Изобретение относится к области эксплуатации магистральных трубопроводов, в частности к определению косины кольцевых сварных стыков стальных труб при обследовании или ремонте.
Известен способ определения косины кольцевого сварного стыка стальных труб, заключающийся в определении косины стыка путем приложения вдоль по продольной образующей одной из труб линейки, фиксации вдоль линейки, начиная с осевого сечения кольцевого стыка, базы замера косины, измерения отклонения линейки относительно продольной образующей другой трубы по линии, перпендикулярной к оси второй трубы, и вычисления отношения значений отклонения к значению длины базы замера / РД 03-606-03. Инструкция по визуальному и измерительному контролю. М., ВНИИГАЗ, 2003/.
Недостатком известного способа является то, что из-за малых значений косины усложнено проведение замеров отклонения линейки относительно продольной образующей другой трубы.
Прототипом является способ определения косины кольцевого сварного стыка стальных труб, заключающийся в определении косины стыка путем приложения вдоль по продольной образующей одной из труб линейки с базой замера, например, 200 мм, измерении отклонения линейки относительно продольной образующей другой трубы и вычислении отношения значений отклонения к значению длины базы замера /Патент РФ №2565130/.
Недостатком известного способа является то, что из-за малых значений косины усложнено проведение замеров отклонения линейки относительно продольной образующей другой трубы.
Задачей изобретения является упрощение процесса замера косины стыка.
Технический результат достигается тем, что в способе определения косины кольцевого сварного стыка стальных труб, включающем размещение линейки по продольной образующей одной из труб, измерение отклонения линейки относительно продольной образующей другой трубы и определение упомянутой косины путем вычисления отношения измеренного значения отклонения к расстоянию от стыка до места замера отклонения, полученного на основании показания линейки, согласно изобретению между линейкой и второй трубой вставляют калиброванный щуп, поперечный размер которого принимают в качестве упомянутого отклонения, а в качестве упомянутого расстояния принимают расстояние от стыка до места установки щупа.
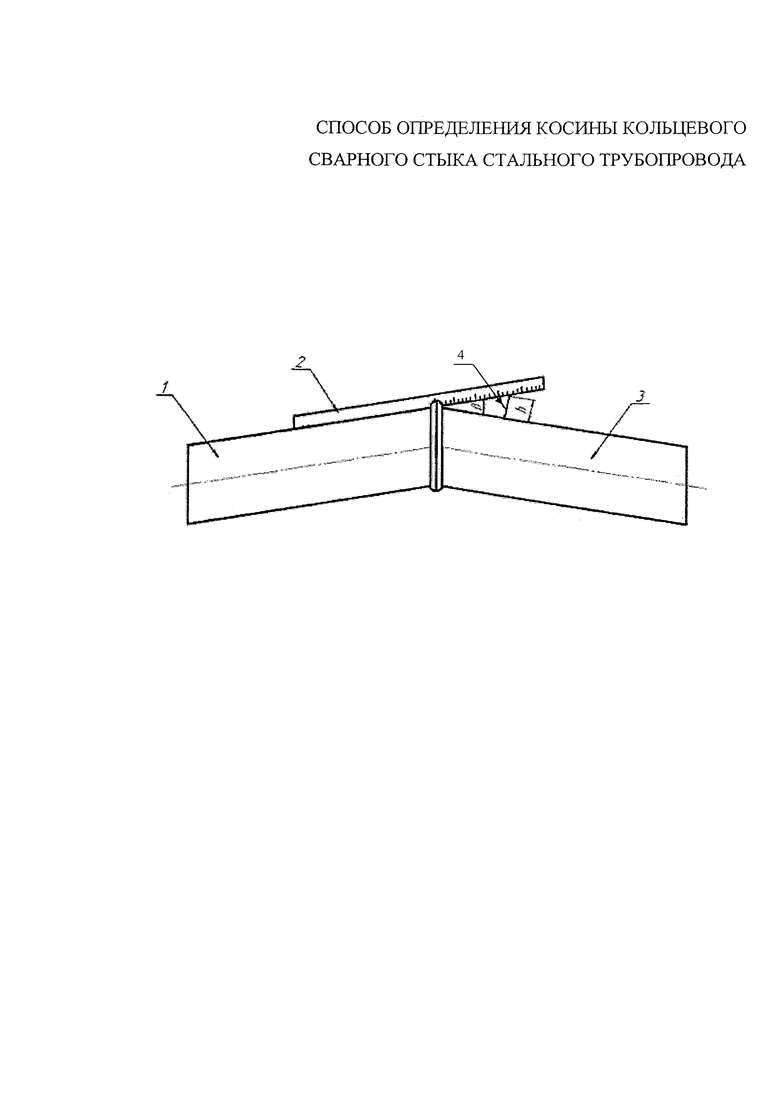
Схема определения косины сварного стыка стальных труб приведена на прилагаемой фигуре, в которой приняты следующие обозначения: 1 - первая труба, 2 - линейка, 3 - вторая труба, 4 - щуп калиброванный (пластинчатый, стержневой и др.).
Определение значения кольцевого косого сварного стыка стальных труб предлагаемым способом осуществляется в следующей последовательности.
Давление в трубопроводе снижают до величины, обеспечивающей безопасное ведение работ. Вскрывают трубопровод в месте освидетельствования, отбраковки и ремонта. Производят зачистку изоляционного покрытия и удаление продуктов коррозии в пределах дефекта с захватом по краям не менее 300-500 мм. Косину стыка определяют путем приложения вдоль по продольной образующей одной из труб 1 линейки 2. В зоне отклонения продольной образующей другой трубы 3 относительно линейки 2 устанавливают щуп 4, калиброванный поперечный размер (ширина или толщина) h которого принимают в качестве отклонения трубы относительно линейки. Отмечают вдоль линейки, начиная с точки приложения к кольцевому стыку удаленности L сечения, в котором должно производиться измерение значения отклонения. Определяют расстояние L от кольцевого стыка до места приложения щупа 4. Для облегчения на линейку снизу, начиная с середины кольцевого стыка, наносят миллиметровую шкалу. Косину стыка определяют как отношение значения поперечного размера ширины (диаметра) калиброванного щупа h к значению расстояния L от кольцевого стыка до места приложения щупа.
Пример расчета
Определим косину на кольцевом стыке между трубами 1 и 3. К трубе 1 приложим линейку 2. Используем в качестве щупа 4, например, круглый цилиндрический карандаш с известным диаметром, например 7 мм. (Можно использовать калиброванные пластинчатые, круглые, четырехгранные или шестигранные стержневые с заранее определенными размерами поперечного сечения щупы). Длина выступающей части линейки L, куда был установлен щуп 4, составила 247 мм. Тогда значения косины определим по зависимости:
β≈h/L=7/247=0,0283 радиана.
Т. е. перелом осей на кольцевом сварном шве в градусах составляет:
β0=β⋅57,3=0,0283⋅57,3=1,62 градуса.
Применение предлагаемого способа упрощает процесс замера косины кольцевого сварного стыка стальных труб при визуально измерительном контроле, так как измерение целых сантиметров и миллиметров по линейке намного легче, чем измерять отклонения линейки от верхней образующей трубы в известных способах с точностью до десятых долей миллиметра.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОТБРАКОВКИ КОСОГО СВАРНОГО СТЫКА СТАЛЬНОГО ТРУБОПРОВОДА | 2014 |
|
RU2565130C1 |
| Стальной надземный газопровод | 2021 |
|
RU2804165C2 |
| СПОСОБ ОТБРАКОВКИ ТРУБ С ГОФРАМИ (ВМЯТИНАМИ) ТРУБОПРОВОДА | 2012 |
|
RU2526611C2 |
| СПОСОБ ОТБРАКОВКИ ТРУБ С ГОФРАМИ (ВМЯТИНАМИ) ПРИ КАПИТАЛЬНОМ РЕМОНТЕ ТРУБОПРОВОДОВ | 2000 |
|
RU2179683C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ НАПРЯЖЕННО-ДЕФОРМИРОВАННОГО СОСТОЯНИЯ ИЗДЕЛИЯ ИЗ ФЕРРОМАГНИТНОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 1997 |
|
RU2155943C2 |
| СПОСОБ СБОРКИ СТЫКОВОГО СОЕДИНЕНИЯ ТРУБ ПОД СВАРКУ | 2003 |
|
RU2254970C2 |
| Способ определение наличия и координат напряжений в околошовных зонах трубопроводов методом измерения скорости прохождения ультразвуковой волны | 2017 |
|
RU2653955C1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ВЫСОТЫ РАСПЛАВА В АЛЮМИНИЕВОМ ЭЛЕКТРОЛИЗЕРЕ | 2024 |
|
RU2830574C1 |
| СПОСОБ РЕМОНТА РЕЛЬСОВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ БЕЗ УДАЛЕНИЯ ИХ С ПОЛОТНА | 2008 |
|
RU2364674C1 |
| Способ контроля отклонения дуги от стыка свариваемых кромок | 2016 |
|
RU2632751C1 |
Изобретение относится к области эксплуатации магистральных трубопроводов и может быть использовано при диагностике сварных стыков. Способ включает размещение линейки по продольной образующей одной из труб, при этом между линейкой и второй трубой вставляют калиброванный щуп, поперечный размер которого принимают в качестве отклонения линейки относительно продольной образующей другой трубы. Косину стыка определяют путем вычисления отношения значения отклонения линейки к расстоянию от стыка до места установки щупа. Использование изобретения позволяет упростить процесс замера косины кольцевого стыка стальных труб. 1 ил.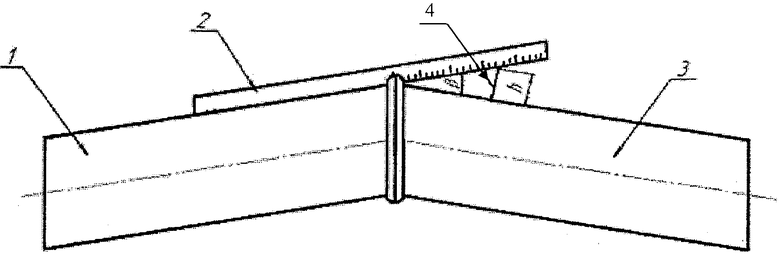
Способ определения косины кольцевого сварного стыка стальных труб, включающий размещение линейки по продольной образующей одной из труб, измерение отклонения линейки относительно продольной образующей другой трубы и определение упомянутой косины путем вычисления отношения измеренного значения отклонения к расстоянию от стыка до места замера отклонения, полученному на основании показания линейки, отличающийся тем, что между линейкой и второй трубой вставляют калиброванный щуп, поперечный размер которого принимают в качестве упомянутого отклонения, а в качестве упомянутого расстояния принимают расстояние от стыка до места установки щупа.
| СПОСОБ ОТБРАКОВКИ КОСОГО СВАРНОГО СТЫКА СТАЛЬНОГО ТРУБОПРОВОДА | 2014 |
|
RU2565130C1 |
| Устройство для уменьшения сопротивления воздуха движению моторных повозок | 1927 |
|
SU23118A1 |

