Изобретение относится к машиностроению, а именно к устройствам осевой фиксации деталей в отверстиях.
Из литературы (П.И. Орлов. «Основы конструирования». Справочно-методическое пособие. – М.: Машиностроение, 1988 г.) [1], книга 1, стр. 367, известно стопорное устройство, включающее фиксатор, размещенный в канавках, выполненных на наружной цилиндрической поверхности охватываемой детали и на внутренней цилиндрической поверхности охватывающей детали.
Недостатком указанного устройства является малая стойкость стопорного устройства к ударным осевым нагрузкам и вибрации, т.к. для демонтажа проволочного фиксатора канавка должна быть неглубокой, а фиксатор должен быть гибким.
Известен способ стопорения, описанный в [1], книга 2, стр. 480, включающий заведение проволочного фиксатора в корпус до попадания в канавку.
Недостатком указанного способа является необходимость специальной оснастки для монтажа стопорного кольца.
Наиболее близким к предложенному устройству – прототипом, является устройство, описанное в «Стопорные резьбовые соединения» / http//www.khdi.edu/uploads/literature/ [2], стр. 6-7, включающее проволочный фиксатор с отогнутым концом, размещенный в канавке, выполненной на внутренней цилиндрической поверхности охватывающей детали, снабженной одним радиальным овальным отверстием в плоскости указанной канавки.
Недостатком указанного устройства является недостаточная надежность из-за малой стойкости стопорного устройства к ударным осевым нагрузкам и вибрации.
Наиболее близким к предложенному способу – прототипом, является способ осевой фиксации, описанный в [2], стр. 6-7, включающий отгибание конца проволочного фиксатора, заведение отогнутого конца проволочного фиксатора в радиальное отверстие охватывающей детали, размещение проволочного фиксатора в канавке охватывающей детали.
Недостатком указанного способа является трудоемкость, вызванная необходимостью оснастки для изгибания проволоки в кольцо, термообработки для фиксации изогнутого состояния и сохранения пружинящих свойств.
Известен способ расфиксации стопорного устройства, [1], книга 1, стр. 349, включающий сдвиг кольца вручную в осевом направлении.
Недостатком указанного способа является нетехнологичность.
Наиболее близким к предложенному способу - прототипом является способ, описанный в [1], книга 2, стр. 481, включающий отгибание конца проволочного фиксатора и отжим проволочного фиксатора инструментом с клинообразным концом через радиальное отверстие охватывающей детали.
Недостатком способа является невозможность расфиксации коаксиальных деталей.
Техническим результатом изобретения является повышение надежности устройства осевой фиксации путем обеспечения стойкости проволочного фиксатора к вибрации и ударным осевым нагрузкам, а также снижение трудоемкости фиксации и повышение технологичности расфиксации.
Технический результат достигается тем, что в устройстве осевой фиксации коаксиальных деталей, включающем проволочный фиксатор с отогнутым концом, размещенный в канавке радиуса r, выполненной на внутренней цилиндрической поверхности охватывающей детали, снабженной одним радиальным овальным отверстием шириной 2r и длиной L, в плоскости указанной канавки, в отличие от прототипа в нем на наружной цилиндрической поверхности охватываемой детали выполнена канавка радиуса r, отогнутый конец проволочного фиксатора установлен во втором радиальном отверстии диаметром 2r, выполненном в охватываемой детали в плоскости ее канавки, причем длина H проволочного фиксатора определяется формулой:
 ,
,
где H - длина проволочного фиксатора;
D - диаметр сопрягаемых цилиндрических поверхностей охватывающей и охватываемой деталей;
L - длина радиального овального отверстия охватывающей детали;
а глубина h радиального овального отверстия охватывающей детали определяется формулой:
 ,
,
где h - глубина радиального овального отверстия охватывающей детали;
L - длина радиального овального отверстия охватывающей детали;
k - коэффициент трения материала проволочного фиксатора о материал охватывающей детали.
Технический результат достигается тем, что в предложенном способе фиксации коаксиальных деталей, включающем отгибание конца проволочного фиксатора, заведение отогнутого конца проволочного фиксатора в радиальное овальное отверстие охватывающей детали, размещение проволочного фиксатора в канавке охватывающей детали, в отличие от прототипа в нем совмещают радиальное отверстие охватываемой детали с радиальным овальным отверстием охватывающей детали, отогнутый конец проволочного фиксатора заводят в указанное радиальное отверстие охватываемой детали через радиальное овальное отверстие охватывающей детали, затем производят взаимный окружной проворот охватываемой и охватывающей деталей относительно друг друга до полного размещения свободного неотогнутого конца проволочного фиксатора в канавке за пределами радиального овального отверстия охватывающей детали.
Технический результат достигается тем, что в предложенном способе расфиксации коаксиальных деталей, включающем отгибание конца проволочного фиксатора и отжим проволочного фиксатора инструментом с клинообразным концом через радиальное овальное отверстие охватывающей детали, в отличие от прототипа в нем охватываемую деталь проворачивают относительно охватывающей детали до появления свободного неотогнутого конца проволочного фиксатора в радиальном овальном отверстии охватывающей детали, поддевают указанный конец инструментом с клинообразным концом, причем отжим осуществляют в сторону охватывающей детали, выводят конец за радиальное овальное отверстие охватывающей детали и продолжают взаимный проворот до появления радиального отверстия охватываемой детали в радиальном овальном отверстии охватывающей детали, после чего извлекают отогнутый конец проволочного фиксатора из радиального отверстия охватываемой детали.
Выполнение отличительных признаков устройства и способов позволяет легко с малой трудоемкостью выполнять фиксацию и расфиксацию коаксиальных деталей, а также предохраняет проволочный фиксатор от самопроизвольного смещения из канавки при воздействии осевых нагрузок и вибрации, что повышает надежность устройства.
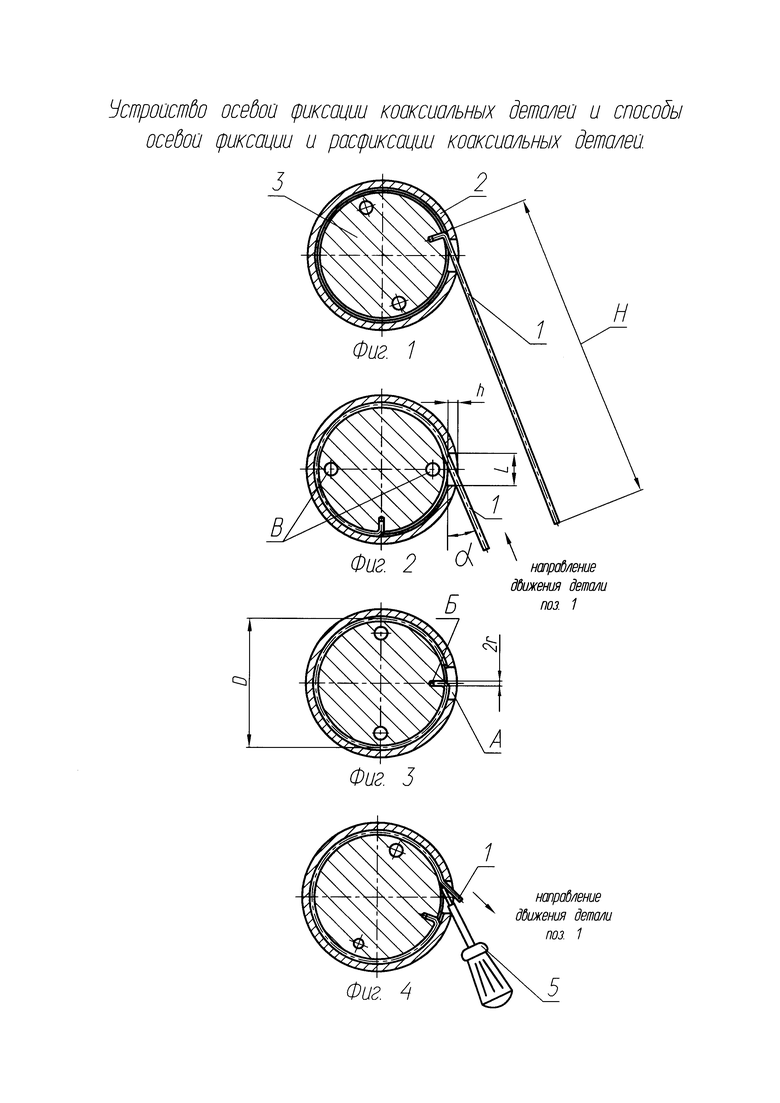
Выполнение указанных устройства и способа иллюстрируется с помощью графических материалов. На фиг. 1 представлено устройство осевой фиксации коаксиальных деталей в разрезе до заведения проволочного фиксатора в канавку, на фиг. 2 представлено устройство в промежуточном положении при неполном взаимном провороте коаксиальных деталей, на фиг. 3 представлено устройство в зафиксированном положении, на фиг. 4 представлено устройство в процессе расфиксации после отжима конца проволочного фиксатора.
Устройство осевой фиксации коаксиальных деталей включает проволочный фиксатор 1, охватывающую деталь 2, в которой на внутренней цилиндрической поверхности выполнена канавка радиуса r, и радиальное овальное отверстие A, шириной 2r и длиной L, в ее плоскости, а также охватываемую деталь 3 с канавкой радиуса r, выполненной на наружной цилиндрической поверхности охватываемой детали, и радиальным отверстием Б диаметром 2r, выполненном в плоскости ее канавки. Один конец проволочного фиксатора 1 выполнен отогнутым, длина отогнутого конца соответствует глубине отверстия Б. Рекомендуемая величина r соответствует 0,55 диаметра проволочного фиксатора.
Способ фиксации коаксиальных деталей заключается в следующем: отгибают конец проволочного фиксатора 1. Совмещают радиальное отверстие Б диаметром 2r детали 3, глубина которого соответствует длине отогнутого конца проволочного фиксатора 1, выполненное на наружной цилиндрической поверхности охватываемой детали 3 в плоскости ее канавки, с радиальным овальным отверстием А детали 2, отогнутый конец проволочного фиксатора 1 заводят в указанное радиальное отверстие Б через радиальное овальное отверстие А охватывающей детали 2. Затем производят взаимный окружной проворот деталей 2 и 3 друг относительно друга, например за отверстия В, до полного размещения свободного неотогнутого конца проволочного фиксатора 1 в канавке за пределами радиального овального отверстия А детали 2.
Способ расфиксации коаксиальных деталей заключается в следующем: охватываемую деталь 3 проворачивают относительно охватывающей детали 2 до появления свободного неотогнутого конца проволочного фиксатора 1 в радиальном овальном отверстии А, выполненном в плоскости канавки охватывающей детали 2, поддевают указанный конец инструментом с клинообразным концом, например отверткой 5, причем отжим осуществляют в сторону охватывающей детали 2, выводят конец проволочного фиксатора 1 за радиальное овальное отверстие А охватывающей детали 2 и продолжают взаимный проворот деталей 2 и 3 до появления радиального отверстия Б детали 3 в радиальном овальном отверстии А детали 2, после чего извлекают отогнутый конец проволочного фиксатора 1 из радиального отверстия детали 3.
Для того чтобы проволочный фиксатор 1 полностью разместился в канавках деталей 2 и 3, его длина должна быть не более πD, где D - диаметр сопрягаемых цилиндрических поверхностей указанных деталей. Для того чтобы поддеть конец проволочного фиксатора инструментом с клинообразным концом, например отверткой 5, необходимо, чтобы от проволочного фиксатора было свободно 0,5 L, где L - длина отверстия А, следовательно, длина Н проволочного фиксатора определяется формулой:
При расфиксации стопорного устройства, окружная сила, приложенная к детали 3, будет раскладываться на силу, действующую в направлении движения проволочного фиксатора 1, которая будет составлять:  , и силу давления детали 2 на проволочный фиксатор 1, которая будет составлять
, и силу давления детали 2 на проволочный фиксатор 1, которая будет составлять  где М - момент, действующий на деталь 3, D - диаметр сопрягаемых цилиндрических поверхностей указанных деталей 2 и 3, α - угол наклона проволочного фиксатора 1 к детали 2 при опоре фиксатора на нее (см. фиг. 2). Для того чтобы не происходило заклинивание проволочного фиксатора 1, сила трения между проволочным фиксатором 1 деталью 2 должна быть меньше силы давления детали 2 на проволочный фиксатор 1, т.е. должно выдерживаться соотношение:
где М - момент, действующий на деталь 3, D - диаметр сопрягаемых цилиндрических поверхностей указанных деталей 2 и 3, α - угол наклона проволочного фиксатора 1 к детали 2 при опоре фиксатора на нее (см. фиг. 2). Для того чтобы не происходило заклинивание проволочного фиксатора 1, сила трения между проволочным фиксатором 1 деталью 2 должна быть меньше силы давления детали 2 на проволочный фиксатор 1, т.е. должно выдерживаться соотношение:  или
или
 , где α - угол наклона проволочного фиксатора 1 к детали 2 при опоре фиксатора на нее;
, где α - угол наклона проволочного фиксатора 1 к детали 2 при опоре фиксатора на нее;
 - коэффициент трения материала проволочного фиксатора 1 о материал охватывающей детали 2.
- коэффициент трения материала проволочного фиксатора 1 о материал охватывающей детали 2.
 , откуда
, откуда  или
или  , где
, где
h - глубина радиального овального отверстия А;
L - длина радиального овального отверстия А;
k - коэффициент трения материала проволочного фиксатора 1 о материал охватывающей детали 2.
Выполнение отличительных признаков устройства и способов позволяет легко, с малой трудоемкостью выполнять фиксацию и расфиксацию коаксиальных деталей, а также предохраняет проволочный фиксатор от самопроизвольного смещения из канавки при воздействии осевых нагрузок и вибрации, что повышает надежность устройства.
Литература:
1. П.И. Орлов. Основы конструирования. Справочно-методическое пособие. - М.: Машиностроение, 1988 г.
2. Стопорные резьбовые соединения. /http//www.khdi.edu/uploads/literature/ - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для осевой фиксации деталей | 1988 |
|
SU1590721A1 |
| Устройство осевой фиксации деталей | 1990 |
|
SU1737172A1 |
| Узел осевой фиксации двух деталей | 1981 |
|
SU1040240A1 |
| Устройство для осевой фиксации детали, установленной на валу | 1980 |
|
SU941719A1 |
| УСТРОЙСТВО ДЛЯ ОСЕВОЙ ФИКСАЦИИ | 1991 |
|
RU2021549C1 |
| Устройство для осевой фиксации | 1990 |
|
SU1796785A1 |
| Устройство А.П.Филимонова для осевой фиксации валика | 1979 |
|
SU868151A2 |
| Стопорное устройство | 1987 |
|
SU1427091A1 |
| РАБОЧЕЕ КОЛЕСО ОСЕВОЙ ТУРБОМАШИНЫ | 2002 |
|
RU2241834C2 |
| Устройство для осевой фиксации валика а.п.филимонова | 1975 |
|
SU567861A1 |
Изобретение относится к машиностроению, а именно к устройствам осевой фиксации деталей в отверстиях. Техническим результатом изобретения является повышение надежности устройства осевой фиксации путем обеспечения стойкости проволочного фиксатора к вибрации и ударным осевым нагрузкам, а также снижение трудоемкости фиксации и повышение технологичности расфиксации. Устройство осевой фиксации коаксиальных деталей включает проволочный фиксатор с отогнутым концом, размещенный в канавке радиуса r, выполненной на внутренней цилиндрической поверхности охватывающей детали, снабженной одним радиальным овальным отверстием шириной 2r и длиной L, в плоскости указанной канавки. В нем на наружной цилиндрической поверхности охватываемой детали выполнена канавка радиуса r, отогнутый конец проволочного фиксатора установлен во втором радиальном отверстии диаметром 2r, выполненном в охватываемой детали в плоскости ее канавки, причем длина Н проволочного фиксатора определяется формулой: , где H - длина проволочного фиксатора; D - диаметр сопрягаемых цилиндрических поверхностей охватывающей и охватываемой деталей; L - длина радиального овального отверстия охватывающей детали; а глубина h радиального овального отверстия охватывающей детали определяется формулой:
, где H - длина проволочного фиксатора; D - диаметр сопрягаемых цилиндрических поверхностей охватывающей и охватываемой деталей; L - длина радиального овального отверстия охватывающей детали; а глубина h радиального овального отверстия охватывающей детали определяется формулой: , где h - глубина радиального овального отверстия охватывающей детали; L - длина радиального овального отверстия охватывающей детали; k - коэффициент трения материала проволочного фиксатора о материал охватывающей детали. 3 н.п. ф-лы, 4 ил.
, где h - глубина радиального овального отверстия охватывающей детали; L - длина радиального овального отверстия охватывающей детали; k - коэффициент трения материала проволочного фиксатора о материал охватывающей детали. 3 н.п. ф-лы, 4 ил.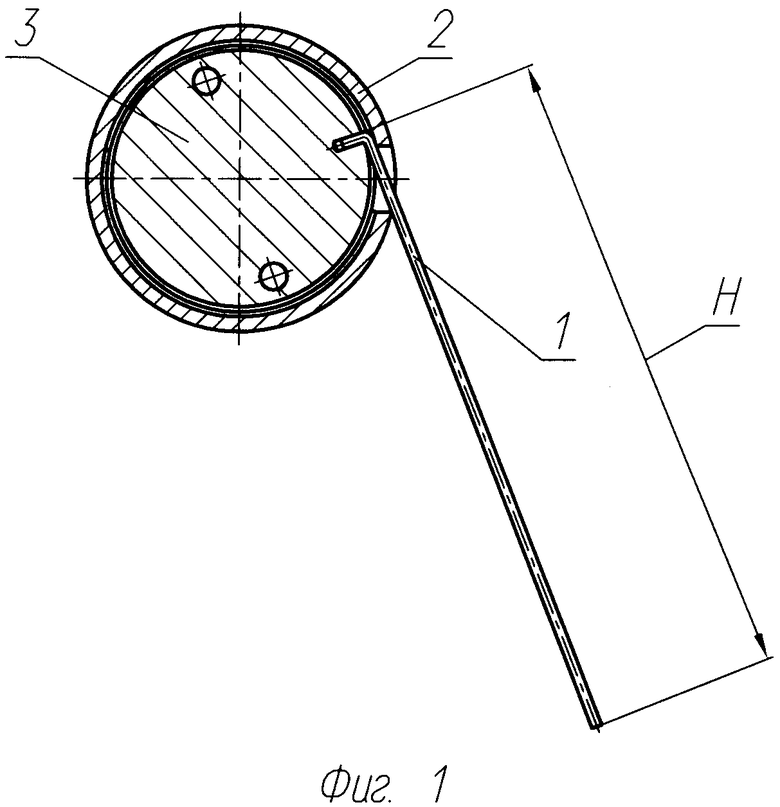
1. Устройство осевой фиксации коаксиальных деталей, включающее проволочный фиксатор с отогнутым концом, размещенный в канавке радиуса r, выполненной на внутренней цилиндрической поверхности охватывающей детали, снабженной одним радиальным овальным отверстием шириной 2r и длиной L, в плоскости указанной канавки, отличающееся тем, что на наружной цилиндрической поверхности охватываемой детали выполнена канавка радиуса r, отогнутый конец проволочного фиксатора установлен во втором радиальном отверстии диаметром 2r, выполненном в охватываемой детали в плоскости ее канавки, причем длина Н проволочного фиксатора определяется формулой:
Н≤πD-0,5L,
где Н - длина проволочного фиксатора;
D - диаметр сопрягаемых цилиндрических поверхностей охватывающей и охватываемой деталей;
L - длина радиального овального отверстия охватывающей детали;
а глубина h радиального овального отверстия охватывающей детали определяется формулой:
 ,
,
где h - глубина радиального овального отверстия охватывающей детали;
L - длина радиального овального отверстия охватывающей детали;
k - коэффициент трения материала проволочного фиксатора о материал охватывающей детали.
2. Способ осевой фиксации коаксиальных деталей, включающий отгибание конца проволочного фиксатора, заведение отогнутого конца проволочного фиксатора в радиальное овальное отверстие охватывающей детали, размещение проволочного фиксатора в канавке охватывающей детали, отличающийся тем, что совмещают радиальное отверстие охватываемой детали с радиальным овальным отверстием охватывающей детали, отогнутый конец проволочного фиксатора заводят в указанное радиальное отверстие охватываемой детали через радиальное овальное отверстие охватывающей детали, затем производят взаимный окружной проворот охватываемой и охватывающей деталей относительно друг друга до полного размещения свободного неотогнутого конца проволочного фиксатора в канавке за пределами радиального овального отверстия охватывающей детали.
3. Способ расфиксации коаксиальных деталей, включающий отгибание конца проволочного фиксатора и отжим проволочного фиксатора инструментом с клинообразным концом через радиальное овальное отверстие охватывающей детали, отличающийся тем, что охватываемую деталь проворачивают относительно охватывающей детали до появления свободного неотогнутого конца проволочного фиксатора в радиальном овальном отверстии охватывающей детали, поддевают указанный конец инструментом с клинообразным концом, причем отжим осуществляют в сторону охватывающей детали, выводят конец за радиальное овальное отверстие охватывающей детали и продолжают взаимный проворот до появления радиального отверстия охватываемой детали в радиальном овальном отверстии охватывающей детали, после чего извлекают отогнутый конец проволочного фиксатора из радиального отверстия охватываемой детали.
| СОЕДИНЕНИЕ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2011 |
|
RU2447332C1 |
| СТОПОРНОЕ СОЕДИНЕНИЕ И СПОСОБ ВЫПОЛНЕНИЯ СТОПОРНОГО СОЕДИНЕНИЯ | 2009 |
|
RU2408800C1 |
| ЗАМКОВОЕ УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ЦИЛИНДРОВ | 1972 |
|
SU434216A1 |
| DE 102004008769 B3, 16.06.2005 | |||
| Аппарат для гидравлической класси-фиКАции ТОНКОдиСпЕРСНыХ МАТЕРиАлОВ | 1978 |
|
SU814465A1 |

