Изобретения относятся к устройству и способу крепления заготовок плат к устройству для крепления на этапе осаждения материала в процессе напыления пленочных элементов и схем на керамические (например, ситалловые, поликоровые и пр.) заготовки плат различных материалов (в частности, меди, алюминия, титана и пр.) в высоком вакууме.
Наиболее близким является устройство для крепления заготовок плат, применяемое в установке вакуумного напыления УВН-74П-3 (ЦХ7888-4593, изготовитель АО «Ижевский радиозавод», г. Ижевск, 1976 г.), содержащее нижнюю рамку с двумя технологическими окнами, двумя крепежными отверстиями для крепления к кронштейну карусели установки вакуумного напыления, снабженную винтами, на которую установлена средняя рамка с двумя технологическими окнами, снабженная двумя установочными местами для базирования заготовок плат. При этом заготовка платы базируется в продольной плоскости относительно нижней рамки на ее выступающем крае и торцами упирается относительно торцов средней рамки. Сверху средняя рамка прижимается верхней рамкой. Указанная сборка стягивается в пакет посредством винтов с гайками. Недостатком устройства является то, что не предусмотрено место для расширения материала заготовки платы (в продольном и поперечном направлениях, а также по толщине), возникающего при нагревании заготовки платы в процессе напыления.
Наиболее близким является способ крепления, реализованный в устройстве для крепления заготовок плат, применяемом в установке вакуумного напыления УВН-74П-3 (ЦХ7888-4593, изготовитель АО «Ижевский радиозавод», г. Ижевск, 1976 г.), при котором устанавливают заготовку платы в технологическом окне на установочное место в продольной плоскости относительно нижней рамки на ее выступающем крае и торцами упирают относительно торцов средней рамки. Осуществляют прижим верхней рамкой с защитной крышкой, устанавливаемой на среднюю рамку, стягивают собранный пакет винтами с гайками. Стянутый пакет крепят к кронштейну карусели УВН-74П-3 для напыления тонких пленок. После цикла напыления пакет демонтируют с карусели УВН, откручивают гайки, демонтируют верхнюю рамку с крышкой и извлекают плату с устройства для крепления. В зависимости от допуска на габаритные размеры заготовки платы и допустимой толщины перекрытия (ширина не пропыленной области по периметру заготовки платы) при использовании заготовок плат разных толщин необходимо осуществлять переналадку оборудования, выбирая рамки под размер заготовки платы.
Недостатком вышеуказанных устройства и способа является то, что в процессе напыления тонких пленок при нагреве происходит расширение материалов заготовок плат и рамок, при этом вследствие отсутствия места для расширения возникает механический контакт торцов заготовок плат с торцами технологических окон средней рамки, в результате чего происходит скол торцов заготовок плат. Аналогичная ситуация, со сколами в плоскости заготовок плат вдоль сторон возникает, если средняя рамка не обеспечивает «перекрытие» заготовок плат по толщине с учетом допуска или подобрана для другого номинала. В этом случае во время нагрева происходит скол плоскости, близкой к краю (торцу) заготовки платы. Кроме того, устройство не универсально, поскольку для надежного крепления заготовки платы необходимо осуществлять выбор средней рамки таким образом, чтобы толщина рамки соответствовала толщине заготовки платы с учетом допуска, при этом размер технологических окон должен соответствовать габаритам заготовки платы с учетом допуска. Таким образом, в случае, когда необходимо закрепить заготовку платы другой толщины, необходима переналадка оборудования.
Наиболее близким является приспособление для закрепления пластины (патент РФ на изобретение №2380786, H01L 21/68, 27.01.2010), содержащее рамку с по крайней мере двумя технологическими окнами, установленные на рамке по крайней мере две опорные площадки для базирования заготовок плат и механизм фиксации, расположенный на рамке в каждом месте крепления заготовки платы с обеспечением ее прижима и фиксации к соответствующей опорной площадке. Недостатком устройства является то, что не предусмотрено место для расширения материала заготовки платы (в продольном и поперечном направлениях, а также по толщине), возникающего при нагревании заготовки платы в процессе напыления.
Технический результат заключается в исключении влияния климатических нагрузок на образование сколов по периметру и с торцов заготовок плат, возникающих вследствие разницы коэффициентов температурного расширения/сжатия материалов заготовки плат и рамки устройства для крепления заготовки плат при нагревании/охлаждении в процессе напыления, а также обеспечении универсальности устройства для крепления, позволяющего фиксировать заготовки плат различной толщины без переналадки оборудования, а также в простоте установки и съема заготовок плат.
Технический результат достигается тем, что устройство для крепления заготовок плат при вакуумном напылении тонких пленок (далее Устройство) содержит рамку с по крайней мере двумя технологическими окнами, установленные на рамке по крайней мере две опорные площадки для базирования заготовок плат и механизм фиксации, расположенный на рамке в каждом месте крепления заготовки платы с обеспечением ее прижима и фиксации к соответствующей опорной площадке, при этом упомянутый механизм фиксации выполнен в виде установленного в корпусе крепежного элемента, выполненного с возможностью жесткого соединения с соответствующей опорной площадкой и подпружиненного относительно корпуса посредством упругого элемента, при этом корпус выполнен в виде втулки с прижимным выступом для прижима заготовки платы, причем втулка установлена с возможностью смещения прижимного выступа относительно опорной площадки и его линейного перемещения вверх-вниз при базировании на рамке в зависимости от ее толщины.
Крепежный элемент дополнительно снабжен защитным элементом для защиты механизма фиксации от напыляемого на заготовку платы материала.
Рамка дополнительно снабжена кронштейном для возможности установки в карусель установки вакуумного напыления.
Технический результат также заключается в повышении технологичности и простоты установки и съема заготовки платы с устройства для крепления, исключении механического контакта торцов заготовки платы с торцами технологических окон в случае расширения материала платы при климатических нагрузках, а также в увеличении выхода годных плат после напыления тонких пленок.
Технический результат также достигается тем, что способ крепления заготовок плат при напылении тонких пленок включает использование устройства для крепления заготовок плат при вакуумном напылении тонких пленок, в котором заготовку платы устанавливают на установочное место рамки с зазором, учитывающим возможное расширение материала заготовки платы в процессе напыления, при этом в установочном месте рамки выполняют, по крайней мере, две опорные площадки и осуществляют прижим и фиксацию заготовки платы к опорным площадкам посредством прижимных выступов механизма фиксации.
Посредством кронштейна Устройство с заготовками плат устанавливают в карусель установки вакуумного напыления и осуществляют напыление тонких пленок, после завершения цикла напыления демонтируют Устройство с карусели, линейно перемещают прижимной элемент вверх, смещая его относительно опорной площадки, освобождают напыленную плату.
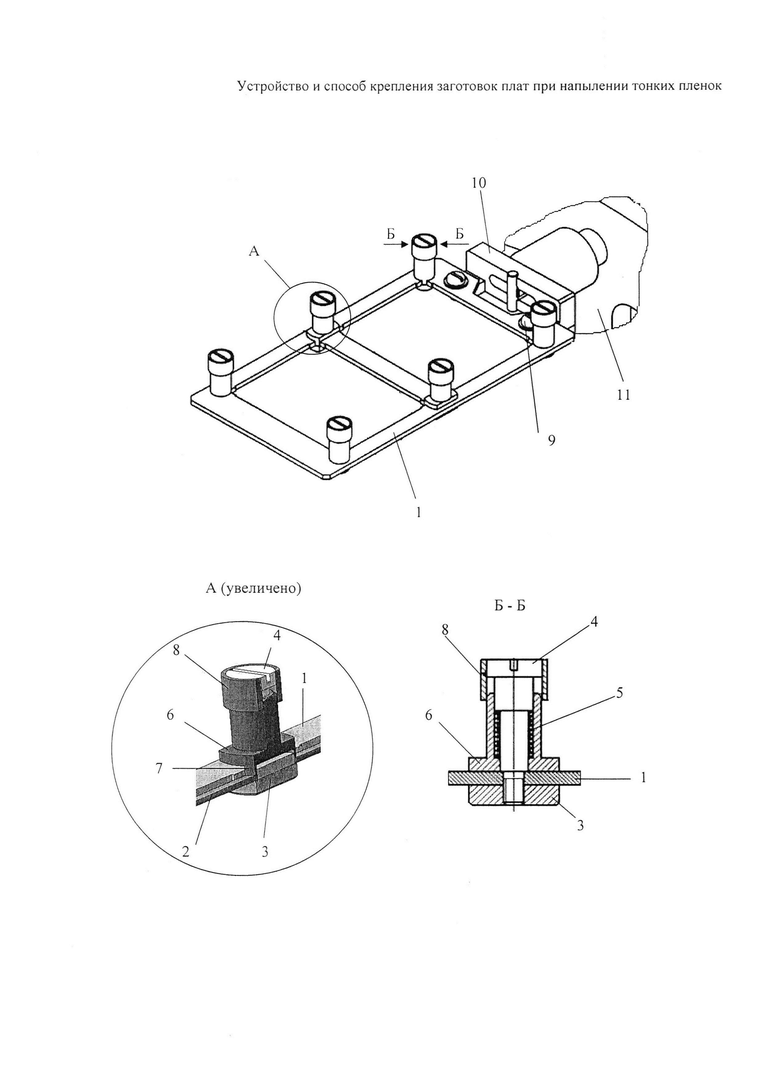
Далее способ крепления будет описан на примере работы устройства для крепления заготовок плат в предпочтительном варианте. На фигуре изображено Устройство.
Устройство на фигуре содержит рамку 1 с двумя технологическими окнами, двумя установочными местами для базирования заготовки платы 2. Установочное место включает опорные площадки 3, в каждом месте крепления установлен механизм фиксации. Механизм фиксации содержит крепежный элемент 4, упругий элемент 5, установленные в корпус 6, представляющий собой втулку с прижимным выступом 7, служащим прижимным элементом при базировании заготовки платы. Крепежный элемент 4 снабжен защитным элементом 8, обеспечивающим защиту механизма фиксации от испаряемого на заготовку платы материала. Рамка 1 снабжена крепежными отверстиями (не показаны) под установку винтов 9 для крепления кронштейна 10, предназначенного для установки Устройства в карусель 11 устройства вакуумной установки.
В предпочтительном варианте Устройство содержит прямоугольную металлическую рамку 1, снабженную кронштейном, двумя технологическими окнами с двумя установочными местами для заготовок плат (количество установочных мест соответствует количеству технологических окон). Каждое установочное место включает, по крайней мере, две опорные площадки, в каждом месте крепления выполнен механизм фиксации. В другой реализации рамка может быть выполнена любой другой формы, например круглой, овальной, или из другого материала, например вакуумного пластика (термостойкого). Технологическое окно обеспечивает двухсторонний доступ испаряемого материала на заготовки плат 2.
В предпочтительном варианте опорная площадка 3 представляет собой установленную снизу рамки 1 опору, например, в виде цилиндрической гайки, край которой выступает внутрь технологического окна (выполняет функцию подпятника).
Механизм фиксации выполнен с возможностью обеспечения прижима и фиксации заготовки платы 2 к соответствующей опорной площадке 3 и включает крепежный элемент 4, упругий элемент 5, представляющий собой, например, пружину, установленные в корпус 6. Корпус 6 представляет собой втулку с прижимным выступом 7, снабженную углублением (не показано) под упругий элемент 5. Крепежный элемент 4 может быть выполнен в виде винта, жестко соединен с опорой 3 любым известным способом, в частности, посредством резьбового соединения. Кроме того, жесткое соединение может быть обеспечено любыми другими известными способами, например, посредством расклепывания, склеивания, пайки, точечной сварки и пр.
В предпочтительном варианте в качестве упругого элемента 5 может быть использована, например, возвратная пружина, элемент из упругого материала. Прижимной выступ 7 служит прижимным элементом, выполняет функцию пятки, выполнен с возможностью смещения относительно опорной площадки 3 и линейного перемещения вверх-вниз при базировании заготовки платы в технологическом окне, а также в зависимости от изменения толщины заготовки платы 2 при климатических нагрузках (нагревании/охлаждении). Прижимной выступ 7 обеспечивает минимальную площадь касания, позволяя точечно зафиксировать заготовку платы 2, благодаря чему в процессе нанесения тонких пленок обеспечивается равномерное напыление и исключается «непропыл» по периметру заготовки платы.
В предпочтительном варианте защитный элемент 8 может быть выполнен, например, в виде цилиндрической втулки, жестко соединен с крепежным элементом 4, например, посредством точечной сварки и предназначен для защиты механизма фиксации от испаряемого на заготовку платы материала, приводящего к заклиниванию корпуса 6.
Кронштейн 10 снабжен ушками (не показаны) для крепления к рамке 1 посредством крепежных элементов 9, в частности винтов, обеспечивает разъемное соединение с кронштейном (не показан) карусели 11 установки вакуумного напыления любым известным способом, в частности посредством поворотного фиксатора.
Осуществляют сборку Устройства следующим образом. Кронштейн 10 за ушки крепят на рамку 1 посредством винтов 9. Собирают механизм фиксации, для чего винт 4 и пружину 5 устанавливают в корпус 6. Механизм фиксации устанавливают на рамку 1 в месте крепления заготовки платы, ввинчивают винт 4 в установленную снизу рамки 1 опору 3. Защитную втулку 8 устанавливают в натяг на винт 4 и фиксируют, например, точечной лазерной сваркой. Линейно перемещают прижимной элемент 7 вверх и, смещая его относительно опорной площадки 3, базируют с зазором заготовку платы 2 в технологическое окно. Установленную заготовку платы 2 прижимают и фиксируют механизмом фиксации посредством линейного перемещения прижимного элемента 7 вверх и его смещения в обратную сторону. Фиксация осуществляется за счет возвратных свойств пружины, которая распрямляясь, воздействует на прижимной элемент 7. Устройство посредством кронштейна 10 устанавливают в карусель 11 установки вакуумного напыления и осуществляют напыление тонких пленок. После завершения цикла напыления демонтируют Устройство с карусели 11 в обратном порядке: линейно перемещают прижимной элемент 7 вверх, смещая его относительно опорной площадки 3, освобождают напыленную плату 2. Такое выполнение Устройства позволяет точечно зафиксировать заготовку платы 2 и обеспечивает фиксацию, учитывающую изменение материала заготовки плат 2 (в толщину и в продольном и поперечном направлениях) вследствие его расширения/сужения при нагреве/охлаждении, а также позволяет изменять номинальную толщину заготовок плат при необходимости без переналадки оборудования.
Предлагаемые в качестве изобретений технические решения обеспечивают универсальность использования заготовок плат различных толщин, материалов (с различными коэффициентами температурного расширения/сжатия), позволяют исключить сколы и деформацию.
Таким образом, несмотря на то, что заявленные в качестве изобретений технические решения показаны и описаны на примере их конкретной реализации, среднему специалисту в данной области должно быть понятно, что различные изменения по форме и содержанию могу быть сделаны без отступления от сущности и объема изобретения, определенных приведенной в заявке формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для крепления подложек при напылении тонких пленок (варианты) | 2022 |
|
RU2808620C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОКОМПОНЕНТНОГО ТРЕХМЕРНОГО ЭЛЕКТРОННОГО МОДУЛЯ | 2001 |
|
RU2193260C1 |
| Способ изготовления микрополосковых плат СВЧ-диапазона с переходными металлизированными отверстиями на основе микроволновых диэлектрических подложек | 2023 |
|
RU2806812C1 |
| Модульный многофункциональный пильный станок | 2018 |
|
RU2709064C1 |
| Устройство для формирования конфигурации пленок, напыляемых в вакууме | 2022 |
|
RU2787908C1 |
| Линия для изготовления групповых пакетов монолитных керамических конденсаторов | 1982 |
|
SU1173455A1 |
| Автоматическая установка для упаковки продуктов в картонные коробки | 2017 |
|
RU2668676C1 |
| УНИВЕРСАЛЬНЫЙ НАПОЛЬНЫЙ БЫТОВОЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2030989C1 |
| УСТРОЙСТВО ДЛЯ ВЫДАЧИ КЛЕЯ И КРЕПЛЕНИЯ ЗАГОТОВКИ | 2022 |
|
RU2815905C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНОГО ЭЛЕКТРОННОГО МОДУЛЯ | 2011 |
|
RU2475885C1 |
Изобретение относится к области вакуумного напыления на заготовки печатных плат пленочных элементов и схем из различных материалов. Устройство для крепления заготовок плат содержит рамку 1 с технологическими окнами, установленные на рамке 1 по крайней мере две опорные площадки 3 для базирования заготовок плат 2 и механизм фиксации, выполненный в виде установленного в корпусе 6 крепежного элемента 4 с возможностью его жесткого соединения с соответствующей опорной площадкой 3 и подпружиненного относительно корпуса 6 посредством упругого элемента 5, при этом корпус 6 выполнен в виде втулки с прижимным выступом 7 для прижима заготовки платы 2, а втулка установлена с возможностью смещения прижимного выступа 7 относительно опорной площадки 3 и его линейного перемещения вверх-вниз при базировании на рамке 1 заготовки платы 2 в зависимости от ее толщины. Способ крепления включает использование упомянутого устройства. Применение изобретения позволяет повысить качество получаемых плат с напылением при упрощении процесса их установки и съема. 2 н. и 2 з.п. ф-лы, 1 ил. 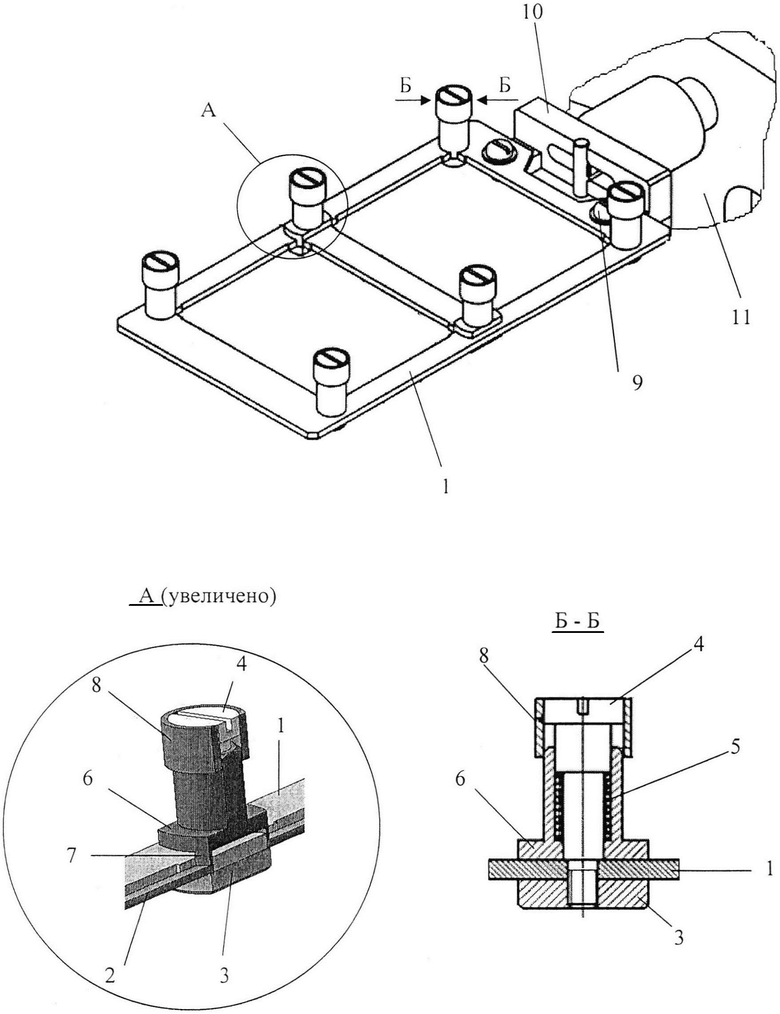
1. Устройство для крепления заготовок плат при вакуумном напылении тонких пленок, содержащее рамку с по меньшей мере двумя технологическими окнами, установленные на рамке по меньшей мере две опорные площадки для базирования заготовок плат и механизм фиксации, расположенный на рамке в каждом месте крепления заготовки платы с обеспечением ее прижима и фиксации к соответствующей опорной площадке, отличающееся тем, что упомянутый механизм фиксации выполнен в виде установленного в корпусе крепежного элемента, выполненного с возможностью жесткого соединения с соответствующей опорной площадкой и подпружиненного относительно корпуса посредством упругого элемента, при этом корпус выполнен в виде втулки с прижимным выступом для прижима заготовки платы, причем втулка установлена с возможностью смещения прижимного выступа относительно опорной площадки и его линейного перемещения вверх-вниз при базировании на рамке заготовки платы в зависимости от ее толщины.
2. Устройство по п. 1, отличающееся тем, что крепежный элемент снабжен защитным элементом для защиты механизма фиксации от напыляемого на заготовку платы материала.
3. Устройство по п. 1, отличающееся тем, что рамка снабжена кронштейном для установки в карусель установки вакуумного напыления.
4. Способ крепления заготовок плат при вакуумном напылении тонких пленок, включающий использование устройства для крепления заготовок плат по п. 1 и базирование заготовки платы с зазором, учитывающим возможное расширение материала заготовки платы в процессе напыления, на установочное место рамки устройства, которое включает в себя по меньшей мере две опорные площадки, при этом осуществляют прижим и фиксацию заготовки платы к опорным площадкам посредством прижимных выступов механизма фиксации упомянутого устройства.
| ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАКРЕПЛЕНИЯ ПЛАСТИНЫ | 2008 |
|
RU2380786C1 |
| Устройство для крепления заготовок из тонких пластин | 1990 |
|
SU1757841A1 |
| Устройство для закрепления полупроводниковых пластин на планшайбе центрифуги | 1983 |
|
SU1129672A1 |
| Устройство для базирования печатных плат с двумя штырями | 1989 |
|
SU1646771A1 |
| JP 2002280441 A, 27.09.2002 | |||
| US 5703493 A, 30.12.1997. | |||

