00
с
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШЛИФОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2010 |
|
RU2432239C1 |
| Способ правки абразивного круга на металлической связке | 1979 |
|
SU882719A1 |
| Способ правки шлифовальных кругов | 2016 |
|
RU2655424C1 |
| Способ электрофизикохимической правки алмазных кругов | 1984 |
|
SU1255326A1 |
| СПОСОБ ПРАВКИ ЕДИНИЧНЫМ АЛМАЗОМ ШИРОКОГО ВЕДУЩЕГО КРУГА БЕСЦЕНТРОВОГО КРУГЛОШЛИФОВАЛЬНОГО СТАНКА ДЛЯ ОБРАБОТКИ ИЗДЕЛИЙ "НАПРОХОД" | 2003 |
|
RU2231436C2 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 1989 |
|
SU1839393A1 |
| СПОСОБ ПРАВКИ ШЛИФОВАЛЬНОГО КРУГА | 2006 |
|
RU2317188C2 |
| Способ профилирования шлифовального круга | 1989 |
|
SU1773705A1 |
| СПОСОБ СНЯТИЯ ЗАУСЕНЦЕВ И ФАСОК НА ТОРЦАХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС БОЛЬШИХ ТИПОРАЗМЕРОВ НА УНИВЕРСАЛЬНЫХ ТОКАРНО-КАРУСЕЛЬНЫХ СТАНКАХ | 2009 |
|
RU2410209C1 |
| Способ комбинированной правки абразивных кругов и устройство для его осуществления | 1986 |
|
SU1355393A1 |
Изобретение относится к машиностроению, а именно к производству и эксплуата- Lpin шлифовальных инструментов и может быть использовано для их правки. Цель изобретения - повышение производительности правки шлифовальных инструментов. Правимому инструменту, например шлифовальному алмазному кругу, сообщают главное движение резания - вращение вокруг оси, а правящем лезвийному инструменту помимо движений подачи врезания и при необходимости подачи формообразования сообщают дополнительное движение, обеспечивающее перемещение режущей кромки. Наличие последнего движения интенсифицирует процесс разрушения абразивных зерен и перерезания их связки вследствие проскальзывания режущей кромки по поверхности круга. 1 ил.
Изобретение относится к машиностроению, а именно к производству и эксплуатации шлифовальных инструментов, и может быть использовано для их правки.
Целью изобретения является повышение производительности правки шлифовальных кругов.
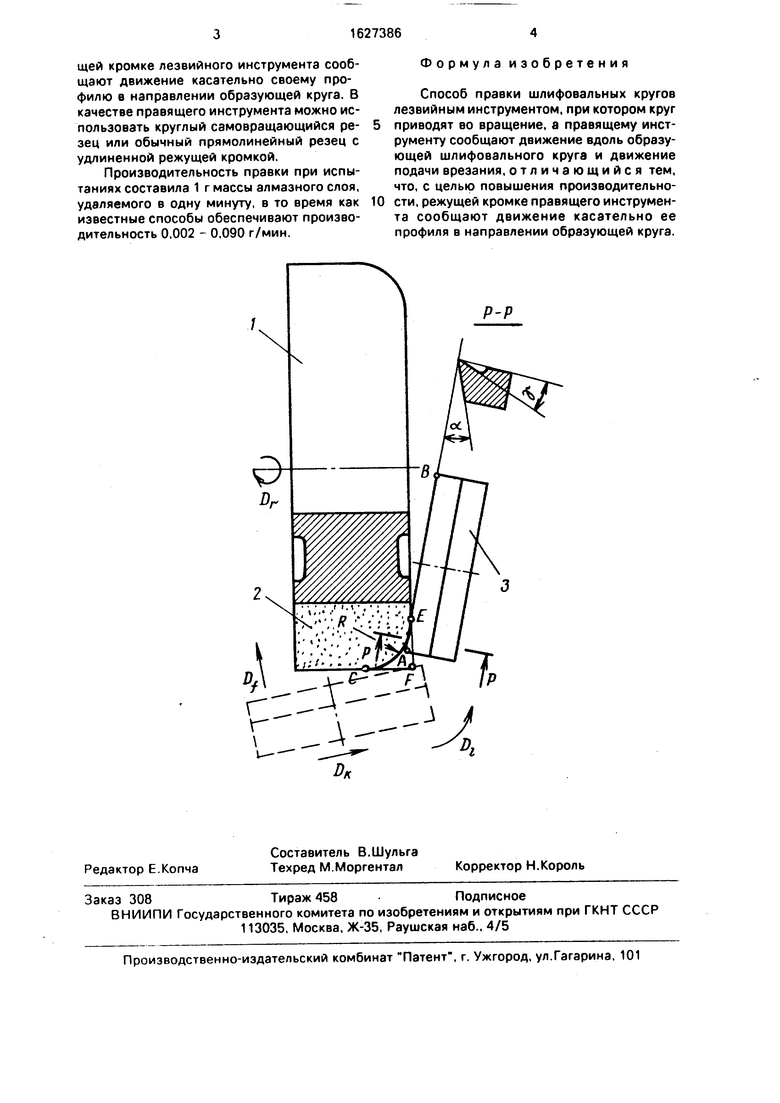
На чертеже показана установка, реализующая предлагаемый способ правки круга.
Для осуществления правки кругу 1 с алмазоносным слоем 2 сообщают главное дви- жение резания Dr, а лезвийному инструменту 3 - движение DI подачи формообразования, движение Dfподачи врезания и движение Dk режущей кромки касательно своему профилю в направлении образующей круга. При наличии этих движений с алмазного круга будет удален припуск, имеющий поперечное сечение СЕР,
Дополнительное движение обеспечивает перемещение режущей кромки касательно своему профилю в направлении
образующей круга и создает проскальзывание режущей поверхности инструмента и контактирующей с ней поверхности правимого инструмента. При правке одновременно происходит разрушение и выламывание зерен, их сдвиг, выкручивание и перерезание связки, что интенсифицирует процесс правки.
Предлагаемый способ осуществляют следующим образом.
Производят обработку фаски с радиусом R на алмазоносном слое 2 шлифовального круга 1. Устанавливают шлифовальный круг на оправку в патрон токарного станка и сообщают кругу вращательное движение. Правящему лезвяйному инструменту 3 - резцу - сообщают движение врезания, направленное перпендикулярно обрабатываемой поверхности, движение подачи формообразования, направленное вдоль или касательно образующей обрабатываемой поверхности, и дополнительно режуо ю VJ со
00
о
щей кромке лезвийного инструмента сообщают движение касательно своему профилю в направлении образующей круга. В качестве правящего инструмента можно использовать круглый самовращающийся резец или обычный прямолинейный резец с удлиненной режущей кромкой.
Производительность правки при испытаниях составила 1 г массы алмазного слоя, удаляемого в одну минуту, в то время как известные способы обеспечивают производительность 0,002 - 0,090 г/мин.
Формула изобретения
Способ правки шлифовальных кругов лезвийным инструментом, при котором круг приводят во вращение, а правящему инструменту сообщают движение вдоль образующей шлифовального круга и движение подачи врезания, отличающийся тем, что, с целью повышения производительности, режущей кромке правящего инструмента сообщают движение касательно ее профиля в направлении образующей круга.
Р-Р
| Романов В.Ф., Авакян В.В | |||
| Технология алмазной правки шлифовальных кругов | |||
| М.: Машиностроение, 1980, с | |||
| Прибор для массовой выработки лекал | 1921 |
|
SU118A1 |
