Изобретение относится к обработке металлов давлением, иможет быть использовано при изготовлении коллекторов из труб в нефтеперерабатывающей 5 промышленности.
Известно устройство для вытяжки патрубков, состоящее из двух силовых цилиндров, соединенных траверсой, на которой расположен шток, соединяю-ю щийся с отбортованным пуансоном при помощи резьбы l.
. Однако недостатком этого способа является также низкая производительность в связи с потерей времени на j совмещение в осевом направлении с резьбовым зацеплением отбортовочного пуансона и штока силовых цилиндров, что влечет за собой потерю тепла заготовки. Кроме того,, пуансон должен 20 предварительно устанавливаться, в отBejicTHe нагретой трубы, что также увеличивает трудоемкость процесса.
Наиболее близким по технической сущности к изобретению является уст- 25 ройство для вытяжки патрубков на трубах, который состоит из формующей матрицы, установленной в полом ползуне, расположенном в корпусе, соединенном с неподвижно закрепленным си- JQ
лозым цилиндром и снабженном смонтированньш в нем внутренним ползуном, соединенным, в свою очередь, с патроном, обеспечивающим сцепление его с пуансоном, при этом внутренний ползун связан с корпусом при помощи рычагов 2 . Соединение отбортовочного пуансона, ранее помещенного в отверстие для отбортовки, а затем зафиксированного в трубе при помощи пуансонодержателя, с формующим механизмом осуществляется при помощи подпружиненных штифтов d шариками, расположенными в пазах рамки и роликов, расположенных в пазах п,атрона.
Наряду с преимуществом, заключающимся в автоматическом зацеплении штока силового цилиндра через формующий механизм с хвостовиком отбортовочного пуансона, устройство имеет ряд существенных недостатков, состоящих в сложности кинематической цепи и, следовательно, высокой трудоемкости изготовления (из-за большого количества узлов и деталей .
Кроме того, ввод пуансона с длинным хвостовиком в отверстие нагретой трубы, затем фиксирование его пуансонодержателем на роликах.
а также достижение соосности стационарного устройства с хвостовиком пуансона требует значительного времени и снижает общую производительность установки. К недостаткам известного .устройства следует отнести и то, 4TCS при изготовлении коллекторов, когда требуется не один, а нерколько патрубков, перемещение трубы в осевом направлении требует дтэполнительных механизмов подачи трубы.
Для повышения производительности устройства и упрощения его конструкции предлагаемое устройство снажено кронштейном, одна опора которого закреплена на силовом цилиндре с возможностью перемещения вдоль его оси, а другая опора жестко связана с захватом пуансонодержателя, установленного соосно со штоком силового цилиндра,
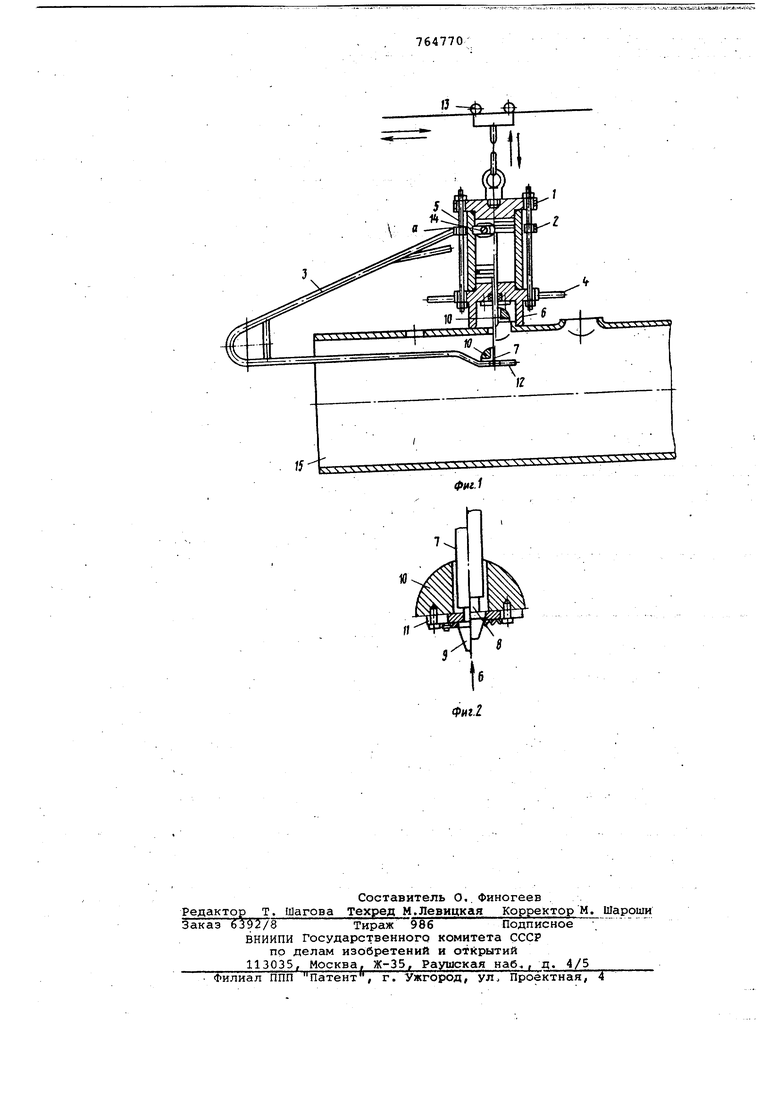
На фиг. 1 изображено предлагаемое устройство, общий ВИД} на фиг. 2 изображено фиксирование пуансона на штокесилового цилиндра.
Предлагаемое устройство состоит из силового цилиндра 1, который снабжен направляющей шайбой 2. На шайбе закреплен кронштейн 3 с двумя опорами а и б, выполненный, например, в виде фермы,сваренной из дюралюминиевых трубок. Для ручного управлени устройство снабжено двумя рукоятками 4. Направляющая щайба может перемещаться в осевом направлении по стягивающим шпилькам 5 силового цилиндра. Нижнее окончание цилиндра имеет фланец, выполненный в виде формующей матрицы б. Шток 7 силовогб цилиндра имеет кольцевую выточку 8 и оканчивается конусом 9. Отбортовочный пуансо 10 снабжен двумя подпружиненными элементами 11 и помещается на пуансонодержателе 12. Все устройство помещаеся на крюк тельфера 13. Для фиксации направляющей шайбы, кронштейна и пуансонодержателя по высоте устройство снабжено стопорным винтом 14,
Устройство работает следующим об. разом.
Стопорньм винтом 14 шайбу 2 устанавливают на силовом цилиндре по высте, соответствующей диаметру трубной заготовки. Манипулируя работой тельфера 13 в горизонтальном и вертикальном направлениях, устройство располагают относительно трубной загoтoвkи 15 так, чтобы пуансонодержатель 12 с пуансоном 10 вошел внутр Tpy6ti. а силовой цилиндр 1 устанавливают над трубой так, чтобы ось штока 7 совпала с осью отйерстий в трубе
под вытяжку. Затем силовой цилиндр формующей матрицей 6, поддерживая рукоятками 4, при помощи тельфера 13 опускают на предварительно нагретый (например, ТВЧ) участок трубы и подают давление на поршень.. При этом штбк 7 входит в отверстие пуансна 10, раздвигая подпружиненные элементы 11 для зацепления их с кольцевой выточкой 8 на штоке 7, после чего пуансон входит в зацепление со штоком. После подачи давления под поршень силового цилиндра происходит вытяжка патрубка. Затем тельфером приподнимают цилиндр, выводят пуансонодержатель из трубы, снимают пуансон со штока, вновь устанавливают его на пуансонодержателе, одновременно нагревая следующий участок трубы, и производят вытяжку следующего патрубка в той же последовательности.
Применение предлагаемого устройства позволит снизить стоимость устройства в сравнениис известным ориетировочно в 5 раз за счет сокращения более 15 узлов и деталей; сократить время на установку и подвод пуансона в полтора раза, что повысит производительность установки ориентировочно на 150%.
Кроме того, устройство не требует специальных производственных площаде и может быть быстро собрано в любом месте, где есть тельфер или мостовой кран.
Формула изобретения
Устройство для вытяжки патрубков 0 на трубах, содержащее силовой цилиндр с матрицей, пуансон с пуансонодержателем и захват для соединения пуансона со штоком силового цилиндра, отличающееся тем, что, с целью упрощения конструкции и повышения производительности, оно снабжено кронштейном, одна опора которого закреплена на силовом цилиндре с возможностью перемещения вдоль его оси, а другая опора жестко связана с захватом пуансонодержателя, установленного соосно со штоком силорого цилиндра.Источники информации, принятые во внимание при экспертизе
1.Патент США 2859870, кл. 72347, 1954.
2,Авторское свидетельство СССР
354923, кл. В 21 С 37/5, 02.11.1970 (прототип)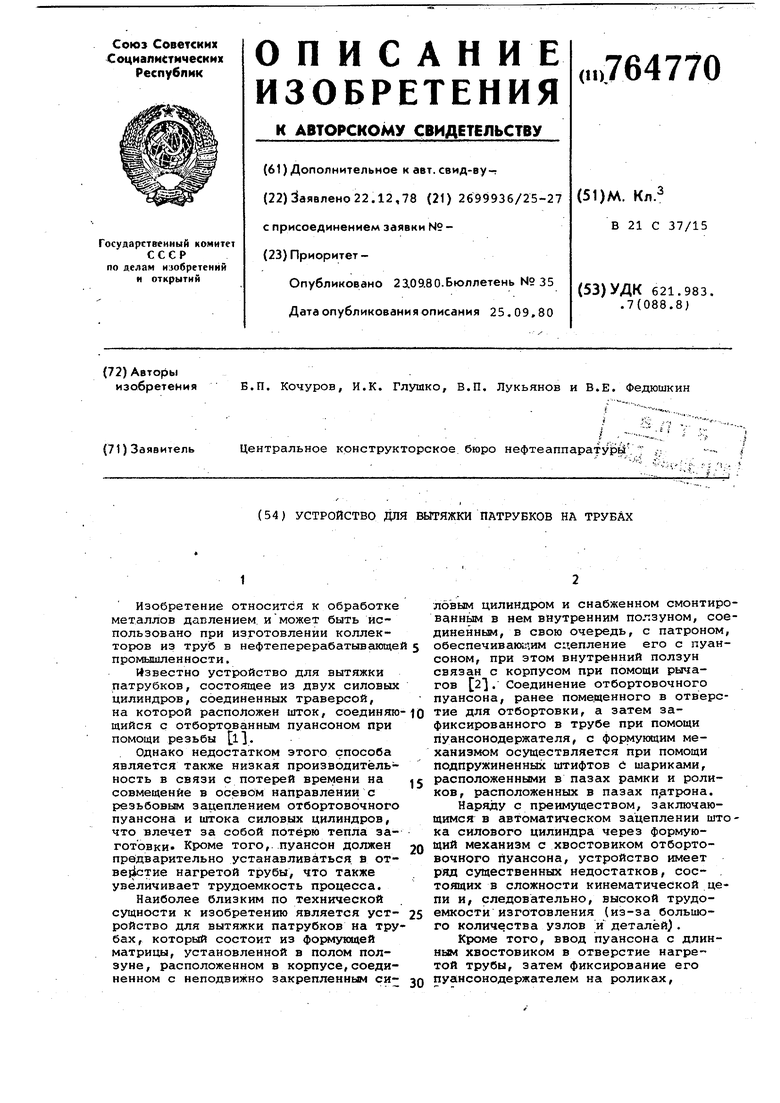
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| Устройство для формовки патрубков на трубах | 1982 |
|
SU1045983A1 |
| Устройство для одновременной отбортовки нескольких патрубков на обечайке | 1980 |
|
SU912324A1 |
| ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ ДЛЯ ВЫТЯЖКИ ЦИЛИНДРИЧЕСКИХ ТЕЛ | 1992 |
|
RU2093291C1 |
| РОТОРНАЯ МАШИНА | 1970 |
|
SU265677A1 |
| Штамп-автомат | 1984 |
|
SU1214304A1 |
| Способ изготовления тройников из листовых заготовок | 1984 |
|
SU1175585A1 |
| Устройство автоматической замены пуансонодержателей координатно-револьверного пресса | 1990 |
|
SU1807908A3 |
| СПОСОБ БЕЗМАТРИЧНОЙ ГОРЯЧЕЙ ШТАМПОВКИ НЕФТЕ-ГАЗО-ВОДОПРОВОДНЫХ СТАЛЬНЫХ ТРОЙНИКОВ И СИСТЕМА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2010 |
|
RU2410180C1 |
| Устройство для протяжки изделий | 1987 |
|
SU1433831A2 |