Предлагаемые изобретения относятся к области термосиловой обработки (ТСО) длинномерных осесимметричных деталей типа вал и могут использоваться в технологических процессах изготовления валов в механообрабатывающих цехах.
Известен способ термосиловой обработки валов, включающий нагрев, кручение, поверхностное пластическое деформирование и охлаждение, осуществляемые непрерывно-последовательно по длине вала [1].
Недостатком данного способа является неравномерность деформирования по длине вала из-за неоднородностей физико-механических свойств ее материала, использование больших сил деформирования.
Известен способ обработки осесимметричных деталей, включающий деформирование заготовки сжатием или сжатием с кручением посредством пинолей при одновременном нагреве заготовок [2].
Недостатком данного способа являются ограниченная область применения (обрабатываются детали типа диск с формообразованием, происходящим преимущественно за счет операции прокатки), большие усилия деформирования и неравномерность деформирования по длине заготовки.
Наиболее близким способом к заявляемому изобретению, выбранному в качестве прототипа, является способ изготовления осесимметричных деталей, включающий статические и/или динамические силовые, и/или другие воздействия на исходную изотропную структуру материала изделия с переводом этой структуры в анизотропную предварительно напряженную структуру в процессе термообработки [3].
Недостатком данного способа является неравномерность параметров деформации изделия из-за неоднородности физико-механических свойств материала по длине и в поперечных сечениях заготовки, а также не стабильность технологических параметров обработки.
Наиболее близким устройством того же назначения к заявленному изобретению, выбранному в качестве прототипа, является устройство для ТСО валов малой жесткости, содержащее стапель с захватами в концевых сечениях, причем стапель выполнен в виде трубы из металла с коэффициентом теплового расширения меньшим, чем у изделия [4].
Недостатком данного устройства является невозможность обеспечить стабильность прикладываемого усилия в процессе ТСО, что может привести к переупрочнению материала, неравномерной по длине заготовки остаточной деформации металла и, следовательно, к нестабильности размеров в эксплуатационный период, потере точности.
Задача, на решение которой направлены заявляемые изобретения, заключается в повышение качества заготовок с достижением следующих технических результатов: повышение стабильности размеров и формы длинномерных маложестких осесимметричных деталей за счет устранения направленности осевых остаточных напряжений и направленной текстуры материала заготовки по ее длине, оставшихся после заготовительной операции; уменьшение силы деформирования за счет использования эффекта Баушингера; уничтожение технологической наследственности за счет полной перестройки текстуры материала при сжатии и кручении заготовки за счет формирования в материале обрабатываемой заготовки мелкодисперсной разнонаправленной текстуры, что ведет более однородному распределению осевых остаточных напряжений по длине детали, а т.к. при релаксации основное влияние на коробление оказывают осевые остаточные напряжения, данный характер их распределения приводит к уменьшению деформации детали в эксплуатационный период.
Эта задача решается тем, что в способе термосиловой обработки осесимметричных деталей, включающем статическое силовое воздействие на заготовку в процессе полного цикла термообработки, причем цикл обработки разделяют на подциклы, в течение каждого из которых статическое силовое воздействие производят в пределах выбранного участка заготовки сначала путем последовательного закручивания в одну сторону данного участка с последующим растяжением, затем - закручивания в другую сторону с последующим сжатием за пределом действия закона упругости, причем управление пределом текучести при статическом силовом воздействии производят путем регулирования температурного воздействия на участок заготовки, а длину участка выбирают с учетом гармоник колебаний детали. В процессе полного цикла термообработки можно устанавливать местоположение участков с отклонениями от заданной величины деформации, определять эти отклонения, при этом на участках с недостаточной деформацией производят нагрев, а на участках с избыточной деформацией - охлаждение.
Эта задача также решается тем, что в устройстве для термосиловой обработки осесимметричных деталей, содержащем стапель с фиксаторами заготовки и нагревательный элемент, каждый из фиксаторов выполнен с отверстием для размещения в нем заготовки и содержит клинья, выполненные с возможностью диаметрального сжатия заготовки и контакта со штоками, снабженными на своих концах гидроцилиндрами, направляющее кольцо, установленное с возможностью свободного вращения в отверстии фиксатора, причем кольцо снабжено антифрикционными вставками для его поджатия с торцов, систему подачи воздуха, а нагревательный элемент разделен на секции теплоизолирующими кольцами. Нагревательный элемент может быть выполнен кольцевой формы и размещен коаксиально относительно заготовки. Каждая секция может иметь четыре щупа и может быть изолирована теплоизолирующими вставками, расположенными внутри теплоизолирующих колец в виде гофрированных втулок. Нагревательный элемент может быть выполнен индуктивным. Устройство для ТСО может включать систему управления, которая снабжена датчиками линейного перемещения и углового положения, установленных в фиксаторах и включенных в цепь управления, при этом система управления может содержать три контура управления, один из которых выполнен с возможностью управления величиной и скоростью продольной деформацией, другой - величиной и скоростью крутильной деформацией, а третий - температурным воздействием, причем каждый контур управления содержит датчик, усилитель, сумматор, задатчик величины контролируемого параметра и блок управления.
Разделение цикла обработки на подциклы расширяет технологические возможности способа за счет варьирования участков обработки, комплексной проработки материала с формированием направленной текстуры.
Статическое силовое воздействие в пределах участков уменьшает габариты установки, делает ее более компактной, упрочняет заготовку на участках с учетом зон нагружения или гармоник колебаний при работе детали в узле, формирует более равномерную по длине структуру.
Кручение необходимо для создания более равномерной картины распределения остаточных напряжений путем формирования однородной по длине текстуры материала, а также создания предварительного напряженного состояния.
Растягивание заготовки на первой стадии необходимо для инициации пластических процессов в металле (образования и движения дислокаций, смещения и поворота зерен).
Сжимающее усилие необходимо для формирования равномерной картины распределения остаточных напряжений при наименьшей вероятности разрушения материала заготовки в результате пластических процессов за счет создания наиболее благоприятной схемы напряженного состояния - объемного сжатия.
Деформирование за пределами действия закона упругости приводит к упрочнению материала с формированием направленной текстуры.
Цикл обработки, состоящий из кручения в одном направлении, затем в другом, с чередующимся растяжением - сжатием необходимо для уменьшения усилий деформирования за счет эффекта Баушингера.
Нагрев деформируемого участка заготовки необходим для уменьшения усилий деформирования за счет снижения предела текучести материала обрабатываемой заготовки при повышенной температуре.
Управление пределом текучести позволяет стабилизировать деформацию по участкам путем регулирования процесса деформирования в режиме реального времени и в необходимом сечении участка.
Регулирование температурного воздействия является эффективным, простым и надежным средством регулирования предела текучести материала.
Выбор длины обрабатываемого участка с учетом гармоник колебаний детали снижает степень коробления детали в эксплуатационный период за счет упрочнения материала в соответствии с зонами нагружения детали.
Установление местоположения участков с отклонением от заданной величины деформации является необходимым для выравнивания деформации по участкам в режиме реального времени.
Определение отклонения величины деформации необходимо для задания температурного режима воздействия на участки с целью выравнивания деформации.
Нагрев участков с недостаточной деформацией увеличивает деформацию за счет снижения предела текучести.
Охлаждение участков с избыточной деформацией замедляет деформацию за счет увеличения предела текучести.
Фиксаторы заготовки с отверстием позволяют обрабатывать заготовки различной длины равномерно по всей длине за счет ее свободного прохождения через отверстие.
Клинья с возможностью диаметрального сжатия заготовки и контакта со штоком упрощают компоновку устройства за счет использования привода создания крутящих моментов без шарнирных устройств.
Гидроцилиндры на концах штоков расширяют технологические возможности за счет плавной регулировки прикладываемого давления и, соответственно, усилия деформирования для различных заготовок и режимов обработки.
Направляющее кольцо передает комплексное воздействие на заготовку с сохранением возможности ее вращения при приложении значительных осевых нагрузок.
Направляющее кольцо с возможностью вращения позволяет создавать угловые смещения заготовки путем приложения крутящего момента.
Антифрикционные вставки для поджатия направляющего кольца с торцов уменьшают рабочие усилия за счет снижения коэффициента трения.
Система подачи воздуха регулирует предел текучести материала за счет управляемого теплоотвода от обрабатываемой заготовки.
Нагревательный элемент, разделенный на секции, позволяет интенсифицировать теплоотвод и подвод тепла по сечениям участков и стабилизировать деформацию.
Нагревательный элемент кольцевой формы позволяет нагревать заготовки тел вращения по периметру.
Нагревательный элемент, размещенный коаксиально заготовке, позволяет нагревать ее равномерно по периметру.
Щупы позволяют измерять сужение шеек и управлять процессом деформирования в режиме реального времени.
Четыре щупа измеряют изменение диаметра шеек с учетом их пространственных отклонений.
Теплоизолирующие вставки герметизируют участки вала, что позволяет охлаждать - нагревать заготовку участками и формировать более равномерные физико-механические свойства по длине за счет исключения тепловых потоков в соседние секции.
Теплоизолирующие кольца в виде гофрированных втулок позволяют приспосабливаться к разным диаметральным размерам заготовок, что делает данное устройство более универсальным.
Теплоизолирующие вставки внутри колец позволяют направлять потоки воздуха раздельно в соседние секции и, соответственно, охлаждать их с разной скоростью.
Нагревательный индуктивный элемент повышает эффективность обработки за счет более простой конструкции установки, упрощает ее эксплуатацию при сохранении качества поверхностного слоя.
Система управления повышает эффективность обработки за счет оперативного изменения технологических параметров в функции процесса деформирования.
Датчики линейного перемещения и углового положения определяют деформацию в осевом и тангенциальном направлениях в режиме реального времени.
Контуры управления задают и реализуют необходимые величины осевой и крутильной деформации, скорости деформации и температурного воздействия с учетом особенностей конкретного процесса деформирования.
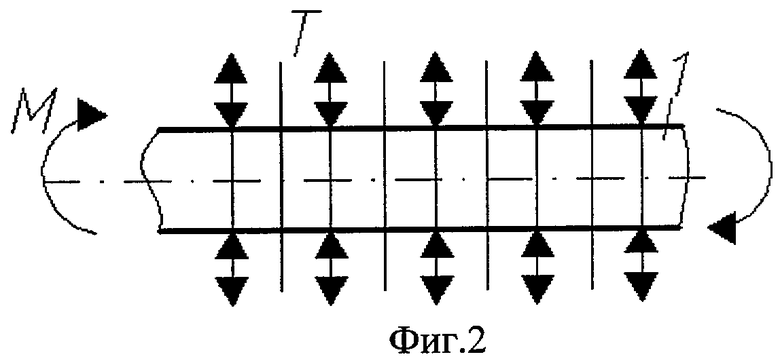
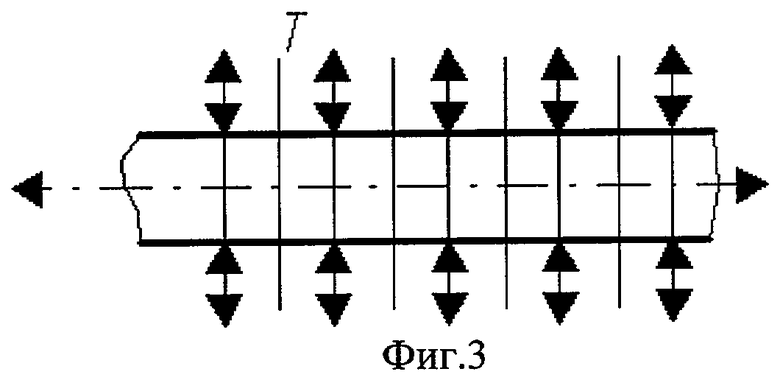
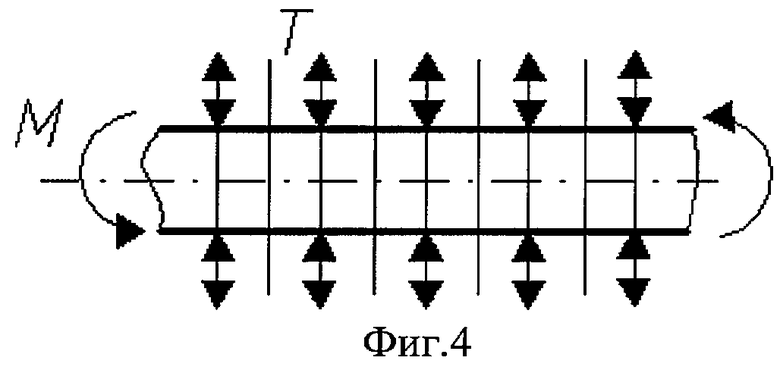
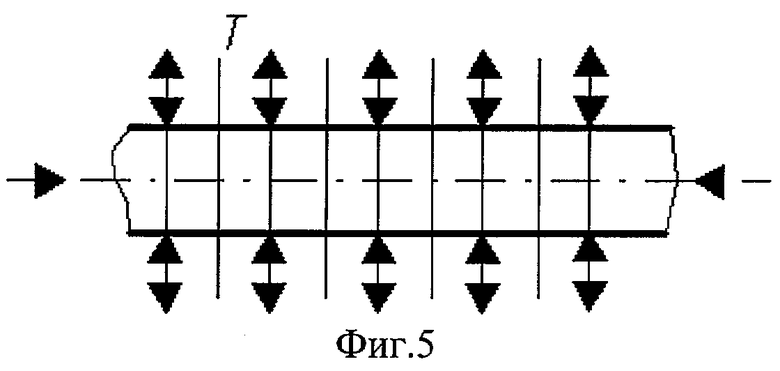
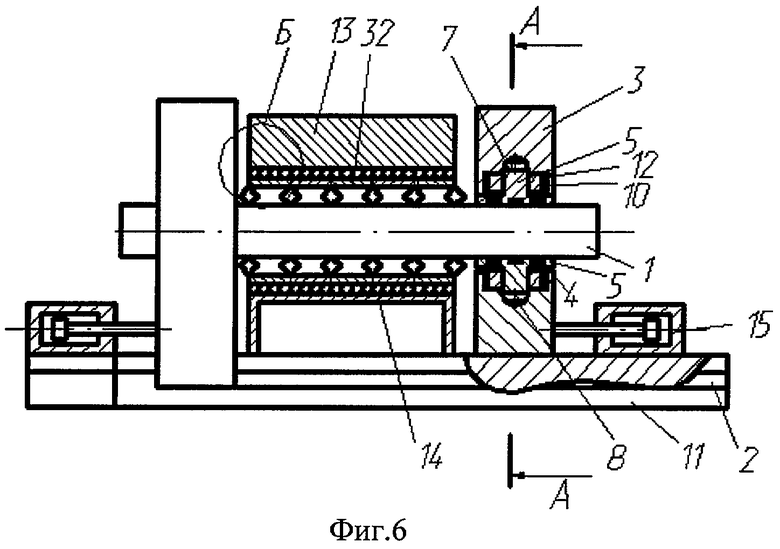
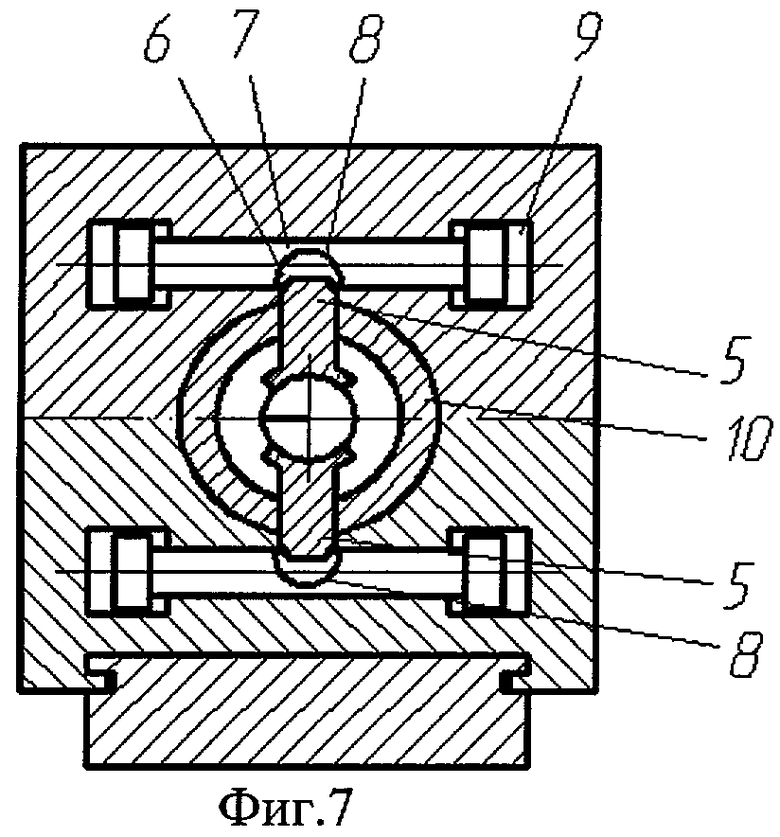
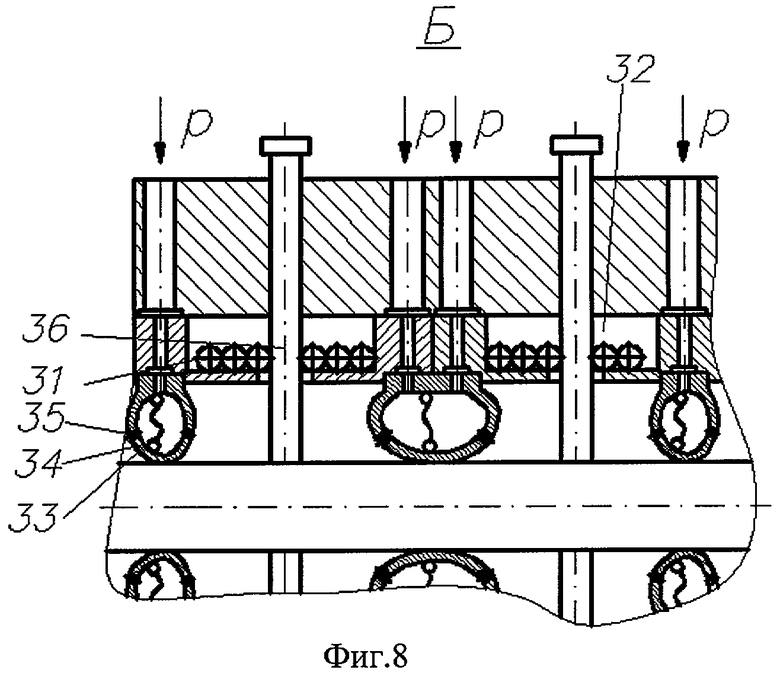
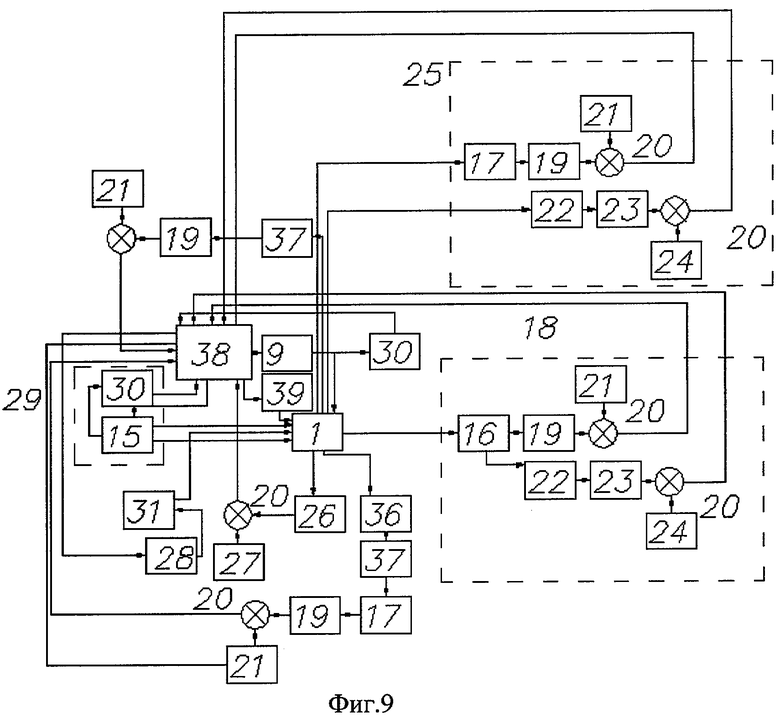
Предлагаемое изобретение иллюстрируется чертежами, представленными на фиг.1, где приведена схема выбора участков деформирования, на фиг.2-5 - подциклы обработки вала, на фиг.6 - общий вид устройства для осуществления способа ТСО, на фиг.7 - разрез А-А на фиг.6, на фиг.8 - выноска Б на фиг.6, на фиг.9 - структурная схема системы управления процессом ТСО.
Способ осуществляют в следующей последовательности. Заготовку вала 1 размещают в фиксаторах (фиг.1), выбирают участок заготовки, производят статическое силовое воздействие на этот участок в условиях его нагрева сначала путем последовательного закручивания в одну сторону (фиг.2) с последующим растяжением (фиг.3), затем - путем закручивания в другую сторону (фиг.4) с последующим сжатием (фиг.5). В процессе статического силового воздействия управляют пределом текучести путем регулирования температурного воздействия на участок заготовки. Устанавливают местоположение участков с отклонением от заданной величины деформации, определяют эти отклонения и производят регулируемое температурное воздействие на эти участки: на участках с недостаточной деформацией производят нагрев, а на участках с избыточной деформацией - охлаждение. По завершении обработки этого участка заготовки производят аналогичную обработку других участков.
На первой стадии после нагрева заготовки до заданной температуры, снимается сигнал о крутильной деформации. Кручение происходит до достижения равенства нулю производной  что соответствует достижению площадки текучести. После этого включают привод осевых перемещений до достижения стадии пластического течения в продольном направлении. После этого цикл деформирования повторяют с кручением в обратную сторону и осевым сжатием. На обоих стадиях контролируется изменение диаметров шеек по участкам вала. Для участков вала, где после начала пластического течения произошла максимальная деформация, выключают нагрев соответствующей секции нагревательного элемента и подают поток охлаждающего воздуха, что повышает предел текучести материала на данном участке вала. Выключая нагрев и охлаждая участки вала, достигшие величины деформации первого участка добиваются равномерной деформации по всему пролету заготовки. Неоднородность напряжений, обусловленная неоднородностью положения зерен (разориентировкой) и их формой, уменьшается при выравнивании и образовании текстуры деформации, что снижает общую внутреннюю энергию заготовки. Более равновесная структура способствует стабильности форм и размеров детали.
что соответствует достижению площадки текучести. После этого включают привод осевых перемещений до достижения стадии пластического течения в продольном направлении. После этого цикл деформирования повторяют с кручением в обратную сторону и осевым сжатием. На обоих стадиях контролируется изменение диаметров шеек по участкам вала. Для участков вала, где после начала пластического течения произошла максимальная деформация, выключают нагрев соответствующей секции нагревательного элемента и подают поток охлаждающего воздуха, что повышает предел текучести материала на данном участке вала. Выключая нагрев и охлаждая участки вала, достигшие величины деформации первого участка добиваются равномерной деформации по всему пролету заготовки. Неоднородность напряжений, обусловленная неоднородностью положения зерен (разориентировкой) и их формой, уменьшается при выравнивании и образовании текстуры деформации, что снижает общую внутреннюю энергию заготовки. Более равновесная структура способствует стабильности форм и размеров детали.
Устройство для ТСО длинномерных осесимметричных деталей (фиг.6-9) включает стапель 2, где заготовку вала 1 помещают в фиксаторы 3 с отверстиями 4, в которые проходит вал 1. Ее с диаметрально противоположных сторон сжимают клинья 5, по скосам 6 контактирующих по качающейся вставке 7 со штоком 8, который имеет на противоположных концах силовые цилиндры 9. Клинья 5 по скользящей посадке вставлены в направляющее кольцо 10, которое может свободно вращаться в отверстии 4 фиксатора 3, причем с торцов кольцо 10 прижимается антифрикционными вставками 12. Между фиксаторами 3 в станине 13 устанавливается нагревательный элемент 14, работающий по принципу индуктивного нагрева. По концам стапеля 1 установлены гидроцилиндры 15. В фиксаторах 3 размещают датчики линейного перемещения 16, а в направляющем кольце 10 - датчики углового положения 17. Система управления включает три контура. Первый контур управления линейным перемещением 18 включает цепь управления величиной деформации, в которую входят датчик линейного перемещения 16, усилитель 19, суммирующее устройство 20, задатчик величины осевой деформации 21, цепь управления скоростью осевой деформации, которая включает датчик углового положения 17, усилитель 22, дифференцирующее звено 23 и задатчик скорости линейной деформации 24. Аналогичные две цепи входят в контур управления крутильными деформациями 25. В контур управления температурой входят термопара 26, задатчик температуры 27, блок управления температурой 28. Силовой контур 29 имеет датчики давления 30 гидроцилиндров 9 и 15. Нагревательный элемент выполнен в виде катушки 31, разделенной на секции 32 теплоизолирующими вставками 33, внутри полых гофрированных колец 34. Гофрированные кольца 34 имеют отверстия 35 подачи воздуха. В каждой секции содержится четыре щупа 36, выходы которых подсоединены к датчику положения 37. Сумматоры 20 соединены с коммутатором 38, который связан с силовым контуром 29, катушкой 31, системой подачи воздуха 39 в секции 32.
Устройство для ТСО работает следующим образом. Заготовка вала 1 протягивается через первый фиксатор 3 и нагревательный элемент до второго фиксатора 3 и нагревается на участке между фиксаторами 3 при подаче электрического тока в цепь катушки нагревательного элемента 14. Температуру нагрева и время выдержки определяют исходя из материала заготовки 2 и необходимой глубины пластически деформированного слоя. После прогрева участка вала 1 подается рабочее давление в гидроцилиндры 9 фиксаторов 3, при этом перемещаются штоки 8, которые по скосам 6 давят на клинья 4. По направляющему кольцу клинья 4 смещаются к заготовке вала 1, зажимая ее. При этом гидроцилиндры 9 создают крутящий момент относительно оси заготовки 1. Кручение проводят сначала в одну сторону на определенный угол, затем, после растяжения, в другую. Смещаясь на заданный угол, клинья 4 поворачивают плавающую вставку 7, за счет чего обеспечивается надежный контакт по всей поверхности скоса 6 клина 5. После достижения определенного усилия зажима фиксаторами 3 рабочее давление подается в боковые гидроцилиндры 15. При этом фиксаторы 3 перемещаются по стапелю 2 для создания деформации растяжения или сжатия. Участок заготовки 1 между фиксаторами подвергается комплексному деформированию: кручению - сжатию (растяжению) по заданному циклу обработки. Все сигналы с сумматоров 20 поступают в коммутатор 38, где вырабатывается управляющее воздействие на гидроцилиндры 9, 15, катушку 31, в систему подачи воздуха 39 на подачу воздуха в соответствующие секции 32.
Источники информации
1. Патент РФ №2161276, кл. F 16 F 1/14, 2000.
2. Патент РФ №2119842, кл. В 21 К 1/32, 1998.
3. Заявка РФ №96112649, кл. В 21 К 1/28, 1998.
4. Авторское свидетельство СССР №1407969, кл. С 21 D 1/62, 1/63, 1988.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМОСИЛОВОЙ ОБРАБОТКИ ДЛИННОМЕРНЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2552206C2 |
| СПОСОБ ТЕРМОСИЛОВОЙ ОБРАБОТКИ ДЛИННОМЕРНЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2575510C2 |
| Способ термосиловой обработки длинномерных осесимметричных деталей и устройство для его осуществления | 2015 |
|
RU2615852C2 |
| Способ термосиловой обработки длинномерных осесимметричных деталей и устройство для его осуществления | 2018 |
|
RU2709067C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ДИАГНОСТИКИ И УПРАВЛЕНИЯ ПРОЦЕССОМ ТЕРМОСИЛОВОЙ ОБРАБОТКИ МАЛОЖЕСТКИХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2466195C1 |
| Способ и устройство для управления термосиловой обработкой | 2021 |
|
RU2768412C1 |
| СПОСОБ ТЕРМОСИЛОВОЙ ОБРАБОТКИ ДЛИННОМЕРНЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 2008 |
|
RU2387719C1 |
| СПОСОБ СТАБИЛИЗАЦИИ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ МАЛОЖЕСТКИХ ВАЛОВ | 2013 |
|
RU2543029C1 |
| Способ термосиловой обработки длинномерных осесимметричных деталей и устройство для его осуществления | 2016 |
|
RU2645235C1 |
| Устройство для термосиловой правки валов | 2017 |
|
RU2653520C1 |
Изобретение относится к области термосиловой обработки маложестких осесимметричных деталей типа «вал». Технический результат - повышение стабильности размеров и формы длинномерных маложестких осесимметричных деталей путем устранения направленности осевых остаточных напряжений и направленной текстуры материала заготовки по ее длине. Это достигается за счет использования силового воздействия на заготовку в процессе полного цикла термообработки, причем цикл обработки разделяют на подциклы, в течение каждого из которых силовое воздействие производят в пределах выбранного участка заготовки путем последовательного деформирования в различных направлениях, причем управление пределом производят путем регулирования температурного воздействия на участок заготовки, а длину участка выбирают с учетом гармоник колебаний детали. В процессе полного цикла термообработки на участках с недостаточной деформацией производят нагрев, а на участках с избыточной деформацией - охлаждение. Устройство для осуществления способа термосиловой обработки осесимметричных деталей содержит стапель с фиксаторами заготовки и нагревательный элемент, каждый из фиксаторов выполнен с отверстием для размещения в нем заготовки и содержит клинья, выполненные с возможностью контакта со штоками, снабженными на своих концах гидроцилиндрами, направляющее кольцо, установленное с возможностью свободного вращения в отверстии фиксатора, пневмосистему, а нагревательный элемент разделен на секции теплоизолирующими кольцами. Нагревательный элемент выполнен кольцевой формы и размещен коаксиально относительно заготовки. Каждая секция имеет четыре щупа и изолирована теплоизолирующими вставками, расположенными внутри теплоизолирующих колец в виде гофрированных втулок. Нагревательный элемент выполнен индуктивным. Устройство для ТСО включает систему управления, которая снабжена датчиками линейного перемещения и углового положения, установленных в фиксаторах и включенных в цепь управления, при этом система управления содержит три контура управления, один из которых выполнен с возможностью управления величиной и скоростью продольной деформацией, другой - величиной и скоростью крутильной деформацией, а третий - температурным воздействием, причем каждый контур управления содержит датчик, усилитель, сумматор, задатчик величины контролируемого параметра и блок управления. 2 н. и 7 з.п. ф-лы, 9 ил.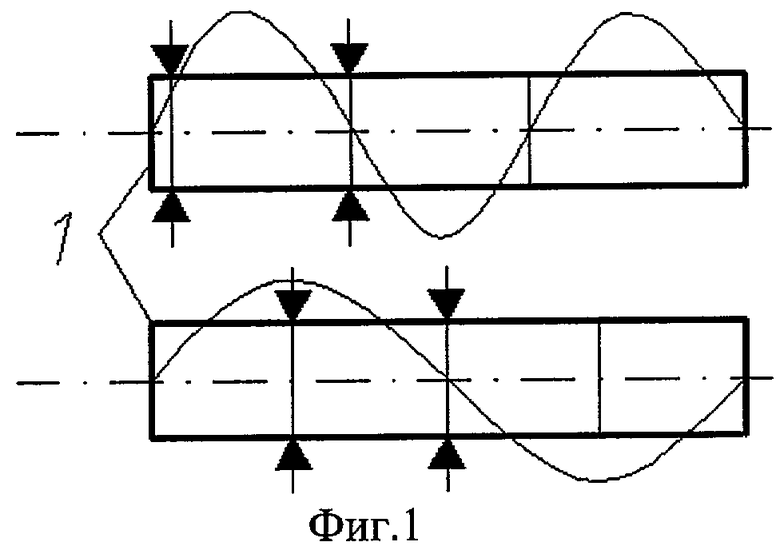
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ И СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1996 |
|
RU2119842C1 |
| Устройство для закалки валов малой жесткости | 1986 |
|
SU1407969A1 |
| Способ термической обработки осесимметричных длинномерных деталей | 1989 |
|
SU1708884A1 |
| Способ термической обработки осесимметричных деталей | 1990 |
|
SU1786138A1 |
| СПОСОБ УЛУЧШЕНИЯ ТЕХНОЛОГИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ | 2002 |
|
RU2217508C2 |
| Способ изготовления пружин | 1989 |
|
SU1726537A1 |

