Изобретение относится к машиностроению, а именно к обработке резанием, и может быть использовано при правке шлифовальных кругов.
Известен способ правки шлифовального круга, согласно которому правку осуществляют в несколько проходов, с сообщением шлифовальному кругу вращения, а правящему инструменту продольного перемещения вдоль образующей круга. После каждого продольного перемещения правящему инструменту сообщают поперечное перемещение, величину которого выбирают в зависимости от характера износа рабочей поверхности, при этом перед правкой на торцы круга наносят электропроводящие слои, а на черновом этапе осуществляют фиксацию момента касания правящим инструментом электропроводящего слоя на торце круга, имеющем наименьший износ диаметра, и прекращают черновой этап, при этом при фиксации момента касания электропроводящего слоя на торце круга, имеющем наибольший износ диаметра, этап черновой правки прекращают (Патент РФ №02160659, В24В 53/04, 2000).
Недостатком указанного способа является то, что при его реализации возникает необходимость специальной доработки шлифовального круга для нанесения электропроводящего слоя и встраивания датчиков и блока управления на правящем инструменте, что ограничивает универсальность способа. Помимо этого универсальность указанного способа ограничивается невысокой стабильностью результатов правки, повышенным износом правящего инструмента и расходом абразивного материала и, как следствие, уменьшением производительности и снижением качества правки шлифовального круга.
Наиболее близким по технической сущности и совокупности признаков является способ правки шлифовального круга, согласно которому правку осуществляют прямоугольной алмазной пластиной, перемещаемой вдоль образующей круга, причем пластину устанавливают длинной стороной вдоль образующей шлифовального круга и перемещают с подачей, выбранной из соотношения  ,
,
где S - продольная подача пластины на оборот шлифовального круга;
l - размер длинной стороны пластины, при этом отношение длинной стороны пластины к короткой выбирают в пределах 6-10 (авт. свид. SU 567594 A1, В24В 53/00, 02.09.1977).
Недостатком указанного способа является невысокая стабильность результатов правки, повышенный износ правящего инструмента и расход абразивного материала и, как следствие, уменьшение производительности и снижение качества правки шлифовального круга.
Технической задачей способа правки шлифовальных кругов является уменьшение расхода абразивного материала и износа поверхности правящего инструмента, увеличение производительности обработки при обеспечении заданного качества шлифованных деталей.
Указанная техническая задача при осуществлении изобретения достигается тем, что в процессе правки на рабочую поверхность вращающегося шлифовального круга воздействует правящий инструмент в виде токарного резца с прямоугольной алмазной пластиной, устанавливаемой с расположением длинной стороны поперечного сечения пластины перпендикулярно оси вращения шлифовального круга. Причем перед началом каждого рабочего хода правящий инструмент поворачивают с обеспечением положения короткой стороны прямоугольной алмазной пластины в поперечном сечении под углом 15-20° к направлению продольного перемещения правящего инструмента.
Угол поворота в 15-20° найден аналитически исходя из глубины слоя абразива, снимаемого при правке, величины продольной подачи на 1 оборот шлифовального круга и толщины пластины, то есть длины короткой стороны поперечного сечения пластины.
При таком способе правки шлифовальных кругов отсутствует необходимость специальной доработки шлифовального круга, уменьшается износ правящего инструмента и расход абразивного материала, обеспечивается повышение производительности, качества правки и стабильность ее результатов.
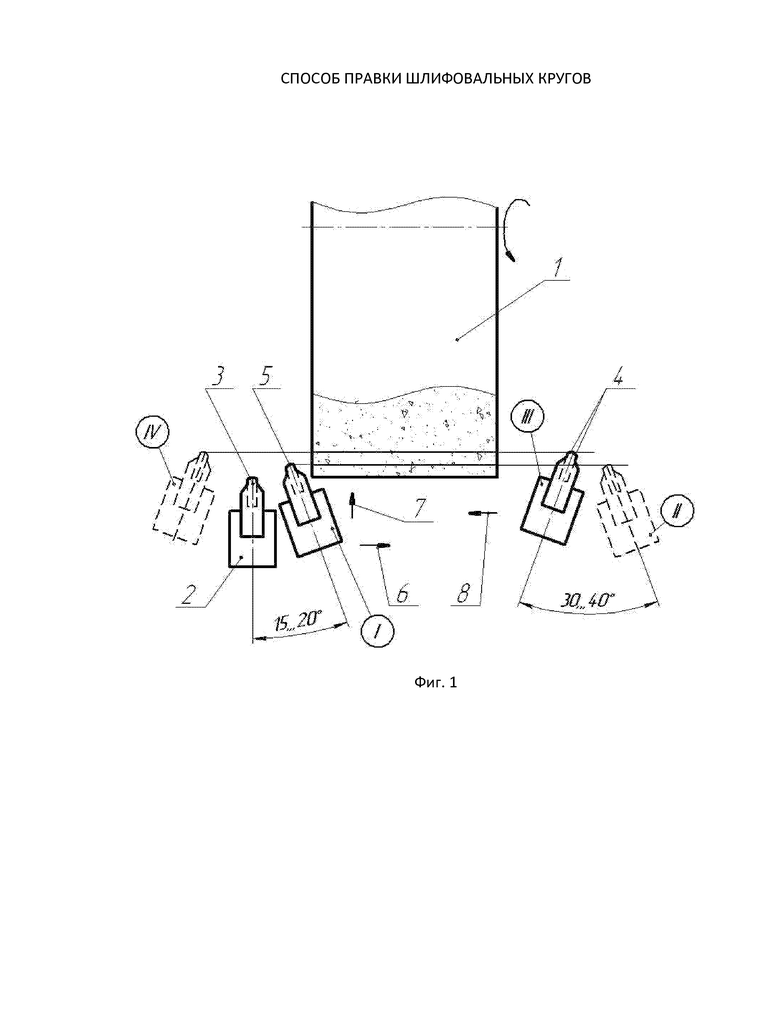
На фиг. 1 представлена схема движения токарного резца с прямоугольной алмазной пластиной в процессе правки шлифовального круга.
Шлифовальный круг 1 вращается, правящий инструмент 2 с прямоугольной алмазной пластиной 3 устанавливают так, чтобы в контакте с кругом 1 находилась одна из режущих кромок этой пластины 4 (положение I), для чего правящий инструмент 2 первоначально устанавливают, повернув на угол 15-20° относительно ребра 5. Затем правящий инструмент 2 перемещают по стрелке 6, снимают слой абразива и выводят за пределы поверхности круга (положение II). Здесь правящий инструмент 2 поворачивают на угол 15-20°, восстанавливая его первоначальную ориентацию относительно образующей поверхности абразивного круга, и еще на 15-20° для проведения повторного рабочего хода. Далее сообщают ему поперечную подачу по стрелке 7 (положение III), перемещают по стрелке 8 до выхода за пределы поверхности круга (положение IV). Таким образом, суммарный поворот правящего инструмента 2 в положении III составляет 30-40°. Аналогично в положении IV происходит поворот правящего инструмента на угол 30-40° относительно ребра 5 и поперечной подачи по стрелке 7. Правящий инструмент снова в исходном положении (положение I).
Способ правки шлифовальных кругов осуществляется следующим образом. Шлифовальный круг, подлежащий правке, устанавливается в шпиндельный узел станка. Правящий инструмент - токарный резец с прямоугольной алмазной пластиной - крепится в резцедержателе, установленном на суппорте станка. Шлифовальному кругу задают вращательное движение. Токарный резец перед началом каждого рабочего хода поворачивают с обеспечением положения короткой стороны прямоугольной алмазной пластины в поперечном сечении под углом 15-20° к направлению продольного перемещения правящего инструмента. При завершении правки получается требуемая поверхность шлифовального круга.
Применение предлагаемого способа правки шлифовальных кругов обеспечивает по сравнению с прототипом повышение режущей способности шлифовальных кругов на керамической связке примерно на 25-25%, позволяет заменить более дорогостоящие способы правки, использующие высококачественный алмазный инструмент; приводит к снижению затрат времени на установку, регулировку и замену правящего инструмента; позволяет уменьшить расход алмазного сырья. При этом интенсифицируется процесс удаления налипов металла с зерен круга и сокращается продолжительность очистки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРАВКИ ШЛИФОВАЛЬНОГО КРУГА | 2008 |
|
RU2400346C2 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО КРУГА | 2013 |
|
RU2538519C2 |
| СПОСОБ ПРАВКИ ШЛИФОВАЛЬНЫХ КРУГОВ | 1998 |
|
RU2160659C2 |
| СПОСОБ ФОРМООБРАЗУЮЩЕЙ ПРАВКИ ШЛИФОВАЛЬНОГО КРУГА АЛМАЗНЫМИ РОЛИКАМИ НА ШЛИФОВАЛЬНЫХ СТАНКАХ С АВТОМАТИЧЕСКИМ ЦИКЛОМ ОБРАБОТКИ | 2015 |
|
RU2619544C2 |
| Способ правки абразивного круга на металлической связке | 1979 |
|
SU882719A1 |
| ПРАВЯЩИЙ КАРАНДАШ | 2007 |
|
RU2341365C1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ШЛИФОВАЛЬНЫХ КРУГОВ НА ТОРЦЕШЛИФОВАЛЬНЫХ СТАНКАХ | 2006 |
|
RU2319598C2 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ (ВАРИАНТЫ) | 2007 |
|
RU2450905C2 |
| Способ правки шлифовальных кругов лезвийным инструментом | 1988 |
|
SU1627386A1 |
| ГОЛОВКА ДЛЯ ШЛИФОВАНИЯ ЭЛЛИПТИЧЕСКИХ ПОВЕРХНОСТЕЙ ВАЛОВ | 2002 |
|
RU2211133C1 |
Изобретение относится к машиностроению и может быть использовано при правке шлифовальных кругов. Способ включает проведение правки в несколько рабочих проходов и сообщение шлифовальному кругу вращения, а правящему инструменту продольного перемещения вдоль образующей шлифовального круга. Используют правящий инструмент в виде токарного резца с прямоугольной алмазной пластиной, который устанавливают с расположением длинной стороны пластины в ее поперечном сечении перпендикулярно оси вращения шлифовального круга. Перед началом каждого рабочего хода правящий инструмент поворачивают с обеспечением положения короткой стороны упомянутой пластины в поперечном сечении под углом 15-20° к направлению продольного перемещения правящего инструмента. В результате упрощается процесс правки шлифовального круга, уменьшается расход абразивного материала и износ поверхности правящего инструмента, а также повышаются производительность и качество шлифования. 1 ил.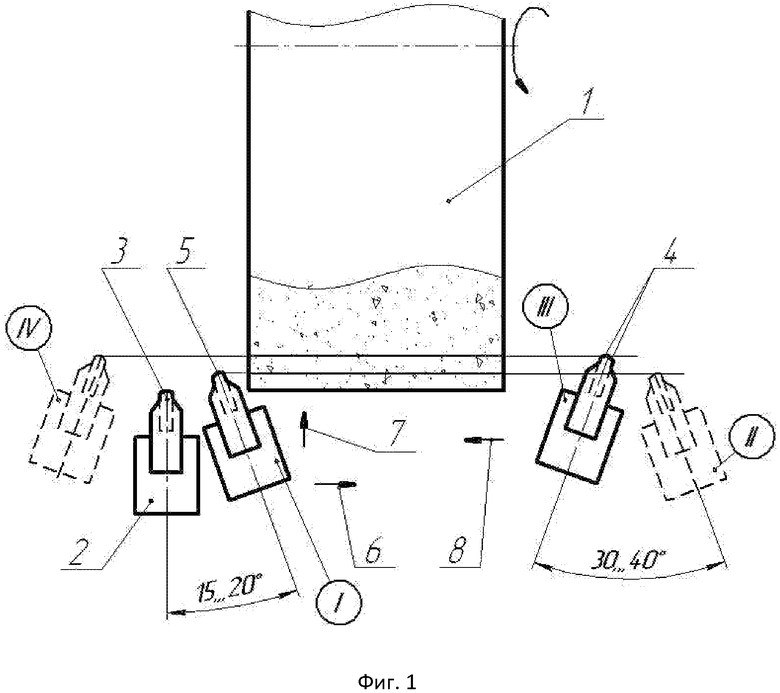
Способ правки шлифовальных кругов, включающий проведение правки в несколько рабочих проходов и сообщение шлифовальному кругу вращения, а правящему инструменту продольного перемещения вдоль образующей шлифовального круга, причем используют правящий инструмент в виде токарного резца с прямоугольной алмазной пластиной, отличающийся тем, что правящий инструмент устанавливают с расположением длинной стороны упомянутой пластины в ее поперечном сечении перпендикулярно оси вращения шлифовального круга, а перед началом каждого рабочего хода правящий инструмент поворачивают с обеспечением положения короткой стороны упомянутой пластины в поперечном сечении под углом 15-20° к направлению продольного перемещения правящего инструмента.
| Сособ правки шлифовальных кругов | 1973 |
|
SU567594A1 |
| СПОСОБ ПРАВКИ ШЛИФОВАЛЬНЫХ КРУГОВ | 1998 |
|
RU2160659C2 |
| SU 1514590 A1, 15.10.1989 | |||
| US 4866887 A, 19.09.1989. | |||

