ОПИСАНИЕ ПРЕДШЕСТВУЮЩЕГО УРОВНЯ ТЕХНИКИ
Традиционно детали, выполненные из сплошных и твердых материалов, таких как металлы, сталь или керамика, производились с помощью процессов субтрактивного производства, например, с помощью обработки резанием. Конкретные формы реализовывались способами холодной и горячей обработки давлением, например, ковки. Однако эти способы являются сложными, требуют большого количества оборудования и занимают много времени, и поэтому обычно более пригодны для массового производства изделий и менее пригодны для изготовления изделий по индивидуальному заказу за короткое время.
В области изготовления изделий по индивидуальному заказу было разработано быстрое макетирование/быстрое производство. Эта область представляет растущий интерес для многих приложений, поскольку индивидуальные изделия могут быть произведены на работающем с помощью компьютера оборудовании, таком как лазерная резка, лазерное спекание и т.д. Быстрое макетирование и быстрое производство реализуются различными способами, включая аддитивные и субтрактивные методы.
В последние годы стали известны различные процессы аддитивного производства. Эти процессы имеют общее преимущество в том, что материал используется более эффективно по сравнению с субтрактивным производством, и во многих случаях могут быть реализованы формы, которые по сути невозможно реализовать посредством процессов субтрактивного производства. В частности, область так называемой «трехмерной печати» испытывает рост коммерческого интереса, поскольку она обеспечивает осуществляемое с помощью компьютера создание сплошных деталей с точными геометрией и формой. Трехмерная печать также предлагает потребителям возможность производить индивидуализированные изделия на заказ за короткое время. Также для промышленности представляет интерес быстрое производство прототипов или изготовление изделий, которые не могут быть произведены иным образом с разумными затратами или из-за технологических ограничений. Таким образом, способы аддитивного производства продолжают работать там, где обычные способы производства не могут помочь.
Одним типом способа аддитивного производства является селективное лазерное спекание (СЛС, или SLS). В нем слои изделия производятся один за другим путем спекания верхнего слоя, а затем обеспечения дополнительного порошка, за которым опять следует спекание. В этом процессе частицы металлического порошка связываются вместе путем выборочного нанесения адгезива на слой металлических частиц с последующими дополнительными слоями металлического порошка и снова избирательного нанесения материала связующего/клея (струйного нанесения связующего). Однако эти процессы требуют большого количества металлического порошка, который впоследствии выбрасывается или нуждается в переработке.
Более экономичным является способ изготовления наплавлением нити (FFF), также известный как «моделирование наплавлением» (FDM). В этой технологии аддитивного производства трехмерный объект создается путем экструдирования нити через фильеру экструдера с образованием слоя сырья на основании. Нить обычно является термопластичным материалом. Фильеру экструзионной головки обычно нагревают, чтобы сделать нить мягкой и экструдируемой, а затем экструзионная головка формирует слой за слоем сырья на основании. Сырье обычно упрочняется и затвердевает после экструдирования. Для того, чтобы сформировать каждый слой, экструзионная головка приводится двигателями в движение, с перемещением основания и/или экструдирующей фильеры (головки) друг относительно друга заданным образом вдоль осей x, y и z. Процесс FFF был впервые описан в патенте US 5121329.
Процессы FFF сегодня применяются главным образом для формирования 3-мерных объектов, выполненных из термопластичного материала. В таком случае предмет легко печатается на 3D-принтере. Такие устройства являются коммерчески доступными.
Однако полностью термопластичные материалы имеют некоторые недостатки. Произведенный объект обычно является неустойчивым при высокой температуре, не обладает высокой прочностью, а его внешний вид зачастую неудовлетворителен. Таким образом желательно расширить область аддитивного производства и, в частности FFF, на производство объектов, имеющих высокую термостойкость, прочность и хороший внешний вид, такие как реализуемые в объектах, выполненных из металлов, сплавов, керамики или стекла.
Однако благодаря присущей им хрупкости такие материалы неспособны экструдироваться. Таким образом, изготовление объектов из таких материалов обычно возможно только путем обеспечения частиц этих материалов в связующей системе, которая может экструдироваться или обрабатываться иным образом, например, с помощью литья металлов под давлением (MIM). Однако в этом случае недостаток заключается в необходимости удаления связующей системы и сплавления частиц, обычно с помощью термической обработки, чтобы сформировать желаемый объект.
В способе изготовления наплавлением нити, использующем такое сырье из наполненной частицами нити, содержащей дисперсный материал и термопластичное связующее, сначала формируют предварительный объект путем «печати» нитью, формируя тем самым слоистый структурированный объект (также называемый «сырым телом»). Затем связующее удаляют («удаление связующего»), чтобы получить так называемое «коричневое тело», после чего частицы сплавляют, чтобы получить конечный продукт. Такой процесс описан, например, в WO 2015/006697.
Связующая композиция обычно содержит термопластичный материал. В качестве примеров могут быть указаны патенты US 5738817 и US 5900207, описывающие процесс моделирования наплавлением для изготовления изделия с использованием смеси композиции из частиц, диспергированных в связующем. Композиция из частиц содержит керамические материалы, металлы, металлические сплавы и/или стали. Связующее состоит из полимера, воска, эластомера, клейкого реагента и пластификатора. US 2012/0033002 описывает способ FFF, использующий смесь термомагнитного порошка и системы связующих. Система связующих содержит полимеры, такие как сложные полиэфиры, полисульфоны, поли(эфирсульфоны), а также сополимеры стирола. Эта система требует очень высоких температур для удаления связующего на стадии удаления связующего.
Сырье для способа изготовления наплавлением нити также является коммерчески доступным. Оно главным образом основано на связующих, включающих полимолочную кислоту или сополимеры ABS (акрилонитрила-бутадиена-стирола). Единственным в настоящее время доступным сырьем для способа FFF, способным обеспечивать на 99% металлические (медные) детали, является Filamet™, получаемое от компании «Virtual Foundry», которое содержит медные частицы и использует полимолочную кислоту в качестве фазы связующего.
Сырье для процесса аддитивного производства, в частности процесса изготовления наплавлением нити, который в конечном счете должен дать объект, выполненный из термостойкого материала, такого как металлы, сплавы, стекло, керамика и т.д., должно иметь тонко настроенный баланс свойств. Эти свойства включают в себя следующее:
- Система связующих должна быть пригодной к удалению, то есть полимеры должны быть удаляемыми, например, с помощью термической обработки, экстракции растворителем или селективной реакции с использованием газообразных катализаторов, по существу не оставляя отложений между частицами, составляющими спеченное тело, поскольку они могут привести к искажениям и/или к уменьшению прочности на границах между частицами;
- Для способа FFF сырье должно быть пригодным для печати через печатающую головку при подходящей температуре;
- Если желательно хранить сырье в виде нити и иметь его готовым к употреблению в коммерческом 3D-принтере, предпочтительно, чтобы сырье могло храниться на шпульках с относительно малым радиусом, например, 2-10 см, так, чтобы эти шпульки можно было легко транспортировать и продавать, не требуя при этом слишком большого пространства в распределительной сети и в окончательной упаковке, продаваемой пользователю. Для такого применения сырье должно поэтому быть в достаточной степени когезионным и гибким, чтобы обеспечить намотку нити на шпульку (наматываемость), а также должно быть способным к разматыванию, обычно при комнатной температуре, без разрушения;
- Для приложений FFF сырье должно быть экструдируемым с образованием нити, имеющей достаточную прочность для обеспечения хранения и транспортировки;
- Произведенное сырое тело должно иметь достаточные когезионные свойства и прочность (прочность неспеченного материала), чтобы обеспечить снятие с опоры и последующие стадии обработки для удаления связующего и получения коричневого тела;
- У коричневого тела, полученного после обработки удалением связующего, должна быть достаточная прочность для того, чтобы сохранять целостность структуры и избежать разрушения прежде, чем будет сформирован спеченный продукт, в особенности при сложных и не самоподдерживающихся формах;
- Система связующих должна быть в состоянии в достаточной степени диспергировать способные спекаться частицы с большим объемным процентом, чтобы уменьшить усадку во время последующих стадий удаления связующего и спекания;
- Слои из нити, созданные в продукте аддитивного производства, то есть различные слои сырого тела, должны иметь достаточные клейкие свойства, чтобы не разваливаться при обработке;
- Сырье должно быть в состоянии экструдироваться («печататься») принтером без заеданий и прилипания к печатающей головке, а кроме того, должно отрываться, когда поток останавливается при перемещении печатающей головки, так что когезионная способность нити также не должна быть слишком высокой;
- Сырье должно иметь такие свойства, чтобы во время удаления связующего и спекания во всех измерениях получалась одна и та же степень усадки без полного разрушения или деформации детали. Это позволяет получать спеченную деталь, имеющую высокую относительную плотность. Кроме того, если сырье напечатано плотно (с высоким заполнением), то есть по существу без зазоров и пустот между различными слоями (или нитями) сырья в сырой детали и/или с высокой толщиной стенки, то получается более твердая спеченная деталь. И наоборот, если печать сырой детали проводится таким образом, что заполнение является малым, могут быть получены облегченные, но при этом жесткие конструкции с высокой прочностью. Таким образом существует потребность в универсальном сырье, которое могло бы обеспечить спеченную деталь с высокой относительной плотностью, поскольку такое сырье в состоянии обеспечить сплошные детали, и/или спеченные детали с тонкими/сложными структурами, имеющие высокую прочность.
- Система связующих должна быть устойчивой при температуре печати, чтобы избежать разложения и/или образования дыма.
Разработка сырья и системы связующих, которые были бы подходящими, в частности для способа FFF, и которые также удовлетворяли бы большинству или всем вышеперечисленным критериям, является непростой и до сих пор не было достигнута. Например, многие виды сырья, описанные в уровне техники, не способны к сматыванию и/или не способны к разматыванию при комнатной температуре. Это делает правильное обращение с ними для конечных потребителей более трудным или не позволяет обеспечить плавный автоматический процесс печати без необходимости в ручных операциях подачи сырья. Следовательно, такое сырье не может быть продано потребителям, использующим коммерчески доступное оборудование FFF, такое как 3D-принтер FlashForge DreamerTM. Кроме того, многие виды разрабатываемого в настоящее время сырья имеют низкое содержание способных спекаться частиц и поэтому испытывают серьезную усадку (и возможно также деформацию) во время последующих стадий удаления связующего и спекания.
Настоящее изобретение было создано для того, чтобы решить некоторые или все из вышеописанных проблем.
В первом аспекте настоящее изобретение нацелено на то, чтобы предложить сырье, подходящее для процесса аддитивного производства, позволяющее получать объекты, выполненные из металла, сплавов, керамики, композитов (например, кермета) или стекла. Сырье предпочтительно может быть намотано на шпульках с малым диаметром, таким как 2-20 см, предпочтительно 3-10 см, а значит, может быть продано и отправлено потребителям, которые используют коммерчески доступное оборудование FFF.
В этом и связанном с ним аспекте настоящее изобретение нацелено на то, чтобы предложить сырье для способа аддитивного производства, которое позволяло бы получать сырое тело, имеющее достаточные прочность неспеченного материала, когезионную способность и структурную целостность. Это является важным аспектом, поскольку потребителям может потребоваться посылать сырое тело поставщику услуг для удаления связующего и спекания при более высоких температурах, если подходящее оборудование недоступно.
В еще одном аспекте настоящее изобретение нацелено на то, чтобы предложить подходящее для процесса аддитивного производства сырье, которое имеет высокое удельное содержание способных спекаться частиц и которое позволяло бы производить конечный спеченный продукт, имеющий малую степень усадки по сравнению с сырым телом.
В одном аспекте настоящее изобретение дополнительно нацелено на то, чтобы предложить спеченное тело, в котором структурные части имели бы высокую прочность и/или плотность, которая предпочтительно достигает 65% или более от плотности сплошного вещества, образующего способные спекаться частицы, присутствующие в сырье.
Настоящее изобретение дополнительно нацелено на то, чтобы предложить подходящее для способа аддитивного производства новое сырье, которое позволяло бы получать конечные детали, которые выполнены на 95% или более, предпочтительно на 99% или более, из металла, металлического сплава, оксида металла, стеклокерамики или их смеси.
Таким образом, настоящее изобретение предлагает следующее:
1. Сырье, содержащее
(P) способные спекаться частицы, выполненные из металла, металлического сплава, стекла, керамического материала или их смеси; и
(B) связующую композицию, содержащую
(b1) 5-15 мас.% полимерного компатибилизатора от общей массы связующей композиции и
(b2) 85-95 мас.% компонента полимерного связующего от общей массы связующей композиции, причем компонент полимерного связующего выбран из группы, состоящей из
(b2-1) полимерной смеси или полимерного сплава, содержащих по меньшей мере первый и второй полимеры, причем Tс первого полимера составляет -20°C или ниже, а Tс второго полимера составляет 60°C или выше;
(b2-2) одного, двух или более блок-сополимеров, содержащих по меньшей мере первый полимерный блок и второй полимерный блок, причем первый полимерный блок имеет Tс в диапазоне -20°C или ниже, а второй полимерный блок имеет Tс в диапазоне 60°C или выше; и
(b2-3) смесей (b2-1) и (b2-2);
при этом количество способных спекаться частиц (P) составляет 40 об.% или более композиции.
2. Сырье по пункту 1, в котором первый полимер и второй полимер в (b2-1) оба выбраны из (b2-1-1) гомополимеров, полученных из (мет)акрилата или (мет)акриловой кислоты, оба выбраны из (b2-1-2) статистических сополимеров, полученных из двух или более мономеров, выбранных из (мет)акриловой кислоты и (мет)акрилатов, или образуют смесь таких гомополимеров и сополимеров, и/или
в котором каждый из упомянутых одного, двух или более блок-сополимеров (b2-2) является блок-сополимером, в котором все полимерные блоки получены из мономеров, выбранных из группы, состоящей из (мет)акриловой кислоты и (мет)акрилатов.
3. Сырье по пункту 1 или 2, в котором упомянутые один, два или более блок-сополимеров (b2-2) выбраны из диблок-сополимеров и триблок-сополимеров.
4. Сырье по пункту 3, в котором каждый из упомянутых одного, двух или более блок-сополимеров (b2-2) является триблок-сополимером структуры B-A-B, в которой полимерный блок A является первым полимерным блоком, имеющим Tс -20°C или ниже, а полимерный блок B является вторым полимерным блоком, имеющим Tс 60°C или выше.
5. Сырье по любому из пунктов 1-4, в котором упомянутый первый полимер или упомянутый первый полимерный блок, имеющий Tс в диапазоне -20°C или ниже, получен из н-бутилакрилата, а упомянутый второй полимер или упомянутый второй полимерный блок, имеющий Tс 60°C или выше, получен из метилметакрилата.
6. Сырье по любому из пунктов 1-5, в котором в (b2-1) содержание упомянутого первого полимера, имеющего Tс -20°C или ниже, находится в диапазоне от 65 до 95 мас.%, предпочтительно 70-90 мас.%, а содержание второго полимера, имеющего Tс 60°C или выше, находится в диапазоне 5-35 мас.%, предпочтительно 10-25 мас.%, в расчете на общую массу полимеров, образующих компонент (b2-1); или
в котором в каждом из упомянутых одного, двух или более блок-сополимеров (b2-2) содержание первого полимерного блока, имеющего Tс -20°C или ниже, находится в диапазоне 65-95 мас.%, предпочтительно 70-90 мас.%, а содержание второго полимерного блока, имеющего Tс в диапазоне 60°C или выше, находится в диапазоне 5-35 мас.%, предпочтительно 10-25 мас.%, в расчете на общую массу блок-сополимера; или
в котором используются два или более блок-сополимера (b2-2), и содержание первого полимерного блока, имеющего Tс -20°C или ниже, находится в диапазоне 65-95 мас.%, предпочтительно 70-90 мас.%, а содержание второго полимерного блока, имеющего Tс в диапазоне 60°C или выше, находится в диапазоне 5-35 мас.%, предпочтительно 10-25 мас.%, в расчете на общую массу всех блок-сополимеров.
7. Сырье по любому из пунктов 1-6, в котором компонент полимерного связующего состоит из (b2-2) одного или двух блок-сополимеров, каждый из которых имеет структуру B-A-B, где A является первым полимерным блоком, имеющим Tс -20°C или ниже, и получен из н-бутилакрилата, а B является вторым полимерным блоком, имеющим Tс в диапазоне 60°C или выше, и получен из метилметакрилата, и при этом в каждом из этих одного или двух блок-сополимеров содержание первого полимерного блока находится в диапазоне 65-95 мас.%, предпочтительно 10-70 мас.%, а содержание второго полимерного блока находится в диапазоне 5-35 мас.%, предпочтительно в диапазоне 10-30 мас.%, в расчете на общую массу каждого блок-сополимера.
8. Сырье по любому из пунктов 1-7, в котором полимерный компатибилизатор (b-1) является полимером, имеющим в боковой цепи или главной цепи полимера одну или более групп, выбранных из гидроксильной группы, группы простого эфира, оксогруппы, группы сложного эфира, группы карбоновой кислоты, группы ангидрида карбоновой кислоты, группы тиола, группы первичного, вторичного или третичного амина и группы амида, а предпочтительно является полимером, имеющим одну или более групп, выбранных из гидроксильной группы, группы карбоновой кислоты и группы ангидрида карбоновой кислоты.
9. Сырье по пункту 8, в котором полимерный компатибилизатор (b-1) является полимером, имеющим в боковой цепи одну или более групп, выбранных из гидроксильной группы, группы карбоновой кислоты и группы ангидрида карбоновой кислоты.
10. Сырье по любому из пунктов 1-9, в котором полимерный компатибилизатор (b-1) является модифицированным карбоновой кислотой или ангидридом карбоновой кислоты полиолефином, предпочтительно модифицированным карбоновой кислотой или ангидридом карбоновой кислоты полиэтиленом или модифицированным карбоновой кислотой или ангидридом карбоновой кислоты полипропиленом.
11. Сырье по пункту 10, в котором связующая композиция (B) состоит из (b-1) модифицированного карбоновой кислотой или ангидридом карбоновой кислоты полиэтилена или модифицированного карбоновой кислотой или ангидридом карбоновой кислоты полипропилена в качестве полимерного компатибилизатора (b-1) и одного, двух или более блок-сополимеров (b-2-2) в качестве компонента связующего.
12. Сырье по любому из пунктов 1-11, которое имеет форму нити или гранулы, предпочтительно нити.
13. Сырье по любому из пунктов 1-12, в котором частицы (P) выбраны из группы, состоящей из металла или металлического сплава, предпочтительно нержавеющей стали, и керамических материалов, предпочтительно глинозема и диоксида титана.
14. Сырье по любому из пунктов 1-13, в котором 95 мас.% или более, предпочтительно 99 мас.% или более, предпочтительнее 100 мас.% частиц (P) имеют диаметр 100 мкм или менее, предпочтительно 75 мкм или менее, предпочтительнее 50 мкм или менее.
15. Применение сырья по любому из пунктов 1-14 в способе аддитивного производства, предпочтительно в способе изготовления наплавлением нити.
16. Способ аддитивного производства, который предпочтительно является способом изготовления наплавлением нити, содержащий стадии:
A. формирование первого слоя сырья, охарактеризованного в любом из пунктов 1-14, на опоре;
B. формирование по меньшей мере одного дополнительного слоя поверх первого слоя с образованием сырого тела;
C. выполнение обработки удалением связующего с образованием коричневого тела из сырого тела, полученного на стадии B; и
D. одновременно или последовательно со стадией C выполнение обработки спеканием способных спекаться частиц (P).
17. Способ по пункту 16, в котором обработка удалением связующего на стадии (C) содержит обработку нагреванием, которую выполняют в течение 2 часов или более, предпочтительно 4 часов или более, в соответствии с температурным профилем, который содержит один или более участков увеличения температуры и, необязательно, по меньшей мере один участок выдержки температуры, определяющий конечную температуру, причем самая высокая температура нагревания составляет в диапазоне 300-450°C, при этом средняя скорость нагревания от 200°C до самой высокой температуры составляет 5°C/минуту или менее, предпочтительно 1°C или менее, еще более предпочтительно 0,5°C или менее, а наиболее предпочтительно 0,1°C или менее.
18. Способ по любому из пунктов 16 или 17, в котором стадию (C) удаления связующего и/или стадию (D) спекания выполняют в вакууме, инертной атмосфере, восстановительной атмосфере или воздухе.
19. Изделие, получаемое способом по любому из пунктов 16-18.
20. Изделие по пункту 19, которое имеет плотность в диапазоне 65% или более, предпочтительно 70% или более, от объемной плотности материала, образующего способные спекаться частицы (P).
21. Изделие по любому из пунктов 19 и 20, которое выполнено из нержавеющей стали и имеет плотность 5,5 г/см3 или более, предпочтительно 6,0 г/см3 или более.
Дополнительные признаки и преимущества настоящего изобретения станут очевидными после прочтения следующего подробного описания.
Определения
В нижеприведенном подробном описании будут использованы следующие термины:
Термины «полимер» и «полимерное соединение» используются как синонимы. Полимер или полимерное соединение обычно характеризуется содержанием 5 или более, обычно 10 или более повторяющихся звеньев, полученных из одного и того же мономерного соединения/мономера. Полимер или полимерный материал обычно имеет молекулярную массу по меньшей мере 300, обычно 1000 или больше. Полимер может быть гомополимером, статистическим сополимером или блок-сополимером, если не указаны его конкретные формы. Полимер может быть синтезирован любым способом, известным в данной области техники, включая радикальную полимеризацию, катионную полимеризацию и анионную полимеризацию.
Мономер в смысле настоящего изобретения обычно представляет собой молекулу химического вещества, которая способна реагировать с другой молекулой того же самого химического вещества, образуя димер, который затем может реагировать с еще одной молекулой того же самого химического вещества, образуя тример, и т.д., и в конечном счете образовывать цепь, в которой 5 или более, предпочтительно 10 или более повторяющихся звеньев, полученных из одного и того же химического вещества, связаны с образованием полимера. Группа молекулы мономера, способная реагировать с группой другой молекулы мономера с образованием полимерной цепи, особо не ограничивается, и ее примеры включают в себя этиленненасыщенную группу, эпоксигруппу и т.д. Мономер может быть монофункциональным, бифункциональным, трифункциональным или более высокой функциональности. Примеры бифункциональных мономеров включают ди(мет)акрилаты и соединения, обладающие одновременно группой карбоновой кислоты и группой амида, а примеры трифункциональных мономеров включают три(мет)акрилаты.
Термин «(мет)акриловая кислота» используется для того, чтобы совместно обозначить метакриловую кислоту и акриловую кислоту, а термин «(мет)акрилат» используется для того, чтобы совместно обозначить сложные эфиры метакриловой кислоты и акриловой кислоты, такие как бутилакрилат или метилметакрилат. Сложноэфирный остаток предпочтительно представляет собой углеводородную группу с 1-20 атомами углерода, которая может иметь или не иметь дополнительно 1, 2, 3 или более заместителей. Эти заместители особенно не ограничены и могут быть выбраны из гидроксильной группы, цианогруппы, аминогруппы, алкоксигруппы, алкиленоксигруппы и т.д. Сложноэфирная группа (мет)акрилата предпочтительно представляет собой незамещенную прямую или разветвленную алкильную группу, имеющую 1-20, предпочтительно 1-12 атомов углерода, или прямую или разветвленную алкильную группу, имеющую 1-20, предпочтительно 1-12 атомов углерода, которая замещена одной или двумя гидроксильными группами.
Термин «Tс» обозначает температуру стеклования, измеренную с помощью дифференциальной сканирующей калориметрии (ДСК) в соответствии со стандартом ASTM D7426-08 (2013).
В настоящем изобретении все физические параметры измеряются при комнатной температуре и при атмосферном давлении (105 Па), если явно не указано иное.
Термин «способный спекаться» используется для того, чтобы обозначить неорганические материалы, которые имеют температуру плавления 450°C или выше, предпочтительно 500°C или выше, а более предпочтительно 600°C или выше. Способные спекаться материалы в этом смысле включают металлы, сплавы, керамику и стекла, имеющие требуемую температуру плавления. Для композитов (таких как кермет, или металлокерамика), было бы достаточно, чтобы по меньшей мере часть материала, присутствующего снаружи частицы, имела температуру плавления в вышеупомянутом диапазоне, так, чтобы частицы могли связываться друг с другом во время спекания и формировать конечное спеченное тело.
Используемые здесь формы единственного числа существительного означают не только единственное число, но и множественное число.
Термин «примерно» означает, что рассматриваемое количество или значение может быть конкретным указанным значением или некоторым другим значением поблизости от него, обычно в пределах диапазона ±5% от указанного значения. По сути, например, фраза «примерно 100» обозначает диапазон 100±5.
Термин «и/или» означает, что присутствуют все или только один из указанных элементов. Например, «a и/или b» означает «только а», или «только b», или «a и b вместе». В случае «только а» этот термин также охватывает возможность того, что b отсутствует, то есть «только a, но не b».
Использующийся здесь термин «содержащий» подразумевается неисключительным и характеризующим открытый список. Таким образом, композиция, содержащая некоторые компоненты, может содержать и другие компоненты помимо перечисленных. Однако этот термин также включает в себя более ограничивающие значения «состоящий из» и «состоящий по существу из». Термин «состоящий по существу из» допускает присутствие вплоть до 10 мас.% включительно, предпочтительно вплоть до 5% включительно, отличающихся от перечисленных для соответствующей композиции материалов, которые могут также полностью отсутствовать.
Термин «сырье» используется для обозначения материала, который может использоваться для формирования сырого тела в процессе аддитивного производства. Сырье может иметь любые вид или форму, но предпочтительно имеет вид нити или гранулы, предпочтительно нити. Термин «нить» обозначает материал, имеющий круглую, овальную или многоугольную форму, если смотреть в поперечном сечении, перпендикулярном направлению его самой длинной оси, и при этом диаметр этой круглой формы или самая длинная ось овальной или многоугольной формы в 10 или более раз короче, чем самая длинная ось материала ([самая длинная ось]/[диаметр или самая длинная ось в перпендикулярном самой длинной оси поперечном сечении] >= 10). Термин «гранула» обозначает частицу, имеющую круглую, овальную или многоугольную форму, если смотреть в поперечном сечении, перпендикулярном направлению его самой длинной оси, и при этом диаметр этой круглой формы или самая длинная ось овальной или многоугольной формы менее чем в 10 раз, предпочтительно в 5 раз или менее, более предпочтительно в 3 раза или менее, а еще более предпочтительно в 2 раза или менее, короче, чем самая длинная ось материала ([самая длинная ось]/[диаметр или самая длинная ось в перпендикулярном самой длинной оси поперечном сечении] < 10). Гранула также может иметь сферическую форму.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг. 1 схематически показывает процесс изготовления наплавлением нити. В настоящем документе нить (2) получают со шпульки (1) и подают в подающее устройство (3). Подающее устройство (3) оборудовано роликами (3a, 3b), которые, вращаясь в противоположных направлениях, направляют нить (2) к нагревательному элементу (4). Нагревательный элемент (4) нагревает нить до подходящей температуры (например, 250°C), и размягченная нить затем направляется к фильере (5) печатающей головки. Фильера (5) печатающей головки наносит размягченную нить на опору (6), которая присутствует на основании (7). Положение печатающей головки (5) изменяется перемещением либо печатающей головки, либо плиты основания в направлении x/y/z так, чтобы материал мог быть нанесен в соответствии с инструкциями принтера.
Фиг. 2 показывает полученный с помощью системы CAD дизайн тестовых деталей (мини-шайба, брусок и шлем викинга), используемых в Примерах настоящего изобретения.
Фиг. 3a показывает результаты анализа IR-ATR материала Fusabond, частиц нержавеющей стали (17-4PH) и их смеси. Кружок указывает вновь появляющийся пик в смеси Fusabond и частиц нержавеющей стали.
Фиг. 3b показывает результаты анализа FTIR коммерческого продукта Filamet и полимера PLA (NatureWorks™ Biopolymer 2500HP). Фиг. 3b показывает, что инфракрасный спектр материала Filamet в основном идентичен спектру чистого PLA.
Фиг. 4 показывает напечатанный материал (сырое тело), в данном случае шлем викинга.
Фиг. 5 показывает конечную спеченную деталь и сырую деталь, показанную на Фиг. 4, для сравнения соответствующих размеров.
Фиг. 6a показывает пористость тестовой детали, полученной с использованием процесса медленного термического удаления связующего и имеющей пористость 17,8%.
Фиг. 6b показывает пористость тестовой детали, полученной с использованием быстрого цикла удаления связующего (пористость составляет 30,5%).
Фиг. 7a показывают кривую ДСК для Kurarity LA 4285, блок-сополимера метилметакрилата/н-бутила структуры B-A-B (где B - блоки метилметакрилата, а A - блоки н-бутила). Кривая ДСК показывает Tс около -50°C, вызываемую полимерным блоком н-бутила, и показывает дальнейшие термические процессы в диапазоне температур от 80 до 120°C. Предполагается, что имеется также Tс около 110°C, вызываемая полимерными блоками метилметакрилата.
Фиг. 7b показывает кривую ДСК коммерческой полимолочной кислоты, указывающую на Tс около 55°C. Эта кривая ДСК дополнительно показывает температуру плавления около 165°C.
Фиг. 7c показывает кривую ДСК материала Fusabond™ P353 (полимерного компатибилизатора). Эта кривая ДСК не показывает выраженной температуры стеклования Tс и подтверждает температуру плавления, указанную изготовителем (135°C).
ПОДРОБНОЕ ОПИСАНИЕ
Далее сырье для процесса аддитивного производства по настоящему изобретению и его компоненты будут описаны более подробно.
Способные спекаться частицы (P)
Сырье по настоящему изобретению содержит способные спекаться частицы (P), которые после удаления связующей композиции (удаления связующего) из сырья и обработки спеканием для сплавления частиц образуют конечный трехмерный объект.
Способные спекаться частицы выполнены из металла, металлического сплава, стекла, керамического материала или их смеси. В настоящем документе термин «выполненный из» описывает, что частицы состоят из металла, металлического сплава, стекла, керамического материала или смеси этих компонентов. Однако могут присутствовать неизбежные примеси. По сути, на 95 мас.% или более способные спекаться частицы состоят из металла, металлического сплава, стекла, керамического материала или их смеси, а остальное – неизбежные примеси. Предпочтительно, по меньшей мере 98 мас.% или более, а предпочтительнее по меньшей мере 99 мас.% или более способных спекаться частиц образованы металлом, металлическим сплавом, стеклом, керамическим материалом или их смесью.
Металл, который может содержаться в способных спекаться частицах, особенно не ограничен, и обычно может использоваться любой желаемый металл, если он имеет требуемую температуру плавления. Его примеры включают алюминий, титан, хром, ванадий, кобальт, железо, медь, никель, кобальт, олово, висмут, молибден и цинк, а также вольфрам, осмий, иридий, платину, рений, золото и серебро. Предпочтительными являются частицы металла алюминия, железа, меди, никеля, цинка, золота и серебра. Поскольку титан имеет общую тенденцию к окислению или образованию других химических веществ (например, нитридов) во время последующих стадий удаления связующего и спекания, если не предпринимаются специальные меры по предотвращению такой реакции (например, низкая температура удаления связующего или спекания), в одном варианте осуществления способные спекаться частицы не выполнены из титана или титанового сплава.
Металлический сплав также особо не ограничен, и обычно могут использоваться все виды металлических сплавов при условии, если они имеют требуемую температуру плавления, так что они не плавятся при температуре удаления связующего, но сплавляются при температуре спекания, используемой во время производственного процесса. Предпочтительными сплавами являются сплавы, образованные алюминием, ванадием, хромом, никелем, молибденом, титаном, железом, медью, золотом и серебром, а также все виды стали. В стали обычно содержится от 0 до 2,06 мас.% углерода, от 0 до 20% хрома, от 0 до 15% никеля и, необязательно, вплоть до 5% молибдена. Способные спекаться частицы предпочтительно выбраны из металлов, нержавеющей стали и керамики, а особенно предпочтительной является нержавеющая сталь.
Стекло, из которого могут быть сформированы способные спекаться частицы, не ограничено, и все типы стекла могут использоваться при условии, что частицы стекла сплавляются на их границах при температуре спекания, используемой в процессе.
Керамический материал также не ограничен при условии, что его температурные свойства позволяют сплавлять частицы при температуре спекания. Как правило, керамические материалы включают в себя глинозем, диоксид титана, диоксид циркония, карбиды металлов, бориды металлов, нитриды металлов, силициды металлов, оксиды металлов, а также керамические материалы, образованные из глины или источников типа глины. Другие примеры включают титанат бария, нитрид бора, цирконат свинца или титанат свинца, оксинитрид силиката алюминия, карбид кремнезема, нитрид кремнезема, силикат магния и карбид титана.
Смеси способных спекаться частиц включают в себя смеси различных металлов и/или различных сплавов, но также включают в себя и смеси более различающихся типов материалов. Одним примером является смесь металла или металлического сплава и керамического материала, такого как материал кермета. Например, кермет, выполненный из карбида вольфрама и кобальта, использующийся в режущих инструментах, также охватывается способными спекаться частицами.
Металл или металлический сплав, образующий способные спекаться частицы, может быть магнитным или немагнитным.
Способные спекаться частицы могут иметь любую форму, но предпочтительными являются несферические частицы. Причина этого заключается в том, что несферические частицы обеспечивают зацепляющиеся области во время последующих стадий удаления связующего и спекания, что, в свою очередь, способствует сохранению устойчивой формы во время стадий удаления связующего и спекания.
Размер способных спекаться частиц особо не ограничен, но предпочтительно составляет 100 мкм или менее, более предпочтительно 75 мкм или менее, а наиболее предпочтительно 50 мкм или менее. В настоящем документе размер частиц относится к определяемому методом рассеяния лазерного света диаметру эквивалентной сферы, измеренному, например, лазером с длиной волны излучения 690 нм, например, в соответствии со стандартом ASTM 4464-15, и выражаемому как X50 (когда 50% частиц имеют размер меньше данного значения). Устройством для определения размера частиц, которое может использоваться в соответствии с настоящим изобретением, является лазерно-дифракционный анализатор размера частиц SALD-3101 со стандартным пробоотборником и проточной ячейкой SALD-MS30 производства компании Shimadzu Corporation. Предпочтительно, большинство (90% или более), а предпочтительнее все (100%) частиц имеют диаметр эквивалентной сферы, равный или меньший чем 100 мкм или менее, предпочтительнее 50 мкм или менее. Такие частицы могут быть получены с помощью подходящей операции для удаления слишком больших частиц, например, просеивания. Нижний предел особенно не ограничен, но предпочтительно составляет 0,1 мкм или более, предпочтительнее 1 мкм или более. Сырье, в котором способные спекаться частицы имеют малый диаметр, такой как 50 мкм или менее, обычно могут обрабатываться всеми видами печатающих головок, тогда как большие частицы, имеющие размер более 100 мкм, могут быть менее подходящими для печатающих головок, требующих тонких нитей сырья, поскольку в этом случае могут возникать проблемы забивания или блокировки.
Связующая композиция (B)
Связующая композиция содержит (b1) 5-15 мас.% полимерного компатибилизатора от общей массы связующей композиции и (b2) 85-95 мас.% компонента полимерного связующего от общей массы связующей композиции. Следовательно, связующая композиция содержит по меньшей мере два различных компонента.
Связующая композиция может состоять из компонентов (b1) и (b2), так что компоненты (b1) и (b2) образуют 100% связующей композиции, но может также содержать и другие компоненты в количестве вплоть до 10 мас.%, так что компоненты (b1) и (b2) составляют 90 мас.% или более связующей композиции от общей массы связующей композиции. Предпочтительно, связующая композиция состоит из компонентов (b1) и (b2). Это отличается от связующего, используемого, например, в коммерческом продукте Filamet™, которое состоит только из полимолочной кислоты (см. Фиг. 3b). Полимолочная кислота имеет Tс в 55°C (см. Фиг. 7b).
Полимерный компатибилизатор (b1)
Полимерный компатибилизатор (b1) является компонентом, который отличается от полимеров, образующих полимерную смесь или полимерный сплав (b2-1), а также не является блок-сополимером в соответствии с компонентом (b2-2). Причина этого заключается в том, что полимерный компатибилизатор – это полимер, который функционализирован функциональными группами, способными взаимодействовать с поверхностью способных спекаться частиц, тогда как полимеры в полимерной смеси (b2-1) обычно не модифицированы такими функциональными группами. В связи с этим группа карбоновой кислоты, присутствующая в главной или боковой цепи (мет)акрилового полимера, не является функциональной группой, способной взаимодействовать с поверхностью способных спекаться частиц в смысле настоящего изобретения.
Полимерный компатибилизатор – это термопластичный полимер, который является модифицированным, в частности привитым, соединением, имеющим функциональные группы, способные взаимодействовать с поверхностью способных спекаться частиц. Такие группы предпочтительно выбираются из гидроксильной группы, группы простого эфира, оксогруппы и группы сложного эфира, группы карбоновой кислоты, отличающейся от группы карбоновой кислоты (мет)акрилата, группы ангидрида карбоновой кислоты, группы тиола, группы первичного, вторичного или третичного амина, группы амида и группы силана. Еще более предпочтительно полимерный компатибилизатор является полимером, который может быть получен путем модификации термопластичного полимера, выбранного из олефиновых гомополимеров и сополимеров (в частности, гомополимеров и сополимеров этилена, пропилена, а также их смесей и сплавов), но термопластичный полимер может также быть конденсационным гомополимером или сополимером, таким как полиамид, сложный полиэфир или полиуретан, в частности полиэтилентерефталат, полибутилентерефталат, полиэтиленнафталат, полимолочная кислота, полибутиленнафталат и т.д. Кроме того, полимерным компатибилизатором может быть модифицированный фениленоксидом полимер или сополимер, модифицированный стиролом полимер или сополимер, а также модифицированные другие обычные конструкционные полимеры, известные специалисту. Предпочтительно, полимерный компатибилизатор представляет собой модифицированный полиолефин, такой как модифицированный полиэтилен, модифицированный полипропилен или модифицированные сополимеры этилена/пропилена.
В настоящем документе термин «модифицированный» обозначает, что полимерный компатибилизатор получается реагированием термопластичного полимера с реагентом для того, чтобы ввести одну или более групп, способных взаимодействовать с поверхностью способных спекаться частиц, в главную и/или боковую цепь полимера. Модификация может быть выполнена путем введения группы, представляющей собой гидроксильную группу, группу простого эфира, оксогруппу, группу сложного эфира (предпочтительно не включая сложноэфирную группу (мет)акрилата), группу карбоновой кислоты, отличающейся от группы карбоновой кислоты (мет)акриловой кислоты, группу ангидрида карбоновой кислоты, группу тиола, группу первичного, вторичного или третичного амина, группу амида и группу силана, в главную и/или боковую цепь полимера. Особенно предпочтительной является модификация полиолефина (полиэтилена или полипропилена) ангидридом карбоновой кислоты, такая как получаемая путем прививки малеинового ангидрида к полипропилену.
Способы выполнения такой модификации известны специалисту, и, например, прививка малеинового ангидрида к смесям полиэтилена/полипропилена описана в публикации Polymer Testing, Volume 22, Issue 2, April 2003, pages 191-195. Кроме того, такие полимеры являются коммерчески доступными, например, в продуктах Fusabond® P и E серии от компании DuPontTM.
Полимерный компатибилизатор обычно представляет собой термопластичный материал, имеющий как температуру плавления (определяемую в соответствии со стандартом ASTM D3418), так и температуру размягчения по Вика (определяемую в соответствии со стандартом ASTM D1525) в диапазоне от 20°C или выше до 300°C или ниже, более предпочтительно от 50°C или выше до 250°С или ниже, а еще более предпочтительно от 80°C или выше до 200°C или ниже. Это гарантирует, что полимерный компатибилизатор будет размягчаться или плавиться при температурах, используемых для обработки сырья (например, во время смешивания, намотки, экструдирования во время производства нити, или печати нитью). Эти требования могут быть также удовлетворены путем подходящего выбора коммерческих продуктов. Фиг. 7c показывает диаграмму ДСК материала Fusabond P353, имеющего температуру плавления 135°C.
Предпочтительно, полимерный компатибилизатор не является (мет)акриловым полимером. В связи с этим, в настоящем изобретении термин «(мет)акриловый полимер» используется для обозначения полимеров, имеющих повторяющиеся звенья, получаемые из акриловой кислоты или метакриловой кислоты, или их сложных эфиров (также называемых (мет)акрилатами), в количестве 50 мол.% или более, предпочтительно 80% или более, предпочтительнее 100 мол.%, всех повторяющихся звеньев.
Компонент полимерного связующего (b2)
Связующая композиция, содержащаяся в сырье по настоящему изобретению, содержит 85-95 мас.% компонента полимерного связующего (b2) от общей массы связующей композиции. Компонент полимерного связующего выбран из группы, состоящей из (b2-1) полимерной смеси или полимерного сплава, содержащих по меньшей мере первый и второй полимеры, причем Tс первого полимера составляет -20°C или ниже, а Tс второго полимера составляет 60°C или выше; (b2-2) одного, двух или более блок-сополимеров, содержащих по меньшей мере первый полимерный блок и второй полимерный блок, причем первый полимерный блок имеет Tс в диапазоне -20°C или ниже, а второй полимерный блок имеет Tс 60°C или выше; и (b2-3) смесей (b2-1) и (b2-2). Компонент полимерного связующего (b2) состоит из компонента (b2-1), состоит из компонента (b2-2), или состоит из смеси (b2-3) компонентов (b2-1) и (b2-2).
Авторы настоящего изобретения нашли, что при использовании таких смеси, сплава или блок-сополимера может быть получен требуемый баланс свойств, необходимых успешному сырью для процесса аддитивного производства, в частности для способа изготовления наплавлением нити. Без привязки к какой-либо конкретной теории считается, что Tс первого полимера или первого полимерного блока, составляющая -20°C или ниже, позволяет придавать достаточную гибкость для обеспечения способного к сматыванию нити и жесткой сырой детали, и что второй полимер или второй полимерный блок, имеющий Tс 60°C или выше, позволяет придавать достаточную жесткость сырью с тем, чтобы обеспечить сырое тело, имеющее достаточную прочность неспеченного материала, и поддерживать физическую целостность сырого тела.
В настоящем изобретении термин «полимерный блок, имеющий Tс» относится к Tс соответствующего гомополимера, такого как гомополимер, имеющий, например, молекулярную массу 250000 и полидисперсность 2. Таким образом, когда упоминается «первый полимерный блок, имеющий Tс в диапазоне -20°C или ниже», это означает, что гомополимер этого мономера, образующего первый полимерный блок, имеет Tс, равную -20°C или ниже. То же самое также относится ко второму полимерному блоку, имеющему Tс 60°C или выше. Tс таких гомополимеров может быть выявлена при обращении к опубликованным значениям. В связи с этим, на фактической кривой ДСК блок-сополимера событие ДСК, которое соответствует Tс полимерного блока, может происходить при немного отличающихся температурах по сравнению с Tс соответствующего гомополимера. Пример этого изображен на Фиг. 7a, показывающей кривую ДСК блок-сополимера метилметакрилата/н-бутилакрилата Kurarity LA 4285 со структурой B-A-B (где B - блоки метилметакрилата, а A - блок н-бутилакрилата), на которой событие ДСК, которое можно приписать Tс блока н-бутила, происходит при около -45°C, тогда как Tс н-бутилакрилата составляет -54°C.
Мономеры, которые могут обеспечить гомополимеры, имеющие Tс -20°C или ниже, известны в данной области техники, и их примеры включают уксусный альдегид, аллилглицидиловый эфир, транс-бутадиен, 1-бутен, н-бутилакрилат, втор-бутилакрилат, бутилглицидиловый эфир, бутилвиниловый эфир, ε-капролактон, цис-хлорбутадиен, додецилметакрилат, додецилвиниловый эфир, эпихлоргидрин, 1,2-эпоксибутан, 1,2-эпоксидекан, 1,2-эпоксиоктан, 2-этоксиэтилакрилат, этилакрилат, полиэтилен (HDPE), этиленадипат, этиленмалонат, этиленоксид, 2-этилгексилакрилат, 2-этилгексилметакрилат, этилвиниловый эфир, формальдегид, изобутилакрилат, изобутилен, цис-изопрен, транс-изопрен, метилглицидиловый эфир, метилфенилсилоксан, метилвиниловый эфир, октадецилметакрилат, 1-октен, октилметакрилат, пропиленоксид, пропилвиниловый эфир, тетраметиленадипат, триметиленоксид и винилиденфторид.
Однако, принимая во внимание потребность в удалении связующего после формирования сырого тела/во время формирования коричневого тела, предпочтительными являются (мет)акрилатные полимеры и полимерные блоки. В этой связи Tс акрилата обычно является более низкой, чем Tс метакрилата, и имеется общая тенденция того, что Tс понижается с увеличением количества атомов углерода в сложноэфирном остатке соответствующего акрилата или метакрилата. По сути, предпочтительные мономеры, из которых могут быть получены полимеры или сополимеры в полимерной смеси (b2-1), имеющей Tс -20°C или ниже, или мономеры, которые в состоянии обеспечить сополимерный блок, имеющий Tс -20°C или ниже, включают в себя н-пропилакрилат, н-бутилакрилат, втор-бутилакрилат, пентилакрилат, гексилакрилат, гептилакрилат, октилакрилат, нонилакрилат, децилакрилат, ундецилакрилат и додецилакрилат, а также 2-этилгексилакрилат. Н-бутилакрилат является особенно предпочтительным.
Было найдено, что особенно хорошие результаты и эксплуатационные свойства могут быть получены, если содержание в смеси или сплаве (b2-1) полимера, имеющего Tс -20°C или ниже, находится в диапазоне 65-95 мас.%, предпочтительно 70-90 мас.%, от общего количества полимерной смеси или полимерного сплава (b2-1), а также если содержание первого полимерного блока, имеющего Tс -20°C или ниже, находится в диапазоне 65-95 мас.%, предпочтительно 70-90 мас.%, от общей массы блок-сополимера. Это относительно большое количество каучукоподобного полимера или полимерного блока, имеющего низкую Tс в -20°C или меньше, позволяет избежать излишней хрупкости сырья при комнатной температуре во время обработки, например, при наматывании и разматывании, и при этом обеспечивает достаточное количество «твердого» компонента, имеющего Tс 60°C или выше, чтобы обеспечить жесткость и прочность сырой детали.
Кроме того, компонент полимерного связующего содержит в полимерных смеси или сплаве (b2-1) второй полимер, имеющий Tс 60°C или выше, или содержит в блок-сополимере (b2-2) второй полимерный блок, имеющий Tс 60°C или выше.
Примеры мономеров, способных обеспечить второй полимер или второй полимерный блок, включают множественные мономеры, известные специалисту, включая, в частности, (мет)акрилаты и соли соответствующих акрилатов, например, акрилат калия. Конкретные их примеры включают акриловую кислоту, бензилметакрилат, терефталат бисфенола А, карбонат бисфенола, карбонат бисфенола F, карбонат бисфенола Z, цис-бутадиен, N-трет-бутилакриламид, 2-трет-бутиламиноэтилметакрилат, трет-бутилвиниловый эфир, циклогексилметакрилат, циклогексилвиниловый эфир, N,N-диметилакриламид, 2,6-диметил-1,4-фениленоксид, диметилстирол, гексилакрилат, 2-гидроксиэтилметакрилат, метакриловую кислоту, метакриловый ангидрид, метакрилонитрил, 4-метоксистирол, метилметакрилат, метилстирол, фенилметакрилат, стирол, триметилстирол, виниловый спирт, винил-4-трет-бутилбензоат, винилбутираль, винилкарбазол, винилциклогексаноат, винилформаль, винилпивалат, 2-винилпиридин, 4-винилпиридин. Из них предпочтительными являются соответствующие акрилаты и метакрилаты, а особенно предпочтителен метилметакрилат.
Кроме того, предпочтительно все элементы, содержащиеся в смеси или сплаве (b2-1) и блок-сополимере (b2-2), состоят исключительно из углерода, водорода и, необязательно, азота и кислорода, чтобы обеспечить термическую деполимеризацию без образования остатков или токсичных газов.
Компонент полимерного связующего (b2) предпочтительно состоит из одного, двух или более блок-сополимеров (b2-2). Еще более предпочтительно, все полимерные блоки получаются из (мет)акрилатов, а особенно предпочтительно все первые полимерные блоки получаются из н-бутилакрилата, а все вторые полимерные блоки получаются из метилметакрилата.
Полимерная смесь или полимерный сплав (b2-1) может состоять только из первого и второго полимеров, или же может содержать дополнительный полимер. Tс дополнительного полимера особенно не ограничена. Однако предпочтительно полимерная смесь или полимерный сплав (b2-1) состоит или по существу состоит из первого и второго полимеров, или содержит третий или дополнительный полимер в количестве 20 мас.% или менее, или предпочтительно 10 мас.% или менее, от общего количества полимеров, образующих полимерную смесь или полимерный сплав (b2-1).
Аналогичным образом, упомянутые один, два или более блок-сополимеров (b2-2) могут состоять из первого и второго полимерных блоков, или могут содержать дополнительные полимерные блоки. В настоящем документе тот вариант осуществления, в котором один, два или более блок-сополимеров состоят из первого и второго полимерных блоков, включает в себя возможность присутствия нескольких полимерных блоков из первых и вторых полимерных блоков, как в случае блок-сополимера, имеющего структуру B-A-B, в которой полимерный блок A представляет собой первый полимерный блок, а полимерный блок B представляет собой второй полимерный блок.
Было найдено, что такой блок-сополимер общей структуры B-A-B, в котором «мягкий» первый полимерный блок A, имеющий Tс -20°C или ниже, захвачен «твердыми» полимерными блоками B, имеющими Tс 60°C или выше, обеспечивает особенно хорошие свойства. При этом предпочтительно все полимерные блоки представляют собой полимерные блоки (мет)акрилата, а еще более предпочтительно первый полимерный блок A получается из н-бутилакрилата, а второй полимерный блок B получается из метилметакрилата. Такие полимеры могут быть легко приготовлены специалистом, и дополнительная информация о формировании таких блок-сополимеров может быть найдена в патентах US 6329480 и US 6555637. Такие сополимеры также коммерчески доступны в рамках серии блок-сополимеров KURARITYTM производства компании Kuraray Co., Ltd. Альтернативно, один или более блок-сополимеров могут иметь структуры, выбранные из B-A-B', B-A-A'-B, B-A-A'-B', B-A-B-A-B, B-A-B-A'-B, B-A-B'-A-B и т.д., где A представляет собой первый полимерный блок, имеющий Tс -20°C или ниже, B представляет собой второй полимерный блок, имеющий Tс 60°C или выше, А' представляет собой первый полимерный блок, имеющий Tс -20°C или ниже, полученный из иного мономера, отличающегося от мономера полимерного блока A, и B' представляет собой второй полимерный блок, имеющий Tс 60°C или выше, полученный из иного мономера, отличающегося от мономера полимерного блока B. Также в этом варианте осуществления предпочтительно все полимерные блоки A, А', B и B' получаются из (мет)акриловой кислоты и (мет)акрилатов, а более предпочтительно из (мет)акрилатов.
Средневесовая и среднечисловая молекулярная масса полимеров, образующих полимерную смесь или полимерный сплав (b2-1), или 1, 2 или более блок-сополимеров (b2-2) особенно не ограничена, и обычно средневесовая молекулярная масса находится в диапазоне 1000-10000000, предпочтительно 10000-1000000. Кроме того, полидисперсность (Mw/Mn) особенно не ограничена и находится обычно в диапазоне 1-10, предпочтительно 1-5, предпочтительнее 1-4.
Как изложено выше, компонент полимерного связующего (b2) выбирается из полимерных смеси или сплава (b2-1), одного или более блок-сополимеров (b2-2) или их смеси (b2-3), каждый из которых содержит первый полимер или полимерный блок, имеющий Tс -20°C или ниже, и второй полимер или полимерный блок, имеющий Tс 60°C или выше.
Tс первого полимера или полимерного блока может составлять -20°C или ниже, и ее нижний предел особо не ограничен. Предпочтительно, первый полимер или полимерный блок имеет Tс -25°C или ниже, еще более предпочтительно -30°C или ниже, наиболее предпочтительно -40°C или ниже.
Tс второго полимера или полимерного блока составляет 60°C или выше, предпочтительно 70°C или выше, более предпочтительно 80°C или выше, еще более предпочтительно 90°C или выше. Верхний предел Tс второго полимера или полимерного блока особенно не ограничен, но предпочтительно, чтобы он был ниже температуры, используемой во время формирования сырой детали (например, в печатающей головке) в процессе аддитивного производства, чтобы позволить второму полимеру или полимерному блоку перейти в каучукообразное и более гибкое состояние во время формирования сырой детали, что облегчает процесс производства и экструдирование сырья. Если желательно обеспечить сырье в виде нити на шпульке, операции экструдирования нити и её намотки предпочтительно выполняются при более высокой температуре, чем Tс второго полимера или полимерного блока. Для практических целей Tс второго полимера или полимерного блока таким образом предпочтительно составляет 200°C или менее, более предпочтительно 180°C или менее, еще более предпочтительно 160°C или менее, а наиболее предпочтительно 140°C или менее.
Связующая композиция может состоять из полимерного компатибилизатора (b1) и компонента полимерного связующего (b2). Кроме того, компонент полимерного связующего (b2) может состоять из полимерной смеси или полимерного сплава (b2-1), может состоять из одного, двух или более блок-сополимеров (b2-2), или может состоять из смеси (b2-3) полимерной смеси или полимерного сплава (b2-1) и 1, 2 или более блок-сополимеров (b2-2). Предпочтительно, связующая композиция состоит из полимерного компатибилизатора (b1) и компонента полимерного связующего (b2), причем компонент полимерного связующего (b2) состоит из одного, двух или более блок-сополимеров (b2-2). Предпочтительно, в этом варианте осуществления, упомянутые один, два или более блок-сополимеров (b2-2) образованы одним или двумя блок-сополимерами. Например, компонент (b2-2) может состоять из двух блок-сополимеров, каждый из которых содержит первый полимерный блок, получаемый из н-бутилакрилата, и второй полимерный блок, получаемый из метилметакрилата, причем относительное количество первого полимерного блока (получаемого из н-бутилакрилата) и второго полимерного блока (получаемого из метилметакрилата) различается между этими двумя блок-сополимерами. В другом примере компонент (b2-2) может состоять из одного блок-сополимера, в котором первый полимерный блок получается из н-бутилакрилата, а второй полимерный блок получается из н-бутилакрилата.
Когда компонент (b2-2) содержит или состоит только из одного блок-сополимера, содержание первого полимерного блока предпочтительно составляет 65-95 мас.%, более предпочтительно 70-90 мас.%, а содержание второго полимерного блока предпочтительно находится в диапазоне 5-35 мас.%, более предпочтительно 10-30 мас.%, в расчете на массу блок-сополимера. Когда компонент (b2-2) содержит или состоит из двух или более блок-сополимеров, содержание первого полимерного блока предпочтительно составляет 65-95 мас.%, более предпочтительно 70-90 мас.%, а содержание второго полимерного блока предпочтительно находится в диапазоне 5-35 мас.%, более предпочтительно 10-30 мас.%, в расчете на массу соответствующего блок-сополимера, для каждого из блок-сополимеров. Еще более предпочтительно, когда компонент (b2-2) содержит или состоит из двух или более блок-сополимеров, содержание первого полимерного блока предпочтительно составляет 65-95 мас.%, более предпочтительно 70-90 мас.%, а содержание второго полимерного блока предпочтительно составляет в диапазоне 5-35 мас.%, более предпочтительно 10-30 мас.%, в расчете на массу всех блок-сополимеров, присутствующих в компоненте (b2-2).
В одном предпочтительном варианте осуществления все полимеры или блок-сополимеры, образующие полимерную смесь или полимерный сплав (b2-1) и/или образующие 1, 2 или более блок-сополимеров (b2-2), являются (мет)акриловыми полимерами, которые получаются исключительно из мономеров, выбранных из акриловой кислоты, метакриловой кислоты, акрилатов и метакрилатов. Еще более предпочтительным примером этого предпочтительного варианта осуществления является тот, где все первые полимеры или первые полимерные блоки получаются из н-бутилакрилата, а все вторые полимеры или полимерные блоки получаются из метилметакрилата. Конечно же, этот предпочтительный вариант осуществления и его еще более предпочтительный пример могут быть скомбинированы с другими предпочтительными вариантами осуществления, например, предпочтительным вариантом осуществления, в котором полимерный компатибилизатор не является (мет)акриловым полимером. При этом полимерным компатибилизатором может быть, например, полиолефин (такой как этилен или гомополимер или сополимер пропилена), модифицированный группами карбоновой кислоты, например, модифицированный малеиновым ангидридом полипропилен.
Сырье
Сырье по настоящему изобретению может быть образовано путем обеспечения способных спекаться частиц и смешивания их с полимерным компатибилизатором и связующей композицией. Это предпочтительно выполняют при повышенных температурах в диапазоне 80-200°C, чтобы уменьшить вязкость связующей композиции и сформировать дисперсию способных спекаться частиц в связующей композиции. На практике было доказано, что температуры в диапазоне 120-180°C являются эффективными. Температура должна выбираться таким образом, чтобы можно было выполнить подходящее смешивание и чтобы полимерные компоненты были в достаточной степени вязкими для того, чтобы обеспечить возможность приготовления сырья, в котором способные спекаться частицы (P) распределены равномерно, но все же должна быть достаточно низкой для того, чтобы избежать разложения связующей композиции.
Без привязки к какой-либо конкретной теории предполагается, что благодаря полимерному компатибилизатору, являющемуся функциональным полимером, имеющим группы, которые способны взаимодействовать с поверхностью способных спекаться частиц, компатибилизатор действует как своего рода поверхностно-активное вещество и помогает однородно распределять способные спекаться частицы в сырье. Кроме того, предполагается, что имеет место поверхностное взаимодействие или поверхностная реакция между способными спекаться частицами и компатибилизатором, как проиллюстрировано на фиг. 3a. Эта фигура показывает результаты анализа FTIR (ATR) полимерного компатибилизатора (DuPont™ Fusabond® P353, модифицированный малеиновым ангидридом полипропилен) и способных спекаться частиц (нержавеющая сталь 17-4pH). Как следует из вновь появившегося пика около 1700 см-1 (выделен кружком на фиг. 3a), предположительно имеет место реакция между функциональной группой малеинового ангидрида полимерного компатибилизатора и поверхностью частиц нержавеющей стали. Полярная функциональная группа компатибилизатора таким образом координируется с поверхностью способных спекаться частиц, а гидрофобный остаток компатибилизатора (полипропиленовые цепи в материале DuPont™ Fusabond® P353) обеспечивает достижение совместимости с массой связующей композиции, образуемой компонентом (b2). В результате этого компатибилизатор действует как диспергирующий агент.
Напротив, фиг. 3b показывает результаты анализа FTIR (ATR) коммерческого продукта Filamet™ производства компании Virtual Foundry® и чистой полимолочной кислоты (NatureWorks® Biopolymer 2500HP). Этот коммерческий продукт, который, как утверждают, является в настоящее время единственным сырьем в виде нити, способным обеспечить на 99% металлические спеченные детали, и содержит частицы меди, показывает спектр FTIR, который в значительной степени идентичен спектру полимолочной кислоты, что указывает на то, что никакого взаимодействия между связующим и способными спекаться частицами меди не происходит. Хотя продукт Filamet™ продается в виде нити на шпульке, было найдено, что это сырье имеет грубую и хрупкую поверхность и требует ручной подачи для печати больших деталей, требующих более чем 15 см нити. Кроме того, в купленной шпульке Filamet™ нить была порвана в нескольких местах, что показывает, что продукт Filamet™ имеет недостаточную низкотемпературную гибкость и склонен к разрушению во время транспортировки.
Вид функциональной группы в компатибилизаторе особенно не ограничен, и подходящие функциональные группы могут быть выбраны специалистом с учетом химической природы поверхности способных спекаться частиц. По сути, было доказано, что группы ангидрида карбоновых кислот являются эффективными для широкого спектра способных спекаться частиц. В случае частиц стекла, например, также может быть рассмотрено использование модифицированных силаном полимерных компатибилизаторов.
Как только компоненты сырья должным образом смешаны, сырье обрабатывают в желаемую форму. Эта форма сильно зависит от процесса аддитивного производства, для которого предназначено сырье, и для способа изготовления наплавлением нити предпочтительной является форма нити. Диаметр нити особенно не ограничен и находится обычно в диапазоне 1-5 мм, предпочтительно примерно 1,75 мм или примерно 2,85 мм, чтобы быть совместимым с доступными в настоящее время 3D-принтерами. Однако сырье может также иметь форму гранул, имеющих диаметр, например, 10 мм или менее, предпочтительно 5 мм или менее, и они могут иметь такой малый размер, как 1 мм или меньше, поскольку некоторые из доступных в настоящее время 3D-принтеров, использующих нить, формируют эту нить на месте внутри принтера.
В одном предпочтительном варианте осуществления нить является способной к сматыванию. Настоящее изобретение таким образом охватывает в одном варианте осуществления шпульку, несущую сырье по настоящему изобретению в форме нити.
Сырье по настоящему изобретению содержит способные спекаться частицы в количестве, составляющем 40 об.% или более сырья. Это обеспечивает уменьшение вызываемой удалением связующей композиции усадки полученных в итоге спеченных деталей по сравнению с сырой деталью, произведенной, например, с помощью 3D-принтера. Для того чтобы уменьшить эту усадку, сырье предпочтительно содержит 45 об.% или более способных спекаться частиц, еще более предпочтительно 50 об.% или более. Верхний предел количества способных спекаться частиц в целом не ограничен и определяется, главным образом, требованиями сырья, обрабатываемого в принтере, и его экструдируемостью. Практический верхний предел может таким образом зависеть от материала способных спекаться частиц и их формы и размера, но обычно составляет 85 об.% или менее, предпочтительно 80 об.% или менее, а более предпочтительно 75 об.% или менее, от объема сырья. До тех пор, пока оно не влияет на обрабатываемость сырья, более высокое количество способных спекаться частиц является предпочтительным для того, чтобы уменьшить усадку во время стадий удаления связующего и спекания.
Способ аддитивного производства
Способ аддитивного производства по настоящему изобретению включает в себя следующие стадии:
A. формирование первого слоя сырья по настоящему изобретению на опоре;
B. формирование по меньшей мере одного дополнительного слоя поверх первого слоя с образованием сырого тела;
C. выполнение обработки удалением связующего с образованием коричневого тела из сырого тела, полученного на стадии B; и
D. одновременно или последовательно со стадией C выполнение обработки спеканием способных спекаться частиц (P).
Стадии (A) и (B) могут быть выполнены с помощью обычного оборудования для трехмерной печати, такого как использующееся в способе изготовления наплавлением нити. Примером подходящего 3D-принтера является FlashForge Dreamer™. Само собой разумеется, принтер требует подходящих инструкций по эксплуатации для того конкретного изделия, которое нужно производить (см. фиг. 2, показывающую полученный с помощью системы CAD дизайн тестовых деталей из Примеров). Необязательно может использоваться печатающая головка с двумя или более фильерами, в которой одна из фильер печатающей головки обеспечивает сырье по настоящему изобретению, а другая фильера обеспечивает полимерный поддерживающий материал, который может быть удален из получаемой сырой детали, коричневой детали или спеченного тела, например, путем растворения в подходящем растворителе (предпочтительно полярном растворителе, который может быть протонным или предпочтительно апротонным, например, ацетоном, этилацетатом, дихлорметаном и т.д.), или термической обработки. Обеспечение такого предварительного поддерживающего материала могло бы облегчить процесс производства более сложных или хрупких структур.
Как только сырое тело сформировано, его подвергают стадиям удаления связующего и спекания. Эти стадии позволяют удалить связующую композицию (обработка удалением связующего) и сплавить способные спекаться частицы (P) во время процесса спекания, по меньшей мере на их границах. Это приводит к трехмерному объекту, который имеет меньший размер по сравнению с сырым телом.
Стадия удаления всей или по существу всей связующей композиции называется удалением связующего. Это удаление связующего может быть достигнуто различными путями, например, селективным удалением связующей композиции путем обработки растворителем (с использованием подходящего растворителя, такого как полярный, протонный или апротонный растворитель, например, этилацетат, ацетон, этанол, метанол, изопропиловый спирт), каталитически или термически.
Предпочтительно, удаления связующего добиваются с помощью растворителя (экстракция растворителем связующей композиции) или термически, а более предпочтительно – термически.
Для удаления связующего с помощью растворителя, необязательно, возможно включать небольшое количество (например, менее 10 мас.% связующей композиции) материала полимерного каркаса, используемого, например, при литье металлов под давлением, чтобы уменьшить риск смятия детали перед спеканием. Этот полимер каркаса не является растворимым в растворителе, используемом для удаления связующего, и обеспечивает предварительную поддержку детали до спекания. Этот полимер каркаса затем термически удаляется во время стадии спекания. Подходящие полимеры каркаса известны в данной области техники, и их примеры включают, среди прочего, LDPE, HDPE или термопластичные натуральные каучуки.
На стадии термического удаления связующего сырое тело помещают в печь и медленно нагревают в течение достаточного времени, обычно в инертной атмосфере, чтобы избежать окисления способных спекаться частиц и/или компонентов связующей композиции. Использование инертной атмосферы необязательно и может быть опущено, в частности для оксидов и керамики. Напротив, для склонных к окислению материалов, а также для того, чтобы избежать быстрого выгорания компонентов связующего, использование инертной атмосферы или низких температур может быть предпочтительным.
Термическая обработка удалением связующего должна выполняться при температуре, достаточной для деполимеризации и/или испарения полимерных компонентов связующей композиции. По сути, температура должна увеличиваться так, чтобы она составляла от 300°С до 450°C, и было найдено, что медленное увеличение температуры облегчает постепенное и эффективное удаление связующей композиции, не вызывая слишком больших деформаций конечного объекта. В то время как вплоть до температуры в 200°C, например, нагревание может быть выполнено быстро, скорость нагревания от 200°C или выше до конечной температуры обработки удалением связующего (в пределах диапазона 300-450°C) предпочтительно составляет 5°C/мин или менее, более предпочтительно 1°C/мин или менее, еще более предпочтительно 0,5°C/мин или менее, а наиболее предпочтительно 0,1°C/мин или менее. Температурный профиль, реализуемый во время обработки удалением связующего, может содержать участок выдержки температуры, во время которого температура поддерживается постоянной, или не содержать такого участка.
Полная продолжительность стадии C удаления связующего обычно составляет 2 часа или больше, предпочтительно 4 часа или больше. Это время включает в себя нагревание от комнатной температуры до самой высокой температуры обработки нагревом и, необязательно, участок выдержки температуры. Обработка удалением связующего может выполняться в инертной атмосфере (такой как газообразный азот или гелий), в восстановительной атмосфере (такой как газообразный водород), или в содержащей кислород атмосфере, такой как воздух. Самым простым образом удаление связующего выполняется в воздухе. Однако некоторые способные спекаться частицы могут быть склонными к окислению при высоких температурах в кислородсодержащих атмосферах, и поэтому для таких способных спекаться частиц (P) стадия удаления связующего в инертной атмосфере или восстановительной атмосфере может быть предпочтительной. Это относится, например, к частицам железа. Напротив, оксиды, такие как глинозем, диоксид титана или керамика, могут подвергаться удалению связующего на воздухе.
Сразу после или непрерывно с обработкой удалением связующего выполняют обработку спеканием. На этой стадии коричневое тело, полученное после обработки удалением связующего, спекают для того, чтобы соединить внешние границы способных спекаться частиц, например, с помощью частичного плавления.
Температура во время спекания зависит от материала способных спекаться частиц и должна быть достаточной для того, чтобы вызвать частичное сплавление или коалесценцию частиц, но должна быть достаточно низкой для того, чтобы избежать полного сплавления или расплавления частиц, что будет приводить к смятию трехмерной структуры. Как правило, используются температуры в диапазоне 600-1600°C, и предпочтительно температура процесса спекания включает в себя максимальную температуру 1100-1500°C.
Аналогично обработке удалением связующего, стадия спекания может выполняться в вакууме, в инертной атмосфере (такой как газообразный азот, аргон или гелий), в восстановительной атмосфере (такой как водород) или в кислородсодержащей атмосфере, включая воздух.
Было найдено, что при выполнении способа производства в соответствии с приведенным выше описанием, использующего сырье по настоящему изобретению и удаление связующего с подходящей скоростью нагревания в диапазоне температур от 200°C до конечной температуры 300-450°C, может быть получено изделие, имеющее высокую плотность по сравнению с объемным материалом, образующим способные спекаться частицы. Например, обычно было возможно получить изделия, имеющие относительную плотность 65% или больше, предпочтительно 70% или больше или 75% или больше, более предпочтительно 80% или больше, или даже 85% или больше от объемной плотности материала, образующего способные спекаться частицы (P). В случае нержавеющей стали это означает, что изделие может иметь плотность 5,5 г/см3 или больше, предпочтительно 6,0 г/см3 или больше, а еще более предпочтительно 6,3 г/см3 или больше, определяемую способом, описанным в разделе «Примеры».
Фиг. 6a и 6b иллюстрируют пористость тестовой детали, полученной с использованием обработки удалением связующего с профилем медленного увеличения температуры (Фиг. 6a) и с профилем быстрого увеличения температуры (Фиг. 6b). Как видно из этих фигур, пористость получаемого изделия может быть значительно уменьшена при использовании обработки удалением связующего с медленным увеличением температуры, приводящей к более устойчивому и жесткому спеченному изделию с высокой прочностью.
Настоящее изобретение будет теперь описано со ссылкой на конкретные примеры. Однако эти примеры никоим образом не предназначены для ограничения объема изобретения, определяемого исключительно приложенной формулой изобретения.
Настоящее изобретение будет теперь описано со ссылкой на конкретные Примеры, которые однако никоим образом не предназначены для ограничения объема изобретения. Специалисту будет понятно, что могут быть проделаны различные модификации без отступлений от сути настоящего изобретения.
ПРИМЕРЫ
ПРИМЕРЫ 1-10 И СЫРЬЕ F1 - F10
I. Сырье в виде нити
Следующие разновидности сырья F в виде нити получали путем смешивания соответствующих компонентов в соответствующих им количествах, показанных в нижеприведенной Таблице 1:
Таблица 1: Примерные составы сырья
порошок нерж. стали [мас.% сырья]
[мас.% связующей композиции]
При этом соединения были следующими:
Способные спекаться частицы (P):
Нержавеющая сталь 17-4PH, распыленная водой и просеянная до размера частиц <45 мкм. Процесс распыления водой дает частицы неправильной формы, которые навряд ли будет легко подвергнуть трехмерной печати из-за их плохих реологических свойств по сравнению со сферическими порошками. Однако для стадии удаления связующего после печати эта неправильная форма может быть выгодной, поскольку все точки зацепления порошка могут помочь сохранить форму детали при медленном удалении связующего.
Количества способных спекаться частиц выбирали таким образом, чтобы их содержание составляло 54 об.% сырья.
Связующая композиция (B):
(b1) Полимерный компатибилизатор FUSABOND P353™ (DuPont), привитый малеиновым ангидридом (MAH) полипропилен, имеющий плотность 0,904 г/см3, скорость течения расплава (при 160°C и 325 г, измененную в соответствии со стандартом ASTM D1238) 22,4 г/10 мин, температуру плавления 135°C (ASTM D3418) и температуру размягчения по Вика 112°C (ASTM D 1525).
(b2) компоненты полимерного связующего:
- Kurarity LB550™ представляет собой смесь 50:50 (по массе) Kurarity LA2250™ и Kurarity LA4285™. Полное содержание звеньев, полученных из метакриловой кислоты, составляет 15-18 мас.%, а остаток из звеньев, полученных из н-бутилакрилата.
- Kurarity LA2250™ представляет собой триблок-сополимер PMMA (полиметилметакрилата)/pnBa (поли-н-бутилакрилата) со структурой B-A-B, где B - полимерный блок, полученный из метилметакрилата, а A - полимерный блок, полученный из н-бутилакрилата, в котором полное содержание блоков B PMMA составляет примерно 10 мас.%.
- Kurarity LA4285™ представляет собой триблок-сополимер PMMA (полиметилметакрилата)/pnBa (поли-н-бутилакрилата) со структурой B-A-B, где B - полимерный блок, полученный из метилметакрилата, а A - полимерный блок, полученный из н-бутилакрилата, в котором полное содержание блоков B PMMA находится в диапазоне 25-30 мас.% по массе триблок-сополимера.
- Kurarity LA2140™ представляет собой триблок-сополимер PMMA (полиметилметакрилата)/pnBa (поли-н-бутилакрилата) со структурой B-A-B, где B - полимерный блок, полученный из метилметакрилата, а A - полимерный блок, полученный из н-бутилакрилата, в котором полное содержание блоков B PMMA находится в диапазоне 5-8 мас.% по массе триблок-сополимера.
Приготовление сырья
Сырье было произведено с использованием смесителя HAAKE Polylab QC. Сначала полимерный компатибилизатор предварительно смешали с частицами нержавеющей стали, чтобы обеспечить покрытие. Затем весь (все) компонент(ы) связующего смешали с 75% предварительно покрытых частиц нержавеющей стали при 190°C и 100 об/мин в течение 15 минут. Затем оставшиеся 25% покрытых частиц нержавеющей стали примешали в сырье в смесителе HAAKE Polylab QC при 190°C и перемешивали в течение еще 60 минут при 100 об/мин. Сырье затем охлаждали и гранулировали с использованием гранулятора Wittman MAS 1.
Последующие тесты проводили без предварительного покрытия частиц нержавеющей стали компатибилизатором, путем смешивания сразу всех компонентов. Полученное сырье имело тот же самый внешний вид и свойства, так что было установлено, что предварительное покрытие способных спекаться частиц не имеет особого значения для частиц нержавеющей стали. Однако считается, что предварительное покрытие способных спекаться частиц полимерным компатибилизатором может улучшать диспергируемость способных спекаться частиц, отличающихся от нержавеющей стали, в частности тех, которые имеют оксидную поверхность.
II. Производство нити
Из приготовленного сырья нить получали с использованием устройства Göttfert MI-2 Melt Indexer. Принцип был следующим: сырье помещалось в вертикальный цилиндр с фильерой в дне диаметром 1,7 мм. Применяли нагрев (180-210°C в зависимости от образца) и поддерживали его постоянным, превращая тем самым сырье в вязкую массу, и прикладывали нагрузку в 21,6 кг к поршню, который вынуждал вязкое сырье вытекать через фильеру.
Более длинные нити изготовили с использованием устройства Göttfert Rheograph 2003 для того, чтобы проверить характеристики намотки сырья. В то время как обычно может использоваться любая подходящая температура, способ, используемый для настоящих Примеров, использует фиксированную температуру 210°C, 200°C или 190°C во всем цилиндре, заполненном материалом, который выдавливается через фильеру (d=1,75 мм, h=30 мм) со скоростью 0,2 мм/с. Подходящая температура может быть подобрана на основе вязкости и когезионных свойств сырья при соответствующей температуре. Загрузка материала составляла около 300 г сырья на прогон, изменяясь соответственно с плотностью сырья. Когда нить выходила из фильеры, она вручную наматывалась на пластмассовые шпульки с диаметром примерно 2-5 см для трехмерной печати. Материал обычно не имел тенденции рваться во время экструдирования.
Примеры 1A и 1B: Производство нити с использованием сырья F1
Пример 1A: Производство в устройстве Göttfert MI-2 Melt Indexer
Нить удалось успешно получить при задании температуры равной 210°C. Нить была непрерывной, гибкой и имела хорошее качество поверхности.
Пример 1B: Производство в устройстве Göttfert Rheograph 2003
Нить удалось успешно получить при задании температуры равной 210°C. Нить была непрерывной и очень гибкой и имела хорошее качество поверхности.
Примеры 2A и 2B: Производство нити с использованием сырья F2
Пример 2A: Производство в устройстве Göttfert MI-2 Melt Indexer
Первая попытка получения нити при 190°C в устройстве Göttfert MI-2 Melt Indexer закончилась неудачей. Нить имела очень плохое качество поверхности, и нить не была произведена. Вторая попытка при 180°C дала гладкую и очень гибкую нить, которая не застревала во время экструдирования и выходила медленно с постоянной скоростью.
Пример 2B: Производство в устройстве Göttfert Rheograph 2003
Первая попытка намотки при 200°C в устройстве Göttfert Rheograph 2003 закончилась неудачей. Нить была быстротекущей и легко рвалась при грубом качестве поверхности. Было трудно намотать и получить нить, хотя она и была очень гибкой.
Вторая попытка намотки при 190°C была успешной. Оно было хорошо текучим, очень легко наматывалось, имело гладкую поверхность по всей длине и было непрерывным для всего образца.
Примеры 3A и 3B: Производство нити с использованием сырья F3
Пример 3A: Производство в устройстве Göttfert MI-2 Melt Indexer
Нить успешно экструдировали при 210°C в устройстве Göttfert MI-2 Melt Indexer. Нить была медленно текущей, имела очень гладкую поверхность и была непрерывной для всего образца. Однако она была очень хрупкой при комнатной температуре и почти не проявляло гибкости.
Пример 3B: Производство в устройстве Göttfert Rheograph 2003
Нить наматывалась при 200°C в устройстве Göttfert Rheograph 2003. Сначала не получалась нить, а только очень короткие кусочки, которые имели очень плохое качество поверхности. Она была медленнотекущей и становилась лучше со временем. В конце стала экструдироваться длинная нить с хорошим качеством поверхности, которая легко наматывалась. Она была очень хрупкой при комнатной температуре и имела небольшую гибкость.
Примеры 4A и 4B: Производство нити с использованием сырья F4
Пример 4A: Производство в устройстве Göttfert MI-2 Melt Indexer
Первая попытка получения нити при 210°C привела к быстрому течению, очень плохому качеству поверхности, некоторой гибкости и частым разрывам образца. Вторая попытка получения нити при 190°C была успешной, но нить текла чрезвычайно медленно. Эта нить имела очень гладкую поверхность и была непрерывной для всего образца. Была получена некоторая гибкость, но были трещины, образующие слабые места.
Пример 4B: Производство в устройстве Göttfert Rheograph 2003
Нить удалось намотать при 200°C с некоторым успехом. Эта нить показала хороший поток и приличное качество поверхности с некоторой шероховатостью. Эта нить иногда ломалась во время намотки, но некоторые непрерывные куски нити удалось намотать. Она имела некоторую гибкость, но с трещинами, образующими слабые места.
Примеры 5A и 5B: Производство нити с использованием сырья F5
Пример 5A: Производство в устройстве Göttfert MI-2 Melt Indexer
Нить удалось успешно экструдировать при 190°C. Этот материал показал хороший поток и приличное качество поверхности с некоторой шероховатостью. Удалось сформировать одну непрерывную нить для всего образца с хорошей гибкостью.
Пример 5B: Производство в устройстве Göttfert Rheograph 2003
Нить удалось успешно намотать при 200°C. Она имела хороший поток и хорошее качество поверхности, но с некоторыми трещинами. Эта нить также легко наматывалась и имела хорошую гибкость, хотя трещины образовали слабые места.
Примеры 6A и 6B: Производство нити с использованием сырья F6
Пример 6A: Производство в устройстве Göttfert MI-2 Melt Indexer
Нить, экструдированная при 190°C в устройстве Göttfert MI-2 Melt Indexer, показала плохое качество поверхности, которое при продолжении экструдирования становилось все хуже и хуже. Она часто рвалась во время экструдирования, но небольшие кусочки непрерывной нити обладали хорошей гибкостью.
Пример 6B: Производство в устройстве Göttfert Rheograph 2003
Первая попытка намотки при 200°C закончилась неудачей. Эта нить была быстротекущей, часто рвалась и трудно наматывалась, но имела удовлетворительное качество поверхности. Вторая попытка намотки при 190°C была успешной. Эта нить хорошо вытекала, легко наматывалась и имела гладкую поверхность по всей длине. Удалось сформировать одну непрерывную нить из всего образца.
Примеры 7A и 7B: Производство нити с использованием сырья F7
Пример 7A: Производство в устройстве Göttfert MI-2 Melt Indexer
Нить, экструдированная при 190°C, оказалось неудачной. Она часто рвалась и имела очень грубую поверхность. В целом она была гибкой нитью с хорошим течением, но не могла использоваться из-за шероховатости.
Пример 7B: Производство в устройстве Göttfert Rheograph 2003
Нить была намотана при 200°C с некоторым успехом. Она хорошо вытекала, но имела плохое качество поверхности в начале процесса, которое становилось все лучше и лучше по мере экструдирования, и в конце процесса стала иметь хорошее качество поверхности. Её удалось намотать как длинную непрерывную нить. Она имела хорошую гибкость, но с некоторыми трещинами, образующими слабые места.
Примеры 8A и 8B: Производство нити с использованием сырья F8
Пример 8A: Производство в устройстве Göttfert MI-2 Melt Indexer
Нить экструдировали при 190°C в устройстве Göttfert MI-2 Melt Indexer с некоторым успехом. Она хорошо вытекала, но имела плохое качество поверхности. Экструдирование привело к одной непрерывной нити из всего образца с хорошей гибкостью, но с некоторыми трещинами, образующими слабые места.
Пример 8B: Производство в устройстве Göttfert Rheograph 2003
Нить была успешно намотана при 200°C. Она хорошо вытекала и легко наматывалась, имея гладкую поверхность и хорошую гибкость, но с некоторыми трещинами, образующими слабые места.
Примеры 9A и 9B: Производство нити с использованием сырья F9
Пример 9A: Производство в устройстве Göttfert MI-2 Melt Indexer
Нить экструдировали при 190°C. Она была медленнотекущей, часто рвалась и имела плохое качество поверхности по всей длине, хорошую гибкость, но с множеством трещин, образующих слабые места. После нескольких попыток была изготовлена одна непрерывная нить.
Пример 9B: Производство в устройстве Göttfert Rheograph 2003
Нить была успешно намотана при 200°C в устройстве Göttfert Rheograph 2003 с хорошим потоком, хорошим качеством поверхности, и легко наматывалась. Она была гибкой, но содержала трещины, образующие слабые места.
Примеры 10A и 10B: Производство нити с использованием сырья F10
Пример 10A: Производство в устройстве Göttfert MI-2 Melt Indexer
Нить экструдировали при 190°C в устройстве Göttfert MI-2 Melt Indexer с очень грубой поверхностью. Она была быстротекущей и никогда не рвалась, но имела абсолютно непригодное качество поверхности. Однако она показала хорошую гибкость даже при том, что качество поверхности приводило к слабым местам в нити.
Пример 10B: Производство в устройстве Göttfert Rheograph 2003
Нить была успешно намотана при 200°C. Она хорошо вытекала, но имела грубую поверхность в начале процесса, которое становилось все лучше и лучше с течением времени, и стало приличным в конце. Она легко наматывалась с небольшим количеством разрывов на образце и показала некоторую гибкость.
Следующая Таблица 2 показывает результаты и наблюдения за экструдированием сырья с образованием нитей в устройстве Göttfert MI-2 Melt Indexer, использующем модифицированный размер фильеры для того, чтобы получить диаметр нити, подходящей для принтера (1,75 мм) (Примеры А).
Таблица 2: Экструдирование сырья и производство нити в Göttfert MI-2 Melt Indexer
Следующая Таблица 3 показывает результаты производства нити с использованием Göttfert Rheograph 2003 при различных температурах (Примеры B):
Таблица 3: Экструдирование сырья и производство нити в Göttfert Rheograph 2003
Результаты, приведенные в Таблицах 2 и 3, показывают, что для всех видов сырья удалось получить непрерывную нить. Если начальная попытка терпела неудачу, то непрерывная нить могла быть произведена путем изменения температуры экструдирования и/или используемого устройства.
III. Печать
Для каждого вида сырья нить, полученная в ходе успешных испытаний по производству нити и имеющая наилучший внешний вид, была выбрана и протестирована на предмет того, может ли она использоваться в 3D-принтере методом наплавления нити.
В качестве 3D-принтера использовался FlashForge Dreamer™, который является потребительским настольным 3D-принтером, использующим в качестве технологии печати способ наплавления нити. Он имеет платформу печати с управляемой температурой, обеспечивает рабочий объем 230*150*140 мм и разрешение слоев от 0,1 до 0,5 мм. Диаметр фильеры составляет 0,4 мм. Этот принтер требует нитей с диаметром примерно 1,75 мм.
Перед печатью тестовые образцы необходимо было спроектировать на компьютере. Для этой цели использовалось программное обеспечение CAD PTC Creo Parametric™ 3.0, но, конечно же, также может использоваться и другое программное обеспечение.
Первый тестовый образец представлял собой цилиндр с диаметром 10 мм и высотой 3 мм. В дальнейшем он упоминается как «мини-шайба». Второй компонент представлял собой прямоугольный брусок с шириной и высотой 6 мм и длиной 36 мм, называемый TRS-бруском, а третий – шлем викинга. Фиг. 2 показывает использованные файлы STL. Все три детали были сохранены как файл с расширением STL и высота хорды была минимизирована в максимально возможной степени. Угловое управление и размер шага были оставлены по умолчанию.
Файлы с расширением STL были затем импортированы в программное обеспечение Simplify3D™ для того, чтобы перевести трехмерные модели CAD в инструкции, которые понимает принтер. Это программное обеспечение нарезает модель CAD на поперечные сечения, называемые слоями, и определяет путь, которому печатающие головки должны следовать во время печати, а также другие настройки печати. Эти настройки показаны в Таблице 4.
Таблица 4: Настройки печати
Нити, приготовленные так, как описано выше, были использованы для тестов печати со следующими результатами:
Пример 1C: Тест печати с нитью, полученной из сырья F1
Нить, полученная в Примере 1B, печаталась хорошо и обычно не требовала никакой помощи при подаче. Она давала сырые детали с очень хорошим качеством поверхности и печаталась быстро и с высоким качеством печати. Много мини-шайб, шлемов викинга, TRS-брусков и даже более крупное тело в форме шестерни удалось напечатать очень качественно.
Пример 2C: Тест печати с нитью, полученной из сырья F2
Нить, полученная в Примере 2B (вторая попытка при 190°C), не позволяла легко печатать. Эта нить была слишком гибкой и мягкой и поэтому её было трудно подавать. Подающий механизм легко блокировался этой нитью и принтер останавливался. После некоторых попыток удалось напечатать мини-шайбу с приличными результатами и качеством поверхности.
Таким образом, этот материал является подходящим для печати, но требует внимания во время подачи, если должны быть произведены более сложные структуры.
Пример 3С: Тест печати с нитью, полученной из сырья F3
Нить, полученная в Примере 3B, не позволяла легко печатать. Эта нить была слишком хрупкой и много раз рвалась во время перемещений печатающей головки. Мини-шайбы удалось напечатать с приличными результатами и приличным качеством поверхности, но более сложные структуры было трудно произвести из-за разрыва нити до вхождения в печатающую головку. TRS-бруски не удалось получить дважды.
Эта нить была пригодной для печати с приличными результатами, но слишком хрупкой для используемого принтера. Эта проблема может быть преодолена путем увеличения относительного количества первого полимерного блока, имеющего Tс -20°C или ниже, поскольку это улучшает гибкость при более низких температурах.
Пример 4C: Тест печати с нитью, полученной из сырья F4
Нить, полученная в Примере 4B, позволяла успешно печатать. Не было никаких проблем, и нить легко подавалась с хорошими результатами. Качество поверхности было хорошим лишь с незначительными дефектами, с которыми было очень легко работать. Все геометрии были напечатаны успешно, и было показано, что слабые точки/хрупкость нити не являются проблемой для этого процесса.
Пример 5C: Тест печати с нитью, полученной из сырья F5
Печать была более-менее успешной с нитью, полученной в Примере 5B. Даже с некоторой помощью во время подачи первые слои мини-шайбы и шлема викинга не удалось напечатать с приличным качеством поверхности.
С этой нитью оказалось невозможным напечатать TRS-брусок. Посреди печати она размазывалась, закупоривала фильеру и останавливала печать. С ней было не очень легко работать, хотя трещины/хрупкость не представляли проблемы.
Пример 6C: Тест печати с нитью, полученной из сырья F6
Печать была успешной с нитью, полученной в Примере 6B при 190°C. Она давала очень хорошие результаты, и никаких проблем при печати не возникало. Она не требовала никакой помощи и давала хороший и ровный результат для всех геометрий. Эта нить обеспечивала очень хорошее качество поверхности с очень незначительными дефектами, и с ней было легко работать. Эта нить была весьма пригодна для печати с хорошими результатами.
Пример 7C: Тест печати с нитью, полученной из сырья F7
Печать с нитью, полученной в Примере 7B, была успешной. Эта нить стартовала легко и напечатала первые слои без проблем. Она печаталась с хорошими результатами и хорошей ровной поверхностью, и с ней было очень хорошо работать. Она позволила напечатать превосходные мини-шайбы и TRS-бруски, но шлем викинга имел некоторые дефекты, с приличным качеством поверхности, но не столь хорошим, как при других геометриях.
Пример 8C: Тест печати с нитью, полученной из сырья F8
Печать с нитью, полученной в Примере 8B, была частично успешной. Требовалась некоторая помощь при подаче для первых слоев, и поэтому качество поверхности в начале не было превосходным. После этого печать продолжалась самостоятельно с приличным качеством поверхности. То же самое наблюдалось для всех печатаемых геометрий: требовалась помощь для начала, а затем печать продолжалась самостоятельно без проблем. Эта нить была пригодна для печати, но с трудностями при обращении.
Пример 9C: Тест печати с нитью, полученной из сырья F9
Печать была более-менее успешной с нитью, полученной в Примере 9B. С ней было не очень легко работать, но она давала приличные результаты. Требовалась помощь при подаче на старте, а также иногда случайным образом в процессе, что приводило к плохому качеству поверхности в этих областях.
Эта нить была хрупкой и легко ломалась при попытках помочь её подаче. Она недостаточно хорошо вытекала из фильеры, так что слои не прилипали друг к другу также хорошо, как другие тестируемые нити, что приводило к разделению слоев при удалении детали с платформы. Особенно плохое качество поверхности имел шлем викинга. Эта нить была пригодна для печати с помощью, но давала результаты среднего качества.
Пример 10C: Тест печати с нитью, полученной из сырья F10
Печать с нитью, полученной в Примере 10B, была частично успешной. С ней было не очень легко работать, но она давала приличные результаты. Требовалась помощь при подаче на старте, а также иногда случайным образом в процессе, что приводило к частичному ухудшению качества поверхности в этих областях.
Эта нить была в целом несколько хрупкой и легко ломалась при попытках помочь её подаче. Она не очень хорошо вытекала из фильеры, так что слои не прилипали друг к другу также хорошо, как другие тестируемые нити, что приводило к частичному разделению слоев при удалении детали с платформы. Особенно плохое качество поверхности имел шлем викинга. Эта нить была пригодна для печати с помощью, но давала результаты лишь среднего качества.
Следующая таблица 5 дает краткий обзор составов сырья и их пригодности для печати. Здесь сырье оценивалось следующим образом:
A=превосходное как по пригодности для печати, так и по качеству поверхности
B=пригодное для печати с незначительными проблемами, достаточное качество поверхности
C=пригодное для печати с более серьезными проблемами, приемлемое качество поверхности
D=непригодное для печати
Таблица 5: Составы сырья и пригодность для печати
Из результатов, показанных в Таблице 5, следует, что все произведенные нити смогли быть успешно использованы в процессе печати. Ни одна из нитей не получила оценку D (непригодная для печати).
Лучшие оценки пригодности для печати (A, B) были получены, когда в полимерном связующем компоненте содержание второго полимерного блока, имеющего Tс в диапазоне 60°C или выше (PMMA), составляло в диапазоне 10-25 мас.% каждого блок-сополимера (как в LB 550, использованном в видах сырья 1, 7-10), или когда использовались два блок-сополимера, и полное количество полимерного блока, имеющего Tс в диапазоне 60°C или выше, составляло в диапазоне 10-25 мас.% всех блок-сополимеров (сырье F4, F4, F6).
При взгляде на F2-F6 в Таблице 5 становится ясно, что F2 и F6 давали превосходную нить по качеству поверхности, гибкости и способности производить непрерывную нить. F3, F4 и F5 давали немного хрупкие нити на шпульках.
Примеры не только использовали подходящие компоненты полимерного связующего, но и подходящее количество полимерного компатибилизатора Fusabond P353 (сырье 1 и 7-10). Из Таблицы 5 можно заметить, что из F1 и F7 - F10, F1 (содержание=8%) и F8 (содержание=10%) были наилучшими. Они позволили произвести непрерывную, гибкую нить с хорошим качеством поверхности на шпульке. В Таблице 5 можно заметить, что отличие для F8 заключалось в количестве 10 мас.% Fusabond P353 в связующем. F7 имел 6 мас.% связующего, а F9 имел 12 мас.% связующего, и они оба давали нить более низкого качества. Таким образом, в то время как содержание полимерного компатибилизатора 5-15% в связующей композиции (B) является подходящим, наилучшие результаты получаются, если его количество составляет 6-12 мас.%, еще более предпочтительно 6-10% или менее по массе связующей композиции (B).
IV. Производство спеченных тел (удаление связующего и спекание)
Детали, напечатанные 3D-принтером (включающие связующую композицию и способные спекаться частицы, также называемые сырым телом), нужно освободить от связующей композиции, а частицы нужно сплавить путем спекания для того, чтобы получить желаемый конечный продукт.
В настоящих Примерах использовался следующий цикл в атмосфере N2 (термическое удаление связующего):
Нагрев со скоростью 0,1°C/минуту до 300°C, выдержка 30 минут,
Нагрев со скоростью 0,1°C/минуту до 350°C, выдержка 30 минут,
Нагрев со скоростью 0,1°C/минуту до 375°C, выдержка 16 ч.
Полученные детали без связующего (также называемые коричневым телом) были затем вынуты из печи и визуально осмотрены. Было найдено, что обработка удалением связующего привела к нулевой или к очень небольшой деформации объекта, и остаток органических компонентов составлял менее чем 0,5 мас.%.
Объекты без связующего были затем подвергнуты процессу спекания для того, чтобы сплавить способные спекаться частицы. Использовались следующие условия спекания (в атмосфере H2):
Нагрев от комнатной температуры со скоростью 5°C/мин до 600°C, выдержка 30 мин;
Нагрев со скоростью 5°C/мин до 800°C, выдержка 1 ч;
Нагрев со скоростью 5°C/мин до 1350°C, выдержка 2 ч.
Все полученные детали имели хороший внешний вид и умеренную или низкую пористость. Полученные детали имели пористость 12,5-30%, главным образом 18-26%, в зависимости от сложности формы и коэффициента заполнения. Для деталей из нержавеющей стали это приводит к кажущейся плотности 5,4-6,9 г/см3, что равно примерно 70-90% от плотности сплошной нержавеющей стали. Фиг. 6A показывает увеличенный вид этой структуры.
Кроме того, для двух TRS-брусков, произведенных с использованием сырья F1, была определена усадка конечных деталей по сравнению с сырой деталью (вызываемая удалением связующей композиции и сплавлением способных спекаться частиц на их границах). По сравнению с сырой деталью конечный продукт имел на 21-24% меньшую длину, высоту и ширину. Было установлено, что усадка является почти однородной, с немного более высокой усадкой в направлении по высоте благодаря силе тяжести. Тестовые бруски были дополнительно исследованы на их нагрузку разрушения (примерно 2500 Н) и поперечный предел прочности при растяжении (примерно 1050 МПа), и было установлено, что полученные материалы имеют высокую прочность и не страдают от значительных структурных недостатков на границах нитей.
При исследовании влияния обработки удалением связующего использовалась следующая обработка удалением связующего (также в атмосфере N2):
Нагрев со скоростью 1°C/мин до 375°C, выдержка 10 ч.
Спекание выполнялось точно так же, как и выше. Термогравиметрический анализ показал остаточное содержание органики примерно 5 мас.%. Кроме того, пористость составила порядка 30-40% с плотностью в спеченном состоянии 5,8 г/см3 или выше, что равно 76% от плотности сплошной нержавеющей стали. Фиг. 6B показывает увеличенный вид структуры, полученной с использованием этого профиля температуры удаления связующего, имеющего относительно высокую среднюю скорость увеличения температуры.
Вышеупомянутый анализ показывает, что более медленное нагревание во время увеличения температуры позволяет получать более высокую плотность продукта, что дает более высокую прочность и жесткость.
Примеры 11-20
Для того, чтобы оценить пригодность связующей композиции для обеспечения сырья для процесса аддитивного производства, и в частности пригодных для печати нитей в способе наплавления нити с использованием других материалов в качестве способных спекаться частиц, выполнили Примеры 11-20 со связующей композицией сырья F1/Примера 1 (92% Kurarity LB550, 8% Fusabond P353). Это связующее было выбрано с учетом хороших результатов, полученных в Примере 1. Связующую композицию компаундировали со следующими способными спекаться частицами для получения сырья для аддитивного производства и тестирования того, может ли быть получена нить, подходящяя для 3D-принтера:
Таблица 6: Составы сырья F11 - F20 (остаток: связующая композиция сырья F1 – 92 мас.% Kurarity LB550, 8 мас.% Fusabond P353)
Смесь 28,9% X-325A + 69,1% X-325M + 1,9% Fe3P, полученная в соответствии с WO2012089807 A1
Оксид алюминия с размером частиц 5-10 мкм
Все виды сырья приготовили с удельным содержанием твердого вещества (т.е. способных спекаться частиц) 54 об.%.
Все виды сырья были произведены с использованием смесителя HAAKE Polylab QC. Сначала связующую композицию смешали с 75% общего количества способных спекаться частиц при 190°C и 100 оборотах в минуту и перемешивали в течение 15 минут. Затем остальные 25% способных спекаться частиц примешали в сырье в смесителе HAAKE Polylab QC и перемешивали еще 60 минут при тех же самых скорости и температуре. Сырье затем охлаждали и гранулировали с использованием гранулятора Wittman MAS 1.
Исключением был порошок Ti, поскольку он является очень огнеопасным. Поэтому его вводили вместе со связующей композицией весь разом без перемешивания при комнатной температуре под током Ar. Камеру тщательно продували Ar непосредственно перед ее закрытием, и только тогда началось нагревание. После перемешивания это сырье обрабатывали так, как и любое другое сырье.
После тестирования общей пригодности для формирования нитей в устройстве Göttfert MI-2 Melt Indexer при температурах в диапазоне 160-200°C нити были произведены в устройстве Göttfert Rheograph 2003 и намотаны. Для всех видов сырья F11 - F20 были получены непрерывные нити, имеющие хорошее качество поверхности. Исключениями были содержащее глинозем сырье F14, которое имело незначительные поверхностные дефекты, а также сырье F19, которое дало превосходные результаты.
Таким образом, все виды сырья являются в целом подходящими для процесса аддитивного производства. Большинство видов сырья можно было печатать в 3D-принтере FlashForge Dreamer™ при использовании тех же самых настроек, что и в Примерах 1-10, хотя и с несколько различными результатами. Эти результаты показаны в нижеприведенной Таблице 7:
Таблица 7: Тесты печати с сырьем F11 - F20
Следующие наблюдения были сделаны в тестах печати:
Пример 11: Печать не удалась, поскольку сырье не могло подаваться через фильеру. Предположительно, это вызвано природой способных спекаться частиц (MIM0103), которые являются смесью трех различных типов частиц, два из которых имеют малый средний диаметр и большой средний диаметр. По-видимому, это привело к забиванию фильеры принтера. Эта проблема, по-видимому, не возникла бы при более крупных фильерах принтера.
Пример 12: Печать этой нитью была в какой-то степени успешной. Она началась легко и в начале не нуждалась ни в какой помощи. Удалось напечатать все компоненты с приличными результатами. Однако эта нить стала заедать в фильере, отрицательно воздействуя на качество поверхности компонентов, и возникла некоторая проблема с течением через фильеру. Эта проблема, возможно, могла быть решена путем небольшого увеличения температуры печатающей головки или уменьшения вязкости, уменьшения относительного количества полимера или полимерного блока, имеющего Tс 60°C или выше.
Пример 13:
Эта нить была несколько хрупкой при комнатной температуре, и была необходима ручная помощь для запуска печати. Удалось напечатать компоненты, но нить заедала в фильере, что приводило к плохому качеству поверхности. Самая большая проблема, которая произошла с этой нитью, заключалась в том, что она не вытекала из фильеры и сильно заедала, оказывая большое воздействие на качество поверхности. Эти проблемы могут быть преодолены путем увеличения температуры печатающей головки, увеличения диаметра фильеры и/или увеличения гибкости сырья за счет увеличения количества полимерных блоков или полимера, имеющего Tс -20°C или ниже.
Пример 14:
Печать этой нитью была успешной. Не было никаких проблем подачи или экструдирования.
Пример 15:
Печать была успешной после начальных проблем с подачей, приводящих к недостаточному качеству поверхности. Когда эти проблемы прошли, все компоненты были напечатаны с хорошим качеством поверхности.
Пример 16:
Печать нитью F16 была неудачной. Принтер дважды заедало при попытках подать эту нить через фильеру. Она не вытекала, и не было возможности напечатать что-либо с этой нитью. Предположительной причиной этого является большой размер способных спекаться частиц, составляющий вплоть до 147 мкм. Предположительно, больший диаметр фильеры печати или другая стадия распыления частиц перед производством сырья могла бы уменьшить или устранить эти проблемы.
Пример 17:
Печать полной детали была лишь частично успешной. Сначала возникли проблемы с подачей и экструдированием через фильеру принтера. После начальных трудностей части тестового образца удалось успешно напечатать.
Пример 18:
Печать нитью F18 была полностью успешной. Не было никаких проблем с подачей этой нити через фильеру. Качество продукта было очень хорошим.
Пример 19:
Печать нитью F19 была полностью успешной. Не было необходимости помогать подаче, и качество продукта было превосходным. В дополнение к этому, было возможно начать новую печать даже при том, что принтер был выключен без разгрузки экструдера, что часто создает проблемы.
Пример 20:
Несмотря на то, что нить F20 являлась слегка хрупкой, печать была полностью успешной.
Из Примеров 1-20 могут быть сделаны следующие выводы:
Тонкодисперсные порошки со сферическими частицами (F18 и F19) обеспечивают лучшие реологические свойства, делая сырье легко сматываемым, а нить гибкой и пригодной для печати без каких-либо проблем. Частицы, показавшие лучшие результаты во время этих экспериментов, были тонкодисперсными, сферическими порошками нержавеющей стали. Однако, как тонкодисперсные порошки нержавеющей стали неправильной формы, так и тонкодисперсные керамические порошки были вполне пригодными для печати и четными, и даже более тонкодисперсный порошок ASC300 был в какой-то степени пригоден для печати даже при том, что он является прессованным порошком. Слишком большие диаметры частиц могут приводить к проблемам забивания и печати.
Все виды сырья, использующие связующую композицию (B) в соответствии с настоящим изобретением и использующие различные типы способных спекаться частиц, удалось переработать в нити, подходящие для способов аддитивного производства. Для того чтобы адаптировать эти композиции к конкретной модели 3D-принтера, могут понадобиться незначительные корректировки состава, в частности регулирование размера способных спекаться частиц, толщины нити, относительного количества полимеров или полимерных блоков, имеющих Tс -20°C или ниже, а также полимеров или полимерных блоков, имеющих Tс 60°C или выше, или относительного количества компатибилизатора. Однако такие модификации являются обычной задачей для специалиста в данной области техники и могут быть оценены на основе обычных экспериментов.
Сырье из Примеров 12-15 и 17-20, которое можно было успешно применять в использованном здесь принтере, было использовано для изготовления полых шлемов викинга, показанных на фиг. 4. Полученные шлемы были затем подвергнуты удалению связующего с использованием описанного выше температурного профиля и спечены также с использованием вышеописанного температурного профиля. Были получены следующие результаты:
Таблица 8: Результаты удаления связующего и спекания для сырых тел (шлемов), полученных с использованием сырья из Примеров 12-15 и 17-20
Деформация, наблюдаемая с сырьем из Примера 18 (GAS 316L Carpenter), предположительно вызывается сферической формой способных спекаться частиц.
Окисление титанового сырья из Примера 17 предположительно было вызвано сочетанием слишком высокого парциального давления кислорода и слишком высоких температур, или реакцией на поверхности частиц. Этих проблем можно избежать путем использования более низких температур или путем использования альтернативного процесса удаления связующего (например, экстракции растворителем).
СРАВНИТЕЛЬНЫЙ ПРИМЕР 1 - Filamet™
Продукт Filamet™ производства компании Virtual Foundry в соответствии с информацией, предоставленной на веб-сайте изготовителя, состоит из частиц меди, диспергированных в полимолочной кислоте. Это соответствует результатам ИК-анализа, показанным на фиг. 3b. Полимолочная кислота имеет Tс 55°C. Авторы изобретения получили этот продукт для того, чтобы оценить его свойства по отношению к сырью по настоящему изобретению.
При распаковке шпульки Filamet™ было установлено, что поверхность нити была довольно грубой и хрупкой. Однако более примечательным было то, что эта нить уже имела некоторые трещины и точки разлома на шпульке. Это уже позволило предположить, что может оказаться невозможным производить большие детали способом FFM без ручной подачи кусочков нити, что является обременительным и неподходящим для промышленного процесса.
Эти ожидания были подтверждены во время последующих тестов печати. Эта нить была настолько хрупкой, что оно продолжало ломаться при подаче в печатающую головку. Для того, чтобы напечатать относительно большие детали, такие как TRS-брусок, было необходимо оставаться рядом с принтером и снова загружать вручную печатающую головку, когда кусочек нити заканчивался, что происходило несколько раз в минуту. Сама операция печати была плавной со стабильным потоком и давала сырое тело с хорошим качеством и прочностью.
Один шлем викинга был напечатан и подвергнут тому же самому циклу удаления связующего, что и описанный выше. Этот цикл отличается от комбинированного цикла удаления связующего и спекания, предлагаемого изготовителем, который объединяет обработку удалением связующего со скоростью увеличения температуры 1,5°C/мин от 175 до 345°C и полным временем удаления связующего примерно 4 часа, с немедленно следующим за этим увеличением температуры со скоростью 10°C/мин до 927°C и выдержкой этой температуры в течение 90 минут.
Сырая деталь (шлем викинга), полученная с использованием материала Filamet™, полностью сминалась при использовании такого цикла удаления связующего. Это показывает, что коричневое тело имеет недостаточную прочность для того, чтобы поддерживать сложные и не самонесущие структуры, и не выдерживает хранения или длительных циклов удаления связующего. На самом деле, цельнометаллические объекты, показанные на интернет-странице компании Virtual Foundry, показывают конусы, имеющие в основном самонесущую структуру, которая может поддерживаться, даже если связующее удалено.
Но такая структура, как шлем викинга, требует адгезии между металлическими частицами после обработки удалением связующего для того, чтобы избежать разрушения структуры из-за силы тяжести. Очевидно, что такая когезия в материале Filamet™ не обеспечивается, и связующее удаляется, по-видимому оставляя лишь частицы, которые неспособны удержать их расположение, что приводит к разрушению структуры.
В отличие от этого связующая композиция по настоящему изобретению содержит полимерный компатибилизатор, имеющий группу, способную взаимодействовать с поверхностью способных спекаться частиц. Как показано на фиг. 3a, без привязки к какой-либо конкретной теории считается, что компатибилизатор координируется со способной спекаться частицей и остается в небольшой степени на поверхности частицы даже после обработки удалением связующего, а полностью удаляется только на стадии высокотемпературного спекания. Считается, что небольшое остаточное количество компатибилизатора действует в качестве своего рода клея для частиц, а значит, позволяет поддерживать физическую целостность коричневого тела даже при более сложных и не самонесущих структурах.
Сравнительные примеры 2-6 (PMMA и связующее полимолочная кислота)
Для того чтобы оценить, будет ли добавление полимерного компатибилизатора к другим компонентам связующего улучшать свойства сырья, приготовили следующие композиции с использованием распыленной водой нержавеющей стали 17-4 PH дисперсионного твердения, просеянной на сите 45 мкм, X50=32 мкм, с неправильной формой поверхности (производства компании North American Höganäs High Alloys) в качестве способных спекаться частиц:
Таблица 9: Связующие композиции Сравнительных примеров 2-6
[мас.%]
В сырье вышеупомянутые связующие композиции были смешаны со способными спекаться частицами таким образом, чтобы количество способных спекаться частиц составляло 54 об.%. Материалы связующей композиции являются следующими:
PLA 2500HP: Полимолочная кислота, 2500 г/моль, приобретенная у компании Resinex Nordic AB,
PLA 3251D: Полимолочная кислота, приобретенная у компании Resinex Nordic AB
Fusabond P353: Привитый малеиновым ангидридом полипропилен
PMMA: Полиметилметакрилат, приобретенный у компании Evonik, Tс 110°C
Licomont CAV 102P: Кальциевая соль монтановой кислоты (линейная, алифатическая одноосновная карбоновая кислота C24-C36), приобретенная у компании Clariant, обычный пластификатор для PLA
Полимолочная кислота имеет Tс 55°C.
Сырье было произведено с использованием смесителя HAAKE Polylab QC. Сначала связующие смешали с 75% металлического порошка при 190°C и 100 оборотах в минуту и перемешивали в течение 15 минут. Затем остальные 25% металлического порошка примешали в сырье в смесителе HAAKE Polylab QC и перемешивали еще 60 минут при тех же самых скорости и температуре. Сырье затем охлаждали и гранулировали с использованием гранулятора Wittman MAS 1.
Начальные нити были сделаны с использованием устройства Göttfert MI-2 Melt Indexer. Более длинные нити были изготовлены с использованием устройства Göttfert Rheograph 2003 для того, чтобы проверить характеристики намотки образцов. Этот способ использует фиксированную температуру (155-190°C) во всем цилиндре, загруженном материалом, который выдавливается через капилляр (d=1,7 мм, h=30 мм) со скоростью сдвига 0,2 мм/с. Загрузка материала составляла около 300 г сырья на прогон, изменяясь соответственно с плотностью сырья. Когда нить выходила из фильеры, она вручную наматывалась на пластмассовые шпульки для трехмерной печати. Температура для каждого сырья оценивалась на основе химического состава связующего, а также формы и размера порошка, а затем адаптировалась, если это было нужно и/или возможно.
Все нити, произведенные с помощью сырья по Сравнительным примерам 2-6, можно было экструдировать в MFR, однако с довольно неудовлетворительными результатами в плане качества поверхности, хрупкости и способности экструдироваться непрерывно без разрушения. Большинство нитей было более-менее способно к сматыванию, но как только температура уменьшилась, они стали слишком хрупкими, чтобы разматываться без разрушения. Следовательно, они не рассматривались как подходящие для автоматической печати без ручной подачи.
Сырье по Сравнительным примерам 2 и 4 было проверено в тесте печати, который завершился полной неудачей. Другие виды сырья не использовались для печати, поскольку они показали недостаточные свойства уже на ранних стадиях процесса. Ни один из рецептов в этом исследовании не был пригоден для печати из-за высокой хрупкости и невозможности получить более длинные нити.
Полимолочная кислота является довольно твердой при комнатной температуре, так что использовались два различных пластификатора для того, чтобы получить способность к разматыванию и пригодность для печати. Ни один из них не размягчил PLA в достаточной степени. Когда PLA плавится, она быстро уменьшает свою вязкость, так что было трудно согласовать температуру уже при получении нити. При слишком высоких температурах поток был слишком высоким, чтобы получить нить, и поэтому сырье имело тенденцию плавиться в комок материала. Однако при небольшом уменьшении температуры PLA стала настолько твердой, что уже не проходила через фильеру.
Рецепты, которые были способными к сматыванию, выдерживали только пару оборотов, прежде чем сломаться, и как только температура достигла комнатной температуры, эти нити стали настолько хрупкими, что они ломались на очень короткие кусочки при попытке их размотать. Это также имело место для сырья из Сравнительного примера 3, который был основан на PMMA. Оно формировало приемлемые нити и показало хорошее качество поверхности, но было просто слишком хрупким для того, чтобы его намотать и работать с ним.
Таким образом, результаты Сравнительных примеров показывают, что очень трудно произвести сырье, которое удовлетворяет требованиям к беспроблемному производству намотанной нити, разматываемости при комнатной температуре, пригодности для печати, удаляемости связующего, достаточной прочности сырого тела и коричневого тела, и которое позволяет получать полностью неорганическое спеченное тело, возможно имеющее сложную и не самоподдерживающуюся форму. Таким образом, настоящее изобретение предлагает улучшенное сырье в плане некоторых или всех этих требований путем раскрытия применения связующей композиции, содержащей (b1) полимерный компатибилизатор и (b2) компонент полимерного связующего, выбранный из группы, состоящей из (b2-1) полимерной смеси или полимерного сплава, содержащих первый и второй полимеры, (b2-2) блок-сополимера, содержащего первый и второй полимерные блоки, или (b2-3) смесей (b2-1) и (b2-2), как описано выше и охарактеризовано в приложенной формуле изобретения.
Используемые в настоящем изобретении термины «плотность в спеченном состоянии», «процент пористости» или «относительная плотность» спеченной детали определяют значения, получаемые следующим способом, который осуществляют при комнатной температуре (21°C):
Сначала измеряют сухой вес (mсухой) спеченной детали. Затем деталь помещают в вакуум в вакуумной камере на 30 мин, после чего камеру заполняют водой (комнатной температуры). Деталь погружают на 30 мин перед тем, как под водой будет измерен вес, называемый мокрым весом (mмокрый). После определения мокрого веса деталь вынимают из воды, и избыток воды убирают с использованием впитывающей салфетки, после чего измеряют влажный вес (mвлажный).
Вес (mводы), а также тем самым объем воды в открытых порах (Vводы в порах) определяют, вычитая сухой вес из влажного веса. Объем воды в порах равен суммарному объему открытых пор (Vпор).
(mводы)=(mвлажный) - (mсухой)
(Vводы в порах)=(Vпор)=(mводы)/(ρводы), где (ρводы)=1 г/мл
Общий объем детали (Vобщий) определяют путем вычисления объема воды, которая вытеснена деталью при ее погружении в воду.
(Vобщий)=(Vвытес. воды)
(Vобщий)=(Vвытес. воды)=(mмокрый)/(ρводы) - (mсухой)/(ρводы), где (ρводы)=1 г/мл
Упрощенно: вычитая мокрый вес из сухого веса.
(Vобщий)=(mмокрый) - (mсухой)
Процент пористости определяют делением объема открытых пор (Vпор) на полный объем детали (Vобщий).
Плотность спеченной детали (ρспеченной детали) определяют делением сухого веса на объем детали, и это значение сравнивают с теоретической максимальной плотностью порошка для того, чтобы определить плотность:
(ρспеченной детали)=(mсухой)/(Vобщий)
Относительная плотность (выражаемая в %) спеченной детали является значением относительно известной плотности сплошного материала спеченных частиц. Если, например, плотность спеченной детали, выполненной из нержавеющей стали, вычисленная в соответствии с вышеописанным, составляет 6,5 г/см3, а плотность сплошной нержавеющей стали - 7,8 г/см3, то относительная плотность [%] составляет 6,5/7,8*100=83,33%.
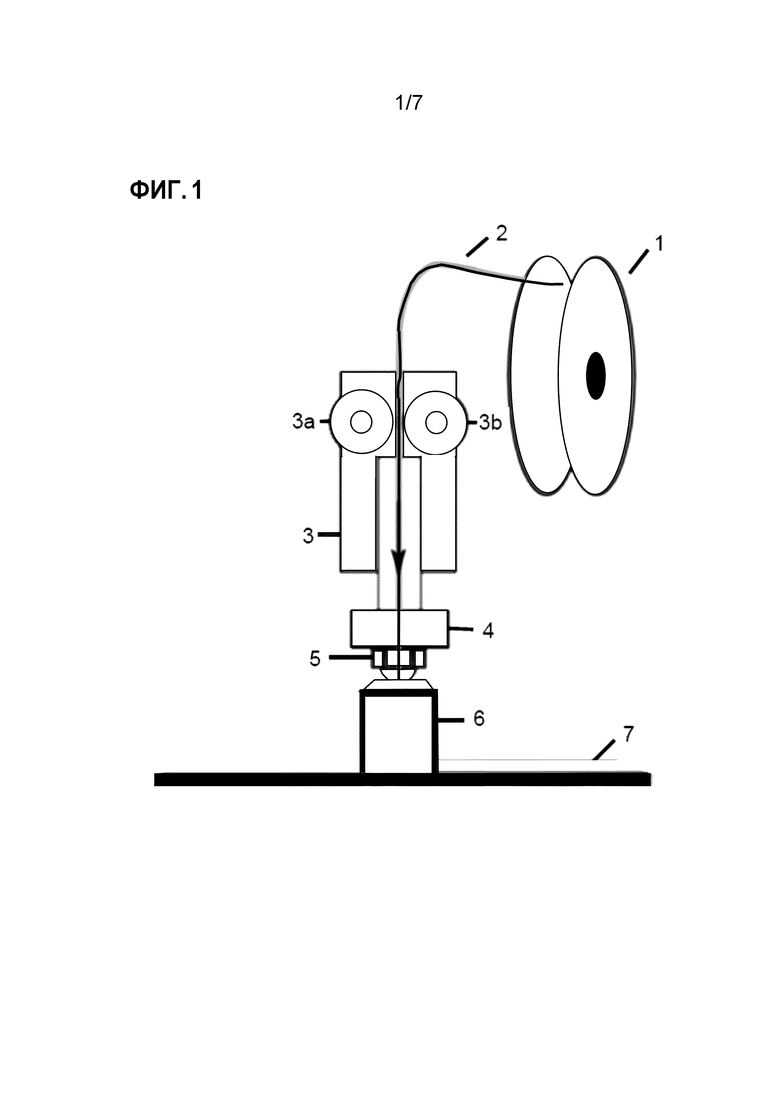
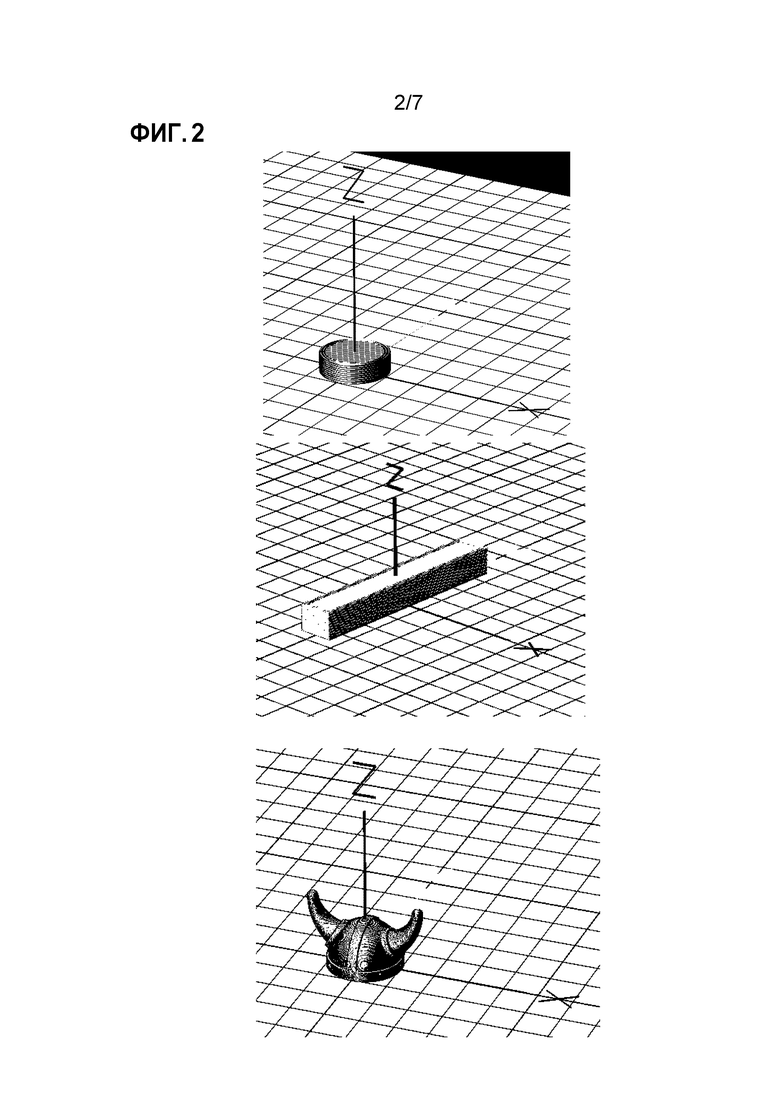
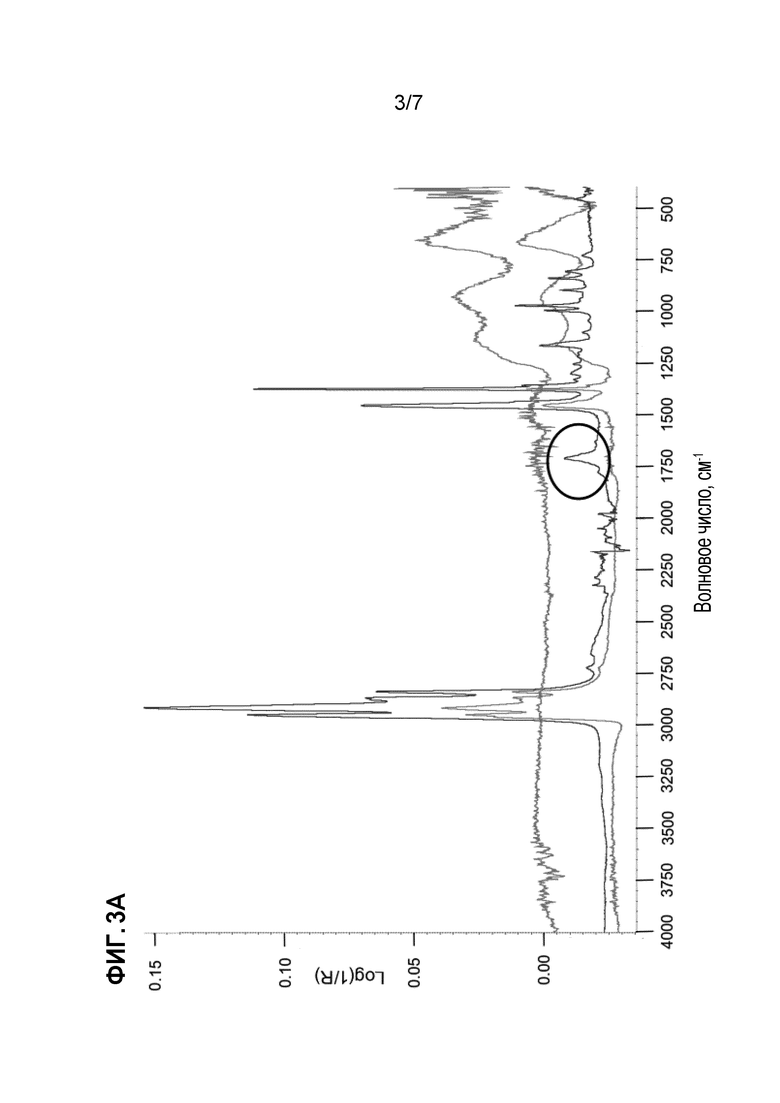
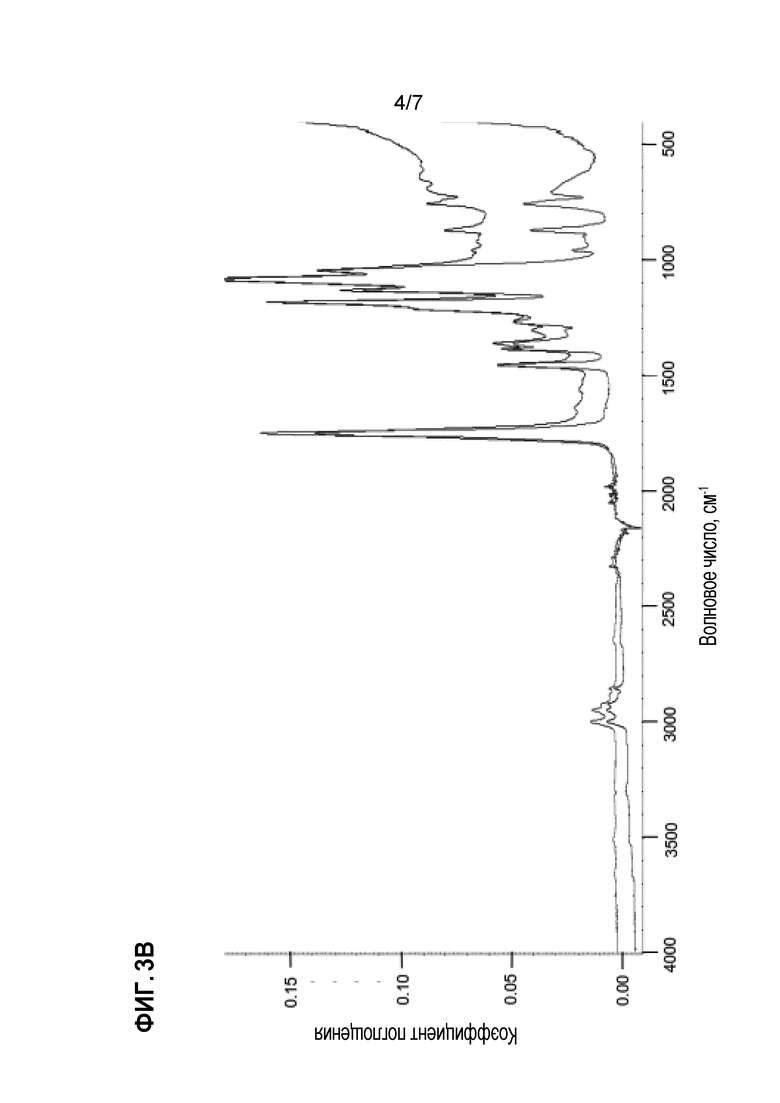
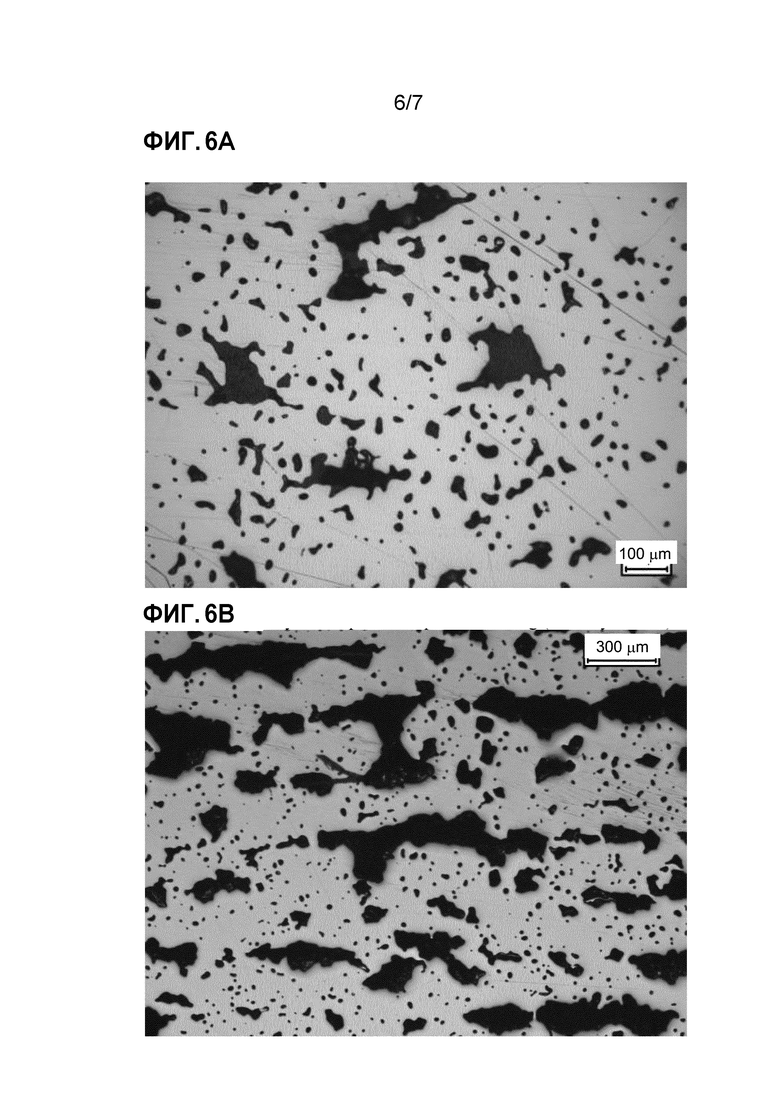

Изобретение относится к области аддитивных технологий, в частности к способу аддитивного производства трехмерных изделий путем наплавления нити. Сырье в виде нити для аддитивного производства содержит не менее 40 об.% способных спекаться частиц из металла, металлического сплава, стекла, керамического материала или их смеси и связующую композицию, содержащую 5-15 мас.% полимерного компатибилизатора b1 от общей массы связующей композиции и 85-95 мас.% компонента полимерного связующего b2 от общей массы связующей композиции. Компонент полимерного связующего b2 выбран из группы, состоящей из полимерной смеси или полимерного сплава b2-1, содержащих по меньшей мере первый и второй полимеры, причем температура стеклования (TС) первого полимера составляет -20°C или ниже, а TС второго полимера составляет 60°C или выше; одного, двух или более блок-сополимеров b2-2, содержащих по меньшей мере первый полимерный блок и второй полимерный блок, причем первый полимерный блок имеет TС в диапазоне -20°C или ниже, а второй полимерный блок имеет TС в диапазоне 60°C или выше; и смесей b2-3 из b2-1 и b2-2. Деталь получают путем формирования первого слоя сырья, формирования по меньшей мере одного дополнительного слоя поверх первого слоя с образованием сырого тела, удаления связующего с образованием коричневого тела и спекание способных спекаться частиц коричневого тела с формированием детали. Обеспечивается возможность получения деталей, на 95% и более состоящих из металла, металлического сплава, оксида металла, стеклокерамики или их смеси, повышение прочности неспеченного материала, когезионной способности и структурной целостности, уменьшение степени усадки, повышение прочности и плотности спеченного тела. 3 н. и 14 з.п. ф-лы, 9 табл., 7 ил., 20 пр.
1. Сырье в виде нити для аддитивного производства детали, содержащее
не менее 40 об.% способных спекаться частиц, выполненных из металла, металлического сплава, стекла, керамического материала или их смеси; и
связующую композицию, содержащую
5-15 мас.% полимерного компатибилизатора b1 от общей массы связующей композиции и
85-95 мас.% компонента полимерного связующего b2 от общей массы связующей композиции,
причем компонент полимерного связующего b2 выбран из группы, состоящей из
полимерной смеси или полимерного сплава b2-1, содержащих по меньшей мере первый и второй полимеры, причем температура стеклования (TС) первого полимера составляет -20°C или ниже, а TС второго полимера составляет 60°C или выше;
одного, двух или более блок-сополимеров b2-2, содержащих по меньшей мере первый полимерный блок и второй полимерный блок, причем первый полимерный блок имеет TС в диапазоне -20°C или ниже, а второй полимерный блок имеет TС в диапазоне 60°C или выше; и
смесей b2-3 из b2-1 и b2-2.
2. Сырье по п. 1, в котором первый полимер и второй полимер в b2-1 оба выбраны из b2-1-1 гомополимеров, полученных из (мет)акрилата или (мет)акриловой кислоты, оба выбраны из b2-1-2 статистических сополимеров, полученных из двух или более мономеров, выбранных из (мет)акриловой кислоты и (мет)акрилатов, или образуют смесь таких гомополимеров и сополимеров, и/или
в котором каждый из упомянутых одного, двух или более блок-сополимеров b2-2 является блок-сополимером, в котором все полимерные блоки получены из мономеров, выбранных из группы, состоящей из (мет)акриловой кислоты и (мет)акрилатов.
3. Сырье по п. 1 или 2, в котором упомянутые один, два или более блок-сополимеров b2-2 выбраны из диблок-сополимеров и триблок-сополимеров.
4. Сырье по п. 3, в котором каждый из упомянутых одного, двух или более блок-сополимеров b2-2 является триблок-сополимером структуры B-A-B, в которой полимерный блок A является первым полимерным блоком, имеющим TС -20°C или ниже, а полимерный блок B является вторым полимерным блоком, имеющим TС 60°C или выше.
5. Сырье по любому из пп. 1-4, в котором упомянутый первый полимер или упомянутый первый полимерный блок, имеющий TС в диапазоне -20°C или ниже, получен из н-бутилакрилата, а упомянутый второй полимер или упомянутый второй полимерный блок, имеющий TС 60°C или выше, получен из метилметакрилата.
6. Сырье по любому из пп. 1-5, в котором в b2-1 содержание упомянутого первого полимера, имеющего TС -20°C или ниже, составляет в диапазоне от 65 до 95 мас.%, предпочтительно 70-90 мас.%, а содержание второго полимера, имеющего TС 60°C или выше, составляет в диапазоне 5-35 мас.%, предпочтительно 10-25 мас.%, в расчете на общую массу полимеров, образующих компонент b2-1; или
в котором в каждом из упомянутых одного, двух или более блок-сополимеров b2-2 содержание первого полимерного блока, имеющего TС -20°C или ниже, составляет в диапазоне 65-95 мас.%, предпочтительно 70-90 мас.%, а содержание второго полимерного блока, имеющего TС в диапазоне 60°C или выше, составляет в диапазоне 5-35 мас.%, предпочтительно 10-25 мас.%, в расчете на общую массу блок-сополимера; или
в котором используются два или более блок-сополимера b2-2, и содержание первого полимерного блока, имеющего TС -20°C или ниже, составляет в диапазоне 65-95 мас.%, предпочтительно 70-90 мас.%, а содержание второго полимерного блока, имеющего TС в диапазоне 60°C или выше, составляет в диапазоне 5-35 мас.%, предпочтительно 10-25 мас.%, в расчете на общую массу всех блок-сополимеров.
7. Сырье по любому из пп. 1-6, в котором компонент полимерного связующего состоит из b2-2 одного или двух блок-сополимеров, каждый из которых имеет структуру B-A-B, где A является первым полимерным блоком, имеющим TС -20°C или ниже, и получен из н-бутилакрилата, а B является вторым полимерным блоком, имеющим TС в диапазоне 60°C или выше, и получен из метилметакрилата, и при этом в каждом из этих одного или двух блок-сополимеров содержание первого полимерного блока составляет в диапазоне 65-95 мас.%, предпочтительно 10-70 мас.%, а содержание второго полимерного блока составляет в диапазоне 5-35 мас.%, предпочтительно в диапазоне 10-30 мас.%, в расчете на общую массу каждого блок-сополимера.
8. Сырье по любому из пп. 1-7, в котором полимерный компатибилизатор b1 является полимером, имеющим в боковой цепи или главной цепи полимера одну или более групп, выбранных из гидроксильной группы, группы простого эфира, оксогруппы, группы сложного эфира, группы карбоновой кислоты, группы ангидрида карбоновой кислоты, группы тиола, группы первичного, вторичного или третичного амина и группы амида, а предпочтительно является полимером, имеющим одну или более групп, выбранных из гидроксильной группы, группы карбоновой кислоты и группы ангидрида карбоновой кислоты.
9. Сырье по п. 8, в котором полимерный компатибилизатор b1 является полимером, имеющим в боковой цепи одну или более групп, выбранных из гидроксильной группы, группы карбоновой кислоты и группы ангидрида карбоновой кислоты.
10. Сырье по любому из пп. 1-9, в котором полимерным компатибилизатором b1 является модифицированный карбоновой кислотой или ангидридом карбоновой кислоты полиолефин, предпочтительно модифицированный карбоновой кислотой или ангидридом карбоновой кислоты полиэтилен или модифицированный карбоновой кислотой или ангидридом карбоновой кислоты полипропилен.
11. Сырье по п. 10, в котором связующая композиция состоит из модифицированного карбоновой кислотой или ангидридом карбоновой кислоты полиэтилена или модифицированного карбоновой кислотой или ангидридом карбоновой кислоты полипропилена в качестве полимерного компатибилизатора b1 и одного, двух или более блок-сополимеров b2-2 в качестве компонента связующего.
12. Сырье по любому из пп. 1-11, в котором способные спекаться частицы выбраны из группы, состоящей из металла или металлического сплава, предпочтительно нержавеющей стали, и керамических материалов, предпочтительно глинозема и диоксида титана.
13. Сырье по любому из пп. 1-12, в котором 95 мас.% или более, предпочтительно 99 мас.% или более, предпочтительнее 100 мас.% способных спекаться частиц имеют диаметр 100 мкм или менее, предпочтительно 75 мкм или менее, предпочтительнее 50 мкм или менее.
14. Применение сырья по любому из пп. 1-13 для аддитивного производства детали методом наплавления нити.
15. Способ аддитивного производства детали методом наплавления нити, включающий стадии:
A. формирование первого слоя сырья по любому из пп. 1-13 на опоре;
B. формирование по меньшей мере одного дополнительного слоя поверх первого слоя с образованием сырого тела;
C. удаление связующего, предпочтительно термической обработкой, с образованием коричневого тела из сырого тела, полученного на стадии B; и
D. одновременное со стадией C или последовательное спекание способных спекаться частиц коричневого тела с формированием детали.
16. Способ по п. 15, в котором удаление связующего термической обработкой на стадии C содержит обработку нагреванием, которую выполняют в течение 2 часов или более, предпочтительно 4 часов или более, в соответствии с температурным профилем, который содержит один или более участков увеличения температуры и, необязательно, по меньшей мере один участок выдержки температуры, определяющий конечную температуру, причем самая высокая температура обработки нагреванием составляет в диапазоне 300-450°C, при этом средняя скорость нагревания от 200°C до самой высокой температуры составляет 5°C/минуту или менее, предпочтительно 1°C/минуту или менее, еще более предпочтительно 0,5°C/минуту или менее, а наиболее предпочтительно 0,1°C/минуту или менее.
17. Способ по любому из пп. 15 или 16, в котором стадию C термического удаления связующего и/или стадию D спекания осуществляют в вакууме, инертной атмосфере, восстановительной атмосфере или воздухе.
| US 6048954 A, 11.04.2000 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ ИЗДЕЛИЙ ИЗ ПОРОШКОВОЙ КОМПОЗИЦИИ | 1995 |
|
RU2145269C1 |

