УРОВЕНЬ ТЕХНИКИ
[0001] Трехмерная (3D) печать является аддитивным процессом печати, который используется для изготовления трехмерных твердых объектов из цифровой модели. 3D печать часто используется при быстром изготовлении опытного прототипа продукта, в создании пресс-формы, а также в создании образца пресс-формы. Технологии 3D печати считаются аддитивными процессами, поскольку они включают в себя применение последовательных слоев материала. В этом заключается отличие от традиционных процессов механической обработки, которые часто основаны на удалении материала, чтобы создать конечный объект. Материалы, используемые в 3D-печати, часто требуют отверждения или сплавления, что для некоторых материалов может быть осуществлено с использованием тепловой экструзии или спекания, а для других материалов может быть осуществлено с использованием цифровой технологии проецирования света.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0002] Особенности и преимущества примеров раскрытия настоящего изобретения станут очевидными благодаря ссылке на нижеследующее подробное описание и чертежи, на которых одинаковые позиционные обозначения соответствуют подобным, хотя, возможно, не идентичным компонентам. Для краткости, позиционные обозначения или признаки, имеющие описанную выше функцию, могут описываться или не описываться вместе с другими чертежами, на которых они появляются.
[0003] Фиг. 1 - алгоритм, иллюстрирующий пример способа 3D-печати, раскрытого в настоящем описании;
[0004] Фиг. 2A-2F - виды в поперечном сечении этапов, имеющих место в формировании слоя (слоев) 3D-объекта, с использованием примера способа 3D-печати описанного в настоящем описании;
[0005] Фиг. 3 - схематический вид сверху способного к спеканию материала при изготовлении слоя, показанного на фиг. 2D, с коалесцентным агентом, применяемым на его части в пределах поперечного сечения слоя, который должен быть сформирован и с модифицирующим агентом, применяемым на другой его части на краевой границе;
[0006] Фиг. 4 - изометрический вид спереди некоторого количества способного к спеканию материала при изготовлении слоя, показанного на фиг. 2D, с коалесцентным агентом, применяемым на его части в пределах поперечного сечения 3D-объекта, который должен быть сформирован, и с модифицирующим агентом, применяемым на другой его части, на краевой границе и снаружи поперечного сечения 3D-объекта;
[0007] Фиг. 5 - упрощенный изометрический вид примера системы 3D-печати, которая может быть использована в примере способа 3D-печати, раскрытого в настоящем описании; а также
[0008] Фиг. 6А-6F - фотографии части, сформированной с использованием примера модифицирующего агента, описанного в настоящем описании (фиг. 6А) и сравнительные части, сформированные сравнительными модифицирующими агентами (фиг. 6B-6F.);
[0009] Фиг. 7 - график длины зуба в зависимости от (количества) капель модифицирующего агента; а также
[0010] Фиг. 8A-8D - фотографии частей, сформированных с использованием различного количества модифицирующего агента.
ПОДРОБНОЕ ОПИСАНИЕ
[0011] Примеры трехмерного метода (3D)-печати, раскрытые в настоящем описании, используют световую обработку площади. В течении световой обработки площади, весь слой способного к спеканию материала подвергается воздействию излучения, но только выбранный участок способного к спеканию материала сплавляется и затвердевает, чтобы стать слоем 3D-объекта. В примерах, раскрытых в настоящем описании, коалесцентный агент избирательно наносится в контакте с выбранным участком способного к спеканию материала. В некоторых случаях коалесцентный агент (агенты) способен проникать в слой способного к спеканию материала. В других случаях коалесцентный агент может оставаться на поверхности способного к спеканию материала. Этот коалесцентный агент дает возможность поглощать излучение и преобразовывать поглощаемое излучение в тепловую энергию, которая, в свою очередь, плавит или спекает способный к спеканию материал, который находится в контакте с коалесцентным агентом. Это понуждает способный к спеканию материал спекаться, сплавляться, связываться, затвердевать и т.д., чтобы сформировать слой 3D-объекта. Когда используется термин отверждение, это может означать, отверждение, спекание, сплавление, связывание или тому подобное.
[0012] В некоторых случаях было установлено, что тепловая энергия может распространяться в окружающий способный к спеканию материал. Это может привести к последующему затвердеванию области (областей)/части (частей) способного к спеканию материала, которые не были предназначены для затвердевания, и этот эффект называется в данном описании коалесцентным растеканием. Коалесцентное растекание может привести, например, к уменьшению в общей точности размеров созданных трехмерных объектов и/или частичному приросту в размере. Например, острота кромки может быть нежелательно грубой, неопределенной и т.д. Эффекты коалесцентного растекания могут управляться путем доставки, например, модифицирующего агента, раскрытого в данном описании, в соответствующую часть (части) способного к спеканию материала перед облучением. Примеры модифицирующего агента служат для уменьшения степени коалесценции, или для предотвращения коалесценции части способного к спеканию материала, на которую модифицирующий агент был доставлен или проник внутрь. В примерах, раскрытых в данном описании, то, как применять модифицирующий агент (с точки зрения положения и/или количества) также может быть определено до фактического применения модифицирующего агента. Это дает возможность усилить действие модифицирующего агента, чтобы производить более точные по размеру части, чтобы улучшить окончательную отделку поверхности деталей, и/или потенциально уменьшить или устранить потребность в технологиях постобработки, которые, в противном случае, используются для решения подобных проблем.
[0013] Пример способа 100 3D-печати изображается на фиг. 1. Следует понимать, что каждый из этапов способа 100, показанного на фиг. 1 будет рассматриваться подробно в данном описании, а в некоторых случаях, на фиг. 2А-2F и фиг. 3 и 4 будут рассматриваться в сочетании с фиг. 1.
[0014] Как показано позиционным обозначением 102, способ 100 включает в себя применение способного к спеканию материала. Пример этого этапа 102 показывается в поперечном сечении на фиг. 2A. В примере, показанном на фиг. 2А, был нанесен один слой 10 способного к спеканию материала 16, как будет обсуждаться более подробно ниже.
[0015] Способный к спеканию материал 16 может представлять собой порошок, жидкость, пасту, или гель. Примеры способного к спеканию материала 16 включают в себя полукристаллические термопластичные материалы с широким окном для обработки более чем 5°С (то есть, диапазон температур между температурой плавления и температурой рекристаллизации). Некоторые конкретные примеры способного к спеканию материала 16 включают в себя полиамиды (например, нейлон 11, нейлон 12, нейлон 6, нейлон 8, нейлон 9, нейлон 66, нейлон 612, нейлон 812, нейлон 912 и т.д.). Другие конкретные примеры способного к спеканию материала 16 включают в себя полиэтилен, полиэтилентерефталат (PET), и аморфную разновидность этих материалов. Кроме того, другие примеры подходящих способных к спеканию материалов 16 включают в себя полистирол, полиацеталь, полипропилен, поликарбонат, и смеси любых двух или более полимеров, перечисленных в данном описании. Также могут быть использованы полимерные частицы ядро-оболочка этих материалов.
[0016] В примере способный к спеканию материал 16 включает в себя так же похожие по размеру полимерные частицы (например, частицы всех тех же размеров). В другом примере, способный к спеканию материал 16 включает в себя полимерные частицы разного размера. Например, способный к спеканию материал 16 может включать в себя частицы, имеющие два или более различных размеров. В примере, показанном на фиг. 2А, способный к спеканию материал 16 включает в себя множество полимерных частиц, 16А, 16В, 16С, содержащее, по меньшей мере, три частицы различных размеров. В то время как на фиг. 2А показываются полимерные частицы 16А, 16В, 16С трех различных размеров, следует понимать, что может быть добавлено любое дополнительное количество размеров частиц.
[0017] В примере, показанном на фиг. 2А, средний размер первой полимерной частицы 16А больше, чем средний размер второй полимерной частицы 16В, а средний размер второй полимерной частицы 16В больше, чем средний размер третьей полимерной частицы 16С. Термин "размер", используемый в данном описании, относится к диаметру сферической частицы, или к среднему диаметру несферической частицы (т.е. средний из многочисленных диаметров частицы). Обычно, средний размер каждой первой, второй и третьей частиц 16A, 16B, 16C находится в диапазоне от 5 мкм до, примерно, 100 мкм. В качестве примера различных размеров для каждой из частиц 16А, 16В, 16С, средний размер первой полимерной частицы 16А может быть больше, чем 50 мкм, средний размер второй полимерной частицы 16В может быть в пределах от 10 мкм до 30 мкм, а средний размер третьей полимерной частицы 16С может быть равным или меньше, чем 10 мкм.
[0018] Форма частиц 16А, 16В, 16С может также быть одинаковой или разной. В примере, частицы 16A, 16B, 16C имеют сферические или почти сферические формы. Частицы 16А, 16В, 16С, которые имеют сферичность >0,84, считаются сферическими или почти сферическими в примерах, раскрытых в настоящем описании. Таким образом, любые частицы 16A, 16B, 16C, имеющие сферичность <0,84 являются не сферическими.
[0019] Одна или более частиц 16А, 16В, 16С могут также быть изменены физическим способом, так что рельеф поверхности частиц 16A, 16B, 16C изменяется, и/или изменены химическим способом.
[0020] Следует понимать, что способный к спеканию материал 16 может включать в себя, в дополнение к полимерным частицам 16А, 16В, и/или 16С, антистатический агент, агент для повышения текучести, или их комбинации.
[0021] Антистатический агент (агенты) может быть добавлен, чтобы подавить трибоэлектризацию. Примеры подходящего антистатического агента (агентов) включают в себя алифатические амины (которые могут быть этоксилированы), алифатические амиды, четвертичные аммониевые соли (например, бегентримониум хлорид или кокамидопропилбетаин), сложные эфиры фосфорной кислоты, сложные эфиры полиэтиленгликоля, или полиолы. Некоторые подходящие коммерчески доступные антистатические агенты включают в себя HOSTASTAT® FA 38 (натуральный на основе этоксилированного алкиламина), HOSTASTAT® FE2 (сложный эфир жирной кислоты) и HOSTASTAT® HS 1 (алкансульфонат), каждый из которых доступен от Clariant Int. Ltd.). В примере, антистатичесий агент добавляется в количестве в диапазоне от более чем 0 весового процента до менее чем 5 весовых процентов в пересчете на общий весовой процент полимерных частиц.
[0022] Агент (агенты) для повышения текучести может быть добавлен для улучшения растекаемости слоя способного к спеканию материала 16. Агент (агенты) для повышения текучести может быть особенно желательным, когда частицы 16A, 16B, и/или 16C, меньше чем 25 мкм. Агент для повышения текучести улучшает растекаемость спекаемого материала 16 за счет уменьшения: трения, сопротивления дрейфу, и образования трибоэлектризации (путем увеличения проводимости частиц). Примеры подходящих агентов для повышения текучести включают в себя трикальцийфосфат (E341), порошкообразную целлюлозу (E460(ii)), стеарат магния (E470b), бикарбонат натрия (Е500), ферроционид натрия (E535), ферроцианид калия (E536), ферроционид кальция (E538), коллоидный фосфат (E542), силикат натрия (E550), диоксид кремния (E551), силикат кальция (E552), трисиликат магния (E553a), тальковую пудру (E553b), алюмосиликат натрия (E554), алюмосиликат калия (E555), алюмосиликат кальция (E556), бентонит (E558), силикат алюминия (E559), стеариновую кислоту (E570), или полидиметилсилоксан (Е900). В примере, агент для повышения текучести добавляется в количестве в диапазоне от более чем 0 весового процента до менее 5 весовых процентов в пересчете на общий весовой процент частиц 16A, 16B, и/или 16С.
[0023] В примере, показанном на фиг. 2A, система 12 печати для формирования 3D-объекта включает в себя слой 14 подачи (в том числе подачу способного к спеканию материала 16), поршень 18 подачи, ролик 20, слой 22 изготовления (имеющий контактную поверхность 25), и поршень 24 изготовления. Каждый из этих физических элементов может быть функционально соединен с центральным процессорным блоком (не показан) системы 12 печати. Центральный процессорный блок (например, работающий компьютер, способный считывать команды, сохраненные на невременном, материальном компьютерно-читаемом носителе) обрабатывает и преобразует данные, представленные в виде физических (электронных) величин в регистрах принтера и устройствах хранения для того, чтобы управлять физическими элементами для создания 3D-объекта. Данные для избирательной доставки способного к спеканию материала 16, коалесцентного агента и т.д., могут быть выведены из модели 3D-объекта, который должен быть сформирован.
[0024] Поршень 18 подачи и поршень 24 изготовления могут быть поршнями одного и того же типа, но программироваться для перемещения в противоположных направлениях. В примере, когда первый слой 3D-объекта должен быть сформирован, поршень 18 подачи может быть запрограммирован, чтобы выталкивать заранее определенное количество способного к спеканию материала 16 из отверстия в слой 14 подачи, а поршень 24 изготовления может быть запрограммирован для перемещения в направлении, противоположном направлению поршня 18 подачи, чтобы увеличить глубину слоя 22 изготовления. Поршень 18 подачи будет продвигаться достаточно таким образом, что, когда ролик 20 толкает способный к спеканию материал 16 в слой 22 изготовления и на контактную поверхность 25, глубина слоя 22 изготовления является достаточной для того, чтобы слой 10 способного к спеканию материала 16 мог быть сформирован в слое 22. Ролик 20 дает возможность растащить способный к спеканию материал 16 в слой 22 изготовления, чтобы сформировать слой 10, который является относительно равномерным по толщине. В примере, толщина слоя 10 находится в диапазоне от, примерно, 90 мкм до, примерно, 110 мкм, хотя могут быть также использованы более тонкие или более толстые слои.
[0025] Следует понимать, что ролик 20 может быть заменен другими инструментами, такими как лезвие, которое может быть желательным для растаскивания различных видов порошков или сочетанием ролика и лезвия.
[0026] После того, как слой 10 способного к спеканию материала 16 наносится в слое 22 изготовления, слой 10 подвергается нагреванию (как показано позиционным обозначением 104 на фиг. 1 и на фиг. 2B). Нагревание выполняется для предварительного нагрева способного к спеканию материала 16, и, таким образом, желательно, чтобы температура нагревания была ниже температуры плавления способного к спеканию материала 16. Как таковая, выбранная температура будет зависеть от способного к спеканию материала 16, который используется. В качестве примеров, температура нагревания может быть от, примерно, 5°С до, примерно, 50°С ниже температуры плавления способного к спеканию материала. В примере температура нагревания находится в диапазоне от, примерно, 50°С до, примерно, 350°С. В другом примере, температура нагревания находится в диапазоне от, примерно, 150°С до, примерно, 170°С. В другом примере, некоторый или весь предварительный нагрев может быть выполнен в то время, когда способный к спеканию материал 16 еще находится на слое 14 подачи.
[0027] Предварительное нагревание слоя 10 способного к спеканию материала 16 может быть осуществлено с использованием любого подходящего источника тепла, который облучает весь способный к спеканию материал 16 в слое 22 изготовления или слое 14 подачи для нагревания. Примеры источника тепла включают в себя источник термонагрева или источник светового излучения.
[0028] После предварительного нагревания слоя 10, на часть способного к спеканию материала 16 в слое 10 избирательно наносится коалесцентный агент, как показано позиционным обозначением 106 на фиг. 1 и на фиг. 2C. Как показано на фиг. 2С, коалесцентный агент 28 может быть нанесен из струйной печатающей головки 26. Хотя на фиг. 2С показана одна печатающая головка, следует понимать, что может быть использовано множество печатающих головок, которые охватывают ширину слоя 22 изготовления. Печатающая головка 26 может быть прикреплена к подвижной в направлении XY платформе или переносной каретке (ни одна из которых показана), которая перемещает печатающую головку 26 вблизи слоя 22 изготовления, с тем, чтобы наносить коалесцентный агент 28 в желательной области (областях).
[0029] Печатающая головка 26 может быть запрограммирована для приема команд от центрального процессорного блока и наносить коалесцентный агент 28 в соответствии с шаблоном поперечного сечения для слоя 3D-объекта, который должен быть сформирован. Используемый в данном описании термин поперечное сечение слоя объекта, который должен быть сформирован, относится к поперечному сечению, которое параллельно контактной поверхности 25. Печатающая головка 26 избирательно применяет коалесцентный агент 28 на ту часть (части) 44 слоя 10, которая должна быть сплавлена, чтобы стать первым слоем 3D-объекта. В качестве примера, если первый слой должен быть сформирован как куб или цилиндр, коалесцентный агент 28 будет наноситься в квадратном шаблоне или в круглом шаблоне (вид сверху), соответственно, по меньшей мере, на части 44 слоя 10 способного к спеканию материала 16. В примере, показанном на фиг. 2С, коалесцентный агент 28 наносится в квадратном шаблоне на часть 44 слоя 10, а не за пределами части 44.
[0030] Некоторые примеры подходящих коалесцентных агентов 28 представляют собой дисперсии на водной основе, включающие в себя поглощающий излучение связывающий агент (т.е. активный материал). Активный агент может представлять собой адсорбент инфракрасного света, абсорбент ближнего инфракрасного света, или абсорбент света видимой части спектра. В качестве одного примера, коалесцентный агент 28 может быть химическим соединением типа чернил, включающим в себя технический углерод в качестве активного материала. Примером такого химического соединения в виде чернил является коммерчески известный CM997A, доступный от Hewlett-Packard Company. Примеры чернил, включающих в себя усилители видимого света в качестве активного агента, представляют собой краситель на основе цветных чернил и пигмент на основе цветных чернил. Примеры пигментов на основе цветных чернил включают в себя коммерчески доступные чернила CE039A и CE042A, доступные от Hewlett-Packard Company.
[0031] Водное свойство коалесцентного агента 28 позволяет коалесцентному агенту 28 проникать, по меньшей мере, частично, в слой 10 способного к спеканию материала 16. Способный к спеканию материал 16 может быть гидрофобным, и наличие сорастворителя и/или поверхностно-активного вещества в коалесцентном агенте 28 может помочь в получении желаемой характеристики смачивания.
[0032] Следует понимать, что для формирования слоя 3D-объекта может быть избирательно применен один коалесцентный агент 28 или для формирования слоя 3D-объекта могут быть избирательно применены несколько коалесцентных агентов 28.
[0033] До того, одновременно, или после того как коалесцентный агент (агенты) 28 избирательно применяется на желаемой части (частях) 44, на другой части (частях) способного к спеканию материала 16 избирательно применяется модифицирующий агент, как показано позиционным обозначением 110 на фиг. 1. Пример избирательного применения модифицирующего агента схематически показан на фиг. 2D, где позиционное обозначение 29 представляет модифицирующий агент, а позиционное обозначение 42 представляет другие части способного к спеканию материала 16, для которых модифицирующий агент 29 избирательно применяется.
[0034] Может быть желательным управлять количеством и/или расположением модифицирующего агента 29, который применяется к способному к спеканию материалу 16. Модифицирующий агент 29 действует в качестве хладагента, который эффективно отводит энергию и удерживает способный к спеканию материал 16 при температуре, которая предотвращает отверждение или замедляет спекание, плавление, сплавление, и/или отверждение способного к спеканию материала 16. Таким образом, до фактического избирательного применения модифицирующего агента 29, способ 100 дополнительно включает в себя определение того, как избирательно применять модифицирующий агент 29. Это показывается позиционным обозначением 108 на фиг. 1.
[0035] Определение того, как избирательно применять модифицирующий агент 29 может включать в себя определение того, где применять модифицирующий агент 29 и/или определение того, сколько модифицирующего агента 29 применить. Эти определения могут быть сделаны с помощью характеристики термодиффузии способного к спеканию материала 16, слоя, который должен быть сформирован из способного к спеканию материала 16 (то есть, спекаемый слой или часть), или с помощью их сочетаний. Характеристика термодиффузии может быть шкалой времени/характерным временем термодиффузии, шкалой длины/характерной длиной термодиффузии, температурным профилем и/или энергетическим профилем.
[0036] Характерные времена и длины относятся к приблизительному времени или расстоянию, необходимому для системы, чтобы восстановиться от возмущения. Они часто определяются как время или расстояние для возмущения, которое должно быть уменьшено до 1/е (~37%) от начального возмущения. На практике они часто используются для обозначения времени или расстояния, в границах которых возмущение оказывает существенное влияние. Шкала времени термодиффузии обычно относится ко времени, которое требуется для способного к спеканию материала, чтобы стабилизироваться (достичь своего равновесного значения) в температуре после того, как энергия была добавлена или удалена из примыкающей области материала. Шкала длины термодиффузии, как правило, относится к расстоянию от края части или поверхности построения, которая испытывает значительное повышение температуры из-за наличия горячего спекаемого материала. В качестве примеров, расстояние может быть горизонтальным или вертикальным по отношению к месту нахождения спекаемого материала. Примеры значительного изменения температуры или увеличения включают в себя i) повышение температуры на, примерно, 25% от разницы между температурой спекаемой части/слоя и температурой окружающего способного к спеканию материала, или ii) 25% от разности между нормальной температурой окружающего способного к спеканию материала 16 и температурой плавления способного к спеканию материала 16. Шкалы времени и/или длины термодиффузии может быть эмпирически измерены, или выведены из соответствующих коэффициентов термодиффузии или разностей температур в системе. Коэффициенты термодиффузии сами могут быть определены эмпирически или оценены из значений аналогичных материалов или с помощью способов химического моделирования.
[0037] Профиль температуры и/или энергии, как правило, относится к разностям температуры и/или энергии, проявленным способным к спеканию материалом 16 или спекаемой частью/слоем с агентом 28 и/или 29, нанесенным на него или без агента. В качестве примеров, эти разности могут наблюдаться до воздействия излучения (например, из-за испарения модифицирующего агента) или после воздействия излучения (например, из-за миграции энергии). Профиль температуры и/или профиль энергии может быть создан с помощью тепловой модели, или может быть оценкой профиля температуры или энергии. Как будет описано более подробно ниже, оценка профиля температуры или энергии может быть основана на обработке данных изображения, используемых для формирования слоев 3D-детали. Расчет локального отклонения от средних значений окружающего участка обеспечивает грубую оценку разностей температуры и/или энергии в спекаемом слое/части, где коалесцентный агент 28 применяется и не применяется.
[0038] В некоторых примерах, раскрытых в данном описании, соответствующее количество и/или положение модифицирующего агента 29 может быть определено с помощью зависимой от времени тепловой модели процесса спекания. В примере, тепловая модель сама может быть использована для непосредственного расчета количества модифицирующего агента, и/или определения положения модифицирующего агента. В другом примере, тепловая модель используется для создания профиля температуры или энергии, который может быть использован алгоритмом коррекции, чтобы создать шаблон (например, положение и/или количество) для применения модифицирующего агента 29. В других примерах, для определения типовых шкал времени/или длины термодиффузии может быть использована одна или несколько тепловых моделей. Считается, что типичная шкала длины и/или шкала времени может затем использоваться для расчета количества модифицирующего агента и/или определения положения модифицирующего агента, не требуя полного моделирования точной геометрии 3D-объекта, который должен быть сформирован. В других примерах, раскрытых в настоящем описании, соответствующее количество и/или положение модифицирующего агента 29 может быть определено эмпирически.
[0039] В примерах, включающих в себя зависимую от времени тепловую модель процесса спекания, следует понимать, что тепловая модель может быть создана с помощью способа численного моделирования. Способ численного моделирования выполняется с помощью компьютера (в том числе аппаратных компонентов, таких как процессор) работающий/исполняющий компьютерно-читаемые команды, которые хранятся на невременном, материальном компьютерно-читаемом носителе. Примером программного обеспечения для численного моделирования является Abaqus FEA версия 6.13. В любом из примеров, раскрытых в настоящем описании, компьютерно-читаемый носитель может включать в себя любую из многих физических сред, таких, как, например, электронные, магнитные, оптические, электромагнитные или полупроводниковые среды. Более конкретные примеры пригодных компьютерно-читаемых сред включают в себя жесткие диски, оперативное запоминающее устройство (RAM), постоянное запоминающее устройство (ROM), стираемое программируемое постоянное запоминающее устройство (EPROM), или портативный CD, DVD или флэш-накопитель.
[0040] Следует понимать, что способ численного моделирования или любой из основанных на компьютере способов для определения того, как применять модифицирующий агент 29 может быть виртуализирован и сконфигурирован в облачном компьютере (т.е. в основанной на Интернете компьютерной среде). Например, компьютерное оборудование может быть доступно в качестве службы облачной платформы или PaaS (платформа в качестве службы), использующей облачную инфраструктуру, вместо оборудования хостинг компьютера в физической сборке. Облачная инфраструктура, известная как IaaS (инфраструктура в качестве службы), как правило, использует среду виртуализации платформы в качестве службы, которая может включать в себя такие компоненты, как процессор, база данных, сервер и другое компьютерное оборудование.
[0041] Компьютер получает характеристики (например, в качестве входных данных от пользователя), которые достаточны для построения тепловой модели. Эти характеристики относятся к способному к спеканию материалу 16, который моделируется (например, тип порошка, теплопроводность при различных температурах, теплоемкость и плотность), количеству слоев, толщине слоев, типу коалесцентного агента 28, который моделируется, установке значения температуры слоя 22 изготовления, а также времени для построения отдельного слоя. В примере, плотность, теплоемкость и температуропроводность предусматриваются как для неспеченного способного к спеканию материала 16, так и спеченного материала. Изменение теплоемкости между неспеченным способным к спеканию материалом 16 и спеченным материалом может быть в значительной степени из-за изменения плотности между материалами, и, таким образом, одно значение теплоемкости может быть подходящим. Другими примерами характеристик, которые могут быть введены в компьютер, являются энергия, выделяемая, когда слой затвердевает из расплавленного состояния, температура, при которой способный к спеканию материал 16 и коалесцентный агент 28 доставляются к слою 22 изготовления, и/или ожидаемые энергозатраты или потери от краевой поверхности (поверхностей) объема построения. Для некоторых способных к спеканию материалов 16, некоторые или все из этих параметров/характеристик могут изменяться в зависимости от температуры. Может быть желательным включать зависимую от температуры характеристику, например, если параметры изменяются более чем на 10% в пределах температурного диапазона, испробованного в процессе построения.
[0042] Введенные характеристики могут также включать в себя разности в температуре, удельную теплоемкость и температуропроводность между способным к спеканию материалом 16 в части 44 (которая должна быть отверждена) и части 42 (которая не должна быть отверждена). Например, подходящие входные данные могут описать разницу в излучении, которое преобразуется в тепло неспекаемыми участками (например, часть 42) в сравнении с частью (частями) 44 с коалесцентным агентом 28, который преобразует больше излучения в тепло. Эти входные данные могут быть эмпирическим измерением разности температур между отвержденной/спекаемой частью (частями) 44 и неотвержденной/неспекаемой частью (частями) 42. Другие общие характеристики могут включать в себя более высокую удельную теплоемкость и более низкую температуропроводность в части (частях) 42, чем в части (частях) 44.
[0043] Все эти характеристики используются компьютером (работающим под управлением соответствующего программного обеспечения) для построения тепловой модели слоя или объекта. Для того чтобы определить тепловые градиенты, которые возникают вокруг слоя или объекта в пределах интересующей шкалы времени, может быть использован анализ методом конечных элементов или другая технология моделирования. В примере, интересующая шкала времени является временем, которое необходимо для построения одного или нескольких слоев. Тепловые градиенты, которые возникают вокруг слоя/части в пределах интересующей шкалы времени, определяют шкалу длины термодиффузии для отдельной тепловой модели. Шкала времени термодиффузии может быть определена путем создания тепловой модели с различным числом слоев детали, которая должна быть сформирована, и определяющая длину модель должна быть запущена после добавления слоя материала для сходимости тепловой модели к стабильным прогнозам на отдельном слое.
[0044] Температура в непосредственной близости от слоя или объекта, во время его изготовления может быть оценена на основе модели (например, с использованием теплового градиента (градиентов)). Как таковая, тепловая модель используется для определения положения и отчета времени тепловых потоков внутри и вокруг слоя или объекта, который строится. Более конкретно, избыточная температура (ΔT) спекаемого материала 16 в части 42 (где отверждение не желательно), которая выше установленной температуры слоя 22 изготовления, представляет собой избыток энергии, выделяющейся из слоя или объекта. Избыточная температура может быть определена путем вычитания установленной температуры слоя изготовления из температуры спекаемого материала 16 в части 42 в соответствии с тепловой моделью или эмпирическим измерением (выполненным с использованием устройства измерения температуры с высоким разрешением, такого как инфракрасная камера).
[0045] Эта разность температур (ΔT) может быть преобразована в количество избыточной энергии с использованием удельной теплоемкости (CpSM), плотности (denSM), и объема (volSM) неспекаемого способного к спеканию материала 16, как показано в уравнении 1:
Избыточная энергия=CpSM*volSM *denSM *ΔT (уравнение 1).
Избыточная энергии может быть определена для всей части 42. Таким образом, этим способом может быть создана карта избыточной энергии вокруг слоя или объекта.
[0046] Избыточная энергия эквивалентна количеству энергии, которое должно удалено (т.е. удаленной энергии) модифицирующим агентом 29. Таким образом, избыточная энергия может быть преобразована в количество модифицирующего агента 29, которое требуется, чтобы удалить это количество энергии. Используя карту избыточной энергии и преобразованные количественные значения модифицирующего агента, можно создать карту требуемого количества модифицирующего агента 29 вокруг слоя или объекта. Таким образом, в этом примере, может быть определено как положение, так и количество модифицирующего агента 29, которое должено быть использовано.
[0047] Переход от избыточной/удаленной энергии к количеству модифицирующего агента может быть осуществлен с использованием удельной теплоемкости (CpMA) модифицирующего агента 29, чтобы повысить его температуру от температуры применения (Tapp-MA) до температуры кипения (Tboil-МА), а также теплоты парообразования (Hvap-МА) модифицирующего агента 29. Преобразование избыточной энергии в количество модифицирующего агента 29, показано в уравнении 2 или 3:
Удаленная энергия=(CpMA*(Tboil-MA-Tapp-MA)+Hvap-MA)*объем модифицирующего агента (уравнение 2),
Объем модифицирующего агента=Удаленная энергия/(CpMA*(Tboil-MA-Tapp-MA)+Hvap-MA) (уравнение 3).
[0048] Температура применения (Tapp-MA)модифицирующего агента 29 может быть комнатной температурой (приблизительно от 18°С до, приблизительно, 22°С), при этом температура управляется печатающей головкой 26'(см. фиг. 2D) или другим устройством нанесения (например, нагревание или рабочая температура струйной печатающей головки), или типовой температурой, которой модифицирующий агент 29 достигает когда он подается в нагретый слой 22 изготовления системы 12. Сумма слагаемых энергии нагревания и парообразования, умноженная на объем модифицирующей жидкости 29, равна полной энергии, которую модифицирующий агент 29 должен будет удалить из системы (то есть, удаленная энергия).
[0049] Следует понимать, что после того, как модифицирующий агент 29 применяется на нагретый, способный к спеканию материал 16, модифицирующий агент 29 испаряется и удаляет энергию из способного к спеканию материала 16. Испарение может быть порядка нескольких десятых долей секунды, что может привести к значительному удалению перед применением энергии отверждения (то есть излучение R, см фиг. 2D). Это может создать холодный участок, к которому энергия будет мигрировать в течение долгого времени. Другими словами, энергия может диффундировать обратно в часть (части) 42, которые были охлаждены модифицирующим агентом 29 (что приводит к потере локального охлаждения). Эта вторичная миграция энергии (с точки зрения количества) может быть оценена с помощью моделирования или эмпирических способов. Затем, количество энергии, которое должно быть удалено (т.е. удаленная энергия в приведенном выше уравнении 3), может быть увеличено на эту величину, чтобы компенсировать этот эффект.
[0050] Для того, чтобы определить количество энергии, возникающей в результате вторичной миграции, используется тепловая модель, при этом тепловой модели может быть разрешено работать в течение требуемого времени задержки после применения модифицирующего агента 29. Модифицирующий агент 29 может быть включен в модель, как простое удаление энергии в момент времени, или в качестве суб-модели, включающей в себя испарение и другие характеристики жидкости.
[0051] Для того, чтобы определить количество энергии, возникающей в результате вторичной миграции, используется эмпирический способ, при этом измерения температуры, описанные в следующем эмпирическом способе, могут быть сделаны с задержкой после применения облучения.
[0052] Теперь будет описываться один пример эмпирического способа для определения того, как применять модифицирующий агент 29. Из этого эмпирического метода, может быть построена таблица количества модифицирующего агента, в зависимости от изменения температуры, произведенного этим количеством модифицирующего агента 29. Изменение температуры имеет отношение к разнице между температурой способного к спеканию материала 16 (без присутствия на нем какого-либо коалесцентного агента 28 или модифицирующего агента 29), после воздействия на него излучением и температурой способного к спеканию материала 16 (имеющий на нем модифицирующий агент 29), после воздействия на него излучением. В этом примере, любые температурные измерения могут быть выполнены любым подходящим температурным устройством, таким как инфракрасная (IR) камера, датчик температуры IR, или термопара с малой массой.
[0053] В этом примере способа, применяя различное количество модифицирующего агента 29 на соответствующих областях способного к спеканию материала 16 и не применяя никакого модифицирующего агента 29 в области способного к спеканию материала 16, может быть построена таблица. Весь способный к спеканию материал 16 может затем подвергаться воздействию излучения. Область без какого-либо модифицирующего агента 29, подвергающаяся воздействию излучения, называется эталонной областью, а области с различными количествами модифицирующего агента 29, подвергающиеся воздействию излучения, называются областями тестирования. Может быть измерена температура эталонной области и областей тестирования. Каждая область тестирования, принявшая модифицирующий агент, после принятия излучения должна иметь более низкую температуру, чем эталонная область. Для отдельной области тестирования, снижение температуры по сравнению с эталонной областью обусловлено влиянием соответствующего количества модифицирующего агента. Изменения температуры могут быть рассчитаны и соотнесены с различными количествами модифицирующего агента 29, которые используются для создания таблицы. В последующих приложениях 3D-печати, использующих такой же или похожий способный к спеканию материал 16 и модифицирующий агент 29, можно ссылаться на таблицу, чтобы определить количество модифицирующего агента 29 для использования, чтобы получить желаемое изменение температуры.
[0054] В еще одном примере может быть эмпирически определена шкала длины термодиффузии. В этом примере используется слой/часть тестирования. Слой/часть тестирования состоит из того же способного к спеканию материала 16 и того же коалесцентного агента 28, который должен быть использован для данного 3D-объекта/слоя. Для слоя/части тестирования, коалесцентный агент 28 может быть применен в простой геометрии, такой как квадрат, или в геометрии, аналогичной фактическим 3D-объектам. Размер части тестирования должен быть большим по сравнению с определяемой шкалой длины термодиффузии, например, по меньшей мере, в трехкратном размере. В примере, полдюйма может быть достаточным размером. Однако если определяемая шкала длины больше, чем 1/3 размера объекта, то тест должен быть переделан с использованием большего размера части тестирования. Никакого модифицирующего агента 29 не используется для слоя/части тестирования. После применения коалесцентного агента 28 и воздействия излучения, образуется слой/часть тестирования. Положение коалесцентного материала 28 при формировании слоя/части тестирования сравнивается с фактической протяженностью материала 16, спекающегося в слое/части тестирования. При этом сравнении, слой/часть тестирования проверяется на предмет любого нежелательного спеченного материала, расположенного за пределами/снаружи краевой границы примененного коалесцентного материала 28. Длина нежелательного спеченного материала измеряется. Это значение, либо это значение, умноженное на скалярный поправочный коэффициент, является рассчитанной шкалой длины, которая может быть использована в других примерах. Если использовалась фактическая геометрия 3D-объекта, участок нежелательного спеченного материала может быть использован для оценки местоположения для модифицирующего агента 29 при формировании фактического 3D-объекта/слоя.
[0055] При последующем формировании фактического 3D-объекта/слоя, коалесцентный агент 28 может быть применен в том же самом положении, а модифицирующий агент 29 может быть применен вдоль рассчитанной шкалы длины. Использование модифицирующего агента 29 близко к краевой границе 27 может уменьшить температуру способного к спеканию материала 16 внутри части (частей) 42 на краях слоя, который должен быть сформирован, но также может привести к снижению качества спекания или сплавления внутри части (частей) 44 вдоль краевой границы 27. Эта потеря энергии в пределах поперечного сечения слоя может быть компенсирована за счет увеличения количества коалесцентного агента 28 внутри части (частей) 44.
[0056] Более того, тепловая модель также может предсказать, что внутренняя часть слоя/части слишком горячая (т.е. присутствует избыточная энергия). Такое увеличение энергии в поперечном сечении слоя/части могут быть компенсировано за счет уменьшения количества коалесцентного агента 28 внутри части (частей) 44 и/или увеличения количества модифицирующего агента 29 внутри части (частей) 44. В этом примере количество модифицирующего агента 29, которое нужно добавить, может быть рассчитано с помощью уравнения 3, за исключением того случая, когда удаленная энергия является избыточной энергией в определенном месте внутри поперечного сечения слоя/части.
[0057] Увеличенное или уменьшенное количество коалесцентного агента 28 может быть определено аналогичным образом в отношении определения того, сколько модифицирующего агента 29 избирательно применить. Например, значения дельта-температуры тепловой модели могут быть преобразованы в количество энергии, и, используя смоделированную или эмпирическую таблицу количества коалесцентного агента в зависимости от поглощенной энергии, можно определить дополнительное количество коалесцентного агента 28.
[0058] Для концентраций коалесцентного агента 28 ниже достаточных, которые закон Бера (оптическая плотность А=εlc=коэффициент поглощения * длина пути * концентрация) применяет, количество требуемого коалесцентного агента 28 будет иметь линейную зависимость от желаемого изменения температуры. Для более высоких концентраций коалесцентного агента 28, эффективность поглощения может быть уменьшена, и, чтобы вызвать желаемое изменение, может потребоваться дополнительный коалесцентный агент 28. Это может быть смоделировано или эмпирически определено путем сравнения температур после того, как излучение применяется по отношению к частям способного к спеканию материала 16, покрытым различными количествами коалесцирующего агента. Решение на основе модели может испытывать потребность использовать охлаждающий эффект от испаряющихся летучих растворителей, высвобождающихся как часть коалесцентного агента 28, в дополнение к характеристике поглощения коалесцентного агента 28, а также радиационным или конвективным потерям с поверхности слоя 22 изготовления.
[0059] В других примерах, компьютер может включать в себя алгоритм коррекции. С помощью алгоритма коррекции, может быть создано измененное изображение, чтобы сделать поправку на эффекты термодиффузии для каждого слоя изображения 3D-объекта, который должен быть сформирован.
[0060] Как правило, алгоритм коррекции использует информацию 3D-формы для изображения слоя и профиль температуры/энергии, связанный с 3D-формой, чтобы создать шаблон (включающий положение и/или информацию о количестве) для применения модифицирующего агента 29. Информация 3D-формы может включать в себя информацию об одном слое, нескольких слоях или всей детали, а также может включать в себя значение, которое указывает (значения, которые указывают) избирательное применение коалесцентного агента 28. Например, может быть пространственно изменяющееся количество коалесцентного агента 28, которое используется в тепловой модели или используется в обработке информации 3D-формы.
[0061] В этих примерах информация 3D-формы может быть применена для тепловой модели, а профиль температуры/энергии может быть создан автоматически. Альтернативно, обработка информации 3D-формы (описывается ниже), может быть использована для получения оценки профиля температуры/энергии (в виде карты локального изменения температуры/энергии) без использования тепловой модели.
[0062] В примере, используя обработку информации 3D-формы, карта локального изменения температуры/энергии в участке построения может быть построена из изображения 3D-слоя, на основе метода пространственного усреднения. В следующем примере предполагается, что исходное изображение слоя состоит из данных, или может быть преобразовано в данные с положительными значениями, описывающими часть (части) 44, которая должна принять коалесцентный агент 28, и значением, равным нулю, описывающим часть (части) 42, не принимающую коалесцентный агент 28. Следует понимать, однако, что эти значения могут быть включены, если требуется. Эти соглашения о значениях используются для ясности в этом примере. Следует понимать, что для достижения намеченного результата могут быть использованы другие соглашения о значениях и математические операции.
[0063] Радиус изображения слоя, в пределах которого усреднение может быть принято, может быть определен с помощью характерной длины термодиффузии, найденной в тепловой модели или путем эмпирического измерения прироста избыточной части. Это эмпирическое измерение может быть выполнено путем построения частей номинальной длины с использованием коалесцентного агента 28, и построение графика относящейся к размеру ошибки после воздействия излучения (когда никакой модифицирующий агент 29 не используется) в зависимости от номинального размера. В этом примере, отрезок наилучшей эмпирической линии по оси Y (часть с длиной равной 0) может быть приближенно характерной длиной. Это эмпирическое измерение также может быть выполнено, как описано ранее для шкалы длины (например, со слоем/частью тестирования).
[0064] Приближенная карта контента локальной температуры/энергии может быть рассчитана в каждом месте (т.е. пикселе) путем усреднения значений всех пикселов в пределах радиуса этого места. Усреднение может быть выполнено с использованием Гауссовой усредняющей функции, или какой-либо другой подходящей усредняющей функции. Разность между исходным значением пикселя и усредненным значением всех пикселов в пределах указанного радиуса указывает величину энергетического дисбаланса, которая может быть скорректирована с использованием модифицирующего агента 29 в этом месторасположении пикселя. Более конкретно, когда усредненное значение пикселя превышает фактическое значение пикселя (например, отрицательная разница), это указывает на то, что охлаждение с помощью модифицирующего агента 29 является желательным. Когда фактическое значение пикселя превышает усредненное значение пикселя (например, положительная разность), это указывает на то, что модифицирующий агент 29 не должен быть использован, или на то, что дополнительное количество коалесцентного агента 28 может быть применено к данному месторасположению. Положительное значение разности может быть непосредственно добавлено к исходному значению пикселя для изменения количества коалесцентного агента 28, умноженное на скалярный корректирующий коэффициент, или использоваться в качестве показателя в справочной таблице, чтобы найти количество для добавления к исходному значению пикселя. Для модифицирующего агента 29, отрицательное значение разности может быть использовано непосредственно, умноженное на скалярный корректирующий коэффициент, или использоваться в качестве показателя в справочной таблице, чтобы найти подходящее количество. Из значений разности может быть получен шаблон для применения коалесцентного агента 28 и/или модифицирующего агента 29.
[0065] Следует понимать, что алгоритм коррекции может привести как к положительной, так и к отрицательной разностям на разных частях изображения слоя. В этих случаях, количество и модифицирующего агента 29, и коалесцентного агента 28 может быть отрегулировано. Когда получаются все положительные разности, использование модифицирующего агента 29, не может быть желательным.
[0066] Окончательно исправленное изображение (т.е. результат вычитания усредненного изображения или изображения, измененного результатами тепловой модели) может быть полутонировано, т.е. превращено в пространственный шаблон точек, соответствующих информации об интенсивности в исправленном изображении.
[0067] В зависимости от относительных размеров, времени изготовления слоя и характерного времени тепловой релаксации (охлаждение от воздействия излучения), может оказаться желательным, выполнить алгоритм коррекции с помощью усредненных нескольких слоев геометрии 3D-объекта, а не одиночного слоя.
[0068] Независимо от того, определено ли нужное положение (положения) и/или количество модифицирующего агента 29, путем моделирования или эмпирически, после того, как определение сделано, модифицирующий агент 29 избирательно применяется в нужной части (частях) 42, или в некоторых случаях в части (частях) 44 способного к спеканию материала 16 (как показано позиционным обозначением 110 на фиг. 1 и на фиг. 2D).
[0069] В примерах, раскрытых в настоящем описании, модифицирующий агент 29 включает в себя поверхностно-активное вещество, сорастворитель, воду, и опционально биоцид. В некоторых примерах, модифицирующий агент 29 состоит из этих компонентов и никаких других компонентов. Было обнаружено, что эта конкретная комбинация компонентов эффективно уменьшает или предотвращает коалесценцентное растекание, отчасти потому, что вода и сорастворитель обеспечивают охлаждение испарением для способного к спеканию материала 16 в непосредственной близости от них (например, при тепловом контакте с ним). Считается, что испарение 1,3 миллиграмма на см2 модифицирующего агента 29 может удалить до 3 Джоулей энергии на см2 способного к спеканию материала 16. Эта потеря энергии достаточна, чтобы удерживать способный к спеканию материал 16 от нагревания и отверждения (например, которое может потребовать от 4 до 5 Джоулей на см2, на 100-микронный слой спекаемого материала 16).
[0070] Кроме того, сорастворитель, который используется в модифицирующем агенте 29 имеет более низкую температуропроводность, чем вода. Как таковой, сорастворитель проявляет меньше переноса тепла, чем вода. Эта характеристика представляет модифицирующий агент 29 как способный уменьшить поток энергии из спеченного материала в неспеченное окружающее пространство, имеющее в нем модифицирующий агент 29. Как таковой, модифицирующий агент 29 помогает в снижении нежелательной миграции энергии.
[0071] Таким образом, модифицирующий агент 29, раскрытый в настоящем описании может эффективно уменьшать или предотвращать отверждение способного к спеканию материала 16, когда спекающийся материал 16 находится в тепловом контакте с модифицирующим агентом 29.
[0072] Общее количество сорастворителя, присутствующего в модифицирующем агенте 29 находится в диапазоне от, примерно, 5,0 весовых процентов до 30 весовых процентов по отношению к общей массе модифицирующего агента 29. Как упоминается выше, подходящие сорастворители, по меньшей мере, обладают более низкой температуропроводностью, чем вода. В некоторых примерах, также может быть желательно, чтобы сорастворитель (сорастворители) имел температуру кипения выше 230°С. Примеры подходящих сорастворителей и некоторые их физические свойства представлены в таблице 1.
Таблица 1 - Сорастворители модифицирующего агента.
Считается, что также могут быть использованы комбинации сорастворителей, которые перечислены в таблице 1.
[0073] Модифицирующий агент 29 также включает в себя поверхностно-активное вещество. Тип и количество поверхностно-активного вещества, могут быть выбраны таким образом, что угол смачивания с линией контакта способного к спеканию материала 16 составляет менее 90 °. В некоторых случаях угол смачивания может быть меньше, чем 45 °, что может быть желательным, чтобы обеспечить смачивание способного к спеканию материала 16 модифицирующим агентом 29.
[0074] Компоненты модифицирующего агента 29 могут быть смешаны друг с другом, а затем количество поверхностно-активного вещества может быть отрегулировано для достижения желаемого угла смачивания. Обнаружено, что подходящее количество поверхностно-активного вещества может изменяться в зависимости, частично, от концентрации поверхностно-активного вещества и/или же сочетания поверхностно-активных веществ, которые используются. В примере, количество поверхностно-активного вещества может составлять вплоть до, примерно, 1,5 весовых процентов по отношению к общей массе модифицирующего агента 29. Примеры подходящих поверхностно-активных веществ включают в себя самоэмульгирующееся, неионогенное поверхностно-активное вещество на основе химической структуры ацетиленового диола (например, SURFYNOL® SEF от Air Products и Chemicals, Inc.), этоксилированного неионогенного фтор-ПАВ на основе перфтора (CHEMGUARD® S-550-100 от Tyco Fire & Security GMBH LLC), неионогенного фтор-ПАВ (например, CAPSTONE® фторсодержащее поверхностно-активное вещество от DuPont, ранее известный как ZONYL FSO), а также их сочетания.
[0075] Как отмечается выше, модифицирующий агент 29 также включает в себя, в некоторых случаях, биоцид. В том случае, когда биоцид является частью модифицирующего агента 29, он присутствует в количестве в диапазоне от, примерно, 0,01 весовых процентов до, примерно, 0,2 весовых процентов по отношению к общей массе модифицирующего агента 29. Пример подходящего биоцида представляет собой водный раствор 1, 2-бензизотиазолин-3-он (например, PROXEL® GXL от Arch Chemicals, Inc.).
[0076] Балансом модифицирующего агента 29 является вода. Как таковое, количество воды может изменяться в зависимости от количества поверхностно-активного вещества, сорастворителя, и, в некоторых случаях, биоцида, которые включаются. В примере, количество воды находится в диапазоне от, примерно, 70 весовых процентов до, примерно, 95 весовых процентов от общей массы модифицирующего агента 29.
[0077] Модифицирующий агент 29 может быть избирательно применен способом, подобным для коалесцентного агента 28. В примере, модифицирующий агент 29 может быть применен в то же время, в которое наносится коалесцентный агент 28, используя один проход или используя несколько проходов. В другом примере, модифицирующий агент 29 может быть применен до или после того, как наносится коалесцентный агент 28.
[0078] Как показано на фиг. 2D, модифицирующий агент 29 может быть нанесен из струйной печатающей головки 26'. Хотя на фиг. 2D показывается одна печатающая головка, следует понимать, что могут быть использованы множество печатающих головок, которые охватывают ширину слоя 22 изготовления. Печатающая головка 26' может быть прикреплена к перемещающейся по XY платформе или переносной каретке (ни одна из которых показана), которая перемещает печатающую головку 26' в непосредственной близости от слоя 22 изготовления, с тем, чтобы размещать модифицирующий агент в желаемой области (областях). Печатающая головка 26' может быть запрограммирована, чтобы принимать команды от центрального процессорного блока и размещать модифицирующий агент 29 в нужной части (частях) 44 и/или 42.
[0079] В примере, может быть желательно, чтобы выделить, довести до нужной точности, сгладить и т.д. кромку (кромки) слоя 3D-объекта, который формируется. В этом примере, коалесцентный агент 28 может быть избирательно применен в соответствии с шаблоном поперечного сечения (которое параллельно контактной поверхности 25) для слоя 3D-объекта, а модифицирующий агент 29 может быть избирательно применен, по меньшей мере, вдоль части краевой границы 27 этого поперечного сечения. Пример этого показывается на фиг. 2D (вид сбоку в поперечном сечении системы 12), а также на фиг. 3 (вид сверху способного к спеканию материала 16 в слое 22 изготовления). В примере, показанном на этих фигурах, формой слоя 3D-объекта, который должен быть сформирован, является прямоугольная призма и шаблон поперечного сечения, который параллелен контактной поверхности 25 представляет собой квадрат или прямоугольник, имеющий краевую границу 27. Способный к спеканию материал 16 в пределах краевой границы 27 представляет собой часть 44, на которой избирательно применяется коалесцентный агент 28. Способный к спеканию материал 16, расположенный между краевой границей 27 и кромками слоя 22 изготовления находится вне шаблона поперечного сечения для слоя, который должен быть сформирован, и, таким образом, представляет собой часть 42, на которой избирательно применяется модифицирующий агент 29.
[0080] Обращаясь кратко к фиг. 4, изображается изометрический вид спереди некоторой части каждой из двух частей 42 и 44. Вид на фиг. 4 иллюстрирует некоторую часть способного к спеканию материала 16 после применения на ней коалесцентного агента 28 и модифицирующего агента 29. Как изображено, коалесцентный агент 28 может проникать, по меньшей мере, в некоторые пустоты 31 между частицами 16А, 16В, 16С способного к спеканию материала 16 внутри части 44. Аналогичным образом, модифицирующий агент 29 может проникать, по меньшей мере, в некоторые пустоты 31' между частицами 16A, 16B, 16C способного к спеканию материала 16 внутри части 42 снаружи краевой границы 27. В других примерах, коалесцентный агент 28 и/или модифицирующий агент 29, не могут проникать в пустоты 31, 31', но могут быть разнесены по подвергаемой воздействию поверхности слоя 10 способного к спеканию материала 16. В примере, показанном на фиг. 2D, 3 и 4, модифицирующий агент 29 способен предотвращать отверждение (сплавление, спекание, и т.д.) части 42 способного к спеканию материала 16, в то время как коалесцентный агент 28 способен усиливать отверждение (сплавление, спекание, и т.д.) части 44 способного к спеканию материала 16.
[0081] В другом примере может быть желательным уменьшить количество энергии (или температуры) в пределах шаблона поперечного сечения (которое параллельно контактной поверхности 25) для слоя 3D-объекта. В этом примере, коалесцентный агент 28 может быть избирательно применен в соответствии с шаблоном поперечного сечения (которое параллельно контактной поверхности 25) для слоя 3D-объекта, но количество может быть снижено, чтобы уменьшить количество энергии в требуемых областях. Альтернативно, в данном примере, коалесцентный агент 28 может быть избирательно применен в соответствии с шаблоном поперечного сечения (которое параллельно контактной поверхности 25) для слоя 3D-объекта, и модифицирующий агент 29 может быть избирательно применен, по меньшей мере, в части этого поперечного сечения для того, чтобы уменьшить количество энергии в требуемых областях. Таким образом, модифицирующий агент 29 может быть применен ко всей или некоторой из части 44 способного к спеканию материала 16, на котором применяется коалесцентный агент 28. В качестве примера, модифицирующий агент 29 может быть применен в центре или рядом с центром части 44 способного к спеканию материала 16, который проявляет более высокую температуру во время отверждения, и не может быть применен рядом с краевой границей 27 части 44 способного к спеканию материала 16.
[0082] После того, как коалесцентный агент 28 и модифицирующий агент 29 избирательно применяются в желаемых частях 44 и 42, соответственно, весь слой 10 способного к спеканию материала 16 подвергается воздействию излучения R. Это показывается позиционным обозначением 112 на фиг. 1 и на фиг. 2E.
[0083] Излучение R испускается из источника 30 излучения, такого как лампа для светоотверждения, работающая в диапазоне IR, близкого IR, UF или видимой части спектра, светоизлучающие диоды (LED) IR, ближнего IR, UF или видимой части спектра, или лазеры с определенными длинами волн. Используемый источник излучения 30 будет зависеть, по меньшей мере, частично, от типа коалесцентного агента 28, который используется. Источник излучения 30 может быть прикреплен, например, к каретке, которая также удерживает печатающую головку (головки) 26, 26'. Каретка может перемещать источник излучения 30 в положение, которое находится в непосредственной близости от слоя 22 изготовления. Источник излучения 30 может быть запрограммирован для приема команд от центрального процессорного блока и подвергать воздействию облучения R слой 10, включающий в себя коалесцентный агент 28 и модифицирующий агент 29. Продолжительность времени применяемого облучения R, или время экспонирования энергией, может зависеть, например, от одного или более факторов: характеристик источника излучения 30; характеристик способного к спеканию материала 16; и/или характеристик коалесцентного агента 28.
[0084] Время между избирательным применением коалесцентного агента 28 и модифицирующего агента 29 и воздействием излучения может находиться в диапазоне от 0,05 секунд до, примерно, 6 секунд. Для того чтобы достичь желаемого эффекта охлаждения от модифицирующего агента 29, раскрытого в настоящем описании, время между применением и воздействием облучения может быть уменьшено и/или количество модифицирующего агента 29 может быть увеличено. Выполнение регулировок времени и/или количества гарантирует, что температура выбранных частей остается пониженной в течение времени, достаточного для подавления процесса отверждения в части (частях) 42, в то время как отверждение происходит в части (частях) 44. Это желательно, потому что, когда часть (части) 42 более холодная, чем ее окружение, благодаря испарению, миграция энергии в часть (части) 42, может происходить в течение долгого времени.
[0085] Коалесцентный агент 28 усиливает поглощение излучения R, преобразует поглощенное излучение в тепловую энергию, и способствует передаче тепловой энергии к способному к спеканию материалу 16 в непосредственной близости от него (то есть способного к спеканию материала 16 в пределах теплового контакта с коалесцентным агентом 28). В примере, коалесцентный агент 28 в достаточной степени поднимает температуру способного к спеканию материала 16 в части 44 выше точки (точек) плавления, делая возможным отверждение (например, спекание, связывание, сплавления и т.д.) частиц 16А, 16В, 16C.
[0086] Более того, следует понимать, что части 42 способного к спеканию материала 16, которые не имеют коалесцентного агента 28 примененного на них, но имеют модифицирующий агент 29, примененный на них, поглощают некоторую часть энергии. Однако модифицирующий агент 29 может рассеивать поглощенную энергию, в смежный способный к спеканию материала 16 более медленно, а испарение модифицирующего агента 29 отводит энергию. Таким образом, в этих случаях, частицы 16A, 16B, 16C в пределах части (частей) 42, как правило, не превышают точку (точки) плавления частиц 16А, 16В, 16С и не отверждаются.
[0087] Воздействие излучения R формирует один слой 32 3D-объекта 40 (см. фиг. 2F), который должен быть сформирован.
[0088] Этапы 102-112, изображенные на фиг. 1 (показанные и описанные со ссылкой на фиг. 2A-2F) можно повторить столько раз, сколько желательно, чтобы создать последующие слои 34, 36, 38 (фиг. 2F) и, в конечном итоге сформировать 3D-объект 40. Следует понимать, что тепло, поглощаемое в процессе применения энергии из части способного к спеканию материала 16, на котором коалесцентный агент 28 был доставлен, может распространяться на ранее затвердевший слой, такой как слой 32, в результате чего, по меньшей мере, часть этого слоя, нагревается выше ее точки плавления. Этот эффект помогает создать сильную межслойную связь между соседними слоями 3D-объекта 40.
[0089] Фиг. 2F иллюстрирует один пример 3D-объекта 40 в слое 22 изготовлении. Следует понимать, однако, что последовательно образованные слои 34, 36, 38 могут иметь любую желаемую форму и/или толщины, и могут быть как одинаковыми, так и отличающимися от любого другого слоя 32, 34, 36, 38 в зависимости от размера, формы и т.д. 3D-объекта 40, который должен быть сформирован.
[0090] Как показано на фиг. 2F, когда последовательные слои 34, 36, 38 были сформированы, поршень 18 подачи выталкивается ближе к отверстию слоя 14 подачи, и запас способного к спеканию материала 16 в слое 14 подачи уменьшается (по сравнению, например, с фиг. 2А на начальном этапе способа). Поршень 24 изготовления выталкивается дальше от отверстия слоя 22 изготовления, с тем, чтобы приспособить следующий слой (слои) способного к спеканию материала 16 для избирательного применения коалесцентного агента 28 и избирательного применения модифицирующего агента 29. Так как, по меньшей мере, часть способного к спеканию материала 16 остается не затвердевшей после каждого слоя 32, 34, 36, 38, который формируется, 3D-объект 40, по меньшей мере, частично окружается неотвержденным, способным к спеканию материалом 16 и модифицирующим агентом 29 в слое 22 изготовления.
[0091] Когда 3D-объект 40 завершается, он может быть удален из слоя 22 изготовления и неотвержденный, способный к спеканию материал 16 и модифицирующий агент 29 могут быть отделены друг от друга. Это может быть выполнено путем промывки водой. Неотвержденный способный к спеканию материал 16 может быть промыт и затем повторно использован.
[0092] Обратимся теперь к фиг. 5, на котором изображается другой пример системы печати 12'. Система 12' включает в себя центральный процессорный блок 46, который управляет общей работой системы 12' аддитивной печати. В качестве примера, центральный процессорный блок 46 может быть контроллером на основе микропроцессора, который соединяется с запоминающим устройством 50, например, через коммуникационную шину (не показана). Запоминающее устройство 50 хранит компьютерно-читаемые команды 48. Центральный процессорный блок 46 может выполнять команды 48 и, таким образом, может управлять работой системы 12' в соответствии с командами 48.
[0093] В этом примере система 12' печати включает в себя распределитель 26 коалесцентного агента для избирательной доставки коалесцентного агента 28 в часть (части) 44 слоя (не показана на этом чертеже) способного к спеканию материала 16, поставляемого на опорном элементе 58. В этом примере система 12' печати также включает в себя распределитель 26' модифицирующего агента для избирательной доставки модифицирующего агента 29 в другую часть (части) 42 и/или часть (части) 44 слоя (не показаны на этом чертеже) способного к спеканию материала 16, поставляемого на опорном элементе 58.
[0094] В примере, опорный элемент 58 имеет размеры в диапазоне от, примерно, 10 см на 10 см до, примерно, 100 см на 100 см, хотя опорный элемент 58 может иметь большие или меньшие размеры, в зависимости от 3D-объекта 40, который должен быть сформирован.
[0095] Центральный процессорный блок 46 управляет избирательной доставкой коалесцентного агента 28 и модифицирующего агента 29 к слою способного к спеканию материала 16 в соответствии с данными 52 управления доставкой.
[0096] В примере, показанном на фиг. 5, следует понимать, что распределители 26, 26' являются печатающими головками, такими как термические печатающие головки или пьезоэлектрические струйные печатающие головки. Печатающие головки 26, 26' могут быть печатающими головками с дозированной подачей или печатающими головками с непрерывной подачей.
[0097] Печатающие головки 26, 26' могут быть использованы, чтобы избирательно доставлять коалесцентный агент 28 и модифицирующий агент 29, соответственно, при использовании в виде подходящей жидкости. Как описывается выше, и коалесцентный агент 28 и модифицирующий агент 29 включает в себя несущую среду, такую как вода, сорастворитель (сорастворитель), поверхностно-активное вещество (вещества) и т.д., чтобы дать возможность доставить его через печатающие головки 26, 26'.
[0098] В одном из примеров печатающая головка 26, 26' может быть выбрана для доставки капель коалесцентного агента 28 и модифицирующего агента 29 в диапазоне разрешения от, примерно, 180 точек на дюйм (DPI) до, примерно, 1200 DPI. В других примерах, печатающая головка 26, 26' может быть выбрана, чтобы дать возможность доставить капли коалесцентного агента 28 и модифицирующего агента 29 с более высоким или более низким разрешением. Скорость выбрасывания может находиться в диапазоне от около 8 м/с до около 24 м/с, а частота впрыска может находиться в диапазоне, примерно, от 1 кГц до 48 кГц. В примере, может быть желательным, чтобы в выбранные части в расчете на слой объекта, который строится, доставлялось 0,3-1,0 миллиграмм/см2 модифицирующего агента 29.
[0099] Каждая печатающая головка 26, 26' может включать в себя ряд сопел, через которые печатающие головки 26, 26' способны избирательно инжектировать капли жидкости. В одном примере, каждая капля может быть порядка от, примерно, 6 пиколитров (pl) на каплю до, примерно, 10 пиколитров (pl) на каплю, хотя предполагается, что может быть использован больший или меньший размер капель. В некоторых примерах печатающие головки 26, 26' дают возможность доставлять капли переменного размера.
[0100] Печатающие головки 26, 26', могут быть составной частью системы 12' печати, или могут быть выполнены с возможностью замены их пользователем. В том случае, когда печатающие головки 26, 26' выполнены с возможностью замены пользователем, они могут быть съемным образом вставлены в подходящий приемник распределителя или интерфейсный модуль (не показан).
[0101] В другом примере системы 12' печати, чтобы избирательно доставлять как коалесцентный агент 28, так и модифицирующий агент 29, может быть использована одна струйная печатающая головка. Например, первый набор сопел печатающей головки может быть выполнен с возможностью доставлять коалесцентный агент 28, а второй набор сопел печатающей головки может быть выполнен с возможностью доставлять модифицирующий агент 29.
[0102] Как показывается на фиг. 5, каждый из распределителей 26, 26' имеет длину, которая дает ему возможность охватывать всю ширину опорного элемента 58 в конфигурации ряда по ширине страницы. В примере, расположение ряда по ширине страницы достигается за счет соответствующего расположения нескольких печатающих головок. В другом примере, расположение ряда по ширине страницы достигается с помощью одной печатающей головки с рядом сопел, имеющим длину, дающую им возможность перекрыть ширину опорного элемента 58. В других примерах системы 12' печати, распределители 26, 26' может иметь более короткую длину, которая не позволяет им охватить всю ширину опорного элемента 58.
[0103] Хотя это и не показано на фиг. 5, следует понимать, что распределители 26, 26' могут быть установлены на подвижной каретке, чтобы дать им возможность перемещаться двунаправленно по длине опорного элемента 58 вдоль изображенной оси Y. Это дает возможность для избирательной доставки коалесцентного агента 28 и модифицирующего агента 29 по всей ширине и длине опорного элемента 58 за один проход. В других примерах, распределители 26, 26' могут быть зафиксированы, в то время как опорный элемент 58 выполнятся с возможностью перемещения относительно них.
[0104] Когда в данном описании используется термин "ширина", то это в целом обозначает самый короткий размер в плоскости, параллельной осям Х и Y, показанным на фиг. 5, а термин "длина" обозначает самый длинный размер в этой плоскости. Тем не менее, следует понимать, что в других примерах термин "ширина" может быть взаимозаменяем термином "длина". В качестве примера, распределители 26, 26' могут иметь длину, которая позволяет им охватить всю длину опорного элемента 58, в то время как подвижная каретка может перемещаться двунаправленно по ширине опорного элемента 58.
[0105] В примерах, в которых распределители 26, 26' имеют более короткую длину, которая не позволяет им охватить всю ширину опорного элемента 58, распределители 26, 26' также могут быть подвижными двунаправленно по ширине опорного элемента 58 в показанной оси X. Такое расположение делает возможным избирательную доставку коалесцентного агента 28 и модифицирующего агента 29 по всей ширине и длине опорного элемента 58, с использованием нескольких проходов.
[0106] Распределители 26, 26' могут, соответственно, включать в себя запас коалесцентного агента 28 и модифицирующего агента 29, или могут быть, соответственно, оперативно соединены с отдельным источником коалесцентного агента 28 и модифицирующего агента 29.
[0107] Как показывается на фиг. 5, система 12' печати также включает в себя распределитель 56 способного к спеканию материала. Этот распределитель 56 используется, чтобы доставлять слой (например, слой 10) способного к спеканию материала 16 на опорный элемент 58. Подходящие распределители 56 способного к спеканию материала могут включать в себя, например, ракель, ролик, или их комбинации.
[0108] Способный к спеканию материал 16 может быть подан в распределитель 56 способного к спеканию материала из бункера или другой подходящей системы доставки. В показанном примере распределитель 56 способного к спеканию материала перемещается по длине (ось Y) опорного элемента 58 для нанесения слоя способного к спеканию материала 16. Как описывается выше, первый слой способного к спеканию материала 16 должен наноситься на опорный элемент 58, в то время как последующие слои способного к спеканию материала 16 будут наноситься на предварительно нанесенный (и затвердевший) слой.
[0109] Следует также понимать, что опорный элемент 58 также может быть перемещаемым вдоль оси Z. В примере, опорный элемент 58 перемещается в направлении Z так, что, когда наносятся новые слои способного к спеканию материала 16, между поверхностью самого последнего сформированного слоя и нижней поверхностью распределителей 26, 26' поддерживается заранее заданный зазор. В других примерах, однако, опорный элемент 58 может быть зафиксирован вдоль оси Z, а распределитель 26 может быть выполнен с возможностью перемещения вдоль оси Z.
[110] Как и в системе 12, система 12' также включает в себя источник 30 излучения, чтобы подводить энергию к нанесенному слою способного к спеканию материала 16, коалесцентному агенту 28 и модифицирующему агенту 28, чтобы вызвать затвердевание части (частей) 44 способного к спеканию материала 16. Может быть использован любой из описанных выше источников излучения 30. В примере, источник излучения 30 является единственным источником энергии, который способен равномерно подводить энергию к нанесенным материалам, а в другом примере, источник излучения 30 включает в себя ряд источников энергии, чтобы равномерно подводить энергию к нанесенным материалам.
[0111] В примерах, раскрытых в настоящем описании, источник 30 излучения выполняется с возможностью подводить энергию, по существу, равномерным образом по всей поверхности нанесенного способного к спеканию материала 16. Этот тип источника 30 излучения может упоминаться как несфокусированный источник энергии. Одновременное воздействие энергией на весь слой может помочь увеличить скорость, при которой трехмерный объект может быть создан.
[0112] Хотя и не показано, следует понимать, что источник 30 излучения может быть установлен на подвижной каретке, или может находиться в фиксированном положении.
[0113] Центральный процессорный блок 46 может управлять источником 30 излучения. Количество подведенной энергии, может быть в соответствии с данными 52 управления доставкой.
[0114] Система 12' может также включать в себя предварительный нагреватель 60, который используется для предварительного нагревания нанесенного способного к спеканию материала 16 (как показано и описано со ссылкой на фиг. 2В). Использование предварительного нагревателя 60 может помочь уменьшить количество энергии, которое должно быть подведено с помощью источника 30 излучения.
[0115] Для дополнительной иллюстрации настоящего раскрытия, в настоящем описании приведены примеры. Следует понимать, что эти примеры представлены в иллюстративных целях и не должны истолковываться как ограничивающие объем настоящего раскрытия.
Пример 1
[0116] Были подготовлены: примерный модифицирующий агент (Пример) и несколько модифицирующих агентов для сравнения, (сравнительный пример 1 - сравнительный пример 5). Смеси (обозначаемые IF) показываются в таблице 2.
Таблица 2
Пример
Ср. Пример 1
Ср. Пример 2
Ср. Пример 3
Ср. Пример 4
Ср. Пример 5
[0117] С использованием световой обработки области были сформированы симметричные части. Был применен 100 мкм слой способного к спеканию материала в виде PA2200 полиамида 12 доступного от Electro Optical Systems GmbH. Чернила HP CM991A, доступные от Hewlett Packard Company были применены в качестве коалесцентного агента с помощью струйного принтера на способном к спеканию материале в шаблоне части. Пример и сравнительный пример модифицирующих агентов были применены к способному к спеканию материалу на кромках половины шаблона. Параметры принтера включали в себя заданное, значение температуры слоя изготовления 160°C и время цикла слоя 20 секунд. 40 слоев материала были нанесены, сделаны по шаблону, и отверждены.
[0118] Сформированные части были подвергнуты очистке в мыльной воде зубной щеткой, чтобы удалить неспеченный, способный к спеканию материал и оценить эффективность модифицирующих агентов.
[0119] Фотографии частей после очистки показываются на фиг. 6А-6F. Таблица 3 привязывает чертежи к различным частям и модифицирующему агенту, который используется при изготовлении соответствующих частей.
Таблица 3
[0120] Соответствующие модифицирующие агенты были применены вдоль нижней кромки и в пределах квадратной по форме метки во время изготовления каждой из частей. При сравнении фиг. 6А-6F ясно, что Примерная часть (фиг. 6А, сформированная с помощью Примерного модифицирующего агента, состоящего из воды, сорастворителя с желаемой температуропроводностью и в желаемом диапазоне, и поверхностно-активных веществ), имела наименьшее количество способного к спеканию материала 16 в частях, где был применен модифицирующий агент. Сравнительные части (фиг. 6B-6F), созданные солями и/или большим (более 30 весовых процентов) количеством сорастворителя (сорастворителей) также не перекрывают метку. Скорее всего, неспеченный, способный к спеканию материал спекается (т.е. строится) в пределах метки в сравнительных частях.
[0121] После оценки, каждая из частей также подвергалась пескоструйной обработке для более жесткой очистки. Были получены аналогичные результаты, показанные на фиг. 6А-6F.
Пример 2
[0122] Был подготовлен модифицирующий агент, включающий в себя примерно 90 весовых процентов воды и примерно 8 весовых процентов гликольэфира.
[0123] Был применен 100 мкм слой способного к спеканию материала PA2200 полиамида 12, доступного от Electro Optical Systems GmbH. Были применены чернила HP CM991A, доступные от Hewlett Packard Company в качестве коалесцентного агента с помощью струйного принтера на способный к спеканию материал в шаблоне части. Модифицирующий агент, в количестве, находящемся в диапазоне от 0 мг/см2 на слой до 1,3 мг/см2 на слой применялся на способном к спеканию материале на кромках соответствующих форм в виде зуба пилы. Параметры принтера включали в себя заданное значение температуры слоя изготовления 160°C и время цикла слоя 20 секунд. 40 слоев материала были нанесены, сделаны по шаблону и отверждены.
[0124] Длина зуба в мм измерялась после того, как часть была сформирована, чтобы оценить влияние количества модифицирующего агента. Фиг.7 иллюстрирует график зависимости длины зуба от количества модифицирующего агента. Оказалось, что 1,3 мг/см2 модифицирующего агента может обеспечить слишком много охлаждения и нежелательно сократить длину шаблона. Эти результаты показывают, что может быть желательным определить количество модифицирующего агента для применения, используя примеры, раскрытые в настоящем описании.
[0125] Фиг. 8A-8D представляют собой фотографии части, сформированной в этом примере. Фиг. 8A показывает зуб пилы, полученный без применения модифицирующего агента (например, 0 мг/см2 на слой) на его кромке. Фиг. 8B показывает зуб пилы, полученный с модифицирующим агентом, примененным вокруг его кромки и простирающийся на 2 мм за конец зуба в количестве 0,33 мг/см2 на слой. Фиг. 8C показывает зуб пилы, полученный с модифицирующим агентом, примененным на его кромке в количестве 0,66 мг/см2 на слой. Фиг. 8D показывает зуб пилы, полученный с модифицирующим агентом, примененным на его кромке в количестве 1,3 мг/см2 в слой. Черный участок зуба пилы указывает на область, помеченную коалесцентным агентом, который представляет собой требуемые размеры объекта. Присутствует более белый нежелательный спеченный материал на кромке зуба пилы на фиг. 8А по сравнению с фиг. 8B-8D. Фигуры 8B-8D представляют собой возрастающие количества (0,33, 0,66, 1,33 мг/см2) модифицирующего агента, нанесенного рядом с участками коалесцентного агента. Количество нежелательного белого спеченного материала уменьшается в каждом следующем изображении.
Пример 3
[0126] В этом примере также использовался модифицирующий агент из Примера 2.
[0127] Был применен 100 мкм слой способного к спеканию материала PA2200 полиамид 12, доступного от Electro Optical Systems GmbH. Были применены чернила HP CM991A, доступные от Hewlett Packard Company в качестве коалесцентного агента с помощью струйного принтера на способном к спеканию материале в шаблоне части. К способному к спеканию материалу на кромках соответствующих форм в виде зуба пилы был применен модифицирующий агент, в количестве 0, 0,66, и 1,33 мг/см2 на слой. Параметры принтера включали в себя заданное значение температуры слоя изготовления 160°C и 20 секунд времени цикла слоя. 40 слоев материала были нанесены, сделаны по шаблону и отверждены. Было введено время задержки 2 секунды или 4 секунды до отверждения.
[0128] Длина зуба в мм была измерена после того, как часть была сформирована, чтобы оценить эффект от количества модифицирующего агента и задержки в отверждении. Эти результаты показываются в таблице 4.
Таблица 4
(мг/см2)
[0129] Из результатов в таблице 4 видно, что использование модифицирующего агента в отличие от отсутствия модифицирующего агента уменьшает длину зуба. Это указывает на то, что нежелательный способный к спеканию материал спекается на кромках зуба, когда никакой модифицирующий агент не используется. Кроме того, когда используется одинаковое количество модифицирующего агента, то более короткая задержка в отверждении приводит к небольшому уменьшению длины зуба, по сравнению с более длительной задержкой в отверждении (сравните Пример 2 с Примером 5, и Пример 3 с Примером 6).
[0130] Примеры модифицирующего агента 29, раскрытые в данном описании, могут эффективно уменьшать нежелательный способный к спеканию материал, спекающийся на краевой границе 27 или вблизи от нее, могут уменьшить коалесцентное растекание, и/или могут снизить уровень отверждения и/или предотвратить отверждение способного к спеканию материала 16 на краевой границе 27 или вблизи нее в пределах части (частей) 42.
[0131] Ссылка во всем описании на «один пример», «другой пример», «пример», и так далее, означает, что конкретный элемент (например, признак, структура и/или характеристика), описанный в связи с примером, включается, по меньшей мере, в один пример, описанный в данном описании, и может или не может присутствовать в других примерах. Кроме того, следует понимать, что описанные элементы для любого примера могут быть объединены любым подходящим способом в различных примерах, если из контекста явно не следует иное.
[0132] Следует понимать, что диапазоны, представленные в данном описании, включают в себя установленный диапазон и любое значение или поддиапазон в пределах установленного диапазона. Например, диапазон от, примерно, 50°С до, примерно, 350°С должен интерпретироваться так, чтобы включить в него не только явно перечисленные пределы от, примерно, 50°С до, примерно, 350°С, но и включить в него индивидуальные значения, такие как 57°C, 95°С, 125°С, 250°С, и т.д., а также поддиапазоны, такие как от, примерно, 70°С до, примерно, 225°С, от, примерно, 60°С до, примерно, 170°C и т.д. Кроме того, когда "примерно" используется для описания значения, это означает необходимость включить в него незначительные изменения (до +/-10%) от установленного значения.
[0133] В описании и в формуле изобретения , формы единственного числа включают в себя ссылки на множественное число, если контекст явно не диктует иное.
[0134] Хотя несколько примеров были описаны подробно, специалистам в этой области техники должно быть очевидно, что раскрытые примеры могут быть изменены. Таким образом, приведенное выше описание следует рассматривать не ограничивающим.
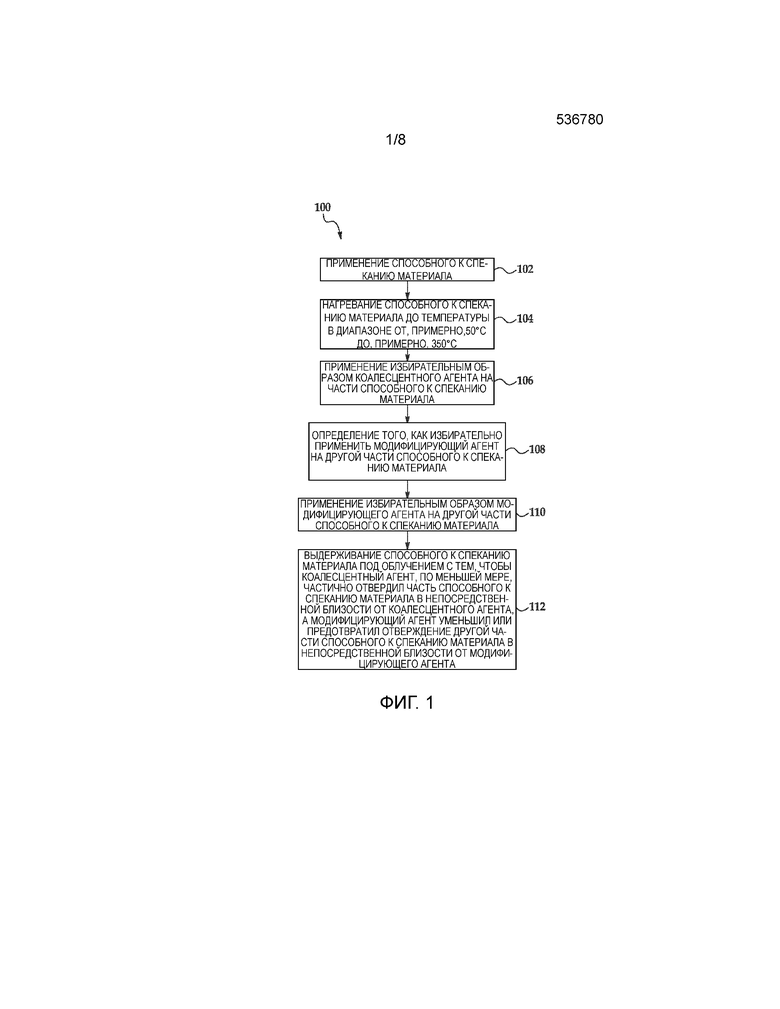
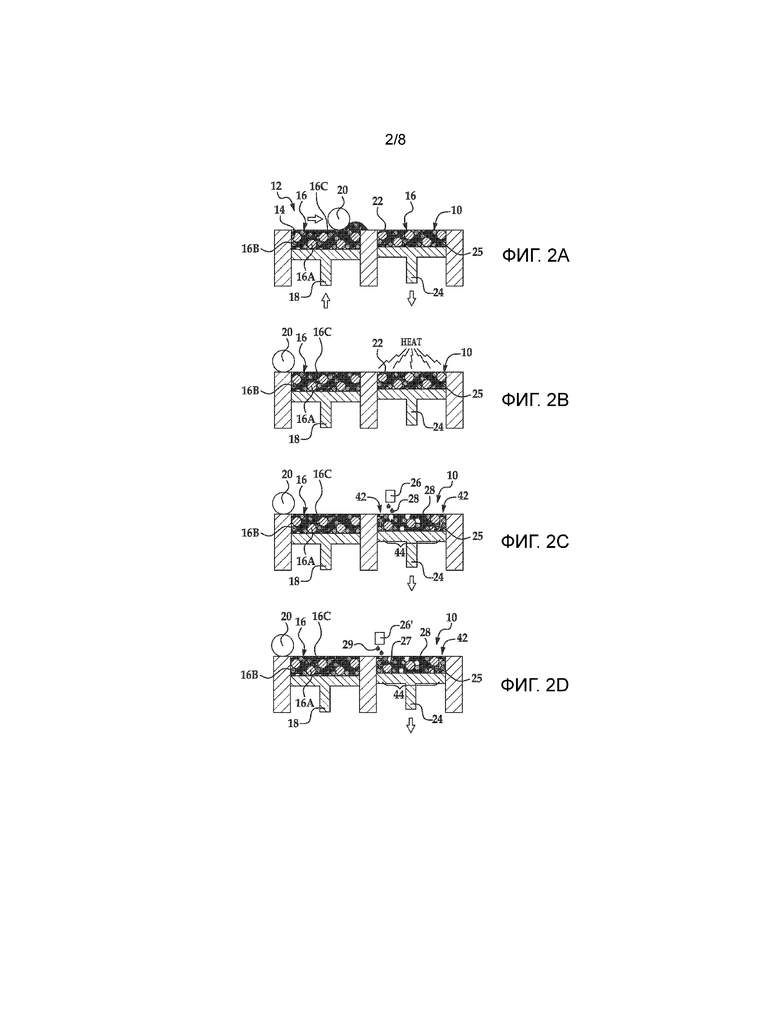
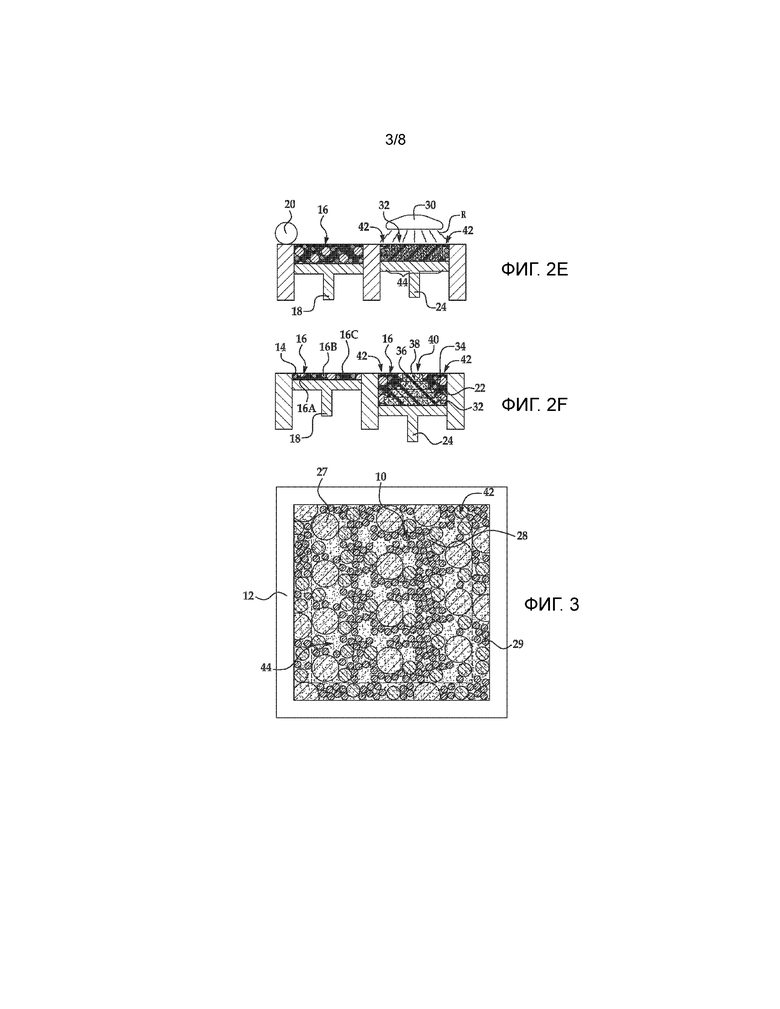
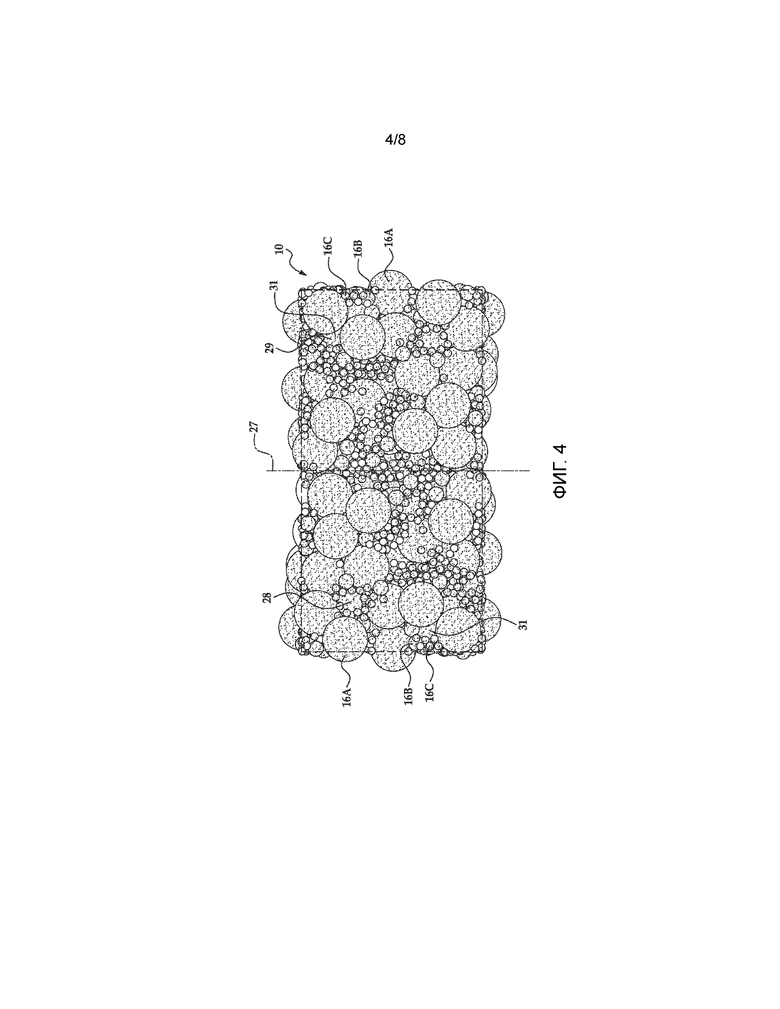
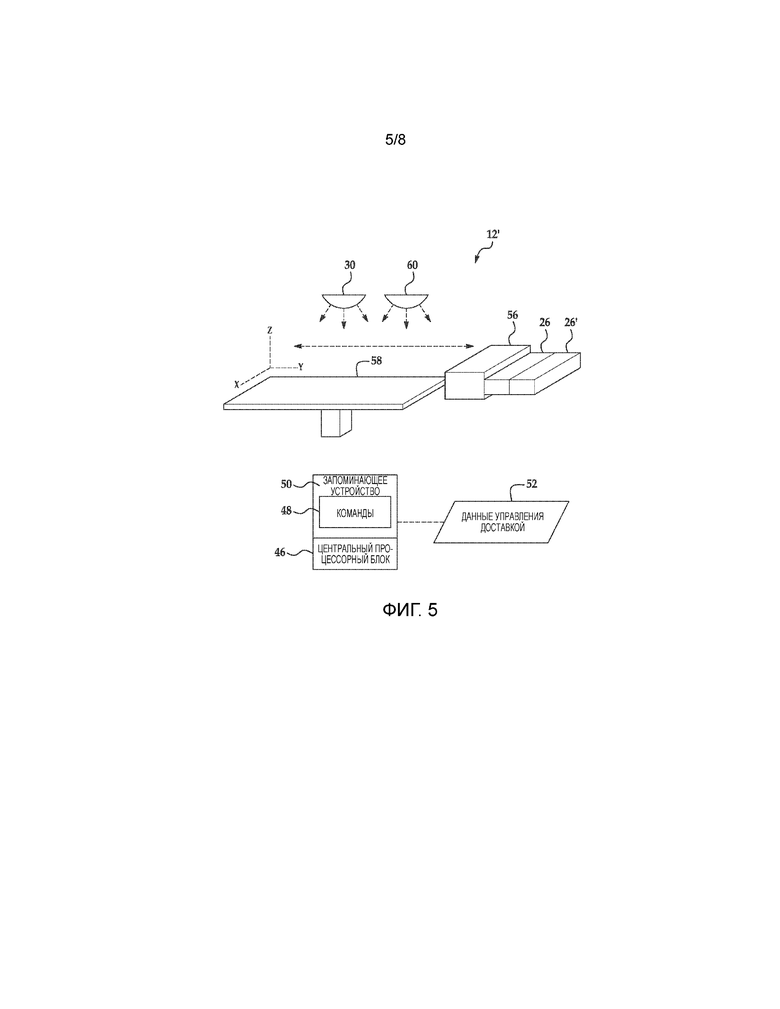
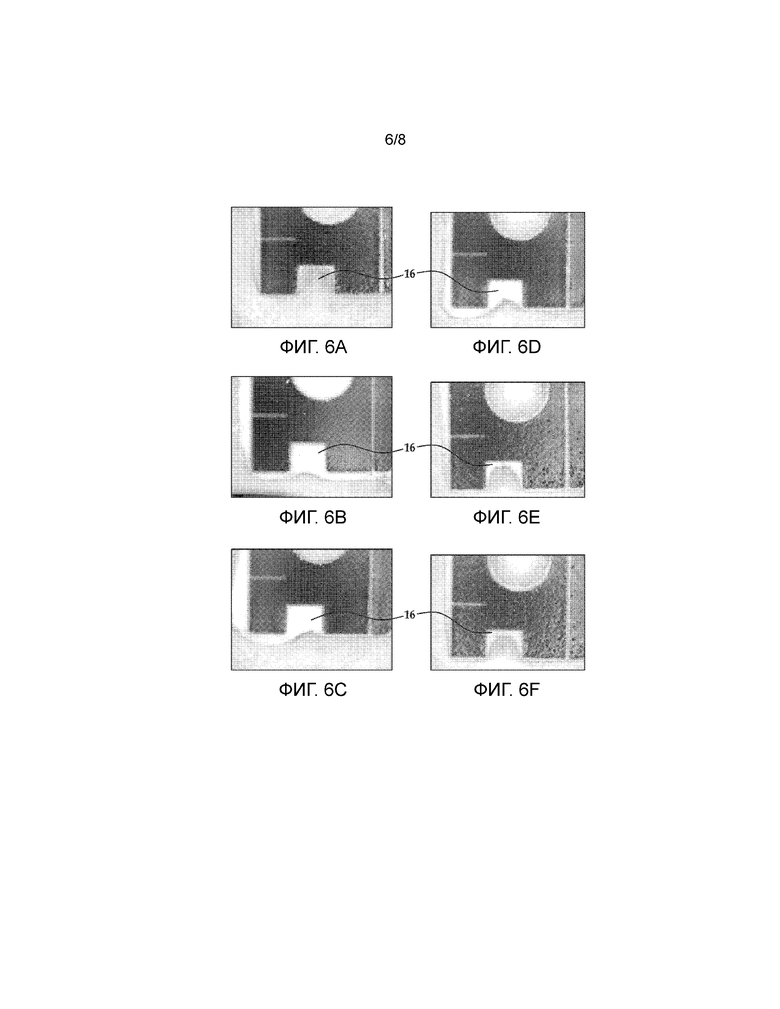
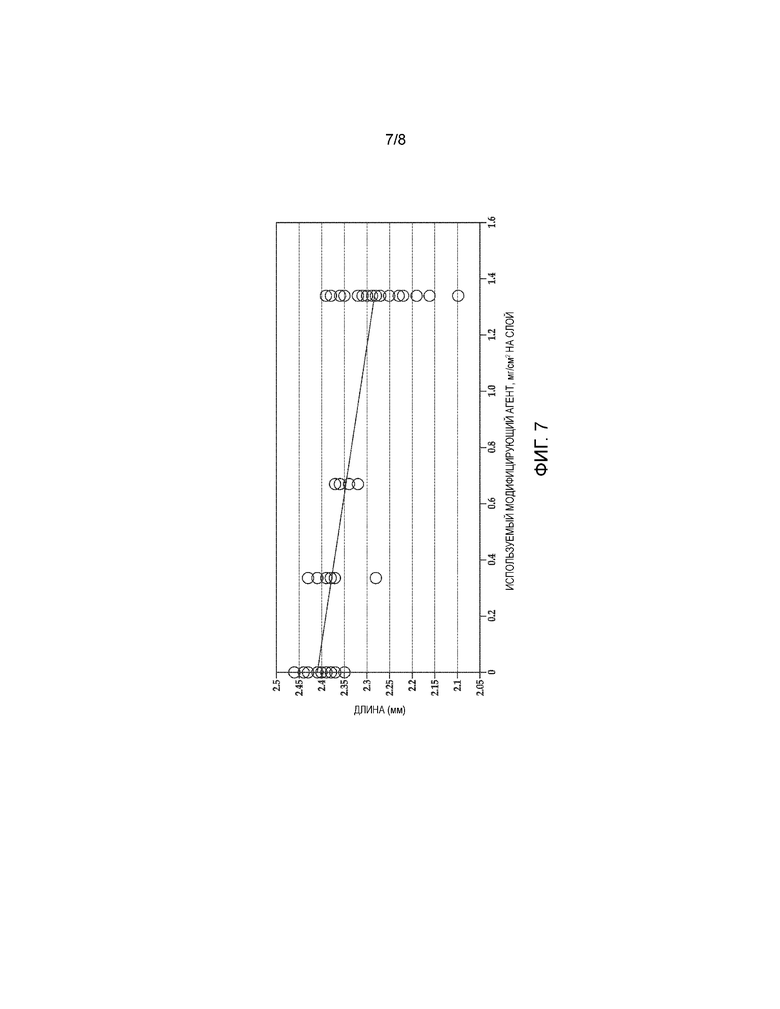
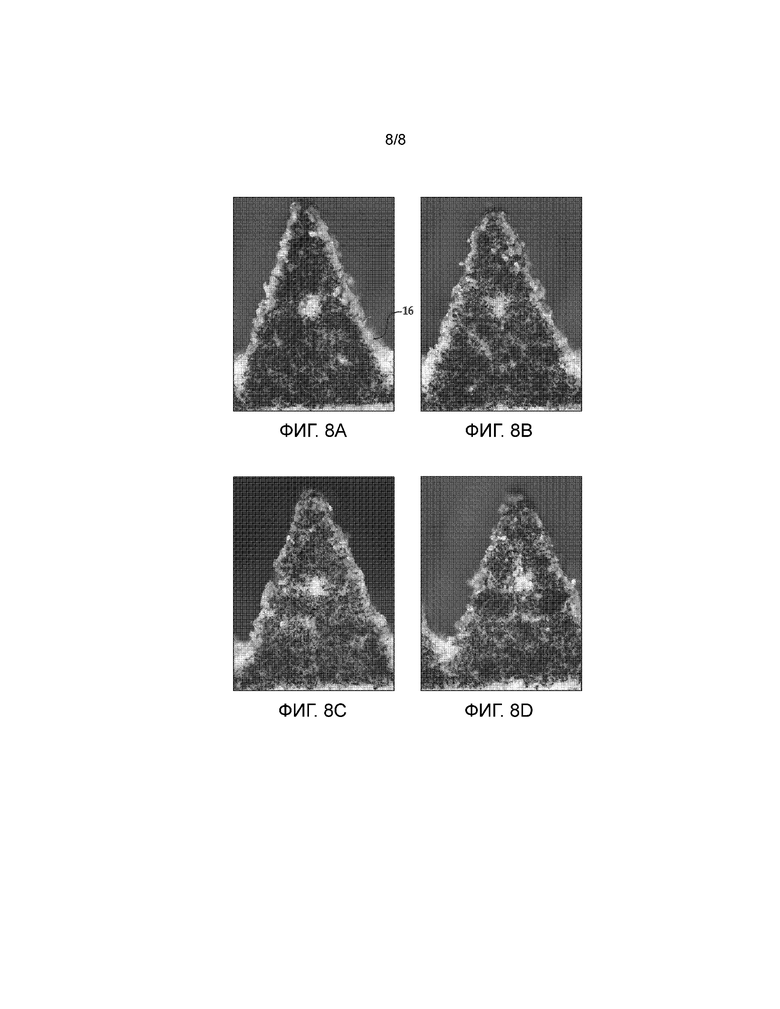
Изобретение относится к аддитивному процессу печати. В способе численного моделирования для идентификации того, как применять модифицирующий агент при осуществлении способа трехмерной (3D) печати, создается модель термодиффузии слоя 3D-объекта, который должен быть сформирован из части способного к спеканию материала с использованием способа 3D-печати. Модель термодиффузии создается компьютером, работающим под управлением компьютерно-читаемых команд, хранящихся на невременном, материальном компьютерно-читаемом носителе. Количество модифицирующего агента, который должен быть избирательно применен, рассчитывается компьютером на основе модели термодиффузии. Техническим результатом изобретения является предотвращение коалесцентного растекания трехмерного объекта. 3 н. и 12 з.п. ф-лы, 21 ил., 4 табл., 6 пр.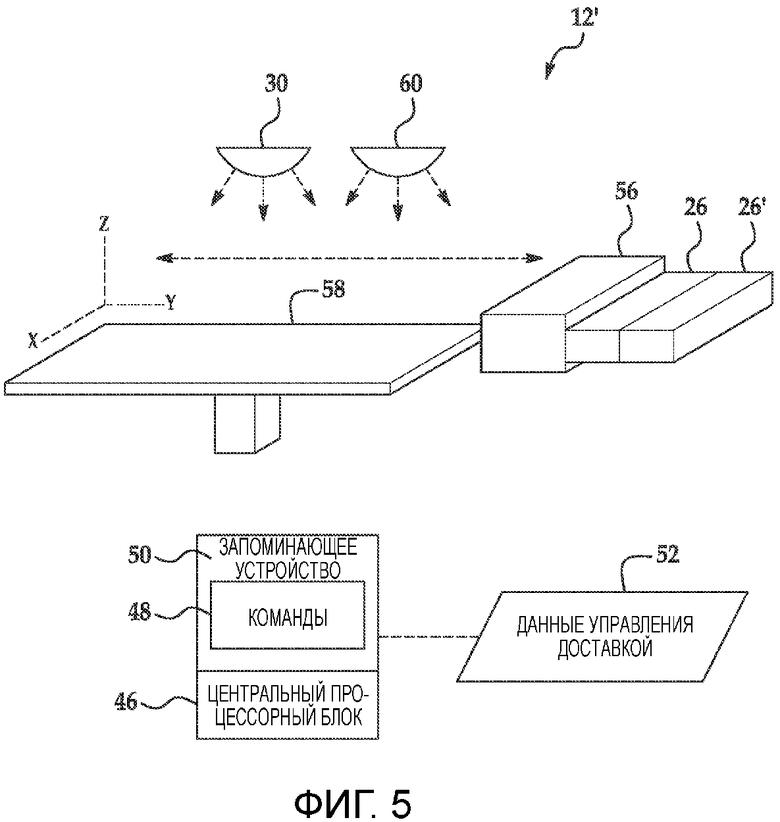
1. Способ трехмерной (3D) печати, содержащий:
применение способного к спеканию материала;
нагревание способного к спеканию материала до температуры в диапазоне от, примерно, 50°С до, примерно, 350°С;
избирательное применение коалесцентного агента на части способного к спеканию материала;
определение того, как избирательно применить модифицирующий агент на другой части способного к спеканию материала, используя характеристику термодиффузии i) способного к спеканию материала, ii) слоя, который должен быть сформирован из части способного к спеканию материала, или iii) как i, так и ii, при этом модифицирующий агент включает в себя:
от, примерно, 70 весовых процентов до, примерно, 95 весовых процентов воды;
от, примерно, 5 весовых процентов до 30 весовых процентов сорастворителя, имеющего более низкую температуропроводность, чем вода;
поверхностно-активное вещество; а также
опционально, биоцид;
избирательное применение определенного количества модифицирующего агента на другой части способного к спеканию материала; и
воздействие на способный к спеканию материал излучения, в результате чего коалесцентный агент, по меньшей мере, частично отверждает часть способного к спеканию материала в непосредственной близости от коалесцентного агента, а модифицирующий агент снижает или предотвращает отверждение другой части способного к спеканию материала в непосредственной близости от модифицирующего агента.
2. Способ 3D-печати по п. 1, в котором определение осуществляется путем:
создания с помощью компьютера, работающего под управлением компьютерно-читаемых команд, хранящихся на невременном, материальном компьютерно-читаемом носителе, модели термодиффузии слоя, который должен быть сформирован из способного к спеканию материала; а также
вычисления с помощью компьютера количества модифицирующего агента, который должен избирательно применяться, на основе модели термодиффузии.
3. Способ 3D-печати по п. 2, в котором слой должен быть сформирован из части способного к спеканию материала и причем вычисление включает в себя:
определение, исходя из модели термодиффузии, избыточной температуры другой части способного к спеканию материала, которая выше заданной температуры для слоя изготовления;
преобразование избыточной температуры в количество избыточной энергии; и
преобразование количества избыточной энергии в количество модифицирующего агента, которое является оптимальным для удаления избыточной энергии.
4. Способ 3D-печати по п. 3, в котором количество избыточной энергии увеличивается с учетом вторичной миграции энергии в другую часть способного к спеканию материала.
5. Способ 3D-печати по п. 3, дополнительно содержащий определение регулируемого количества коалесцентного агента для применения в пределах краевой границы части или в пределах части, чтобы компенсировать потерю энергии.
6. Способ 3D-печати по п. 1, в котором определение включает в себя определение эмпирическим путем количества модифицирующего агента и изменение температуры, произведенное этим количеством модифицирующего агента.
7. Способ 3D-печати по п. 6, в котором определение эмпирическим путем включает в себя:
воздействие излучения на способный к спеканию материал без какого-либо коалесцентного агента или модифицирующего агента, нанесенных на него, чтобы сформировать эталонную область;
измерение температуры эталонной области;
воздействие излучения на способный к спеканию материал с некоторым количеством модифицирующего агента, нанесенным на него, чтобы сформировать область тестирования;
измерение температуры области тестирования;
определение разности температур между областью тестирования и эталонной областью; а также
привязку количества модифицирующего агента к разнице температур.
8. Способ 3D-печати по п. 1, в котором определение включает в себя:
оценку шкалы длины термодиффузии с помощью отвержденного слоя, сформированного тем же типом способного к спеканию материала, тем же положением для избирательно применяемого коалесцентного агента и без модифицирующего агента; и
идентификацию, по меньшей мере, положения для избирательного применения модифицирующего агента из шкалы длины.
9. Способ 3D-печати по п. 1, в котором определение осуществляется путем:
приема с помощью компьютера, работающего под управлением компьютерно-читаемых команд, хранящихся на невременном, материальном компьютерно-читаемом носителе, информации 3D-формы о слое, который должен быть сформирован из способного к спеканию материала;
создания с помощью компьютера профиля энергии или температуры для слоя, который должен быть сформирован из части способного к спеканию материала; и
создания с помощью компьютера, исходя из информации 3D-формы и профиля энергии или температуры, шаблона для избирательного применения модифицирующего агента.
10. Способ 3D-печати по п. 1, в котором способный к спеканию материал применяется на контактной поверхности и причем способ дополнительно содержит:
избирательное применение коалесцентного агента на части способного к спеканию материала в шаблоне поперечного сечения слоя трехмерного объекта, который должен быть сформирован, при этом поперечное сечение параллельно контактной поверхности; а также
избирательное применение модифицирующего агента на другой части спекаемого материала на краевой границе, по меньшей мере, на части поперечного сечения.
11. Способ для идентификации того, как применять модифицирующий агент при осуществлении способа трехмерной (3D) печати, причем способ содержит:
прием с помощью компьютера, работающего под управлением компьютерно-читаемых команд, хранящихся на невременном, материальном компьютерно-читаемом носителе, информации 3D-формы о слое, который должен быть сформирован из части способного к спеканию материала, причем информация 3D-формы включает в себя значение, указывающее избирательное применение коалесцентного агента;
создание с помощью компьютера профиля энергии или температуры для слоя, который должен быть сформирован из части способного к спеканию материала; а также
создание с помощью компьютера, исходя из информации 3D-формы и профиля энергии или температуры, шаблона для избирательного применения модифицирующего агента в отношении слоя, который должен быть сформирован.
12. Способ по п. 11, дополнительно содержащий создание с помощью компьютера показателя изменения для корректировки значения, указывающего на избирательное применение коалесцентного агента.
13. Способ численного моделирования для идентификации того, как применять модифицирующий агент при осуществлении способа трехмерной (3D) печати, при этом способ численного моделирования содержит:
создание с помощью компьютера, работающего под управлением компьютерно-читаемых команд, хранящихся на невременном, материальном компьютерно-читаемом носителе, модели термодиффузии слоя трехмерного объекта, который должен быть сформирован из части способного к спеканию материала с использованием способа 3D-печати; а также
вычисление с помощью компьютера количества модифицирующего агента, которое должно быть избирательно применено на основе модели термодиффузии.
14. Способ численного моделирования по п. 13, в котором:
модель термодиффузии определяет избыток энергии за пределами краевой границы слоя; и
вычисление преобразует избыток энергии в количество модифицирующего агента, который должен быть избирательно применен.
15. Способ численного моделирования по п. 13, дополнительно содержащий определение количества коалесцентного агента для применения в пределах краевой границы части или в пределах части.
| US 6799959 B1, 05.10.2004 | |||
| US 2006244169 A1, 02.11.2006 | |||
| EP 1452298 A1, 01.09.2004 | |||
| ИЗБИРАТЕЛЬНОЕ СПЕКАНИЕ СТРУКТУРНО-МОДИФИЦИРОВАННЫХ ПОЛИМЕРОВ | 2009 |
|
RU2498901C2 |

