Область техники
Группа изобретений относится к металлургии, а именно к способам производства электросварных труб из низкоуглеродистых сталей, стойких против водородного растрескивания, которые могут быть использованы для транспортировки агрессивных в коррозионном отношении сред, содержащих, в частности, сероводород.
Уровень техники
Стойкость низколегированных трубных сталей в средах, содержащих H2S, определяется комплексным взаимодействием различных факторов, основополагающими из которых являются химический состав стали и технология ее производства.
Оптимальный химический состав стали способствует обеспечению необходимой коррозионной стойкости при сохранении прочностных и пластических свойств труб, а также их лучшей свариваемости. Регламентирование технологии внепечной обработки жидкой стали обеспечивает, с одной стороны, низкий уровень ее загрязненности неблагоприятными неметаллическими включениями, а, с другой стороны, способствует формированию при кристаллизации сляба благоприятных с точки зрения стойкости в H2S-содержащих средах неметаллических включений. При этом, наряду с обеспечением всех вышеуказанных требований к продукции, важным является снижение себестоимости ее производства за счет повышения выхода годного.
Известна сталь повышенной коррозионной стойкости и электросварные трубы, выполненные из нее, раскрытые в патенте РФ №2520170 (опубл. 20.06.2014). Электросварные трубы изготавливают из стали, содержащей (в мас. %): углерод 0,03÷0,08; марганец 0,5÷1,1; кремний 0,01÷0,5; хром 0,6÷1,2; никель 0,05÷0,3; медь 0,05÷0,3; фосфор не более 0,015; серу не более 0,005; алюминий 0,01÷0,05; кальций 0,0001÷0,006; ниобий 0,01÷0,05; лантан и/или церий 0,001÷0,5; железо и неизбежные примеси - остальное, при этом она имеет феррито-перлитную структуру с полосчатостью не выше 2 балла, а максимально допустимое значение плотности коррозионно-активных неметаллических включений (КАНВ) в стали NКАНВ определяется в зависимости от содержания ниобия в соответствии с условием: 
 где
где  - абсолютная величина плотности коррозионно-активных неметаллических включений, включения/мм2,
- абсолютная величина плотности коррозионно-активных неметаллических включений, включения/мм2,  - абсолютная величина содержания ниобия, мас. %, причем содержание кальция определяется в соответствии с условием:
- абсолютная величина содержания ниобия, мас. %, причем содержание кальция определяется в соответствии с условием:  где
где  - абсолютная величина содержания кальция, мас. %,
- абсолютная величина содержания кальция, мас. %,  - абсолютная величина содержания алюминия, мас. %. Технология производства электросварных труб включает выплавку стали в дуговой сталеплавильной печи, разливку стали в слябы, получение из них горячекатаных полос, формовку трубных заготовок и их сварку.
- абсолютная величина содержания алюминия, мас. %. Технология производства электросварных труб включает выплавку стали в дуговой сталеплавильной печи, разливку стали в слябы, получение из них горячекатаных полос, формовку трубных заготовок и их сварку.
Данная сталь обладает удовлетворительными показателями стойкости против локальной коррозии, в том числе в условиях агрессивных хлорсодержащих сред, однако при содержании кальция менее 0,001 мас. % и/или серы более 0,002 мас. % возможно проявление склонности рассматриваемой стали к водородному растрескиванию. Кроме того, указанный диапазон по содержанию в стали редкоземельных металлов (РЗМ) несет в себе риск повышенной запороченности труб поверхностными дефектами типа «плена» и «пузырь-вздутие». Технология производства труб, описанная в указанном патенте, не является достаточной в части регламентации параметров выплавки стали и ее внепечной обработки, что несет в себе риск получения стали с низкой стойкостью против водородного растрескивания.
Известен способ производства низкоуглеродистой стали для производства полосового проката с повышенной коррозионной стойкостью, раскрытый в патенте РФ №2679375 (опубл. 07.02.2019). Способ включает выплавку металла в сталеплавильном агрегате, выпуск жидкого металла в сталеразливочный ковш, ковшовую обработку жидкого металла на установках печь-ковш и вакуумирования стали, разливку стали. При выпуске металла в сталеразливочный ковш производят его раскисление и легирование, а в процессе вакуумирования стали осуществляют дополнительный ввод раскислителя в виде алюминия и легирующих в виде марганца, феррохрома, ферротитана и ферросилиция. Содержание алюминия в металле перед обработкой на установке печь-ковш устанавливают не более 0,04%, а после окончания обработки - не более 0,03%, количество алюминия, вводимого по ходу вакуумирования, не превышает 0,045%, а в конце вакуумирования содержание алюминия в металле устанавливают не более 0,02%. Ферротитан вводят не менее чем за 15 минут до окончания обработки на установке вакуумирования в количестве, достаточном для получения в металле перед разливкой содержания титана не менее 0,015%. Затем осуществляют введение кальция в количестве не менее 20 г на тонну стали при содержании серы не более 0,002%. Продолжительность обработки на установке вакуумирования составляет 70÷100 минут.
Данный способ производства не является достаточным в части обеспечения высокой стойкости стали к водородному растрескиванию. Исследования показывают, что основными причинами низкой стойкости стали труб к водородному растрескиванию являются не только включения на основе алюмомагниевой шпинели, но и включения на основе сульфида марганца, а также эндогенные и экзогенные оксидно-сульфидные включения сложного состава. Для снижения загрязненности стали вышеперечисленными неметаллическими включениями необходимо проведение дополнительных мероприятий по внепечной обработке стали. Особенно это необходимо при разливке на тонкослябовых машинах непрерывного литья заготовок (МНЛЗ) в условиях литейно-прокатных комплексов. Кроме того, указанное минимальное значение количества кальция, применяемого для модифицирования стали (20 г на тонну), является недостаточным для исключения формирования в непрерывнолитом слябе сульфидов марганца даже при условии низкого содержания серы. При этом не оговаривается верхняя граница по количеству применяемого кальция, а повышенный его расход может приводить к снижению коррозионной стойкости проката за счет формирования в жидкой стали включений оксисульфидов кальция, также являющихся инициаторами водородного растрескивания и причиной так называемых «блистеров», т.е. вспучиваний на поверхности образцов после их испытаний на водородное растрескивание.
Известен способ производства углеродистой или низколегированной стали для электросварных труб повышенной коррозионной стойкости, раскрытый в патенте РФ №2184155 (опубл. 27.06.2002). Способ включает выплавку стали, ее внепечную обработку, непрерывную разливку в слябы, горячую прокатку на полосы или листы и охлаждение. В соответствии с технологией, описанной в данном патенте, прямошовные трубы получают формовкой полученного горячекатаного проката и сваркой токами высокой частоты. При этом выплавляют сталь следующего состава (в мас. %): углерод 0,05÷0,25; марганец 0,20÷1,70; кремний 0,20÷0,80; хром 0,01÷1,00; никель 0,01÷0,60; медь 0,01÷0,50; фосфор не более 0,035; сера не более 0,025; алюминий 0,01÷0,06; железо и неизбежные примеси - остальное, а содержание серы и марганца соответствует условию (Mn)⋅(S)<0,015, где (Mn) и (S) - содержание марганца и серы, соответственно выраженное в мас. %. Внепечную обработку стали проводят при температуре не ниже 1580°С. В процессе внепечной обработки сталь продувают порошком, содержащим кальций, или вводят проволоку, содержащую кальций, для обеспечения содержания кальция в готовом прокате в количестве 0,0001÷0,008%, а также осуществляют продувку жидкой стали инертным газом, причем продолжительность продувки назначают в зависимости от количества введенного в сталь кальция в соответствии с соотношением Т>(18⋅Са+7,5)±20, где Т - продолжительность продувки, мин, Са - количество кальция, введенного в сталь в процессе внепечной обработки, т. Прокатку слябов на полосы или листы закачивают в интервале температур 800÷950°С.
К недостаткам данного способа можно отнести то, что не во всех указанных диапазонах по содержанию легирующих элементов возможно обеспечение высокой стойкости стали против водородного растрескивания, особенно в условиях литейно-прокатных комплексов. Кроме того, указанные особенности обработки жидкой стали кальцием направлены в первую очередь на обеспечение чистоты стали по КАНВ, однако широкий диапазон указанного содержания кальция (0,0001÷0,008 мас. %), а также отсутствие модифицирования РЗМ не гарантирует стабильной стойкости стали против водородного растрескивания.
Раскрытие изобретения
Задачей заявленной группы изобретений является разработка свободных от недостатков аналогов способов производства электросварной трубы из низкоуглеродистой стали, стойкой против водородного растрескивания.
Техническим результатом является повышение стойкости материала электросварных труб против водородного растрескивания при сохранении его прочности, вязкости и свариваемости.
Для решения поставленной задачи и достижения указанного технического результата в первом объекте настоящего изобретения предложен способ производства электросварной трубы из низкоуглеродистой стали, стойкой против водородного растрескивания, содержащей (в мас. %): углерод 0,045÷0,060, марганец 0,50÷1,00, кремний 0,17÷0,40, хром 0,50÷1,00, медь не более 0,25, ниобий 0,020÷0,045, алюминий 0,01÷0,04, азот не более 0,008, серу не более 0,002, фосфор не более 0,010, кальций 0,001÷0,005 при выполнении условий: Mn/Si>2,5, Cr/Si=2,0÷3,5, где Mn, Si и Cr означают содержание соответствующих химических элементов в стали (в мас. %), включающий стадию изготовления материала трубы, включающую выплавку стали, ее внепечную обработку и разливку, последующую горячую прокатку полученного стального материала и охлаждение полученной горячекатаной стальной полосы; стадию изготовления трубы, включающую валковую формовку упомянутой горячекатаной стальной полосы в трубную заготовку, последующую сварку кромок сформованной трубной заготовки токами высокой частоты, локальную термическую обработку сварного соединения и объемную термическую обработку трубы, причем полученная труба соответствует соотношению d/t<30, где d - наружный диаметр трубы (в мм), t - толщина стенки трубы (в мм). При этом на стадии изготовления материала трубы:
- выпуск жидкой стали из сталеплавильного агрегата в сталеразливочный ковш осуществляют при содержании в ней растворенного кислорода не более 1250 ppm;
- в процессе обработки стали на установке ковш-печь присадку в ковш шлакообразующих материалов и ферросплавов проводят с их порционной отдачей, причем количество шлакообразующих материалов в порции составляет не более 2,5 кг/т стали, а количество ферросплавов в порции - не более 1,5 кг/т стали;
- вакуумную обработку стали на установке вакуумной дегазации осуществляют в течение 15÷20 мин при давлении в камере менее 0,133 кПа;
- после проведения вакуумной обработки стали в нее вводят алюминий, затем кальций, а затем РЗМ, при этом алюминий вводят с расчетом получения его содержания в стали перед разливкой на МНЛЗ 0,01÷0,04 мас. %, кальций в сталь вводят через 3÷5 мин после отдачи в ковш алюминия, причем скорость ввода кальция составляет 22÷26 кг/мин, а расход кальция - 200÷225 г/т стали, продувку стали после ввода в нее кальция осуществляют инертным газом при его расходе не более 150 л/мин, РЗМ в сталь вводят через 3÷5 мин после отдачи в ковш кальция, причем расход РЗМ составляет 7,5÷9,0 г/т стали, а продувку стали после ввода в нее РЗМ осуществляют инертным газом в течение 9÷14 мин при его расходе не более 100 л/мин. При этом на стадии изготовления трубы ее объемную термическую обработку проводят посредством нагрева до температуры выше точки Ас3, закалкой и последующим отпуском.
Для решения той же задачи и достижения того же технического результата во втором объекте настоящего изобретения предложен способ производства электросварной трубы из низкоуглеродистой стали, стойкой против водородного растрескивания, содержащей (в мас. %): углерод 0,045÷0,060, марганец 0,50÷1,00, кремний 0,17÷0,40, хром 0,50÷1,00, медь не более 0,25, ниобий 0,020÷0,045, алюминий 0,01÷0,04, азот не более 0,008, серу не более 0,002, фосфор не более 0,010, кальций 0,001÷0,005 при выполнении условий: Mn/Si>2,5, Cr/Si=2,0÷3,5, где Mn, Si и Cr означают содержание соответствующих химических элементов в стали (в мас. %), включающий стадию изготовления материала трубы, включающую выплавку стали, ее внепечную обработку и разливку, последующую горячую прокатку полученного стального материала и охлаждение полученной горячекатаной стальной полосы; стадию изготовления трубы, включающую валковую формовку упомянутой горячекатаной стальной полосы в трубную заготовку, последующую сварку кромок сформованной трубной заготовки токами высокой частоты, локальную термическую обработку сварного соединения и объемную термическую обработку трубы, причем полученная труба соответствует соотношению d/t≥30, где d - наружный диаметр трубы (в мм), t - толщина стенки трубы (в мм). При этом на стадии изготовления материала трубы:
- выпуск жидкой стали из сталеплавильного агрегата в сталеразливочный ковш осуществляют при содержании в ней растворенного кислорода не более 1250 ppm;
- в процессе обработки стали на установке ковш-печь присадку в ковш шлакообразующих материалов и ферросплавов проводят с их порционной отдачей, причем количество шлакообразующих материалов в порции составляет не более 2,5 кг/т стали, а количество ферросплавов в порции - не более 1,5 кг/т стали;
- вакуумную обработку стали на установке вакуумной дегазации осуществляют в течение 15÷20 мин при давлении в камере менее 0,133 кПа;
- после проведения вакуумной обработки стали в нее вводят алюминий, затем кальций, а затем РЗМ, при этом алюминий вводят с расчетом получения его содержания в стали перед разливкой на МНЛЗ 0,01÷0,04 мас. %, кальций в сталь вводят через 3÷5 мин после отдачи в ковш алюминия, причем скорость ввода кальция составляет 22÷26 кг/мин, а расход кальция - 200÷225 г/т стали, продувку стали после ввода в нее кальция осуществляют инертным газом при его расходе не более 150 л/мин, РЗМ в сталь вводят через 3÷5 мин после отдачи в ковш кальция, причем расход РЗМ составляет 7,5÷9,0 г/т стали, а продувку стали после ввода в нее РЗМ осуществляют инертным газом в течение 9÷14 мин при его расходе не более 100 л/мин. При этом на стадии изготовления трубы ее объемную термическую обработку проводят посредством нагрева до температуры ниже точки Ac1 с последующим охлаждением на воздухе.
Кроме того, предусмотрены частные варианты реализации способа, относящиеся к обоим заявленным вариантам, согласно которым:
- десульфурацию стали в процессе ее обработки на установке ковш-печь проводят до содержания в стали серы не более 0,001 мас. %;
- перед вакуумированием стали обеспечивают содержание в ней алюминия не менее 0,04 мас. %;
- длительность нахождения стали в ковше от выпуска плавки из сталеплавильного агрегата до начала разливки составляет не более 240 мин.
Осуществление изобретения
Указанный технический результат достигается при реализации заявленных вариантов способа за счет следующих факторов.
Содержание углерода и марганца в заявленных пределах (0,045÷0,060 и 0,50÷1,00 мас. %, соответственно) позволяет обеспечить повышенную стойкость стали против водородного растрескивания, а также требуемый уровень прочности и высокую свариваемость стали. Меньшее их содержание приводит к снижению прочностных характеристик стали, при этом обеспечение содержания углерода менее 0,045 мас. % также экономически нецелесообразно. Более высокое содержание данных элементов в стали приводит к снижению ее стойкости против водородного растрескивания по причине увеличения степени их ликвации в осевой зоне заготовки, при этом также снижается свариваемость стали.
Содержание в стали кремния и алюминия в заявленных пределах (0,17÷0,40 и 0,01÷0,04 мас. %, соответственно) позволяет обеспечить необходимый уровень ее раскисленности. Введение в сталь алюминия приводит к образованию частиц нитрида алюминия, сдерживающих рост зерна, что, в свою очередь, повышает прочность и вязкость стали. При содержании в стали алюминия более 0,04 мас. % происходит формирование алюмомагниевой шпинели, являющейся одной из причин низкой стойкости стали против водородного растрескивания. Увеличение содержания кремния более 0,40 мас. % сопровождается возрастанием количества силикатных включений, снижающих ударную вязкость и свариваемость стали.
Содержание в стали хрома в заявленных пределах (0,50÷1,00 мас. %) обеспечивает прочностные свойства и положительно сказывается на коррозионной стойкости стали. Увеличение содержания хрома более 1,00 мас. % сопровождается ухудшением свариваемости стали и увеличением себестоимости продукции.
Заявленное ограничение по содержанию в стали меди (не более 0,25 мас. %) обусловлено, тем, что при большем ее содержании в осевой зоне проката образуются мелкие выделения сульфидов меди, оказывающие негативное влияние на стойкость стали против водородного растрескивания.
Микролегирование стали ниобием в заявленных пределах (0,020÷0,045 мас. %) способствует повышению прочности и вязкости стали, при этом не приводит к снижению стойкости стали против водородного растрескивания и увеличению плотности КАНВ. При более высоком содержании ниобия возможно снижение стойкости стали против водородного растрескивания за счет формирования в осевой зоне проката карбонитридов ниобия.
Заявленное ограничение по содержанию в стали азота (не более 0,008 мас. %) обусловлено, тем, что при большем его содержании повышается вероятность формирования нитридов/карбонитридов ниобия, что приводит к снижению стойкости стали против водородного растрескивания.
Сера и фосфор являются вредными примесями, снижающими вязкостные свойства стали и ее стойкость против водородного растрескивания. При содержании в стали серы не более 0,002 мас. % и фосфора не более 0,010 мас. % их негативное воздействие проявляется слабо.
Кальций является модифицирующим элементом. Кроме того, он связывает серу в глобулярные сульфиды, повышая стойкость стали против водородного растрескивания. При содержании кальция менее 0,001 мас. % его действие проявляется слабо. Увеличение содержания кальция более 0,005 мас. % увеличивает количество и размеры неметаллических включений, ухудшает стойкость стали против водородного растрескивания.
Обеспечение содержания в стали Mn, Cr и Si в концентрациях, соответствующих заявленным условиям (Mn/Si>2,5 и Cr/Si=2,0÷3,5), позволяет обеспечить оптимальную свариваемость труб за счет исключения формирования при сварке трудноудаляемых окислов металла и тем самым повысить стойкость сварного шва против водородного растрескивания.
Заявленное ограничение по содержанию в стали растворенного кислорода перед ее выпуском из сталеплавильного агрегата (не более 1250 ppm) обеспечивает повышенную чистоту стали по оксидным неметаллическим включениям перед проведением ее внепечной обработки. Большее содержание растворенного кислорода в стали сопровождается увеличенным расходом раскислителей (в частности, алюминия, как наиболее эффективного) и, как следствие, приводит к повышенной загрязненности стали глиноземсодержащими включениями (Al2O3), а также включениями герцинита (FeAl2O4). Повышенная загрязненность стали данными включениями приводит к нарушению оптимального шлакового режима в ходе внепечной обработки, что в свою очередь может привести к некачественно проведенному режиму рафинирования жидкой стали. Наряду с этим, герцинитсодержащие включения по своей морфологии являются одними из наиболее трудноудаляемых из жидкой стали. Наличие данных включений в стали способствует снижению ее стойкости против водородного растрескивания.
Ограничение порционности ввода шлакообразующих материалов и ферросплавов заявленными пределами (количество шлакообразующих материалов в порции - не более 2,5 кг/т стали, количество ферросплавов в порции - не более 1,5 кг/т стали) обусловлено тем, что при большем их расходе в жидкой стали происходит образование объемных областей со значительной температурно-концентрационной неоднородностью. Это стимулирует, как сохранение в стали уже присутствующих выделений, так и формирование значительного количества новых мелких трудноудаляемых включений, а не рост уже присутствующих выделений и облегчение удаления их в шлаковую фазу. Включения, оставшиеся в стали, впоследствии служат концентраторами напряжений, снижающими стойкость против водородного растрескивания.
Десульфурация стали на установке ковш-печь до содержания в стали серы не более 0,001 мас. % позволяет дополнительно уменьшить негативное влияние данного элемента на свойства материала трубы.
Обеспечение содержания алюминия в стали перед процессом вакуумирования в количестве не менее 0,04 мас. % (преимущественно в диапазоне 0,04÷0,05 мас. %) позволяет снизить его расход после проведения вакуумной обработки и, как следствие, дополнительно уменьшить загрязненность стали оксидными включениями.
Ограничения по величине давления в камере установки вакуумной дегазации (менее 0,133 кПа) и продолжительности вакуумной обработки (15÷20 мин) обеспечивают содержание в стали водорода и азота в допустимых концентрациях, что положительно влияет на стойкость стали против водородного растрескивания.
Наличие в стали включений сульфидов марганца - одна из основных причин ее низкой стойкости против водородного растрескивания, поэтому одним из определяющих направлений при разработке способа являлось исключение формирования данного типа включений. Применение кальция для этой цели общеизвестно. Однако, при использовании данного модифицирующего элемента в сталеплавильной практике существует множество нюансов, включающих в себя определение оптимального количества кальция, а также условий его ввода в сталь и последующей продувки жидкой стали инертным газом, направленных на исключение случаев формирования сульфидов марганца.
Кальций преобразует включения твердого оксида алюминия (Al2O3) в алюминат кальция с более низкой температурой плавления, что помогает предотвратить засорение разливочного стакана при разливке стали на МНЛЗ. Однако, когда кальций добавляют в сталь, он также реагирует с кислородом и серой и модифицирует сульфидные включения. Если содержание серы в стали высокое (что не характерно для условий производства сталей с требованиями по стойкости против водородного растрескивания), то кальций прореагирует с серой с образованием твердого CaS, который может вызвать засорение разливочного отверстия при непрерывной разливке. Термодинамически, если сера или кислород растворены в стали в умеренном количестве, или если в стали присутствуют включения Al2O3, то кальций прореагирует с ними. Кальций будет реагировать с кислородом или серой до тех пор, пока содержание этих элементов не будет очень низким (менее 2 ррт). Один из главных вопросов заключается в том, станет ли кальций, добавленный в сталь, реагировать с серой с образованием CaS или превратит Al2O3 в жидкий алюминат кальция. Образование сульфида кальция возможно только при достаточно высоком содержании кальция и серы. Так как кальций имеет более высокое сродство к кислороду, чем к сере, добавление кальция сначала приводит к более или менее ярко выраженному превращению оксида алюминия в алюминаты кальция до того момента, когда при дальнейшем добавлении кальция начинают образовываться сульфиды кальция. Сульфиды кальция при температурах разливки стали находятся в твердом состоянии и, как и оксид алюминия, приводят к засорению разливочного стакана. Превращение оксида алюминия в алюминат кальция происходит до того момента, когда все включения в стали оказываются только в жидкой форме. При дальнейшем добавлении кальция происходит образование твердого сульфида кальция. Содержание кальция, при котором все оксиды уже находятся в жидком состоянии, а образование твердых сульфидов при температуре внепечной обработки стали 1550÷1600°С еще не произошло, считается «оптимальным окном» при обработке кальцийсодержащим модификатором. Достижение этого «оптимального окна» и является целью при обработке кальцием. Его точное местоположение зависит от содержания серы и общего содержания кислорода в стали. Таким образом, основной целью модифицирующей обработки при производстве сталей с требованием по стойкости против водородного растрескивания является не только перевод в легкоудаляемое состояние оксидов алюминия, но и последующее эффективное связывание серы для предотвращения образования при кристаллизации сляба в его осевой зоне сульфидов марганца, являющихся очагами образования трещин водородного растрескивания.
Ввод в жидкую сталь алюминия с расчетом получения его содержания в стали перед разливкой на МНЛЗ в заявленных пределах (0,01÷0,04 мас. %), позволяет обеспечить формирование в стали неметаллических включений благоприятного химического состава и морфологии (жидких глобулярных алюминатов кальция с оболочкой из сульфида кальция), что впоследствии обеспечивает стабильную стойкость стали против водородного растрескивания за счет подавления механизма формирования при кристаллизации сляба сульфидов марганца, являющихся концентраторами напряжений.
Предложенная технология доводки жидкой стали по кальцию, а именно регламентирование его расхода (200÷225 г/т стали), скорости ввода (22÷26 кг/мин), порядок ввода алюминия и кальция, а также длительность выдержки между вводом алюминия и кальция (кальций в сталь вводят через 3÷5 мин после отдачи в ковш алюминия) позволяет добиться необходимого эффекта от процесса модифицирования стали кальцием, в результате чего сера связывается в мелкодисперсные сульфиды кальция, исключив тем самым образование сульфидов марганца. При меньшем расходе кальция возрастает вероятность формирования при кристаллизации сульфидов марганца, при более высоком - сталь загрязняется оксидно-сульфидными включениями сложного состава на основе кальция. Более низкие и слишком высокие скорости ввода кальция в сталь приводят к снижению эффективности процесса модифицирования, а также к ухудшению технологичности процесса доводки (выплескам металла). Продувка стали после ввода кальция с расходом инертного газа, в частности, аргона более заявленного предела (т.е. более 150 л/мин) способствует вторичному окислению металла и, соответственно, загрязнению жидкой стали неблагоприятными оксидными неметаллическими включениями, что приведет к снижению стойкости против водородного растрескивания.
Повышение стойкости стали против водородного растрескивания также достигается за счет использования РЗМ, например, церия и/или лантана. Положительное влияние РЗМ на полноту связывания серы при затвердевании металла проявляется двумя путями. Во-первых, РЗМ участвует, наряду с кальцием, в связывании серы с образованием комплексных оксисульфидов кальция и РЗМ, а, во-вторых, РЗМ способствуют образованию сульфидов кальция, понижая активность кислорода в металле. За счет предложенной схемы модифицирования (выдержка между вводом кальция и РЗМ 3÷5 мин, расход РЗМ 7,5÷9,0 г/т стали, интенсивности и длительности продувки стали инертным газом после ввода РЗМ, соответственно, с расходом инертного газа не более 100 л/мин в течение 9÷14 мин) происходит формирование мелких оксидов РЗМ, которые являются подложкой для осаждения на них CaS, препятствуя тем самым ликвации серы в осевую зону заготовки при ее затвердевании. При меньшем расходе РЗМ его эффективность на стойкость стали против водородного растрескивания проявляться не будет, при более высоком расходе повышается загрязненность стали тугоплавкими неметаллическими включениями, ухудшающими стойкость против водородного растрескивания, а также повышается запороченность труб поверхностными дефектами металлургического происхождения («плена», «пузырь-вздутие»). Продувка стали после ввода РЗМ с расходом инертного газа, в частности, аргона более 100 л/мин приводит к вторичному окислению металла и, соответственно, загрязнению жидкой стали неблагоприятными оксидными неметаллическими включениями.
Ограничение длительности нахождения стали в ковше от выпуска плавки из сталеплавильного агрегата до начала разливки (не более 240 мин) направлено на снижение степени размыва футеровки ковша и его шлакового пояса и, соответственно, дополнительное уменьшение загрязненности стали, в частности, магнийсодержащими включениями.
При производстве трубы, соответствующей соотношению d/t≥30, где d - наружный диаметр трубы (в мм), t - толщина стенки трубы (в мм), ее объемная термическая обработка проводится посредством нагрева до температуры ниже точки Ac1 с последующим охлаждением на воздухе. Данный вариант объемной термической обработки позволяет получить мелкодисперсную структуру основного металла трубы, обеспечивающую повышенную стойкость против водородного растрескивания.
При производстве трубы, соответствующей соотношению d/t<30, где d - наружный диаметр трубы (в мм), t - толщина стенки трубы (в мм), ее объемная термическая обработка проводится посредством нагрева до температуры выше точки Ас3, закалкой и последующим отпуском. Данный вариант объемной термической обработки также позволяет сформировать мелкодисперсную структуру основного металла трубы, при этом дополнительно уменьшить внутренние напряжения, возникающие при формовке трубной заготовки, что обеспечивает повышенную стойкость против водородного растрескивания.
Применение различных видов объемной термической обработки обусловлено необходимостью обеспечения требуемых свойств материала трубы в зависимости от ее сортаментных характеристик (диаметра трубы и толщины стенки).
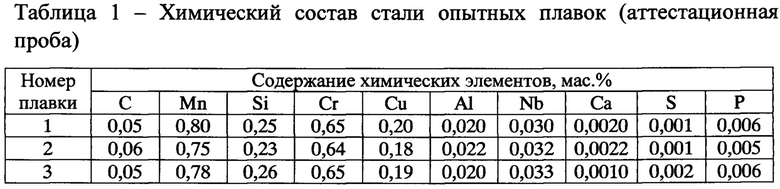
Заявленная группа изобретений поясняется примерами реализации при производстве электросварных труб диаметром 273 и 530 мм и толщиной стенки 10 мм из низколегированной стали марки 05ХГБ в условиях АО «ВМЗ».
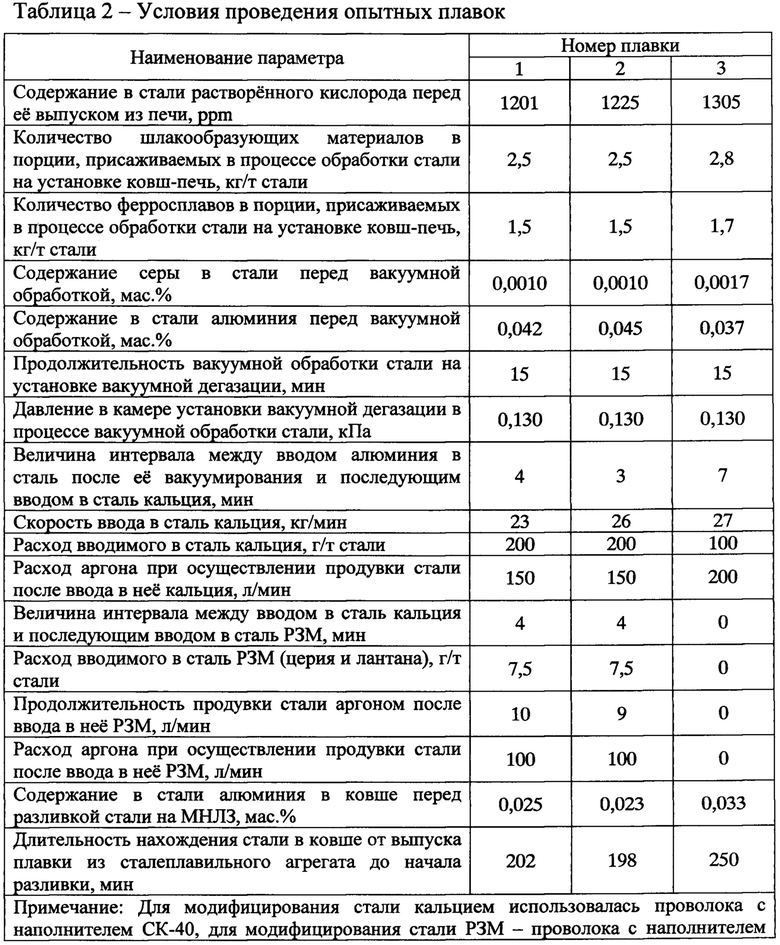
В условиях литейно-прокатного комплекса производились непрерывнолитые заготовки трех плавок, химический состав стали которых приведен в таблице 1. При этом сталь выплавляли в электросталеплавильной печи, выпускали ее в сталеразливочный ковш с предварительным раскислением, легированием, наведением первичного шлака, после чего осуществляли внепечную обработку на установке печь-ковш и установке вакуумирования стали. Далее сталь разливали на тонкослябовой МНЛЗ (толщина сляба 90 мм) в заготовку, которую разрезали на мерные длины. Условия проведения плавок приведены в таблице 2.
Полученные непрерывнолитые заготовки подогревали в проходной туннельной печи и передавали для прокатки в черновую, а затем чистовую группу клетей непрерывного широкополосного стана 1950. Полученную горячекатаную полосу охлаждали и сматывали в рулон.
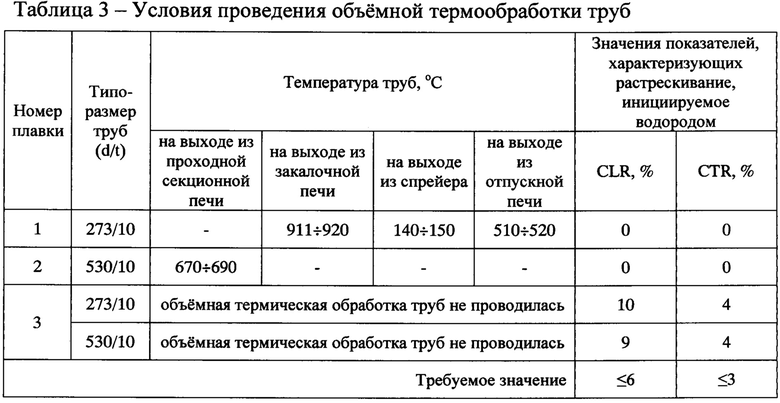
Рулонный прокат задавался в линию непрерывного трубоэлектросварочного стана. Трубы изготавливались путем валковой формовки проката с последующей сваркой продольных кромок способом высокочастотной сварки и дальнейшей локальной термической обработкой сварного шва. Из проката плавки 1 изготавливались трубы диаметром 273 мм и толщиной стенки 10 мм, из проката плавки 2 - трубы диаметром 530 мм и толщиной стенки 10 мм, а из проката плавки 3 изготавливались как трубы диаметром 273 мм с толщиной стенки 10 мм, так и трубы диаметром 530 мм с аналогичной толщиной стенки. Объемная термическая обработка труб плавки 1 проводилась посредством их нагрева в закалочной печи с шагающими балками до температуры выше точки Ас3, последующей закалкой труб водой в радиальном спрейере, после чего осуществляли повторный нагрев труб в отпускной печи с шагающими балками до температуры ниже точки Ac1 и последующее охлаждение труб на воздухе. Объемная термическая обработка труб плавки 2 проводилась посредством их нагрева в проходной секционной печи до температуры ниже точки Ac1 с последующим охлаждением на воздухе. Объемная термическая обработка труб плавки 3 не проводилась.
Условия проведения объемной термической обработки труб, а также результаты их испытаний против водородного растрескивания приведены в таблице 3.
Свариваемость труб всех трех плавок признана удовлетворительной. Результаты механических испытаний (прочностные и вязкостные показатели) стали труб всех трех плавок соответствовали установленным требованиям.
Оценку стойкости стали изготовленных труб против водородного растрескивания определяли в соответствии с требованиями стандарта NACE ТМ0284 путем погружения трех одинаковых образцов из исследуемой стали в раствор (5% NaCl + 0,5% СН3СООН) в дистиллированной воде, насыщенной сероводородом при температуре 25°С; рН раствора = 3÷3,5. Испытания осуществляли в течение 96 ч, после испытаний образцы разрезали на четыре части, каждую часть в месте реза полировали и травили. Сопротивление водородному растрескиванию оценивали по величине показателей, характеризующих растрескивание, инициируемое водородом, - по длине (CLR) и толщине (CTR) трещин.
На образцах, отобранных от трубы типоразмером 273×10 мм плавки 1, параметры производства которой соответствовали первому варианту заявленного способа, получены удовлетворительные результаты по стойкости против водородного растрескивания (трещин не получено, коэффициенты длины и толщины трещин составили, соответственно, CLR=0%, CTR=0%). Аналогичные результаты получены и при испытании образцов, отобранных от трубы типоразмером 530×10 мм плавки 2, параметры производства которой соответствовали второму варианту заявленного способа. При этом на образцах, отобранных как от трубы типоразмером 273×10 мм, так и от трубы типоразмером 530×10 мм плавки 3, параметры производства которых не соответствовали заявленным вариантам способа, получены неудовлетворительные результаты по стойкости против водородного растрескивания.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА УГЛЕРОДИСТОЙ ИЛИ НИЗКОЛЕГИРОВАННОЙ СТАЛИ ДЛЯ ЭЛЕКТРОСВАРНЫХ ТРУБ ПОВЫШЕННОЙ КОРРОЗИОННОЙ СТОЙКОСТИ | 2000 |
|
RU2184155C2 |
| Способ производства проката для изготовления труб категории прочности К48-К56, стойких к сероводородному растрескиванию и общей коррозии, и труба, выполненная из него | 2018 |
|
RU2709077C1 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОЛЕГИРОВАННОГО ХЛАДОСТОЙКОГО СВАРИВАЕМОГО ЛИСТОВОГО ПРОКАТА ПОВЫШЕННОЙ КОРРОЗИОННОЙ СТОЙКОСТИ | 2014 |
|
RU2569619C1 |
| СПОСОБ ПРОИЗВОДСТВА КОРРОЗИОННОСТОЙКОГО ПРОКАТА ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2018 |
|
RU2681074C1 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОУГЛЕРОДИСТОЙ СТАЛИ С ПОВЫШЕННОЙ КОРРОЗИОННОЙ СТОЙКОСТЬЮ | 2017 |
|
RU2679375C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОС ИЗ НИЗКОЛЕГИРОВАННОЙ СВАРИВАЕМОЙ СТАЛИ | 2014 |
|
RU2578618C1 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОНОВ ГОРЯЧЕКАТАНОЙ ТРУБНОЙ СТАЛИ | 2001 |
|
RU2186641C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО ПРОКАТА ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОСВАРНЫХ ГАЗОНЕФТЕПРОВОДНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА КАТЕГОРИИ ПРОЧНОСТИ Х42-Х56, СТОЙКИХ ПРОТИВ ИНДУЦИРОВАННОГО ВОДОРОДОМ РАСТРЕСКИВАНИЯ В HS -СОДЕРЖАЩИХ СРЕДАХ | 2016 |
|
RU2653954C2 |
| СТАЛЬ ПОВЫШЕННОЙ КОРРОЗИОННОЙ СТОЙКОСТИ И ЭЛЕКТРОСВАРНЫЕ ТРУБЫ, ВЫПОЛНЕННЫЕ ИЗ НЕЕ | 2013 |
|
RU2520170C1 |
| НИЗКОУГЛЕРОДИСТАЯ СТАЛЬ И ПРОКАТ ИЗ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ ПОВЫШЕННОЙ СТОЙКОСТИ К ВОДОРОДНОМУ РАСТРЕСКИВАНИЮ И ПОВЫШЕННОЙ ХЛАДОСТОЙКОСТИ | 2011 |
|
RU2496906C2 |
Группа изобретений относится к металлургии, а именно к способам производства электросварных труб из низкоуглеродистых сталей, стойких против водородного растрескивания, которые могут быть использованы для транспортировки агрессивных в коррозионном отношении сред, содержащих, в частности, сероводород. Способ производства электросварной трубы из низкоуглеродистой стали, стойкой против водородного растрескивания, содержащей, мас. %: углерод 0,045÷0,060, марганец 0,50÷1,00, кремний 0,17÷0,40, хром 0,50÷1,00, медь не более 0,25, ниобий 0,020÷0,045, алюминий 0,01÷0,04, азот не более 0,008, серу не более 0,002, фосфор не более 0,010, кальций 0,001÷0,005 при выполнении условий: Mn/Si>2,5, Cr/Si=2,0÷3,5, включает стадию изготовления материала трубы, включающую выплавку стали, ее внепечную обработку и разливку, последующую горячую прокатку полученного стального материала и охлаждение полученной горячекатаной стальной полосы; стадию изготовления трубы, включающую валковую формовку горячекатаной стальной полосы в трубную заготовку, последующую сварку кромок сформованной трубной заготовки токами высокой частоты, локальную термическую обработку сварного соединения и объемную термическую обработку трубы. При этом объемную термическую обработку трубы, соответствующей соотношению d/t<30, проводят посредством ее нагрева до температуры выше точки Ас3, закалкой и последующим отпуском, а термическую обработку трубы, соответствующей соотношению d/t≥30, проводят посредством ее нагрева до температуры ниже точки Ac1 с последующим охлаждением на воздухе, где d - наружный диаметр трубы, мм, t - толщина стенки трубы, мм. Обеспечивается повышение стойкости материала электросварных труб против водородного растрескивания при сохранении его прочности, вязкости и свариваемости. 2 н. и 6 з.п. ф-лы, 3 табл.
1. Способ производства электросварной трубы из низкоуглеродистой стали, стойкой против водородного растрескивания, содержащей, мас. %:
углерод 0,045÷0,060, марганец 0,50÷1,00, кремний 0,17÷0,40, хром 0,50÷1,00, медь не более 0,25, ниобий 0,020÷0,045, алюминий 0,01÷0,04, азот не более 0,008, серу не более 0,002, фосфор не более 0,010, кальций 0,001÷0,005 при выполнении условий:
Mn/Si>2,5,
Cr/Si=2,0÷3,5,
где Mn, Si и Cr означают содержание соответствующих химических элементов в стали, мас. %,
включающий:
- стадию изготовления материала трубы, включающую выплавку стали, ее внепечную обработку и разливку, последующую горячую прокатку полученного стального материала и охлаждение полученной горячекатаной стальной полосы,
- стадию изготовления трубы, включающую валковую формовку упомянутой горячекатаной стальной полосы в трубную заготовку, последующую сварку кромок сформованной трубной заготовки токами высокой частоты, локальную термическую обработку сварного соединения и объемную термическую обработку трубы, причем для изготовленной трубы выполнено соотношение d/t<30, где d - наружный диаметр трубы, мм, t - толщина стенки трубы, мм;
при этом на стадии изготовления материала трубы:
- осуществляют выпуск жидкой стали из сталеплавильного агрегата в сталеразливочный ковш при содержании в ней растворенного кислорода не более 1250 ppm;
- в процессе обработки стали на установке ковш-печь проводят присадку в ковш шлакообразующих материалов и ферросплавов с их порционной отдачей, причем количество шлакообразующих материалов в порции составляет не более 2,5 кг/т стали, а количество ферросплавов в порции - не более 1,5 кг/т стали;
- вакуумную обработку стали на установке вакуумной дегазации осуществляют в течение 15÷20 мин при давлении в камере менее 0,133 кПа;
- после проведения вакуумной обработки стали в нее вводят алюминий, затем кальций, а затем РЗМ, при этом алюминий вводят с расчетом получения его содержания в стали перед разливкой на машине непрерывного литья заготовок (МНЛЗ) 0,01÷0,04 мас. %, кальций в сталь вводят через 3÷5 мин после отдачи в ковш алюминия, причем скорость ввода кальция составляет 22÷26 кг/мин, а расход кальция - 200÷225 г/т стали, продувку стали после ввода в нее кальция осуществляют инертным газом при его расходе не более 150 л/мин, РЗМ в сталь вводят через 3÷5 мин после отдачи в ковш кальция, причем расход РЗМ составляет 7,5÷9,0 г/т стали, а продувку стали после ввода в нее РЗМ осуществляют инертным газом в течение 9÷14 мин при его расходе не более 100 л/мин;
а на стадии изготовления трубы:
- объемную термическую обработку трубы проводят посредством ее нагрева до температуры выше точки Ас3, закалкой и последующим отпуском.
2. Способ по п. 1, отличающийся тем, что обработку десульфурацией стали на установке ковш-печь проводят до содержания в стали серы не более 0,001 мас. %.
3. Способ по п. 1 или 2, отличающийся тем, что перед вакуумной обработкой стали обеспечивают содержание в ней алюминия не менее 0,04 мас. %.
4. Способ по любому из пп. 1-3, отличающийся тем, что длительность нахождения стали в ковше от выпуска плавки из сталеплавильного агрегата до начала разливки составляет не более 240 мин.
5. Способ производства электросварной трубы из низкоуглеродистой стали, стойкой против водородного растрескивания, содержащей, мас. %:
углерод 0,045÷0,060, марганец 0,50÷1,00, кремний 0,17÷0,40, хром 0,50÷1,00, медь не более 0,25, ниобий 0,020÷0,045, алюминий 0,01÷0,04, азот не более 0,008, серу не более 0,002, фосфор не более 0,010, кальций 0,001÷0,005 при выполнении условий:
Mn/Si>2,5,
Cr/Si=2,0÷3,5,
где Mn, Si и Cr означают содержание соответствующих химических элементов в стали, мас. %,
включающий:
- стадию изготовления материала трубы, включающую выплавку стали, ее внепечную обработку и разливку, последующую горячую прокатку полученного стального материала и охлаждение полученной горячекатаной стальной полосы,
- стадию изготовления трубы, включающую валковую формовку упомянутой горячекатаной стальной полосы в трубную заготовку, последующую сварку кромок сформованной трубной заготовки токами высокой частоты, локальную термическую обработку сварного соединения и объемную термическую обработку трубы, причем для изготовленной трубы выполнено соотношение d/t≥30, где d - наружный диаметр трубы, мм, t - толщина стенки трубы, мм;
при этом на стадии изготовления материала трубы:
- осуществляют выпуск жидкой стали из сталеплавильного агрегата в сталеразливочный ковш при содержании в ней растворенного кислорода не более 1250 ppm;
- в процессе обработки стали на установке ковш-печь проводят присадку в ковш шлакообразующих материалов и ферросплавов с их порционной отдачей, причем количество шлакообразующих материалов в порции составляет не более 2,5 кг/т стали, а количество ферросплавов в порции - не более 1,5 кг/т стали;
- вакуумную обработку стали на установке вакуумной дегазации осуществляют в течение 15÷20 мин при давлении в камере менее 0,133 кПа;
- после проведения вакуумной обработки стали в нее вводят алюминий, затем кальций, а затем РЗМ, при этом алюминий вводят с расчетом получения его содержания в стали перед разливкой на машине непрерывного литья заготовок (МНЛЗ) 0,01÷0,04 мас. %, кальций в сталь вводят через 3÷5 мин после отдачи в ковш алюминия, причем скорость ввода кальция составляет 22÷26 кг/мин, а расход кальция - 200÷225 г/т стали, продувку стали после ввода в нее кальция осуществляют инертным газом при его расходе не более 150 л/мин, РЗМ в сталь вводят через 3÷5 мин после отдачи в ковш кальция, причем расход РЗМ составляет 7,5÷9,0 г/т стали, а продувку стали после ввода в нее РЗМ осуществляют инертным газом в течение 9÷14 мин при его расходе не более 100 л/мин;
а на стадии изготовления трубы:
- объемную термическую обработку трубы проводят посредством ее нагрева до температуры ниже точки Ac1 с последующим охлаждением на воздухе.
6. Способ по п. 5, отличающийся тем, что обработку десульфурацией стали на установке ковш-печь проводят до содержания в стали серы не более 0,001 мас. %.
7. Способ по п. 5 или 6, отличающийся тем, что перед вакуумной обработкой стали обеспечивают содержание в ней алюминия не менее 0,04 мас. %.
8. Способ по любому из пп. 5-7, отличающийся тем, что длительность нахождения стали в ковше от выпуска плавки из сталеплавильного агрегата до начала разливки составляет не более 240 мин.

