношению к другим материалам вокруг или уже на подложке или материале основы, отверждаемым ультрафиолетовым светом, вследствие чего либо отверждаются капли с образованием полимерных частиц, либо (предварительно) отверждается покрытие на подложке или материале основы и следовательно обеспечиваются разные эффекты в отношении результирующих свойств поверхности.
Вариантом развития изобретения предусматривается применение света с длиной волны в диапазоне от 150 до 700 нм, предпочтительно от 200 до 500 нм. Путем выбора применяемого диапазона длины волны (или фотоинициатора, чувствительного к такому диапазону длины волны) можно воздействовать так, что отверждение будет происходить преимущественно в краевых зонах или же и в глубине капли, так как глубина проникания света коррелируется длиной его волны.
Согласно другому варианту выполнения изобретения свет излучается с длиной волны в диапазоне от 350 до 700 нм. Особенно оптимально излучение длинноволнового света в том случае, когда капли во время их полета должны быть также отверждены внутри, так как при длине волны в указанных выше диапазонах может достигаться большая глубина проникновения, благодаря чему и внутри капли может происходить отверждение жидкой композиции для применения в струйных форсунках. При необходимости предварительно или впоследствии нанесенные покрытия и частицы могут, таким образом, избирательно отверждаться при условии, что материал покрытия и частиц чувствителен к разным длинам волны.
Кроме того, применение длинноволнового света при использовании жидких композиций с содержанием красителей может оказаться оптимальным, поскольку свет с более длинной волной поглощается красителями в большинстве случаев менее интенсивно, чем свет с меньшей длиной волны. В целом длина волны используемого для отверждения света может быть приведена в соответствие с поглощающими свойствами содержащихся в жидкой композиции красителей так, чтобы пропускалась достаточная для отверждения часть используемого света.
Согласно варианту выполнения изобретения улавливание может проводиться, например, в соответствующей емкости таким образом, что можно будет получать отдельные, не связанные между собой полимерные частицы. Благодаря поверхностному натяжению такие полимерные частицы имеют форму от круглой до сферической. В отличие от частиц, полученных тонким измельчением (например, измельчением распылением или процессами помола), изготовленные согласно изобретению частицы отличаются очень узким и равномерным распределением по крупности.
Если в отдельном случае речь идет об определенном, например, гауссовом распределении при широком разбросе и характеристике, например, посредством показателей D50 и/или D99, то размер частиц задается способом их получения по изобретению. Размер частиц достигается идеальным (оптимальный процесс образования капель без сателлитов) благодаря параметрам, заданным для струйного процесса. Однако также возможно получить целенаправленно требуемое распределение по крупности путем изменения параметров, таких, как форма импульса и амплитуда. Приемлемый вид управления, как упоминалось выше, описан в DE 10 2010063982 A1.
Для таких полимерных микрошариков имеется большое количество возможностей применения, например, в качестве микроскопической оптики, светопреломляющих или светоотражающих элементов, добавок, в частности, в средства покрытия, наполнителя, смазки и пигмента. Круглая форма частиц может быть также очень полезной в случае нанесения частиц в качестве покрытия на подложку или материал основы. Возможным применением при этом является зеркальное покрытие. При этом микрошарики отражают падающий свет обратно в направлении его падения.
Следующим технологическим этапом может служить согласно данному варианту выполнения изобретения нанесение покрытия из частиц.
Согласно предпочтительному варианту развития способа по изобретению, посредством струйной печати могут быть получены шероховатые покрытия непосредственно на подложке или материале основы.
Ниже шероховатые покрытия обозначаются как первые покрытия. Другими словами, первое покрытие получают нанесением жидкой композиции для применения в струйных форсунках. Обозначения «первое» и «второе» покрытия служат при этом для языкового различения разных покрытий, однако они не указывают на последовательность соответствующих покрытий на многократно покрытой подложке или материале основы. Так, например, покрытая согласно изобретению подложка или материал основы может содержать только одно первое покрытие.
При этом соответствующий способ получения включает в себя этапы а)-с), которые ниже поясняются более подробно.
На этапе а) приготавливают сначала жидкую композицию для применения в струйных форсунках и подложку или материал основы. Подложка или материал основы представляет собой, в частности, распечатываемую и/или распечатанную подложку или материал основы. В качестве подложки или материала основы могут применяться, например, но не исключительно, печатные средства, такие, как бумажные изделия или пластмассовые пленки. Когда ниже упоминается слово «подложка», то в виду имеются в качестве альтернативы всегда и материалы основы. Также возможно применение стеклянных или металлических подложек, а также древесины или пластмассы в виде пленки или пластин, например, материалов, используемых при изготовлении мебели или напольных покрытий. Подложки могут быть гибкими или жесткими.
На следующем этапе b) происходит дозированный выпуск жидкой композиции для применения в струйных форсунках из печатной головки, причем подложка или ее части располагаются под печатной головкой, подложка и печатная головка находятся на расстоянии друг от друга. Посредством печатной головки высвобождается соответствующая жидкая композиция в виде отдельных, не связанных между собой жидких капель.
На этапе с) капли падают в течение времени полета с печатной головки на удаленную от нее подложку. На участке между печатной головкой и подложкой производится облучение источником излучения, в частности, ультрафиолетовым излучением и/или излучением в видимой спектральной области, в результате чего во время полета, по меньшей мере, частично капли отверждаются под действием облучения.
По меньшей мере частично отвердевшие капли или полученные таким образом полимерные частицы ударяются по окончании времени полета на этапе d) о подложку и образуют шероховатое или структурированное или неровное покрытие. Такое покрытие может быть матовым, обладать тактильным эффектом (песочным эффектом и пр.), быть особо скользким, особо слабо скользким (например, противоскользящее покрытие), а также быть визуально функционализированным (цветные крапинки, блестящие точки с начальными металлопигментами и пр.).
Преимущество производимого согласно изобретению нанесения частиц для получения поверхностных эффектов состоит в числе прочего в том, что частицы целенаправленно воздействуют на поверхность, присутствуют по всей толщине покрытия, но не в объеме средства покрытия, и только незначительная часть их концентрации оказывает свое действие на поверхности.
Сцепление покрытия с подложкой и сцепление частиц между собой определяется при этом, в частности, формой и клейкостью частиц и поверхности или при необходимости имеющегося на подложке покрытия.
Под «клейкостью» в смысле изобретения подразумевается адгезионная способность частиц. Клейкость сказывается как на сцеплении частиц внутри покрытия, так и на сцеплении частиц и, следовательно, покрытия с подложкой. Эти свойства описаны, например, для контактных видов клея (pressure sensitive adhesives PSA: чувствительные к сжатию виды клея PSA) под названием «динамическая адгезия». Клейкость зависит, в частности, от степени отверждения поверхности частицы. При этом высокая степень отверждения поверхности частицы или в приповерхностных зонах частицы вызывает пониженную клейкость частиц.
Интенсивность облучения используемым источником излучения сказывается на степени отверждения, при этом высокая интенсивность облучения ведет к высокой степени отверждения.
Согласно варианту выполнения шероховатое покрытие наносится на подложку при боковом структурировании. Таким образом, могут быть снабжены целенаправленно, например, лишь отдельные участки подложки шероховатым покрытием или полученными согласно изобретению частицами, в то время как другие отдельные участки подложки остаются не покрытыми.
В целом, посредством задания поверхностной плотности (количество частиц на единицу площади поверхности) и/или размера частицы можно получить целенаправленно поверхность на требуемых участках с матовым или блестящим эффектами. Как правило, могут быть также получены градиенты степени матирования или тактильные эффекты простым способом путем соответствующего управления печатной головкой и следовательно путем варьирования по бокам поверхностной плотности и/или размера частиц. Посредством приемлемого выбора материала покрытия и параметров покрытия можно влиять на вид тактильного эффекта. Тактильный эффект может колебаться от эффекта «песочного лака» и эффекта шлифовальной бумаги до сенсорных свойств. Путем воздействия на толщину покрытия эти свойства могут быть усилены дополнительным рельефом. Выражением «песочный лак» обозначен структурный лак, обладающий схожей с наждачной бумагой структурой и тактильным эффектом. Также можно функционилизировать поверхность химическим способом, как это известно в отношении неорганически-органических гибридных полимеров Ormocer 1-3 поколений.
При соответствующем выборе материала можно также получать благодаря изобретению термосвариваемые участки. Например, для этого частицы могут быть выполнены термоплавкими. Возможно также последующее термическое сшивание.
Согласно другому варианту выполнения время полета капель с момента их выхода из печатной головки и до ударения о подложку составляет не более 10 мс, предпочтительно не более 5 мс, особо предпочтительно менее 1,5 мс. При незначительном расстоянии между печатной головкой и покрываемой поверхностью время полета может быть заметно короче. В частности, время полета может составлять при этом менее 0,5 мс. Однако и такое короткое время полета обеспечивает достаточное отверждение частиц при полете, в результате чего получают полимерные частицы устойчивой формы и/или полимерные частицы с устойчивой формой оболочки. Согласно еще одному варианту развития изобретения время полета составляет менее 0,05 мс.
Согласно другому варианту развития изобретения образованные на этапе b) капли обладают скоростью от 0,5 до 14 м/с, предпочтительно от 1 до 12 м/с, особо предпочтительно от 3 до 8 м/с.
Согласно еще одному варианту развития изобретения на размер частиц и образование сателлитов, в целом на характер каплеобразования и следовательно на форму и размер образующихся из капель частиц можно воздействовать путем задания формы электрических импульсов, применяемых для управления форсунками. Форма импульса может быть задана такой, что на каждый импульс будет приходиться не отдельная крупная капля, а несколько примерно одинаковых капель. Это оптимально для изобретения, так как можно получать мелкие частицы.
Предпочтительно в изобретении применяются пьезоструйные форсунки. У таких форсунок при электрическом импульсе происходит деформация пьезоэлектрического материала и вследствие этого образуется звуковая или ударная волна, в результате чего материал покрытия выталкивается в виде капель из форсунки. Импульсы формируются управляющим устройством, обычно управляющим компьютером.
Через скорость полета капель и расстояние между печатной головкой и подложкой можно регулировать время полета. Кроме того, давление и скорость могут воздействовать на форму капель и следовательно на форму отвержденных частиц. Так, например, высокая скорость может приводить к деформации частиц при соударении с поверхностью подложки, причем этот эффект особенно проявляется у частично отвержденных частиц с низкой степенью отверждения. Кроме того, в частности, на форму капель или частиц с низкой степенью отверждения можно воздействовать посредством поверхностного натяжения капли, степени отверждения поверхности или взаимодействия между каплями и подложкой (например, гидрофобное или гидрофильное взаимодействие).
Согласно варианту развития изобретения приготовленная на этапе a) подложка содержит второе отверждаемое покрытие. Это второе покрытие содержит третий форполимер и/или третий мономер с третьей полимеризируемой группой, оно еще не отвердело или, по меньшей мере, не полностью отвердело. Второе покрытие отверждается лишь после нанесения полученных на этапе b) полимерных частиц, в результате чего после нанесения частицы сцепляются со вторым покрытием. Согласно варианту выполнения этого варианта развития второе покрытие отверждается полимеризацией и/или сшиванием третьей полимеризируемой группы на этапе c). Другим вариантом развития предусматривается отверждение второго покрытия в результате реакции в третьей полимеризируемой группе на этапе e), следующем за этапом d).
Отверждение второго покрытия с третьим форполимером или мономером после нанесения частиц повышает сцепление полимерных частиц на покрытии подложки. Таким образом второе покрытие может применяться с третьим форполимером или мономером в качестве промотора или усилителя сцепления.
Согласно варианту развития изобретения жидкая композиция для применения в струйных форсунках содержит форполимер, который содержит наряду с первой полимеризируемой группой, по меньшей мере, вторую полимеризируемую группу, причем первая и вторая полимеризируемые группы не являются одинаковыми и вторая полимеризируемая группа в условиях полимеризации первой группы является инертной или, по меньшей мере, существенно инертной. Вторая полимеризируемая группа вызывает, в частности, сшивание форполимерных цепей. Вариантом выполнения изобретения предусмотрено, чтобы во время полета в первой полимеризируемой группе протекала реакция и следовательно происходило отверждение капли. Поскольку вторая полимеризируемая группа в соответствующих условиях реакции не реагирует или реагирует в незначительной степени, то эти группы пригодны для сшивания нанесенных покрытий. В результате реакции вторых полимеризируемых групп на последующем технологическом этапе может происходить, например, сшивание частиц между собой. Через степень сшивания вторых полимеризируемых групп могут следовательно задаваться свойства покрытия, такие, как пористость или прочность на истирание.
Вариантом развития изобретения предусмотрено, чтобы вторые полимеризируемые группы были образованы таким образом, чтобы на последующем технологическом этапе достигалась поверхностная функциональность частиц. В частности, вторая полимеризируемая группа может содержать присоединяющую группу для избирательных химических реакций. Согласно этому варианту развития покрытие может обладать, например, сенсорными и/или индикаторными свойствами.
В качестве альтернативы или дополнительно жидкая композиция для применения в струйных форсунках может содержать также мономер с первой и второй полимеризируемыми группами, причем первая и вторая полимеризируемые группы не являются одинаковыми, вторая полимеризируемая группа является в условиях полимеризации первой группы инертной или, по меньшей мере, существенно инертной. Согласно этому варианту выполнения изобретения нанесенные на подложку частицы могут быть дополнительно отверждены на последующем этапе и/или сшиты между собой.
В качестве альтернативы или дополнительно на этапе а) может быть приготовлена покрытая подложка с третьей полимеризируемой группой согласно описанному выше варианту развития изобретения. Как вторая, так и третья полимеризируемые группы полимеризируются согласно данному варианту развития на этапе е). В отношении второй и третьей полимеризируемых групп речь может идти о разных или одинаковых функциональных группах. В частности, вторая и третья полимеризируемые группы образованы таким образом, что могут происходить реакции полимеризации и/или образования сетчатых структур второй полимеризируемой группы с третьей. В результате одновременной полимеризации второй и третьей полимеризируемых групп может быть обеспечена ковалентная связь частиц с покрытой подложкой.
Согласно другому варианту развития изобретения этапы с) и d) повторяются на отдельных участках покрытой подложки, в результате чего создается трехмерно структурированное шероховатое покрытие.
Получение таких трехмерных структур также возможно, для чего в процессе нанесения покрытия на единицу площади поверхности наносится такое количество частиц, что они, по меньшей мере, частично накладываются друг на друга.
Также изобретение относится к распечатанной или распечатываемой подложке с первым шероховатым полимерным покрытием, при этом покрытие образовано полимерными, в частности, сферическими или существенно сферическими частицами.
Полимерные частицы покрытия могут быть отверждены полностью или частично. Согласно варианту выполнения частицы на разных участках имеют разные степени отверждения. В частности, согласно этому варианту выполнения степень отверждения на поверхности частиц и/или в приповерхностных зонах частиц больше, чем в их центре. Т.е. степень отверждения может характеризоваться градиентом в зависимости от радиуса как функция дозы облучения, дины волны, размера частиц и пр. Таким образом можно получить шероховатое покрытие, в котором частицы будут иметь твердую оболочку и жидкую клейкую сердцевину. При этом частицы могут быть образованы так, что при приложении силы оболочка лопается и внутреннее содержимое высвобождается. Такие покрытия могут применяться, например, в качестве многокомпонентных систем и/или в технике соединений (PSA: Pressure Sensitive Adhesive). В этом случае прочное склеивание может быть получено повторным отверждением высвободившегося материала покрытия, при этом происходит дополнительное сшивание.
В частности, частицы покрытия имеют средний объем от 0,01 до 500 пиколитров, предпочтительно от 0,1 до 150, более предпочтительно от 0,1 до 25 пиколитров.
Согласно варианту выполнения шероховатыми покрытиями могут служить пористые покрытия. При этом пористость может регулироваться через размер частиц или их объем.
В зависимости от пористости шероховатых покрытий последние могут применяться, например, в качестве мембран, например, полупроницаемых мембран или фильтров.
Частицы покрытия могут быть сшиты между собой. Сшиванием частиц можно регулировать прочность шероховатого покрытия, при этом сшивание может проводиться физически или химически. Кроме того, сшивание частиц внутри покрытия ведет к уменьшению пористости. Шероховатые покрытия могут использоваться в качестве противоскользящих покрытий.
Согласно другому варианту выполнения предусмотрено, чтобы частицы покрытия обладали лишь незначительным сцеплением между собой и/или с подложкой. В результате этого, например, при воздействии силы, в частности, в случае трения частицы отделяются от подложки, повышая при этом скользящую способность, и таким образом покрытие может применяться в качестве микроскопического шарикоподшипника.
Также и прочная связь частиц способна существенно увеличить скользящую способность. В результате того, что нанесенные частицы выступают над поверхностью, то они действуют как распорные элементы. Таким образом, предупреждается сцепление между обычно очень гладкими поверхностями покрытия в результате так называемого эффекта стеклянной пластины. Если частицы применяются при незначительной концентрации, то их присутствие в покрытии не сказывается или сказывается лишь слабо на механические и физические свойства материала, такие, как, например, степень блеска покрытия. Названный эффект может быть достигнут способом согласно изобретению, при этом на подложку наносится или в покрытие вводится небольшой количество частиц в расчете на единицу площади поверхности. Для достижения такого эффекта доля поверхности частиц должна составлять от поверхности покрытия менее 10%, предпочтительно менее 5%.
Особенно предпочтительна доля такой поверхности не более 1% для получения эффекта скольжения. Если же эта доля больше, то хотя частицы и ведут себя как распорные элементы, однако, с другой стороны, увеличивается и контактная поверхность и степень блеска снижается (матирование). Совершенно особо предпочтительны доли поверхности, составляющие менее 0,5%. Скользящая способность сохраняется эффективной и при очень малых долях поверхности, составляющих до 0,01%, предпочтительно до 0,05%. Особо предпочтительно наносить целенаправленно распорные элементы на поверхность покрытия. В этом случае можно отказаться от высокой концентрации частиц в объеме материала покрытия.
Согласно варианту развития изобретения полимерные частицы содержат дополнительно пигменты и/или красители. При этом покрытие может иметь на отдельных участках разные частицы с разными пигментами и/или красителями. В качестве альтернативы и/или дополнительно частицы и/или при необходимости дополнительно имеющееся покрытие содержит первичные металлопигменты. Таким образом, могут достигаться имитирующие металл эффекты. Возможно также применение термохромовых пигментов. Соответствующие покрытия могут служить декоративными слоями.
В качестве альтернативы или дополнительно полимерные частицы могут содержать вещества или частицы со специальными свойствами, например, магнитные частицы и/или проводящие частицы, вследствие чего шероховатые покрытия будут обладать соответствующими физическими свойствами. Разумеется, такие признаки могут комбинироваться.
Согласно другому варианту выполнения изобретения предусмотрено, чтобы между подложкой и шероховатым покрытием располагался второй полимерный слой, с которым сцепляются частицы.
Второе полимерное покрытие повышает сцепление частиц с подложкой и может быть выполнено в виде слоя, являющегося промотором или усилителем сцепления.
Согласно варианту выполнения первый, т.е. шероховатый слой и второй слой сшиты между собой по их поверхности раздела, по меньшей мере, частично.
Согласно варианту развития изобретения предусмотрено, чтобы полимерные частицы шероховатого покрытия обладали поверхностной функциональностью, в частности, поверхностной функциональностью благодаря гидрофильным или гидрофобным группам.
Также изобретение относится к устройству для нанесения шероховатого покрытия на подложку посредством струйной печати. Предпочтительно применяются уже распечатанные или распечатываемые подложки, в частности, такие, как печатные изделия. Устройство согласно изобретению содержит печатную головку и, по меньшей мере, один источник света, предпочтительно источник ультрафиолетового и/или ультрафиолетового видимого света, при этом печатная головка приспособлена для выдачи отверждаемой жидкой композиции для применения в струйных форсунках в виде капель. В частности, печатная головка предназначена для выдачи отдельных, не связанных между собой капель. Источник света установлен так, что выданные капли перед попаданием на удаленную от печатной головки подложку отверждаются, по меньшей мере, частично светом, испускаемым соответствующим источником, и поступают на подложку в виде частиц.
Согласно другому варианту развития изобретения устройство содержит дополнительно приспособление для нанесения второго жидкого, отверждаемого полимерного покрытия и транспортирующее приспособление для перемещения подложки мимо приспособления для нанесения покрытия и печатной головки, в результате чего вытолкнутые из печатной головки и, по меньшей мере, частично отвердевшие частицы попадают на жидкое покрытие, нанесенное приспособлением для нанесения покрытия. Кроме того, устройство содержит второй источник света для отверждения второго жидкого покрытия с нанесенными на него полимерными частицами, образующими шероховатое покрытие.
Расстояние от печатной головки составляет предпочтительно от 1 до 5 мм, особо предпочтительно от 1 до 3 мм. При таком расстоянии обеспечиваются достаточные разрешение и точность позиционирования в процессе печатания. Одновременно результирующее отсюда время полета капель гарантирует достаточное отверждение каплеобразной жидкой композиции для применения в струйных форсунках при полете.
В частности, печатная головка способна выдавать капли объемом от 0,01 до 500 пиколитров, предпочтительно от 0,1 до 150 пиколитров, особо предпочтительно от 0,1 до 25 пиколитров. Диаметр капель или частиц рассчитывается соответственно на основе объема. Согласно варианту выполнения изобретения устройство содержит несколько источников света. При этом, по меньшей мере, один источник света может содержать волоконные световоды или лазерный источник, концы которых со световыми отверстиями расположены так, что выходящий свет попадает на участок между печатной головкой и подложкой. Предпочтительно, по меньшей мере, один источник света установлен таким образом, что его излучение направлено под углом, образуемым вертикальной и параллельной линиями относительно направления падения каплеобразной жидкой композиции для применения в струйных форсунках. В любом случае необходимо обеспечить, чтобы световые лучи не попадали на используемую печатную головку, так как в противном случае жидкая композиция будет полимеризироваться в отверстиях форсунки печатной головки и следовательно закупорит их. Особо предпочтительно облучение наискось к направлению падения или полета или же боковое облучение, поскольку это упрощает подачу света на участок перед форсунками. При этом также предпочтительно направлять свет в направлении вдоль ряда форсунок, т.е. вдоль линейного расположения нескольких форсунок. Другими словами, применяется источник, свет которого направлен поперечно направлению полета капель и вдоль ряда из нескольких расположенных на расстоянии между собой форсунок.
Согласно предпочтительному варианту выполнения применяется лазерный сканер, причем лазерный луч считывает или сканирует, в частности, участки на выходе капель из форсунок, в результате чего лазерный луч предпочтительно целенаправленно воздействует на капли. Другими словами, с помощью сканера лазерный луч может попеременно направляться на те форсунки, которые как раз выдают капли.
Также посредством лазерного луча, направленного параллельно рядам используемых форсунок, может достигаться эффективное отверждение капель. В этом случае лазерный свет направляется соответственно вдоль ряда из нескольких расположенных на расстоянии между собой форсунок.
В качестве альтернативы или совокупно может применяться импульсный лазер, при этом лазерный луч синхронизируется по импульсу и, в частности, по моменту выталкивания капель и таким образом вследствие очень большой силы света, достигаемой с помощью импульсных лазеров, может обеспечиваться особо быстрое отверждение во время полета капель.
Согласно другому варианту выполнения источник света или оба используемых источника света заменены на электроннолучевые устройства, посредством которых отверждаются капли и при необходимости уже имеющийся слой на поверхности или все покрытие из частиц и при необходимости имеющегося на подложке покрытия.
Ниже изобретение подробнее поясняется с помощью фиг. 1-6. На них изображено:
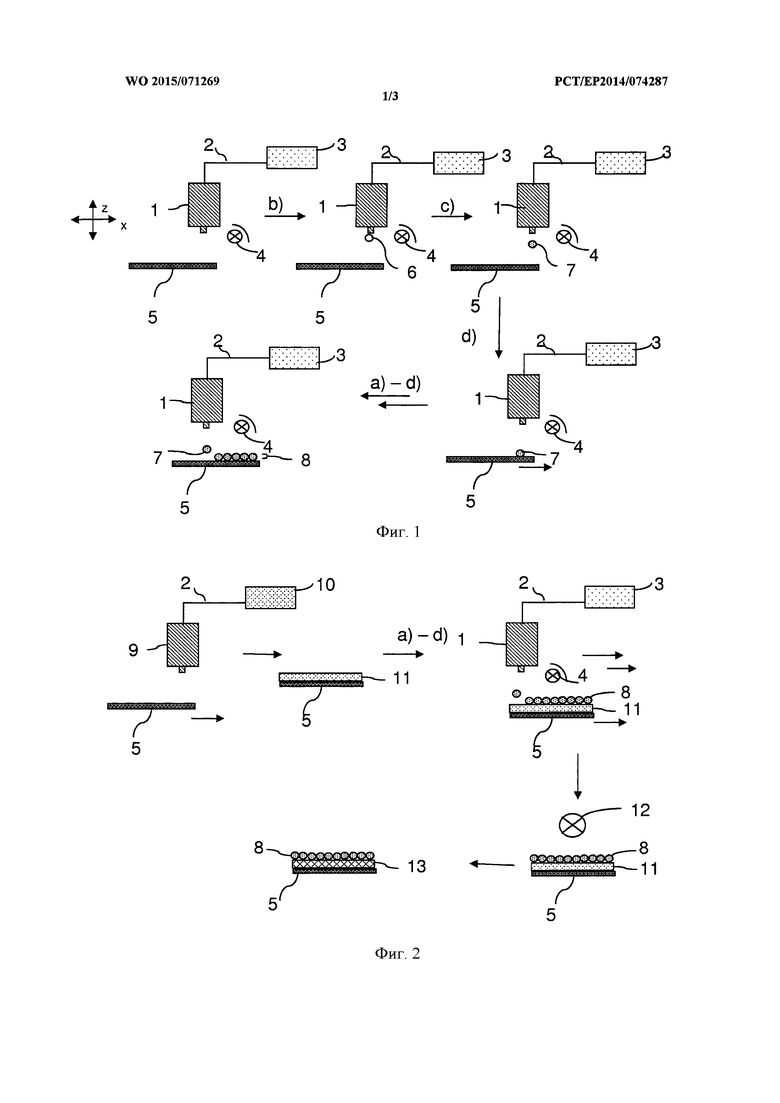
фиг. 1 - первый вариант осуществления способа согласно изобретению, схематическое изображение;
фиг. 2 - второй вариант осуществления способа согласно изобретению, схематическое изображение;
фиг. 3 - шероховатое покрытие согласно изобретению на подложке, схематическое изображение;
фиг. 4 - вариант развития подложки с нанесенным покрытием согласно изобретению, в котором подложка содержит дополнительно второе покрытие, схематическое изображение;
фиг. 5 - вариант выполнения подложки с покрытием согласно изобретению, в котором шероховатое покрытие на отдельных участках содержит несколько частичных слоев, схематическое изображение;
фиг. 6, 7 - два дополнительных варианта выполнения подложки с покрытием согласно изобретению, в которых частицы шероховатого покрытия имеют разную степенью отверждения на разных отдельных участках, схематическое изображение;
фиг. 8 - разновидность варианта выполнении на фиг. 5;
фиг. 9 - вариант выполнения изобретения с частично расплывшимися частицами.
На фиг. 1 схематически показан вариант выполнения способа согласно изобретению, в котором частично отвердевшие частицы 7 наносятся в виде шероховатого покрытия 8 на подложку 5. Для этого сначала приготавливают подложку 5. Подложку размещают на заданном расстоянии под струйной головкой 1, которая сообщена через подводящую линию 2 с емкостью 3, содержащей жидкую композицию для применения в струйных форсунках. Кроме того, источник света 4 установлен так, что исходящее от него излучение поступает в промежуточное пространство между печатной головкой 1 и подложкой 5 (этап a)). Печатная головка 1 выдает жидкую композицию для применения в струйных форсунках в виде отдельных капель 6, которые падают на подложку 5 (этап b)). При полете капля 6 отверждается, по меньшей мере, частично излучением, испускаемым источником света 4 (этап c)), в результате чего, по меньшей мере, частично отвержденная капля или частица 7 попадает на подложку (этап d)). За счет соответствующего выбора формы управляющего импульса, посредством которого форсунка, предпочтительно струйная форсунка, управляется, могут выдаваться в расчете на импульс вместо отдельных капель несколько капель. В некотором роде это соответствует распылению струйной форсункой жидкой композиции для применения в таких форсунках. Это особенно эффективно при получении малых частиц.
Согласно варианту выполнения изобретения источник света может также применяться в импульсном режиме. При этом световая отдача предпочтительно синхронизируется с выталкиванием капель, в результате чего световой импульс воздействует на летящую каплю. Источник света может содержать один или несколько импульсных светодиодов. В частности, предусмотрено использовать импульсный лазер в качестве источника света 4. Рекомендуется, в частности, при более низких частотах импульсов синхронизировать выдачу лазерных импульсов с выталкиванием капель для того, чтобы можно было воздействовать лазерным импульсом на капли во время их полета. Согласно еще одному варианту выполнения изобретения может быть использован сканер, с помощью которого световой луч источника света 4 может быть направлен на соответствующий участок, на котором выталкиваются капли, который расположен между форсункой и подложкой и который пересекается вытолкнутой каплей. Оба варианта выполнения оптимальны в числе прочего за счет того, что общее количество света уменьшается и тем самым снижается риск, что отверждаемая жидкая композиция может отвердеть на или в форсунках 9.
Подложка 5 перемещается в направлении x относительно печатной головки и повторяет этапы а)-d), в результате чего отдельные частицы 7 образуют на подложке 5 шероховатое покрытие 8.
Согласно приведенному на фиг. 2 варианту выполнения изобретения на подложку 5 сначала наносят с помощью печатной головки 9 жидкое отверждаемое покрытие 11 в качестве второго покрытия. Печатная головка 9 сообщена через подводящую линию 2 с емкостью 10 с композицией для нанесения покрытий. При этом указанная композиция может отличаться от жидкой композиции для применения в струйных форсунках, причем это не исключает возможность применения соответствующей композиции в струйных форсунках.
Затем на подложку 5 с покрытием 11 из жидкой отверждаемой композиции наносится шероховатое покрытие 8, аналогично показанному на фиг. 1 способу. По окончании этого этапа подложка 5 с покрытием содержит покрытие с жидким отверждаемым слоем 11 и шероховатым корпускулярным слоем 8 в качестве первого покрытия. На последующем этапе слой 11 отверждают излучением, исходящим от источника света 12, превращая его в отвержденный слой 13. При этом полностью отверждается и шероховатый слой 8, если только полное отверждение не произошло во время полета капель.
На фиг. 3 схематически изображена подложка 5 с шероховатым покрытием 8, причем шероховатое покрытие 8 состоит из отдельных полимерных частиц 7. Благодаря сферической или, по меньшей мере, преимущественно сферической форме полимерных частиц 7 покрытие 8 представляет собой шероховатое покрытие или же оно воспринимается шероховатым на ощупь. Кроме того, покрытие 8 является пористым вследствие формы частиц и следующей отсюда плотности упаковки частиц, при этом пористость покрытия 8 зависит от размера частиц и/или степени сшивания частиц между собой.
В целом, без ограничения показанным на фиг. 3 примером изобретение особенно пригодно для нанесения структурированных сбоку покрытий с оставлением свободных участков поверхности. На фиг. 3 показан оставленный свободным участок 17. Такие не содержащие частицы участки могут присутствовать во всех описанных ниже вариантах выполнения. Таким образом, определенные участки поверхности целенаправленно могут быть выполнены шероховатыми на ощупь.
На фиг. 4 схематически показан вариант развития изобретения, в котором на подложку 5 нанесено покрытие 14. Покрытие 14 содержит два частичных слоя 13 и 8, причем частичный слой 13 расположен между шероховатым частичным слоем 8 и подложкой 5. Такое изделие может быть получено в том случае, когда подложка имеет покрытие, содержащее третий форполимер и/или третий мономер с третьей полимеризируемой группой. Для этого наносится второе покрытие, причем оно полностью не отверждается до нанесения капель, при этом покрытие отверждается после нанесения капель таким образом, что они сцепляются с покрытием.
В целом, без ограничения изображенным примером выполнения, оптимально, чтобы толщина частичного слоя 13 выбиралась такой, чтобы она была меньшей диаметра частиц с тем, чтобы можно было предупредить полное утопление частиц в частичном слое 13. Диаметр D частицы выводится при этом из ее объема V через соотношение:

Так, например, частица объемом 6 пиколитров имеет диаметр 22,5 мкм. При необходимости толщина слоя частичного участка 13 может выбираться и большей, если частица 7 не будет утоплена.
На фиг. 5 схематически показан дополнительный вариант выполнения подложки с покрытием согласно изобретению, в котором шероховатое покрытие 8 содержит несколько частичных слоев на отдельных участках. В результате на подложке могут быть созданы трехмерные структуры или толщина шероховатого слоя может превышать диаметр частицы 7.
На фиг. 6 схематически изображен следующий вариант выполнения подложки 5 с шероховатым покрытием 8. В этом варианте выполнения частицы 7 шероховатого покрытия 8 содержат отдельные участки 71, 72 с разной степень отверждения. Степень отверждения на приповерхностном отдельном участке 71 превышает степень отверждения на внутреннем отдельном участке 72. Наружный отдельный участок 71 образует, таким образом, прочную оболочку частиц 7 и придает им устойчивую форму, в то время как внутренний отдельный участок 72 частиц обладает низкой вязкостью. Такое покрытие может служить также в качестве сенсорного клейкого покрытия, если внутренний отдельный участок 72 пригоден для склеивания и частица 7 высвободит жидкость из своей середины при нажатии.
На фиг. 7 схематически показан другой вариант выполнения подложки 5 с шероховатым покрытием 8. В этом варианте выполнения частицы 7 шероховатого покрытия 8 имеют отдельные участки 71, 72 с разными степенями отверждения. Степень отверждения в приповерхностной части отдельного участка 71 ниже, чем степень отверждения на внутреннем отдельном участке 72. Наружный отдельный участок 71 частиц 7 придает им клейкость, в то время как внутренний отдельный участок 72 частиц придает им повышенную вязкость.
На фиг. 8 показан вариант выполнения изобретения, в котором подложка 5 содержит покрытие 15. Покрытие 15 имеет два отдельных участка 13, 8, при этом отдельный участок 13 расположен между шероховатым отдельным участком 8 и подложкой 5, отдельный участок 8 частично утоплен в частичный слой 13. Таким образом на фиг. 8 показана разновидность приведенного на фиг. 5 варианта выполнения, в котором частицы 7 частично утоплены в ранее нанесенный частичный слой 13. При этом варианты выполнения на фиг. 3-8 могут быть применены для нанесения отражающих слоев. Отражающий слой образуется по существу сферическими частицами. Если в варианте выполнения на фиг. 8 отдельный участок 13 выполнить светоотражающим, то будет создан высоко эффективный отражающий слой.
На фиг. 9 показан вариант развития изобретения, в котором подложка 5 имеет покрытие 16, поверхность которого содержит частицы 7, которые в своей центральной части являются сферическими или в целом выпукло изогнутыми, при этом переход от частиц 7 к ровным участкам поверхности покрытия имеет вогнутую форму. Другими словами, частицы расплылись частично на покрытии. Без ограничения специальным примером выполнения, такое покрытие можно получить только при условии частичного отверждения капель при их полете и при их попадании на не отвердевшее или только частично отвердевшее покрытие. На краевой угол капель можно воздействовать посредством разного поверхностного натяжения капель и поверхности. При этом в зависимости от поверхностного натяжения участвующих материалов частицы могут быть полностью охвачены или перекрыты покрытием. Такая форма частиц 7 на поверхности может быть получена в варианте выполнения, приведенном на фиг. 8, если вследствие отличий поверхностного натяжения материалов частиц 7 и частичного слоя 13 материал покрытия частичного слоя 13 смочит частицы 7.
Тогда частицы и покрытие вместе полностью отверждаются.


Изобретение относится к способу получения полимерных частиц, при котором при срабатывании на электрические сигналы жидкая композиция для применения в струйных форсунках выпускается из форсунки с помощью струйной печатной головки, содержащей, по меньшей мере, одну форсунку, в виде капель и посредством источника излучения находящиеся в полете капли подвергаются облучению, при этом жидкая композиция для применения в струйных форсунках отверждается под действием облучения, по меньшей мере, частично, в результате чего перед улавливанием или нанесением получают из жидких капель частицы. При этом жидкая композиция для применения в струйных форсунках содержит, по меньшей мере, один представитель из группы форполимеров, и/или олигомеров или мономеров, и/или реакционноспособных разбавителей, а также, по меньшей мере, один фотоинициатор, причем представитель из первого класса соединений содержит, по меньшей мере, одну первую радикально полимеризируемую группу. Кроме того, изобретение относится к печатному изделию, содержащему распечатанную или распечатываемую подложку или материал основы с шероховатым полимерным покрытием, при этом покрытие образовано полимерными сферическими или существенно сферическими частицами, а также к устройству для получения соответствующего печатного изделия. 3 н. и 32 з.п. ф-лы, 9 ил.
1. Способ получения полимерных частиц, при котором при срабатывании на электрические сигналы первую жидкую композицию для применения в струйных форсунках, содержащую, по меньшей мере, один представитель из группы форполимеров, и/или олигомеров или мономеров, и/или реакционноспособных разбавителей и, по меньшей мере, один фотоинициатор, причем представитель из первого класса соединений содержит, по меньшей мере, одну первую радикально полимеризируемую группу, с помощью струйной печатной головки выталкивают из форсунки в виде капель и на находящиеся в полете капли направляют излучение соответствующего источника, при этом жидкую композицию для применения в струйных форсунках отверждают, по меньшей мере, частично под действием облучения, в результате чего перед улавливанием или нанесением из жидких капель получают частицы.
2. Способ по п. 1 получения шероховатых полимерных покрытий на подложке посредством струйной печати, включающий в себя, по меньшей мере, следующие этапы а)-с):
а) приготовление подложки и жидкой композиции для применения в струйных форсунках,
b) дозированный выпуск жидкой композиции для применения в струйных форсунках через печатную головку, при этом посредством печатной головки высвобождают жидкую композицию для применения в струйных форсунках в виде не связанных друг с другом капель,
с) высвободившиеся капли падают с печатной головки на расположенную на расстоянии от нее подложку в течение времени полета, при этом во время полета капли, по меньшей мере, частично отверждают излучением, направленным соответствующим источником на участок между печатной головкой и подложкой,
d) по меньшей мере, частично отвержденные полимерные сферические или существенно сферические частицы наносят на подложку и образуют шероховатое покрытие.
3. Способ по п. 1 или 2, при этом применяют источник излучения, испускающий свет в области ультрафиолетового - видимого излучения, предпочтительно свет с длиной волны в диапазоне от 150 до 700 нм, предпочтительно от 200 до 500 нм, или в диапазоне от 350 до 700 нм.
4. Способ по п. 2, при этом покрытие наносят с боковым структурированием.
5. Способ по п. 2, при этом мономер в жидкой композиции для применения в струйных форсунках дополнительно содержит вторую полимеризируемую группу или же жидкая композиция для применения в струйных форсунках содержит второй форполимер и/или второй мономер со второй полимеризируемой группой, при этом вторая полимеризируемая группа является инертной в условиях полимеризации первой полимеризируемой группы или существенно инертной, причем во время полета капель полимеризируют первую полимеризируемую группу, а вторую полимеризируемую группу полимеризируют на последующем технологическом этапе.
6. Способ по п. 2, при этом время полета капель составляет не более 10 мс, предпочтительно не более 5 мс, более предпочтительно менее 1,5 мс, предпочтительно, по меньшей мере, 0,05 мс.
7. Способ по п. 2, при этом образованные на этапе b) капли имеют скорость от 0,5 до 14 м/с, предпочтительно от 1 до 12 м/с, особо предпочтительно от 3 до 8 м/с.
8. Способ по п. 2, при этом приготовленная на этапе а) подложка имеет покрытие, содержащее третий форполимер и/или третий мономер с третьей полимеризируемой группой, причем наносят покрытие, которое полностью не отверждают перед нанесением капель, а после нанесения капель покрытие отверждают так, чтобы капли сцеплялись с покрытием.
9. Способ по п. 8, при этом третья полимеризируемая группа полимеризируется на этапе с) или этапе е), следующим за этапом d).
10. Способ по пп. 8 и 9, при этом вторую и третью полимеризируемые группы одновременно полимеризируют на этапе е).
11. Способ по п. 2, при этом на отдельных участках подложки с покрытием повторяют этапы с) и d), в результате чего получают трехмерно структурированное покрытие.
12. Печатное изделие, содержащее распечатанную или распечатываемую подложку с первым шероховатым полимерным покрытием, причем первое покрытие образовано полимерными сферическими или существенно сферическими частицами, причем частицы полностью или частично отверждены.
13. Печатное изделие по п. 12, при этом полимерные частицы имеют средний объем от 0,01 до 500 пиколитров.
14. Печатное изделие по п. 12, при этом полимерные частицы имеют средний объем от 0,1 до 150 пиколитров.
15. Печатное изделие по п. 12, при этом полимерные частицы имеют средний объем от 0,1 до 25 пиколитров.
16. Печатное изделие по п. 12, при этом полимерные частицы сшиты между собой.
17. Печатное изделие по п. 12, при этом полимерные частицы содержат красящие средства, цветные пигменты, красители и/или первичные металлопигменты.
18. Печатное изделие по п. 17, при этом на отдельных участках разные полимерные частицы имеют разные пигменты.
19. Печатное изделие по п. 12, при этом полимерные частицы содержат на отдельных участках магнитные и/или проводящие частицы.
20. Печатное изделие по п. 12, при этом между подложкой и первым шероховатым покрытием нанесено второе полимерное покрытие, с которым сцеплены частицы.
21. Печатное изделие по п. 12, при этом поверхность первого шероховатого покрытия содержит полимерные частицы (7), которые в своей центральной части являются сферическими, причем переход от полимерных частиц (7) к ровным участкам поверхности покрытия выполнен вогнутым.
22. Печатное изделие по п. 20 или 21, при этом первое и второе покрытия сшиты между собой, по меньшей мере, частично по поверхности раздела.
23. Печатное изделие по п. 12, при этом полимерные частицы первого шероховатого покрытия имеют поверхностную функциональность, предпочтительно поверхностную функциональность, обусловленную гидрофильными или гидрофобными группами, и/или присоединяющие группы.
24. Печатное изделие по п. 12, при этом полимерные частицы первого шероховатого покрытия сшиты между собой.
25. Печатное изделие по п. 12, при этом первое шероховатое покрытие имеет в зависимости от поверхностной плотности частиц и/или их размера на отдельных участках матовость, блеск и/или обладает тактильным эффектом, причем тактильный эффект представляет собой преимущественно сенсорный эффект или эффект «песочного лака».
26. Печатное изделие по п. 12, при этом доля поверхности частиц от общей поверхности составляет не более 1%, предпочтительно менее 0,5%.
27. Печатное изделие по любому из пп. 12-21, 23-26, при этом первое и/или второе покрытие имеют на отдельных участках разную толщину слоя.
28. Устройство для нанесения первого шероховатого покрытия на подложку посредством струйной печати, содержащее печатную головку и, по меньше мере, один источник света, предпочтительно источник света в области ультрафиолетового и/или ультрафиолетового-видимого излучения, причем печатная головка настроена так, что жидкая композиция для применения в струйных форсунках выдается в виде капель, а источник света установлен таким образом, что капли перед попаданием на удаленную от печатной головки подложку отверждаются, по меньшей мере, частично светом, излучаемым его источником, причем устройство содержит несколько источников света.
29. Устройство по п. 28, отличающееся тем, что оно содержит приспособление для нанесения второго жидкого отверждаемого покрытия, транспортирующее приспособление для перемещения подложки мимо приспособления для нанесения покрытия и печатной головки, в результате чего капли, выпущенные из печатной головки и, по меньшей мере, частично отвержденные, попадают на второе покрытие, нанесенное приспособлением для нанесения покрытия, а также второй источник света для отверждения второго покрытия с нанесенными на него каплями.
30. Устройство по п. 28 или 29, при этом расстояние между печатной головкой и подложкой составляет от 1 до 5 мм, предпочтительно от 1 до 3 мм.
31. Устройство по п. 28, при этом печатная головка образует капли объемом от 0,01 до 500 пиколитров, предпочтительно от 0,1 до 150 пиколитров, особо предпочтительно от 0,1 до 25 пиколитров.
32. Устройство по п. 28, при этом оно содержит, по меньшей мере, один источник лазерного и/или светодиодного излучения.
33. Устройство по п. 32, при этом оно содержит, по меньшей мере, один лазерный сканер и/или один пульсирующий лазер.
34. Устройство по п. 28, отличающееся тем, что оно содержит источник света, направляющий свет наискось к направлению полета капель и предпочтительно вдоль ряда нескольких установленных на расстоянии друг от друга форсунок.
35. Устройство по п. 28, при этом, по меньшей мере, один источник света содержит волоконные световоды, концы со световыми отверстиями которых расположены так, что выходящий свет попадает на участок между печатной головкой и подложкой.
| DE 102010063982 A1, 28.06.2012 | |||
| WO 2008127299 A2, 23.10.2008 | |||
| ТУРБОСЕПАРАТОР | 2003 |
|
RU2233928C1 |
| СОСТАВЫ КЛЕЕВ С ДВОЙНОЙ СИСТЕМОЙ ОТВЕРЖДЕНИЯ | 2007 |
|
RU2458955C2 |

