Изобретение относится к химической промышленности, в частности к установкам для изготовления листового композиционного теплораспределяющего материала па основе природного графита, который может быть использован в энергосберегающих системах для отвода и распределения тепла от трубчатых меандров радиантных потолочных панелей систем отопления и кондиционирования помещений.
Листовой композиционный теплораспределяющий материал представляет собой композиционный графитометаллический материал, который изготавливается посредством совместной прокатки графитового листа (листа из терморасширенного графита, который является низкоплотным продуктом термолиза интрекалированных соединений графита, спрессованных без применения связующего) с армирующим слоем из металлического листа (например, из коррозионностойкой нержавеющей стали), соединение между которыми обеспечивается за счет нанесения клеящего состава. При этом использование графита позволяет снизить вес композиционного материала и увеличить удельную теплопроводность материала в целом.
Известна установка для изготовления листового композиционного материала, содержащая последовательно расположенные устройство размотки металлического материала, устройство термообработки и прокатную клеть (US 2001045261, В32B 15/04, 29.11.2001). Данная установка принята в качестве прототипа.
Недостатком описанной выше установки является недостаточная прочность изготавливаемого на ней листового композиционного теплораспределяющего материала.
Технический результат изобретения обеспечивается за счет устранения указанного выше недостатка.
Технический результат достигается тем, что установка для изготовления листового композиционного теплораспределяющего материала содержит последовательно расположенные устройство размотки металлического материала, перфорационный пресс с протягивающими роликами, гильотинные ножницы, контейнер для металлических листов, контейнер для графитовых листов, конвейер для подачи заготовок композиционного материала, устройство термообработки, прокатную клеть, узел обрезки кромок, конвейер для перемещения готового листового композиционного теплораспределяющего материала к транспортной таре, а также узел очистки газовоздушной смеси, при этом над контейнером для металлических листов, контейнером для графитовых листов и конвейером для подачи заготовок композиционного материала смонтирован с возможностью возвратно-поступательного перемещения вдоль направления подачи металлических и графитовых листов манипулятор, имеющий раму с вакуумными присосками, смонтированную с возможностью вертикального возвратно-поступательного перемещения, над конвейером для подачи заготовок размещен с возможностью перемещения вдоль направления подачи металлических и графитовых листов манипулятор с головкой для нанесения клеящего состава, расположенной с возможностью перемещения поперек направления подачи металлических и графитовых листов.
Такое выполнение установки позволяет повысить прочностные характеристики готового листового композиционного теплораспределяющего материала в результате улучшения сцепления слоев графитового материала с металлическим материалом из-за осуществления перфорации металлического листа. К тому же описанная выше установка позволяет получить готовый листовой материал, который без дополнительной обработки в дальнейшем может быть использован для отвода и распределения тепла от трубчатых меандров радиантных потолочных при изготовлении панелей систем отопления и кондиционирования помещений.
Вышеизложенные особенности и преимущества изобретения будут понятны из последующего описания предпочтительного примера осуществления установки для изготовления листового композиционного теплораспределяющего материала со ссылками на прилагаемую фигуру, на которой изображена схема установки для изготовления листового композиционного теплораспределяющего материала в соответствии с настоящим изобретением.
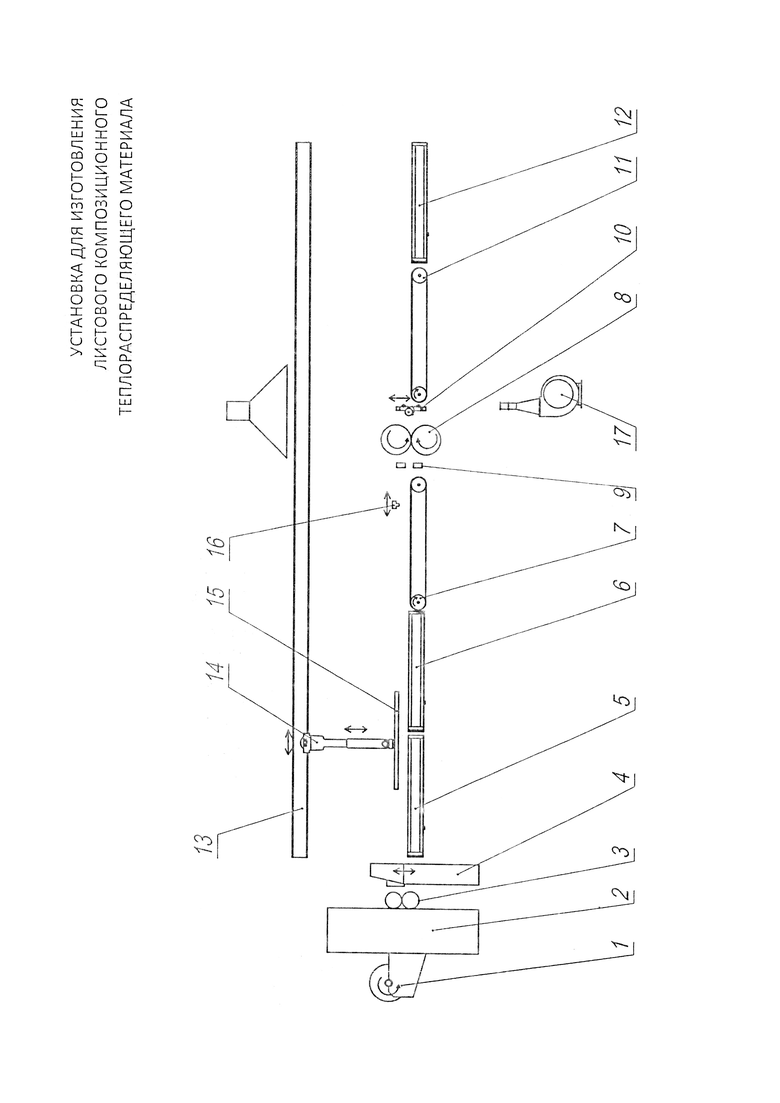
Установка для изготовления листового композиционного теплораспределяющего материала содержит последовательно установленные устройство 1 размотки металлического материала, перфорационный пресс 2 с протягивающими роликами 3, гильотинные ножницы 4, контейнер 5 для металлических листов, контейнер 6 для графитовых листов, конвейер 7 для подачи заготовок композиционного материала.
За конвейером 7 для подачи заготовок композиционного материала расположена прокатная клеть 8, в которой предусмотрена возможность регулирования расстояния между валками. Непосредственно перед прокатной клетью смонтировано устройство 9 термообработки, например, в виде инфракрасных ламп.
За прокатной клетью 8 смонтирован узел 10 обрезки кромок в виде дисковых ножей и конвейер 11 для перемещения готового листового композиционного теплораспределяющего материала к транспортной таре 12.
Над контейнером 5 для металлических листов, контейнером 6 для графитовых листов и конвейером 7 для подачи заготовок композиционного материала смонтирован монорельс 13, на котором размещен манипулятор 14 с возможностью перемещения по нему, т.е. с возможностью возвратно-поступательного перемещения вдоль направления подачи металлических и графитовых листов. Манипулятор 14 содержит раму 15 с вакуумными присосками, которая имеет возможность возвратно-поступательного перемещения в вертикальном направлении.
Над конвейером 7 для подачи заготовок размещен манипулятор 16 с головкой для нанесения клеящего состава. При этом манипулятор 16 имеет возможность перемещения вдоль направления подачи металлических и графитовых листов, а головка для нанесения клеящего состава расположена на манипуляторе с возможностью перемещения поперек направления подачи металлических и графитовых листов.
Установка для изготовления листового композиционного теплораспределяющего материала также содержит узел 17 очистки газовоздушной смеси, например, в виде вытяжной вентиляции с установленным фильтром грубых частиц, предназначенный для очистки (снижения концентрации вредных компонентов) газовоздушной смеси до состояния, позволяющего ее сброс в атмосферу без нарушения санитарных норм.
Установка для изготовления листового композиционного теплораспределяющего материала работает следующим образом.
Сырьем для получения листового композиционного теплораспределяющего материала служат графитовые листы (в качестве основы), металлический материал и связующее.
Графитовые листы получены посредством прокатки продуктов термолиза интеркалированных соединений графита (терморасширенного графита).
Металлический материал используют в виде рулонного материала из нержавеющей стали. Армирование металлическим материалом необходимо для повышения прочности получаемого листового композиционного теплораспределяющего материала. В технологическом процессе предполагается использовать перфорированные стальные листы.
В качестве клеящего состава для склеивания графитового и металлического листов использована акриловая дисперсия, т.к. она имеет низкую динамическую вязкость при комнатной температуре, которая остается неизменной в течение длительного времени. При этом при нанесении на графитовый лист и на металлический лист капли акриловой дисперсии растекаются, образуя тонкий слой, что позволяет наносить небольшое количество клеящего состава капельным способом. Данное связующее не требует наличия узла смешения смолы и отвердителя непосредственно перед нанесением (по сравнению с эпоксидной смолой, где смесь смолы и отвердителя должна находиться в узле не более 30 минут ввиду возрастающей вязкости). Акриловая дисперсия МБМ-5С имеет лучшие эксплуатационные характеристики, такие как стабильность во времени и адгезионная прочность.
Для нанесения клеящего состава был выбран капельный способ с использованием одноканальной механической головки с дозатором переменного объема, позволяющей равномерно наносить минимальные количества клеящего состава. Такой выбор был сделан в связи с тем, что поскольку графит имеет слоистую структуру, возможно дополнительное загрязнение оборудования в результате отделения частиц графита от листового материала при его контакте с клеенаносящими деталями. А бесконтактный метод распыления, несмотря на преимущества в равномерности нанесения клеящего материала, имеет важные недостатки, к которым стоит отнести большие потери адгезива. Большая часть клея распыляется мимо графитового листового материала и остается в воздухе в виде мелкодисперсной пыли, оседающей на оборудовании и других предметах в помещении, что создает необходимость в дополнительной вентиляции.
Металлический материал в виде рулонов устанавливают на устройство 1 размотки рулона. При этом исходные графитовые листы находятся в контейнере 6.
Протягивающими роликами 3 металлический материал протягивают в перфорационный пресс 2, где осуществляется его перфорация 2 с целью улучшения сцепления слоев графитового материала с металлическим материалом. На технические характеристики материала перфорация не влияет.
Металлический материал с полученной перфорацией посредством протягивающих роликов 3 перфорационного пресса 2 направляется к гильотинным ножницам 4, где он отрубается на заданную длину листа. Полученные металлические листы складываются в контейнер 5 для металлических листов.
Затем манипулятор 14 вакуумными присосками захватывает первый графитовый лист из контейнера 6 и укладывает его на конвейер 7. Манипулятор 14 возвращается в положение над контейнером 5 со стопкой металлических листов. В это время на поверхность графитового листа, находящегося на конвейере 7, наносится посредством головки, расположенной на манипуляторе 16, клеящий состав.
Далее манипулятор 14 захватывает перфорированный металлический лист из контейнера 5 и укладывает его поверх графитового листа с нанесенным клеящим составом таким образом, чтобы края графитового и металлического листов совпадали. Манипулятор 14 возвращается в положение над контейнером 6 со стопкой графитовых листов. Затем описанным выше образом осуществляют нанесение клеящего состава на металлический лист. После чего на металлический лист с нанесенным сверху клеевым составом посредством манипулятора 14 укладывается графитовый лист. Описанные выше операции повторяются до достижения требуемого количества слоев в заготовке композиционного материала.
Полученную заготовку композиционного материала в виде стопки чередующихся графитовых и металлических листов с клеевым составом между ними посредством конвейера 7 перемещают к прокатной клети 8 для соединения слоев и их подпрессовки до заданной толщины. Для этого устанавливают необходимый зазор между валками прокатной клети. Затем включают приводы конвейеров 7 и 11. Во время прохождения заготовки через валки прокатной клети 8 происходит склеивание графитовых листов и металлических листов между собой с получением листового композиционного теплораспределяющего материала.
При этом с целью удаления излишков воды для предотвращения выдавливания клея из заготовки непосредственно перед прокатной клетью 8 осуществляют термообработку заготовки посредством устройства 9 термообработки в виде инфракрасных ламп.
При перемещении полученного листового композиционного теплораспределяющего материала на выходе из прокатной клети 8 осуществляют с его двух сторон обрезку кромок посредством дисковых ножей узла 10 обрезки кромок. Готовый листовой композиционный теплораспределяющий материал по внешнему виду представляет собой мерные прямоугольные тонкие пластины.
Далее готовый листовой композиционный теплораспределяющий материал перемещается в транспортную тару 12.
При получении листового композиционного теплораспределяющего материала возможно выделение графитовой пыли. Очистка (снижение концентрации вредных компонентов) газовоздушной смеси до состояния, позволяющего ее сброс в атмосферу без нарушения санитарных норм, осуществляется узлом 17 очистки газовоздушной смеси. Пыль, образующаяся в фильтре, собирается в мешок и направляется на утилизацию.
Таким образом, предложенная установка для изготовления листового композиционного теплораспределяющего материала позволяет повысить прочностные характеристики готового листового композиционного теплораспределяющего материала в результате улучшения сцепления слоев графитового материала с металлическим материалом из-за осуществления перфорации металлического листа. К тому же описанная выше установка позволяет получить готовый листовой материал, который без дополнительной обработки в дальнейшем может быть использован для отвода и распределения тепла от трубчатых меандров радиантных потолочных при изготовлении панелей систем отопления и кондиционирования помещений.
Описанный выше пример осуществления изобретения следует во всех аспектах рассматривать лишь как иллюстративный и не обуславливающий никаких ограничений. Следовательно, могут быть использованы другие примеры осуществления настоящего изобретения и примеры внедрения, которые не выходят за пределы описанных здесь существенных признаков.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТЕПЛОРАСПРЕДЕЛЯЮЩЕГО МАТЕРИАЛА | 2016 |
|
RU2666411C1 |
| СПОСОБ ПОЛУЧЕНИЯ АРМИРОВАННОЙ ГРАФИТОВОЙ ФОЛЬГИ, ФОЛЬГА И ПЛЕТЕНАЯ САЛЬНИКОВАЯ НАБИВКА | 2010 |
|
RU2429211C1 |
| СПОСОБ И ЛИНИЯ ПРОИЗВОДСТВА ЛИСТОВ ПЕНОАЛЮМИНИЯ | 2007 |
|
RU2359783C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2131930C1 |
| СПОСОБ НЕПРЕРЫВНОГО ПИРОЛИТИЧЕСКОГО НАСЫЩЕНИЯ ПОРИСТОГО ДЛИННОМЕРНОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2366606C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ, ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ АГЛОМЕРАЦИОННОГО, ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2138557C1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК И ИЗДЕЛИЙ (ВАРИАНТЫ), СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА И СТАЛИ, СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА И СПОСОБ ПОЛУЧЕНИЯ АГЛОМЕРАТА | 1998 |
|
RU2132246C1 |
| МАШИНА УКЛАДКИ ВЫСЕЧЕННОГО ПОЛУФАБРИКАТА | 2022 |
|
RU2813502C1 |
| Устройство для упаковывания листового материала в бумагу | 1986 |
|
SU1458280A1 |
Изобретение относится к химической промышленности, в частности к установкам для изготовления листового композиционного теплораспределяющего материала на основе природного графита, который может быть использован в энергосберегающих системах для отвода и распределения тепла от трубчатых меандров радиантных потолочных панелей систем отопления и кондиционирования помещений. Установка для изготовления листового композиционного теплораспределяющего материала содержит последовательно расположенные устройство размотки металлического материала, перфорационный пресс с протягивающими роликами, гильотинные ножницы, контейнер для металлических листов, контейнер для графитовых листов, конвейер для подачи заготовок композиционного материала, устройство термообработки, прокатную клеть, узел обрезки кромок, конвейер для перемещения готового листового композиционного теплораспределяющего материала к транспортной таре, а также узел очистки газовоздушной смеси. Над контейнером для металлических листов, контейнером для графитовых листов и конвейером для подачи заготовок композиционного материала смонтирован с возможностью возвратно-поступательного перемещения вдоль направления подачи металлических и графитовых листов манипулятор, имеющий раму с вакуумными присосками, смонтированную с возможностью вертикального возвратно-поступательного перемещения, а над конвейером для подачи заготовок размещен с возможностью перемещения вдоль направления подачи металлических и графитовых листов манипулятор с головкой для нанесения клеящего состава, расположенной с возможностью перемещения поперек направления подачи металлических и графитовых листов. Изобретение обеспечивает повышение прочностных характеристик готового листового композиционного теплораспределяющего материала. 1 ил. 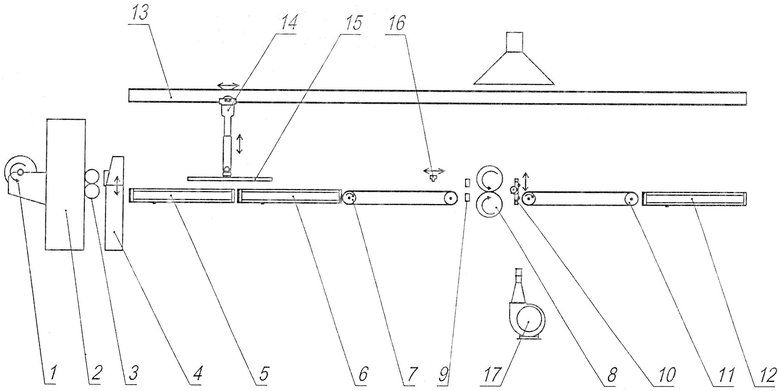
Установка для изготовления листового композиционного теплораспределяющего материала, содержащая последовательно расположенные устройство размотки металлического материала, перфорационный пресс с протягивающими роликами, гильотинные ножницы, контейнер для металлических листов, контейнер для графитовых листов, конвейер для подачи заготовок композиционного материала, устройство термообработки, прокатную клеть, узел обрезки кромок, конвейер для перемещения готового листового композиционного теплораспределяющего материала к транспортной таре, а также узел очистки газовоздушной смеси, при этом над контейнером для металлических листов, контейнером для графитовых листов и конвейером для подачи заготовок композиционного материала смонтирован с возможностью возвратно-поступательного перемещения вдоль направления подачи металлических и графитовых листов манипулятор, имеющий раму с вакуумными присосками, смонтированную с возможностью вертикального возвратно-поступательного перемещения, над конвейером для подачи заготовок размещен с возможностью перемещения вдоль направления подачи металлических и графитовых листов манипулятор с головкой для нанесения клеящего состава, расположенной с возможностью перемещения поперек направления подачи металлических и графитовых листов.
| US 20010045261 A1, 29.11.2001 | |||
| ТЕПЛОРАССЕИВАЮЩЕЕ УСТРОЙСТВО (ВАРИАНТЫ) И СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОРАССЕИВАЮЩЕГО УСТРОЙСТВА | 2010 |
|
RU2507722C2 |
| Устройство для прокатки порошковых материалов | 1981 |
|
SU996100A1 |
| RU 2052914 C1, 20.01.1996. | |||

