Настоящее изобретение относится к металлической вставке, выполненной с возможностью соединения с вращающим приводным устройством и предназначенной для отбортовки/расширения концов металлических труб. Вставка может приводиться в действие сверлильными устройствами или отверточными устройствами и, таким образом, она может обеспечивать отбортовку металлических труб, в частности, применяемых в соединениях систем раздельного кондиционирования воздуха, соединениях охлаждающих систем и соединениях систем транспортировки нефтяных сжиженных газов и т.п., быстрее, чем при использовании известных технологий, за счет тепла, возникающего при вращении вставки в металлической трубе.
Вставка предназначена для выполнения:
1) фланцевого отверстия под углом 45° на конце труб; или
2) расширения металлической трубы для соединения с трубой того же калибра; или
3) расширения с фланцевым отверстием для соединения с другой металлической трубой того же диаметра.
Различные отрасли промышленности, в основном - холодильная промышленность и торговля, нуждаются в оборудовании, позволяющем упростить, оптимизировать и уменьшить время изготовления и работы. Например, имеется потребность в расширении отверстий и выполнении фланцев в теплообменниках, таких как медные и алюминиевые трубки для конденсаторов и испарителей, применяемых в трубопроводах бытового, торгового и производственного назначения.
Настоящая заявка на патент является родственной патенту PI090247-0 А2, в котором четко определены характеристики соединения, в котором применяются отбортованные трубы. Однако она отличается тем, что относится к способу получения формы отбортованной трубы или, как раскрыто в процитированном выше патенте PI090247-0 А2, «угловой трубы».
Существует множество механизмов получения отбортованной трубы. Тем не менее отличия настоящего изобретения состоят в следующем:
1) чертеж рабочего инструмента;
2) способ осуществления, который может состоять в использовании сверлильного устройства или отверточного устройства;
3) возможность с одной и той же вставкой выполнить множество отбортовок на трубах различного калибра, благодаря различным диаметрам одной вставки;
4) отсутствие необходимости в системе противолежащих элементов, «закрепителе», для фиксации металлической трубы, подлежащей выполнению отбортовки;
5) горячее формование отбортовки во избежание упрочнения материала отбортовки, и
6) свойства полученной готовой отбортовки с однородной и стойкой микроструктурой, получаемой при горячем формовании.
Исходно, если говорить об уровне техники, на рынке имеются два режима выполнения отбортовки, называемые а) «обычная отбортовка» и b) «кривошипная отбортовка».
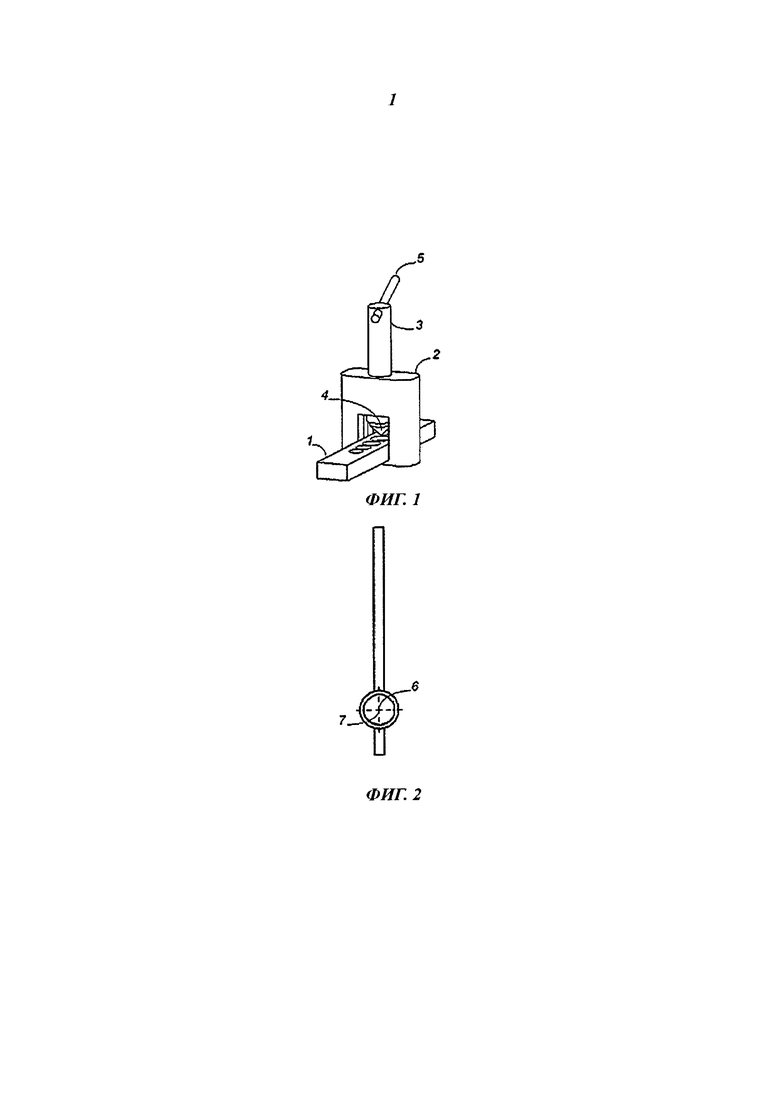
a) Обычная отбортовка (фиг. 1) отличается тем, что включает в себя «закрепитель» для фиксации труб (1) и отбортовочную систему, состоящую из зажимной рамы, соединенной с «закрепителем» (2), резьбового винта (3), соединенного с такой рамой, 45-градусного конического наконечника (4), соединенного с резьбовым винтом, и кривошипного привода (5) в другом резьбовом винте. Эта система отличается концентрическим выравниванием (фиг. 2) между шпинделем и осью конического наконечника. При выполнении отбортовки контактная зона между наконечником и трубой проходит через всю поверхность конуса.
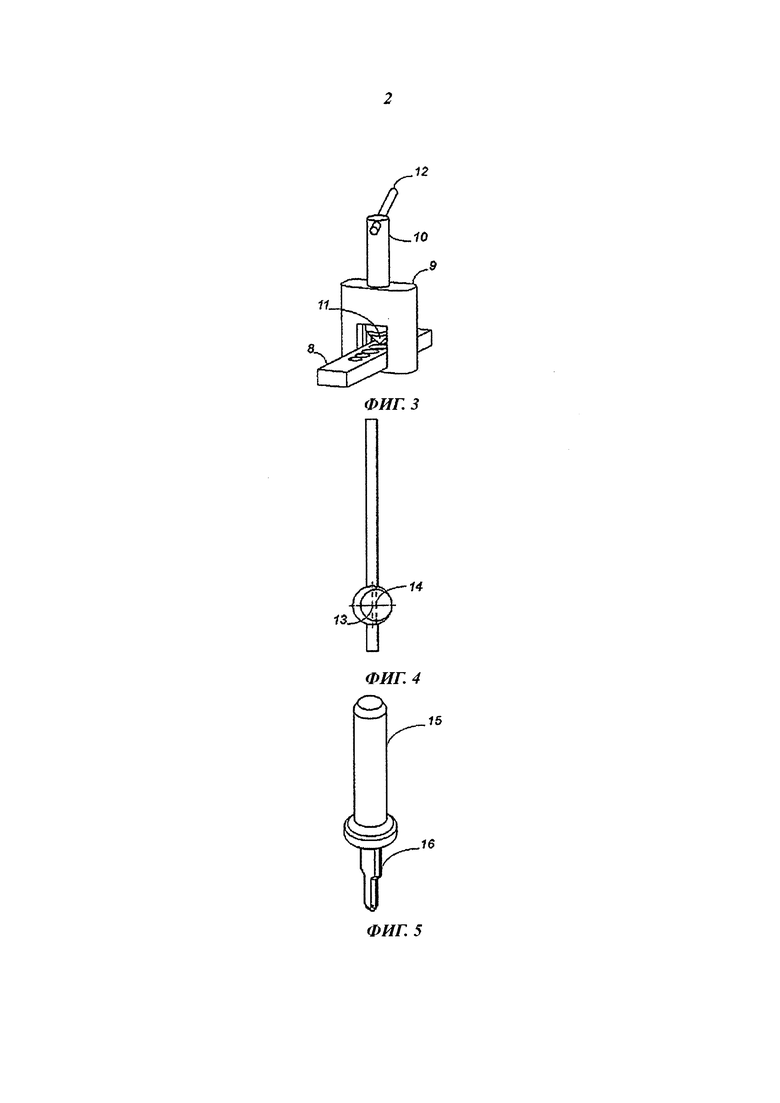
b) Кривошипная отбортовка (фиг. 3) отличается тем, что содержит «закрепитель» для фиксации труб (8) и отбортовочное устройство, состоящее из крепежной рамы, соединенной с «закрепителем» (9), резьбового винта (10), соединенного с рамой, 45-градусного конического наконечника (11), соединенного с резьбовым винтом, и кривошипного привода (12) в другом резьбовом винте. Эта система отличается концентрическим выравниванием (фиг. 4) между шпинделем (13) и коническим наконечником (14). При отбортовке контактная зона между наконечником и трубой образована линейным контактом конуса.
Несмотря на то что оба режима выполнения отбортовки позволяют получить окончательную форму отбортованной части, уровень техники требует использования «закрепителя» (противолежащего элемента) для отведения бортика. Соединение трубы с «закрепителем» и изготовление бортиков занимает много времени, поскольку, если речь идет об оборудовании для раздельного кондиционирования воздуха, требуется изготовить четыре бортика. То есть необходимо два бортика на трубу, причем каждая из этих труб обязательно имеет два разных калибра. Кроме того, в силу самой конструкции, они оба применяют отведение трубы с помощью системы охлаждения, что вызывает наклеп отбортованного материала, приводящий к риску возникновения трещин стенки бортика.
В то же время применение вращательной вставки для отбортовки и расширения металлических труб, т.е. отбортовочной насадки, позволяет выполнять расширение и/или отбортовку металлических труб с помощью системы сменных вставок. Эти вставки могут соединяться со сверлильными устройствами (если они соединены с оправкой или пневматикой) или даже с электрическими отверточными устройствами.
Вставку (фиг. 5) можно разделить на следующие части:
a) цилиндрический корпус (15), подлежащий соединению со сверлильным устройством или с отверточным устройством посредством оправки;
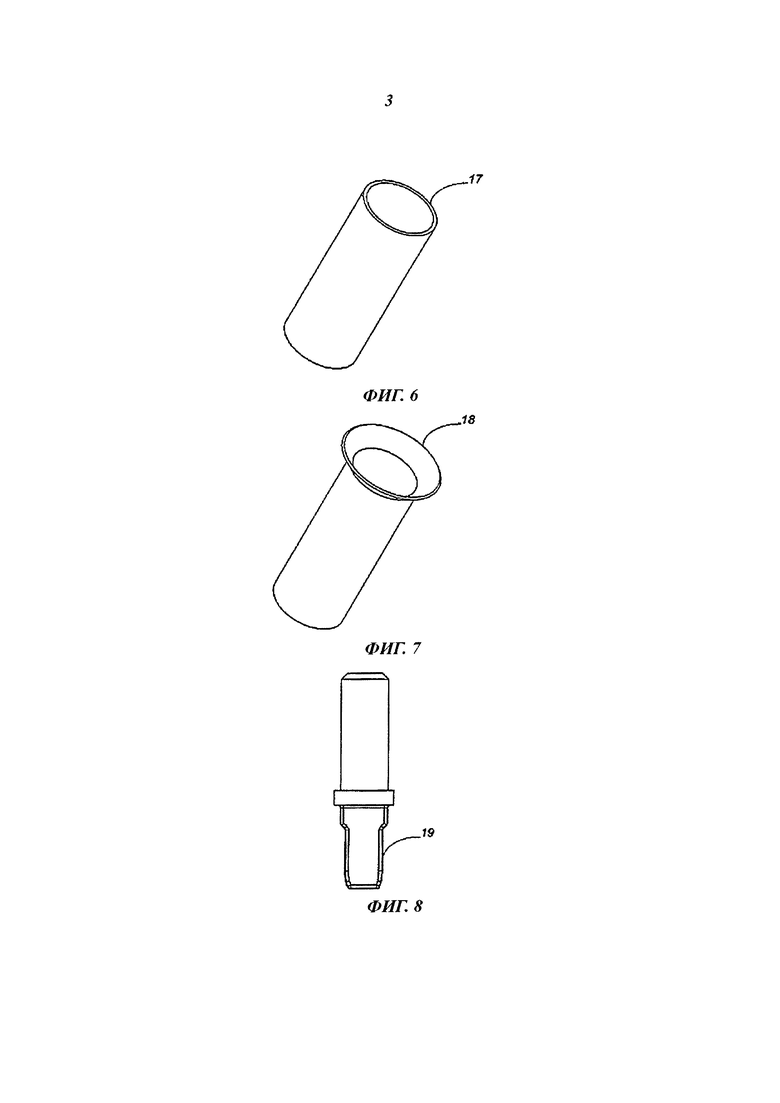
b) отбортовочный наконечник (16), вплотную прилегающий к металлической трубе (фиг. 6) и придающий ее концу (17) (фиг. 7) форму бортика, отбортованного (18) под углом приблизительно 45°.
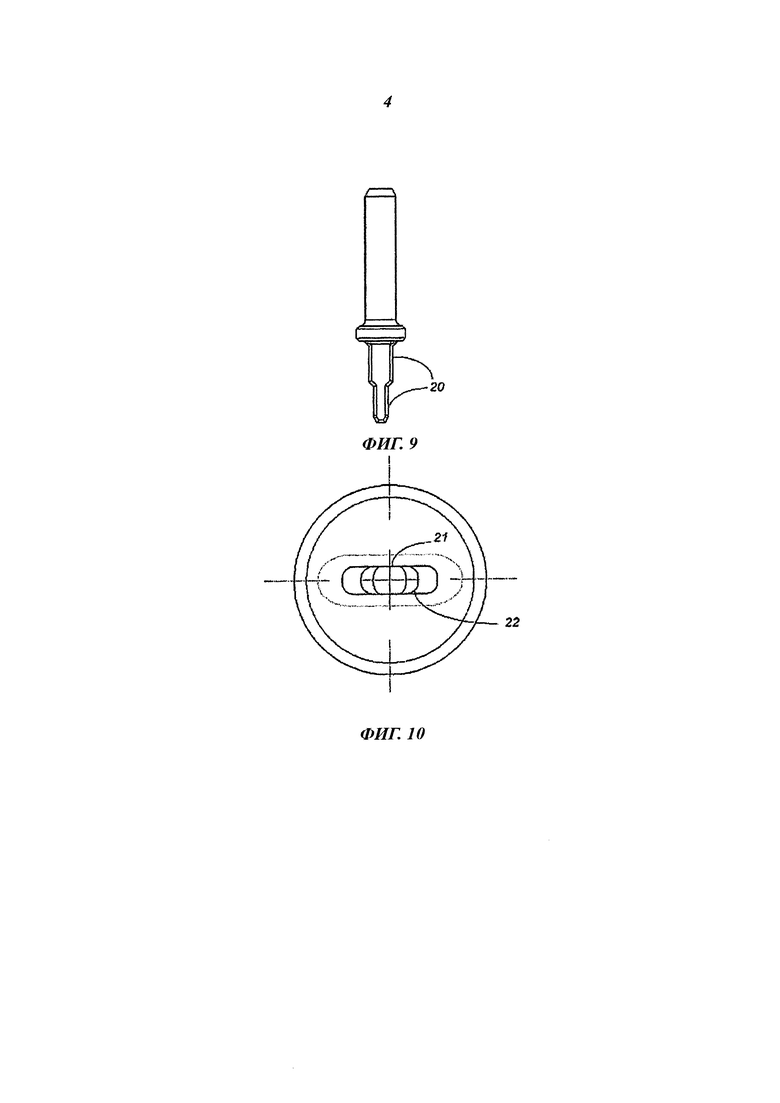
Отбортовочный наконечник (фиг. 8) может содержать одну ступень (19) или (фиг. 9) множество ступеней (20) для изготовления бортика в одной или более трубах без необходимости замены вставки на другую вставку другого размера или калибра. Например, диаметр одного наконечника может составлять 6,35 мм на конце стержня и 12,05 мм на конце, прилегающем к цилиндрическому корпусу. Кроме того, наконечник (фиг. 10) является тонким (21) и имеет скругленные углы (22), что уменьшает только до двух точек контакт с металлической трубой, что также снижает трение и объем срезанного материала.
Таким образом, изобретение отличается от существующего уровня техники во многих аспектах. Во-первых, вставка не требует противолежащих элементов («закрепителя») для выполнения бортика металлической трубы. Поскольку для удержания трубы в рабочем положении требуется малое усилие, пользователь может удерживать трубу в положении отбортовки самостоятельно, руками. Во-вторых, поскольку устройство функционирует с помощью системы с быстрым вращением, в трубе присутствует трение и создается тепло, упрощая отведение бортика с помощью системы нагрева без наклепа в области бортика трубы. Отсутствие наклепа в области бортика трубы позволяет избежать проблем возникновения трещин при соединении, которые часто возникают в текущем уровне техники. В-третьих, изобретение обеспечивает присутствие одного или более калибров в одной вставке, с разными диаметрами, что уменьшает время выполнения бортиков, особенно при установке системы кондиционирования воздуха раздельного типа, обеспечивая возможность выполнения отбортовки в трубах разного размера с помощью одной вставки.
Основной задачей этой вставки является оптимизация рабочего времени за счет скорости и простоты работы с ней, что приводит к хорошим результатам благодаря нагреву трубы при отбортовке с помощью вставки и улучшенной микроструктуре с повышенной стойкостью.
Что касается применимости изделия, настоящее изобретение направлено на оптимизацию процесса и времени отбортовки в металлических трубах раздельных кондиционирующих систем, но не ограничено этим. Изобретение может также применяться в соединениях фланцевого типа, в холодильных системах или в связи с трубами для систем, в которых используется сжиженный углеводородный газ.
Изобретение относится к обработке металлов давлением и может быть использовано для расширения металлических труб. Вращательная вставка выполнена с возможностью приведения во вращение и соединения со сверлильным устройством или отверточным устройством. Вставка содержит соединительный цилиндрический корпус и соединенный с ним ступенчатый отбортовочный наконечник, выполненный с возможностью плотного прилегания к металлической трубе и придания ее концу форму бортика. Расширяются технологические возможности. 2 з.п. ф-лы, 10 ил.
1. Вращательная вставка для отбортовки и расширения металлических труб, выполненная с возможностью вращения,
содержащая отбортовочный наконечник и соединительный с ним цилиндрический металлический корпус для соединения со сверлильным устройством или отверточным устройством,
отличающаяся тем, что отбортовочный наконечник выполнен ступенчатым с возможностью плотного прилегания к металлической трубе и придания ее концу формы бортика.
2. Вращательная вставка по п. 1, отличающаяся тем, что отбортовочный наконечник выполнен с одной ступенью (19).
3. Вращательная вставка по п. 1, отличающаяся тем, что отбортовочный наконечник выполнен со ступенями (20) разных диаметров.
| Инструмент для развальцовки труб | 1977 |
|
SU732053A1 |
| Инструмент для отбортовки концов труб | 1980 |
|
SU871895A1 |
| СПОСОБ РАЗДАЧИ КОНЦОВ ТРУБ | 1997 |
|
RU2122912C1 |

