Предлагаемый способ относиться преимущественно к строительству и может быть применен для сборки под сварку труб при строительстве трубопроводов.
Известен способ сборки кольцевых стыков труб под сварку (Патент № 2102211 Россия, МКИ(6) В 23 К 37/053, Тафинцев Е.А., дата приоритета 9.04.91 г.), согласно которому стыковку и фиксирование труб друг относительно друга осуществляют посредством центрирующего устройства с по крайней мере двумя рядами разжимных элементов. При сборке используют шаблон, выполненный в виде отрезка трубы, который первоначально устанавливают в центрирующее устройство и фиксируют одним рядом разжимных элементов. Затем относительно шаблона устанавливают в центрирующее устройство и фиксируют с помощью второго ряда разжимных элементов одну из свариваемых труб, после чего шаблон удаляют, и относительно выверенной первой трубы устанавливают и фиксируют в центрирующем устройстве вторую трубу, причем фиксацию труб выполняют с усилием разжима, зарегистрированным по шаблону. Предложенный способ позволяет повысить точность сборки под сварку и качество сварного соединения. Однако использование шаблона в виде произвольного обрезка трубы не позволяет при сборке учитывать индивидуальные особенности геометрии торцов каждой из собираемых под сварку труб, вследствии чего точность сборки труб под сварку будет не достаточно высокой.
Известен также способ сборки под сварку (Патент № 2111101 Россия, МКИ(6) В 23 К 37/04, Кубасов В.Д., Солодин П.Е., Шереметов В.Е., дата приоритета 16.01.96 г.), согласно которому предварительно выполняют схему, представляющую собой проекцию оси трубы на плоскость. Отмечают на ней характерные точки, подлежащие фиксации и контролю, с указанием величин пяти координат. Затем для каждой характерной точки последовательно выставляют координаты на плоскости, по которым ориентируют ловители узлов фиксации, крепят узлы фиксации к монтажной плите, после чего ловители снимают или откидывают. Далее на закрепленных узлах фиксации выстраивают фиксирующие головки по координатам высоты и углу наклона трубы к плоскости монтажной плиты в соответствии со схемой. Предложенный способ позволяет повысить точность сборки труб под сварку за счет более точного учета пространственного расположения осей обоих труб при сборке. Однако и в этом способе отсутствует учет индивидуальных особенностей геометрии торцов каждой из собираемых под сварку труб, вследствии чего точность сборки труб под сварку будет оставаться не достаточно высокой.
Известен также способ сборки бесшовных труб под сварку, основанный на методике сортировки бесшовных труб (Методика сортировки бесшовных труб//Ведомственные строительные нормы ВСН 006-89 “Строительство магистральных и промысловых трубопроводов. Сварка”, Приложение № 3, М.: Миннефтегазстрой, 1990), принятый за прототип, согласно которому сборку бесшовных труб диаметром 219-426 мм с толщиной стенки 10 мм и более выполняют на основе предварительной сортировки труб по геометрическим параметрам их торцов. При этом сортировку труб выполняют в два этапа. На первом этапе сортировки измеряют внутренний периметр концов трубы непосредственно возле фаски, а затем расчетным способом (по нормативным значениям наружного диаметра и толщины стенки трубы, указываемым в технических условиях на поставку), определяют величину внутреннего диаметра трубы. Далее концы всех имеющихся на монтажной площадке труб в зависимости от внутреннего диаметра конца трубы сортируют на пять групп. Номер группы для каждого торца трубы отмечают краской около соотвествующей фаски. На втором этапе выполняют раскладку труб по пяти подгруппам в зависимости от маркировки концов каждой трубы. При этом применяют два варианта разбивки труб на подгруппы. Последующую сборку выполняют таким образом, чтобы стыкуемые концы труб относились к определенным подгруппам концов труб так, чтобы внутреннее смещение кромок за счет разности толщин стенок труб не превышало допустимую величину. Причем минимального смещения кромок при сборке конкретного стыка концов труб одной группы достигают поворотом пристыковываемой трубы в процессе сборки стыка на монтажной площадке. Подобный подход к сборке труб позволяет частично учесть индивидуальные характеристики торцов труб. Здесь в качестве учитываемой характеристики торца каждой трубы выступает внутренний диаметр трубы, определенный расчетным путем на основе нормативных (т.е. паспортных) значений наружного диаметра трубы, толщины стенки и на основе замера внутреннего периметра трубы. В качестве учитываемого параметра сборки выступает только внутреннее смещение кромок труб. Предварительный замер и сортировка труб позволяют при сборке подобрать такое сочетание концов труб, при котором достигается величина внутреннего смещения кромок, не превышающая допустимую, а вращение труб относительно друг друга позволяет добиться минимального смещения кромок в конкретном стыке труб при сборке. Этот способ позволяет повысить точность сборки торцов труб за счет достижения минимальной (или оптимальной в данных условиях) величины внутреннего смещения кромок двух труб. Однако данный способ кроме внутреннего диаметра трубы не учитывает ни одного геометрического параметра торца, а в качестве параметра сборки не учитывает ни одного параметра, кроме внутреннего смещения кромок. В то время как существует еще ряд геометрических параметров торца трубы и параметров сборки, которые будут определять качество и точность сборки стыка труб под сварку. При этом в качестве анализируемого параметра выступает весьма обобщенная расчетная величина - внутренний диаметр трубы, который лишь приближенно будет характеризовать реальную геометрию внутренней поверхности стенки трубы, а ведь реальная форма торца трубы зачастую далека от идеально круглой или даже эллиптической, поэтому здесь термин “внутренний диаметр” будет весьма условен. Кроме этого минимальная величина смещения достигается поворотом труб непосредственно при сборке, а это приводит к значительным временным затратам, и редкому достижению минимально возможной величины смещения, т.к. экспериментальным путем сложно подобрать оптимальное расположение труб при сборке. Таким образом, точность сборки под сварку торцов двух труб по этому способу остается не достаточно высокой, а для повышения этой точности в процессе реализации предложенного способа необходимы значительные затраты времени.
Техническим результатом предлагаемого способа является повышение точности сборки стыка труб под сварку, повышение качества сварного соединения труб и сокращение временных затрат на поиск решения, обеспечивающего наилучшую в данных условиях точность сборки под сварку.
Сущность предлагаемого способа заключается в том, что перед сборкой измеряют геометрические параметры торца каждой стыкуемой трубы, после чего анализируют сочетание геометрических параметров торцов в предполагаемом стыке труб. В отличие от прототипа анализируют измеренные геометрические параметры торцов. Анализ выполняют в два этапа. На первом этапе для всех возможных взаимных пространственных положений двух торцов труб, на всем протяжении периметра предполагаемого стыка, определяют величины параметров сборки торцов труб под сварку. На втором этапе анализа из множества возможных взаимных пространственных положений двух торцов выбирают вариант их пространственного расположения относительно друг друга при последующей сборке. Из множества возможных взаимных пространственных положений торцов, на втором этапе анализа, выбирают такое положение, для которого величина целевой функции, в состав которой входят значения параметров сборки, определенные на первом этапе анализа, принимала бы экстремальное значение.
При этом для каждого отдельно взятого взаимного пространственного положения торцов двух труб в качестве целевой функции принимают сумму произведений максимального значения каждого параметра сборки на соответствующий этому параметру весовой коэффициент. Весовой коэффициент при каждом параметре сборки определяет степень влияния конкретного параметра сборки на регламентируемые показатели качества сварного соединения двух труб. В качестве желаемого экстремума целевой функции принимают ее минимум.
Перед началом второго этапа анализа сочетания измеренных геометрических параметров торцов двух труб для каждого отдельно взятого взаимного пространственного положения торцов выполняют анализ соответствия величин параметров сборки требованиям к точности сборки труб под сварку.
В качестве определяемых и анализируемых параметров сборки торцов труб под сварку принимают: величину наружного смещения стенок труб; величину внутреннего смещения стенок труб; величину разности притуплений кромок труб; величину разности углов разделки кромок труб, и величину отклонения ширины зазора.
При этом измерения параметров торцов каждой стыкуемой трубы выполняют в два этапа. На первом этапе определяют координаты точек, лежащих на наружной и внутренней, или же только на наружной или внутренней поверхности стенки трубы. Измерения выполняют в прямоугольной системе координат. После выполнения замеров расчетным путем определяют координаты точки, характеризующей положение условной оси трубы. Координаты условной оси трубы определяют как среднеарифметическое значение соответствующих координат всех точек, характеризующих середины диаметральных отрезков торца трубы. На втором этапе измерений определяют непосредственные значения геометрических параметров торца трубы. Замеры выполняют в плоской полярной системе координат. Начало полярной системы координат располагают в точке, характеризующей положение условной оси трубы. Плоскости систем координат на всех этапах измерений располагают перпендикулярно оси трубы.
Измерение геометрических параметров торцов производят на всем протяжении периметра кромок стыкуемых труб непрерывно или дискретно. При дискретных измерениях шаг дискретных измерений устанавливают исходя из требований к точности сборки труб под сварку. А на втором этапе измерений, при дискретных измерениях, в качестве дискретной величины принимают угол поворота радиус-вектора, и шаг дискретных измерений для каждого из торцов двух труб назначают одинаковым.
До начала второго этапа измерений на наружную поверхность стенки каждой из стыкуемых труб наносят базовую метку. При дискретных измерениях, на втором этапе измерений, базовую метку располагают в одном из сечений, в котором выполняют замеры. Выбранное в результате второго этапа анализа взаимное пространственное положение торцов двух труб описывают относительным положением базовых меток на поверхностях двух труб и величиной наружного смещения в двух точках стыка, расположенных не диаметрально.
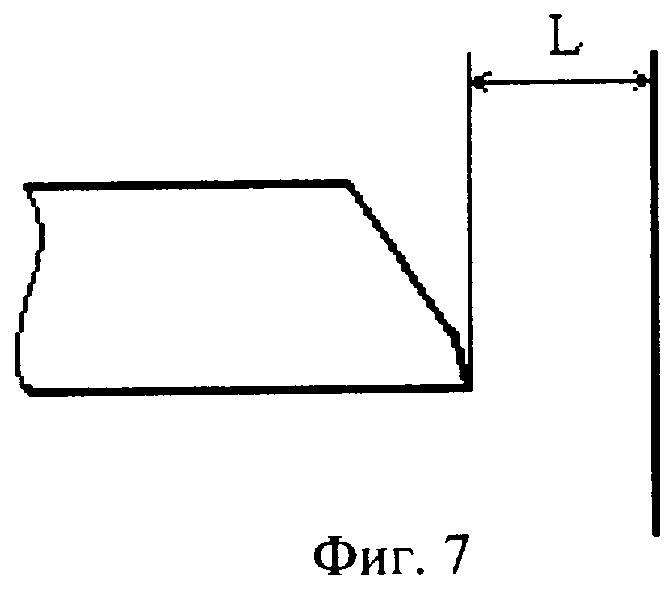
При этом на втором этапе измерений в качестве геометрических параметров торцов в каждом сечении замеров определяют: величину радиус-вектора, характеризующего положение точки на внешней поверхности стенки трубы; величину радиус-вектора, характеризующего положение точки на внутренней поверхности стенки трубы; величину радиус-вектора, характеризующего положение точки, лежащей на границе перехода притупления на скос кромки; величину угла скоса кромки и минимальное расстояние от плоскости полярной системы координат до торца стенки трубы. После проведения замеров для каждого сечения замеров расчетным способом определяют величину притупления кромки как разность между величиной радиус-вектора, характеризующего положение границы перехода притупления на скос кромки и радиус-вектора характеризующего положение внутренней поверхности стенки трубы.
Такая совокупность новых признаков с известными позволяет существенно повысить точность сборки труб под сварку. Это достигается одновременным учетом при сборке всех основных геометрических параметров торца трубы, и их совместного влияния на качество формирования шва. Повышению точности способствует и то, что анализируются конкретные параметры, характеризующие геометрию торца, измеренные на всем протяжении периметра стыка дискретно, или, в идеальном варианте, непрерывно, а не обобщенные параметры, полученные расчетным способом, как в прототипе. Предварительный анализ сочетания геометрических показателей торцов труб позволяет перед сборкой выбрать наиболее оптимальный вариант взаимного расположения торцов труб, обеспечивающий в данных условиях максимальную точность сборки, что также способствует повышению точности сборки, а также сокращению временных затрат на выбор оптимального варианта расположения торцов труб по сравнению с прототипом.
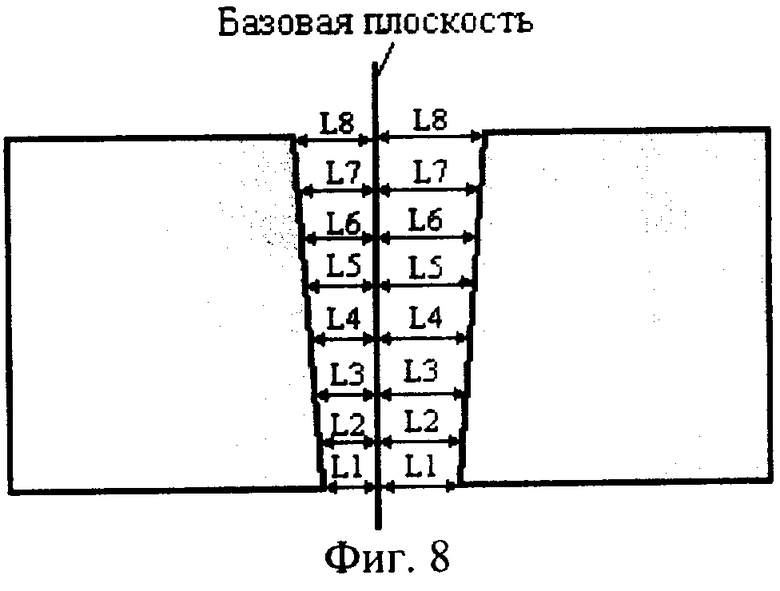
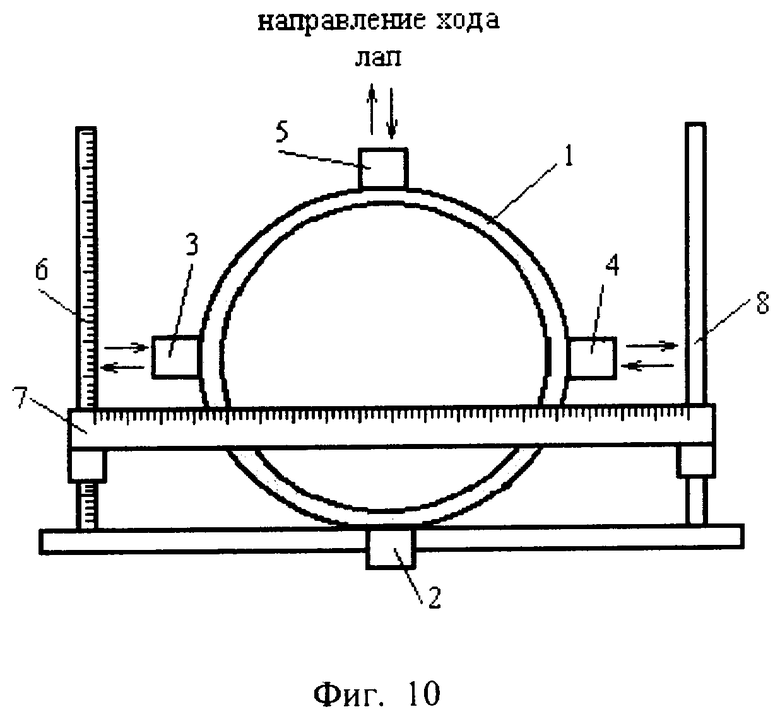
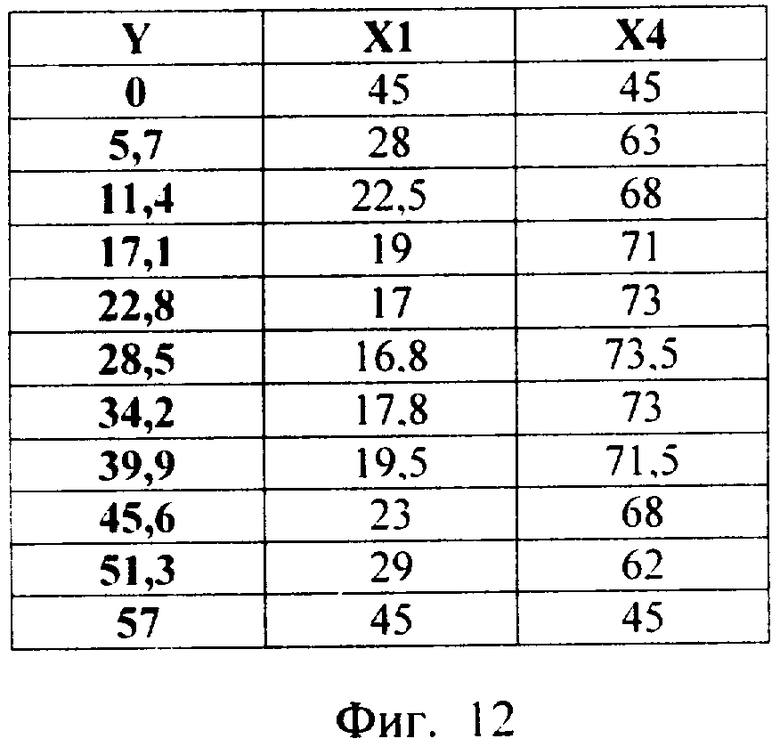
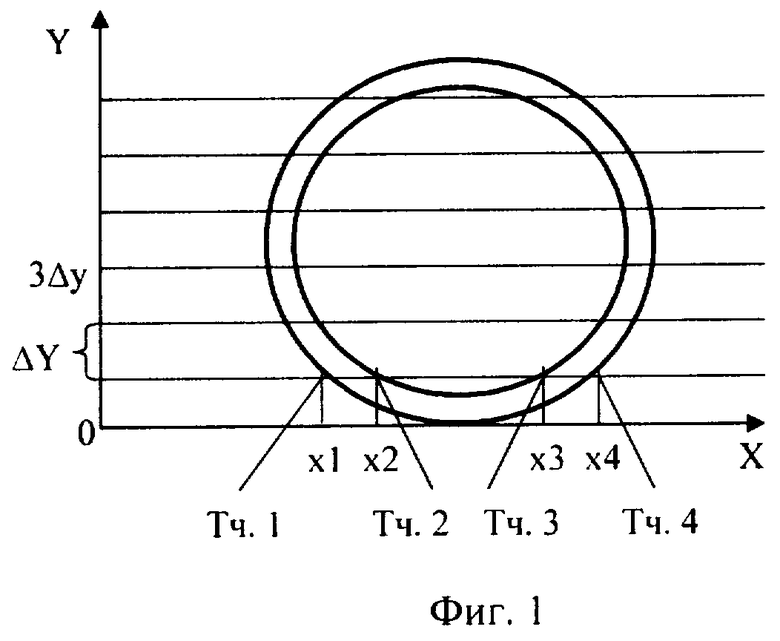
Сущность изобретения поясняется чертежами, где на фиг.1 показан процесс снятия размеров торца трубы на первом этапе замеров; на фиг.2 показан процесс определения координаты точки, характеризующей положение условной оси трубы, по координатам середин диаметральных отрезков; на фиг.3 показано расположение плоской полярной системы координат относительно стенок торца трубы на втором этапе замеров; на фиг.4 показан процесс замеров на втором этапе измерений; на фиг.5 показаны радиус-векторы, величины которых определяются на втором этапе измерений; на фиг.6 показаны угол скоса кромки и притупление кромки, величину которых определяются на втором этапе измерений; на фиг.7 показано расстояние от плоскости полярной системы координат до торца трубы, определяемое на втором этапе измерений; на фиг.8 показана совокупность измеренных расстояний до торца трубы в собранном под сварку стыке; на фиг.9 показан процесс определения величины отклонений ширины зазора по длине стыка; на фиг.10 показан вид спереди применяемой для замеров измерительной системы; на фиг.11 показан вид слева применяемой для замеров измерительной системы; на фиг.12 показана таблица с координатами наружной поверхности первой трубы; на фиг.13 показана таблица с координатами наружной поверхности второй трубы.
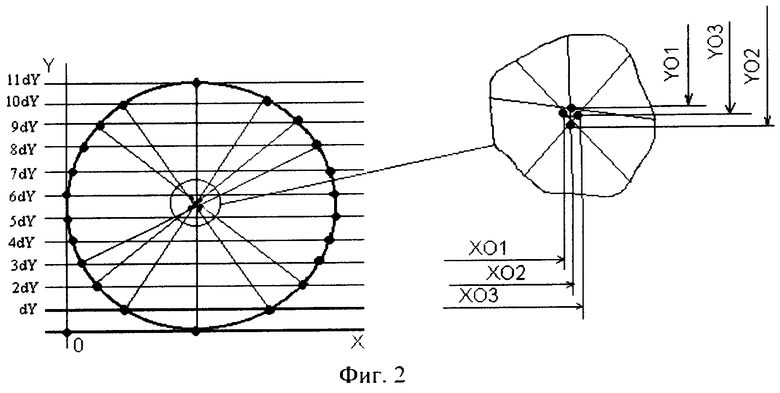
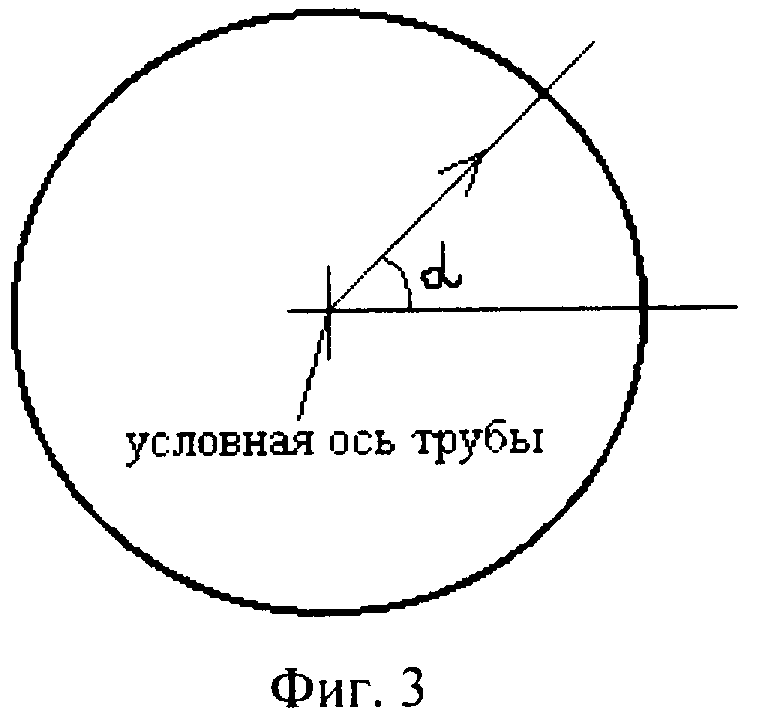
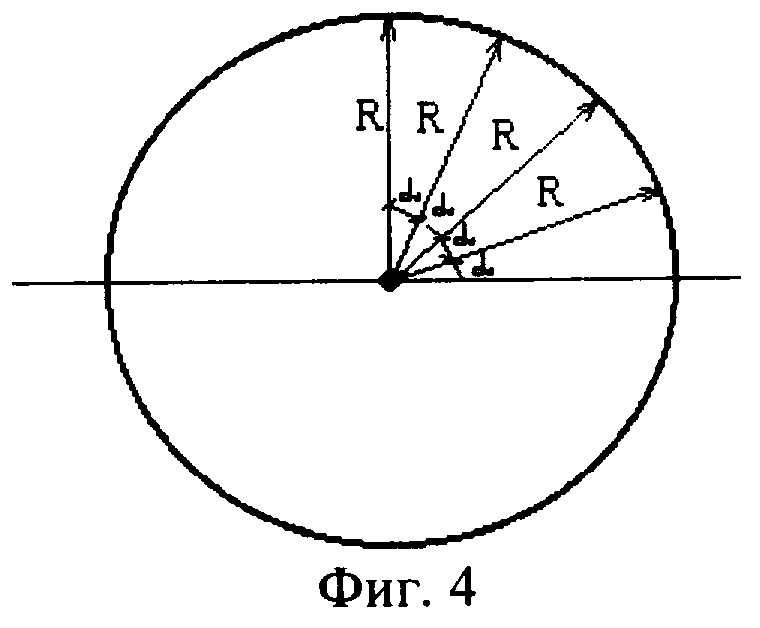
Способ заключается в том, что перед сборкой измеряют геометрические параметры торца каждой стыкуемой трубы. Измерения параметров торцов каждой стыкуемой трубы выполняют в два этапа. На первом этапе измерения выполняют в прямоугольной системе координат (фиг.1). При этом определяют координаты точек, лежащих на наружной (тч.1 и тч.4) и внутренней (тч.2 и тч.3), или же только на наружной или внутренней поверхности стенки трубы. Плоскость прямоугольной системы координат располагают перпендикулярно оси трубы. Измерение геометрических параметров производят на всем протяжении периметра кромок стыкуемых труб непрерывно или дискретно. При дискретных измерениях шаг дискретных измерений устанавливают исходя из требований к точности сборки труб под сварку. После выполнения первого этапа замеров расчетным путем определяют координаты точки, характеризующей положение условной оси трубы. Координаты условной оси трубы определяют как среднеарифметическое значение соответствующих координат всех точек, характеризующих середины диаметральных отрезков торца трубы (XO1; YO1), (XO2; YO2) и т.д. (фиг.2). На втором этапе измерений определяют непосредственные значения геометрических параметров торца трубы. Замеры на втором этапе выполняют в плоской полярной системе координат. Начало полярной системы координат располагают в точке, характеризующей положение условной оси трубы (фиг.3). Плоскость системы координат располагают перпендикулярно оси трубы. До начала второго этапа измерений на наружную поверхность стенки каждой из стыкуемых труб наносят базовую метку. Измерения производят на всем протяжении периметра кромок стыкуемых труб непрерывно или дискретно. При дискретных измерениях шаг дискретных измерений устанавливают исходя из требований к точности сборки труб под сварку. В качестве дискретной величины принимают угол поворота радиус-вектора α (фиг.4), а шаг дискретных измерений для каждого из торцов двух труб назначают одинаковым. При дискретных измерениях базовую метку располагают в одном из сечений, в котором выполняют замеры. В качестве геометрических параметров торцов в каждом сечении замеров определяют: величину радиус-вектора, характеризующего положение точки на внешней поверхности стенки трубы - R1 (фиг.5); величину радиус-вектора, характеризующего положение точки на внутренней поверхности стенки трубы - R2 (фиг.5); величину радиус-вектора, характеризующего положение точки, лежащей на границе перехода притупления на скос кромки - R3 (фиг.5); величину угла скоса кромки ϕ (фиг.6) и минимальное расстояние от плоскости полярной системы координат до торца стенки трубы L (фиг.7). После проведения замеров для каждого сечения замеров расчетным способом определяют величину притупления кромки С (фиг.6), как разность между величиной радиус-вектора, характеризующего положение границы перехода притупления на скос кромки и радиус-вектора, характеризующего положение внутренней поверхности стенки трубы.
После измерений геометрических параметров торцов труб выполняют анализ сочетания измеренных геометрических параметров торцов в предполагаемом стыке труб. Анализ сочетания измеренных параметров торцов выполняют в два этапа. На первом этапе анализа для множества возможных взаимных пространственных положений двух торцов труб, на всем протяжении периметра предполагаемого стыка, определяют величины параметров сборки торцов труб под сварку. В качестве определяемых параметров сборки торцов труб под сварку принимают: величину наружного смещения стенок труб; величину внутреннего смещения стенок труб; величину разности притуплений кромок труб; величину разности углов разделки кромок труб и величину отклонения ширины зазора (фиг.9).
Для каждого отдельно взятого взаимного пространственного положения торцов выполняют анализ соответствия величин параметров сборки требованиям к точности сборки труб под сварку.
На втором этапе анализа из множества возможных взаимных пространственных положений двух торцов выбирают вариант их пространственного расположения относительно друг друга при последующей сборке. Из множества возможных взаимных пространственных положений торцов на втором этапе анализа выбирают такое положение, для которого величина целевой функции, в состав которой входят значения параметров сборки определенные на первом этапе анализа, принимала бы экстремальное значение. При этом для каждого отдельно взятого взаимного пространственного положения торцов двух труб в качестве целевой функции принимают сумму произведений максимального значения каждого параметра сборки на соответствующий этому параметру весовой коэффициент. Весовой коэффициент при каждом параметре сборки определяет степень влияния конкретного параметра сборки на регламентируемые показатели качества сварного соединения двух труб. В качестве желаемого экстремума целевой функции принимают ее минимум. Т.о. для последующей сборки торцов труб под сварку выбирают такое взаимное положение торцов труб, при котором величина целевой функции минимальна.
Выбранное в результате второго этапа анализа взаимное пространственное положение торцов двух труб описывают относительным положением базовых меток на поверхностях двух труб и величиной наружного смещения в двух точках стыка, расположенных не диаметрально.
Такая совокупность признаков позволяет:
- повысить точность сборки труб под сварку;
- повысить качество, получаемого впоследствии сварного соединения двух труб;
- сократить затраты времени на выбор наиболее благоприятного взаимного пространственного положения двух кромок труб.
Высокая точность сборки достигается за счет того, что при сборке учитываются индивидуальные особенности геометрии каждого стыкуемого торца трубы, за счет чего при сборке удается достигнуть наиболее благоприятных значений параметров сборки. По сравнению с прототипом точность сборки торцов труб под сварку будет увеличиваться благодаря следующим основным особенностям:
- В качестве рассматриваемых при сборке геометрических параметров торцов труб выступают реально измеренные до сборки геометрические параметры каждого торца, а не обобщенные параметры, полученные расчетным путем, весьма слабо характеризующие реальную геометрию торцов, как в прототипе. Причем измерения геометрических параметров производятся на всем протяжении периметра кромок стыкуемых торцов, что позволяет составить полную картину реальной геометрии каждого торца трубы.
- При анализе сочетания геометрических параметров торцов в предполагаемом стыке труб учету подлежат такие параметры сборки как величина внутреннего и наружного смещения кромок, величина разности притуплений кромок, величина разности углов разделки кромок, а также величина изменения величины сборочного зазора. В прототипе же из всех вышеперечисленных параметров сборки учитывается только величина внутреннего смещения кромок. (Т.о при сборке учитывают не один параметр сборки, как в прототипе, а пять объективно существующих параметров сборки).
- Все пять вышеобозначенных параметров сборки определяются на всем протяжении периметра стыка, что дает возможность говорить не об обобщенном значении параметра сборки, а о конкретных значениях параметров сборки в различных точках стыка.
- Знание точных геометрических параметров каждого торца трубы на всем протяжении периметра кромки дает нам возможность не только подобрать два подходящих для сборки торца, но и выбрать наиболее благоприятное взаимное расположение торцов при сборке. В предлагаемом способе это достигается тем, что на первом этапе анализа сочетания геометрических параметров торцов производят определение параметров сборки для множества возможных взаимных пространственных положений двух торцов труб. В прототипе же выбор взаимного расположение торцов труб возможен только при непосредственной сборке под сварку путем вращения труб, что весьма затруднительно.
- При выборе наиболее благоприятного взаимного расположения торцов труб при сборке учитывается не один параметр сборки, а комплексное влияние пяти параметров сборки на качество будущего сварного соединения. Такой учет производится оценкой величины целевой функции для каждого из множества возможных при сборке взаимных положений торцов двух труб.
Качество получаемого впоследствии сварного соединения двух труб повышается благодаря следующим основным особенностям:
- Повышается точность сборки труб под сварку, благодаря чему получают сварное соединение, в котором при равных условиях работы возникают внутренние напряжения меньшей величины, а также получают сварной шов с более стабильными размерами.
- В предлагаемом способе помимо величин смещений и зазора в стыке, общеизвестно влияющих на качество сварного шва, учитывается величина разности притуплений кромок и величина разности углов разделки кромок, которые, как показывают последние исследования (Смирнов И.В. Особенности распространения тепла при сварке корня шва в стыковом соединении с V-образной разделкой кромок//Сборник трудов всероссийской научно-технической конференции “Сварка-ХХI век”. Тольятти, 2002 - с.153-158), будут значительно влиять на распределение тепла в свариваемых кромках, а следовательно, и на стабильность размеров сварного шва, особенно его корневого слоя. Т.о. учет этих двух параметров позволит повысить стабильность размеров сварного шва.
Сократить затраты времени на выбор наиболее благоприятного взаимного пространственного положения двух кромок труб удается благодаря тому, что выбор варианта взаимного пространственного расположения труб производиться не в процессе сборки, как в прототипе, а расчетным аналитическим путем до сборки.
Выбор варианта определения координат на поверхностях стенки трубы на первом этапе измерений (т.е. определять ли координаты точек, лежащих только на внутренней или наружной поверхности стенки трубы, или же определять координаты точек, лежащих как на внутренней, так и на наружной поверхности стенки трубы) будет определяться точностью изготовления трубы (а более конкретно величиной отклонения толщины стенки трубы по периметру), а также нормируемыми показателями трубы при изготовлении. Например, для труб с повышенной точностью изготовления по толщине стенки трубы для определения координат условной оси трубы достаточно определить координаты точек на одной их поверхностей трубы (внутренней или наружной), поскольку середины одноименных диаметральных отрезков будут гарантированно лежать почти в одной точке (возможны небольшие отклонения в пределах допуска на толщину стенки). В этой ситуации выбор конкретной поверхности для измерения должен определяться тем, какой диаметр трубы нормируется при изготовлении. Если нормируется внутренний диаметр, то измерения выполняют по внутреннему диаметру, если наружный, то по наружному. Если же труба изготавливается с обычной или низкой точностью толщины стенки, то для более точного учета геометрических отклонений толщины стенки трубы на первом этапе измерений следует определять координаты точек на обоих поверхностях трубы. Если определить координаты только одной поверхности, то точка, характеризующая положение условной оси трубы, может получиться существенно смещенной относительно условного центра второй поверхности, что при имитации сборки приведет к получению заведомо завышенных значений смещения кромок, что будет неадекватно отражать реальную ситуацию.
Шаг измерений на первом этапе измерений определяется требованиями к точности сборки труб под сварку. Чем более точнее должны быть собраны трубы, тем более точно нужно определить координату точки, характеризующей положение условной оси трубы. На этом этапе наиболее четким ориентиром по точности сборки является требования к соосности труб. Например, при требованиях к точной соосности (например, при сборке труб с запорной арматурой) замеры необходимо выполнить непрерывно по всему периметру. При более мягком нормировании соосности выбор шага измерений (т.е. количества сечений замеров) должен происходить исходя из соотношения допустимой несоосности и допустимой эллипсности торца трубы (поскольку неточность определения координат условной оси трубы будет определяться в основном непостоянством диаметральных размеров торца трубы).
Плоскости систем координат на всех этапах измерений должны быть перпендикулярны оси трубы при замерах. Это обусловлено тем, что при сборке оси стыкуемых труб устанавливаются параллельно, следовательно стыковка торцов происходит в плоскости, перпендикулярной осям труб, именно в этой плоскости (плоскости стыковки) нам и нужно определить размеры торцов. Знание размеров в плоскости, расположенной к оси трубы под любым другим углом, не будет обладать информационной ценностью для целей сборки под сварку, а для того, чтобы эти замеры стали для нас значимы необходимо дополнительными геометрическими построениями определить по исходным имеющимся размерам размеры торца трубы в плоскости, перпендикулярной оси трубы, что потребует дополнительных затрат времени.
Шаг измерений на втором этапе измерений устанавливают исходя из требований к точности сборки труб под сварку. Эти требования могут быть разнообразны, и определяются назначением, ответственностью трубопровода, способом сварки и т.д., поэтому сформулировать требования к шагу измерений более четко очень сложно. Например, для магистральных трубопроводов допускается внутреннее смещение кромок бесшовных труб не более 2 мм, однако допускаются местные смещения до 3 мм на длине не более 100 мм. Сборку под автоматическую сварку под флюсом следует выполнять без зазора, однако на отдельных участках стыка длиной до 100 мм допускается зазор до 0,8 - 1 мм. В этих условиях нам нужен такой шаг измерений (угол поворота радиус-вектора), чтобы расстояние между соседними сечениями замеров на поверхности стенки трубы было не менее 100 мм, желательно кратное 100 мм - 50 или 25 мм. Если взять шаг больше 100 мм, то мы не сможет отследить выполнение требований к точности сборки труб под сварку, и сборка может быть проведена с завышенными значениями параметров сборки. Такого рода требования к точности сборки могут быть сформулированы для всех параметров сборки, или для нескольких, а может быть несколько требований для одного параметра. Поэтому выбор конкретного шага замеров должен происходить только исходя из полной оценки требований к точности сборки конкретного стыка.
На втором этапе измерений шаг дискретных измерений для каждого из торцов труб должен быть одинаков. Объясняется это тем, что в последствии мы должны сымитировать сборку торцов, т.е. совместить их, и для совмещенных торцов определить параметры сборки. Параметры сборки можно определить только в том случае, если в каждом изучаемом сечении мы будем знать параметры торца, следовательно, сечения двух торцов в которых выполнялись замеры должны совпасть. Причем совпадать они должны на всем протяжении периметра стыка, а это можно обеспечить только одинаковостью шага (угла поворота радиус вектора) на втором этапе измерений. Если шаги будут разными, то мы не сможем выполнить дальнейшую имитацию сборки двух торцов.
Базовая метка на втором этапе измерений должна быть расположена в одном из сечений, в котором выполняют замеры. Объясняется это тем, что мы должны четко описать положение базовой метки на поверхности трубы. Если метка будет располагаться вне сечения замера, то мы не сможем четко описать ее месторасположение.
Взаимное положение труб по итогам анализа должно быть описано взаимным расположения базовых меток и величиной наружного смещения, именно в двух точках стыка, расположенных не диаметрально. Это обусловлено тем, что величиной наружного смещения в этом случае мы на практике задаем взаимное положение осей труб в сечении, перпендикулярном оси трубы. Труба без внешних воздействий - это жесткий контур, все точки которого жестко связаны между собой. Следовательно, перемещая одну точку этого контура в определенном направлении, мы переместим все точки этого контура на ту же самую величину в том же направлении. Торец трубы в плоскости стыковки имеет три степени свободы - 1 - вращение в плоскости, 2 - перемещение в направлении оси X, 3 - перемещение в направлении оси Y. Первую степень свободы мы задаем взаимным расположением меток на поверхностях труб, а вторую и третью - можно задать, задавая величину смещения в двух любых точках, только расположенных не диаметрально, поскольку диаметрально расположенные точки будут характеризовать перемещение торца относительно только одной оси плоскости. Поскольку труба - контур жесткий, то для точного описания второй и третьей степени свободы достаточно задать движение только двух не диаметральных точек на поверхности трубы. Если задавать движение большего количества точек, то результат будет тот же (точность задания взаимного расположения торцов мы не увеличим), а затраты времени на подобные действия увеличатся.
Примером применения предлагаемого способа может служить процесс сборки стыкового кольцевого соединения под сварку торцов прямошовных электросварных труб номинальным наружным диаметром 57 мм и номинальной толщиной стенки 3,2 мм с повышенной точностью изготовления по толщине стенки и диаметру и нормированием при изготовлении по наружному диаметру. Способ сварки - механизированная сварка плавящимся электродом в углекислом газе.
При котором перед сборкой производили измерения параметров стыкуемых торцов каждой из собираемых труб. Измерения параметров торцов труб выполняли в два этапа.
На первом этапе определяли положение внешней поверхности стенки трубы в направлении, перпендикулярном условной оси трубы. Замеры выполняли в прямоугольной системе координат с осями Х и Y (фиг.1).
Плоскость системы координат располагали перпендикулярно оси трубы для того, чтобы при сборке обеспечивался минимально возможный перелом осей труб. Это обеспечивали закреплением измерительного устройства непосредственно на внешней поверхности трубы за счет четырех сходящихся лап, опорная поверхность каждой из которых параллельна образующей трубы (фиг.11).
Замеры выполняли дискретно. В качестве дискретной величины при измерениях принимали координату по оси Y. Поскольку к соосности труб не предъявлялось дополнительных требований, то шаг измерений выбирали произвольно. Приняли шаг дискретных измерений, равный для первой трубы 5,7 мм, для второй трубы - 5,9 мм (шаг получали делением расстояния между крайними точками по оси Y на 10 равных частей). Для удобства измерений ось Х касалась наружной поверхности трубы в одной точке.
Для каждого регламентируемого значения Y определяли координату Х в двух точках, лежащих на внешней поверхности стенки трубы - X1 и Х4 (фиг.1). Замеры выполняли с помощью инструментальной системы, состоящей из двух, расположенных взаимоперпендикулярно, измерительных линеек (фиг.10 и 11).
В результате измерений получили координаты наружной поверхности первой трубы (фиг.12) и второй трубы (фиг.13).
После этого расчетным путем произвели определение координат середин диаметральных отрезков каждого торца трубы. В результате для каждого торца трубы получили координаты середин десяти отрезков.
После этого для каждого торца трубы нашли среднеарифметическое значение координат Х и Y всех точек, характеризующих середины диаметральных отрезков (фиг.2). Точка с вновь полученными координатами характеризовала положение условной оси трубы. Для первой трубы получили точку с координатами (45,28; 28,5). Для второй трубы получили точку с координатами (43,87; 29,5). На этом первый этап измерений закончили.
На втором этапе производили определение геометрических параметров торца каждой трубы.
Измерения выполняли в плоской полярной системе координат, с началом координат расположенным в точке, характеризующей положение условной оси каждой из труб (фиг.3). Измерения производили дискретно. В качестве дискретной величины принимали угол поворота радиус-вектора. Для проведения замеров приняли шаг дискретных измерений - α=15° (фиг.4).
Перед началом измерений на поверхности каждого из стыкуемых концов труб нанесли базовую метку. Метку выполнили маркером по металлу (т.е. несмываемой краской) в виде линии небольшой длины (20 - 30 мм), ориентированной вдоль образующей трубы. Линию нанесли так, чтобы начало ее было на торце трубы.
При измерениях трубы повернули так, что базовые метки на поверхности каждой трубы расположились в плоскости, соответствующей углу поворота радиус-вектора - 0°. Т.е. базовые метки совместили в горизонтальной плоскости.
Измерения выполняли при помощи инструментальной системы, состоящей из поворотной линейки, ось поворота которой жестко фиксируют в точке с координатами условной оси трубы.
В процессе измерений, в каждом сечении замеров, определяли следующие значения:
- Величину радиус-вектора, характеризующего положение точки на внешней поверхности трубы - R1 (фиг.5).
- Величину радиус-вектора, характеризующего положение точки на внутренней поверхности трубы - R2 (фиг.5).
- Величину радиус-вектора, характеризующего положение точки, лежащей на границе перехода притупления на скос кромки - R3 (фиг.5).
- Угол скоса кромки в данном сечении - ϕ (фиг.6).
- Минимальное расстояние от поворотной линейки до торца трубы - L (фиг.7).
В результате замеров получили комплекс массивов данных, характеризующих измеренные геометрические параметры в каждом сечении замеров.
Далее расчетным путем определили величину притупления кромки, как разность между величиной радиус-вектора, характеризующего положение границы перехода притупления на скос кромки, и радиус-вектора, характеризующего положение внутренней поверхности трубы. В итоге получили массив данных, характеризующий величины притуплений в каждом сечении замеров.
После определения фактических значений геометрических параметров каждого торца труб выполняли анализ сочетания выявленных параметров в предполагаемом стыке труб. Анализ выполняли в два этапа.
На первом этапе анализ выполняли в виде цифровой имитации сборки двух торцов, совмещая в одной точке две точки, характеризующие положение условной оси стыка. При этом происходило наложение одноименных параметров, характеризующих геометрию торца трубы, при назначенном угле поворота радиус-вектора.
Анализ проводили для всех возможных взаимных пространственных положений двух торцов труб. Достигали это имитацией вращения одного торца относительно другого. Один из торцов вращали относительно другого с шагом поворота, равным шагу дискретных измерений, т.е. 15°. В нашем примере вращали первую трубу относительно второй в направлении против часовой стрелки (если смотреть на торец второй трубы). Для каждого из анализируемых взаимных положений двух торцов определяли параметры сборки стыка под сварку:
1) величину наружного смещения кромок - как разность величин радиус-векторов, характеризующих положение внешней поверхности стенки каждой из двух труб;
2) величину внутреннего смещения кромок - как разность величин радиус-векторов, характеризующих положение внутренней поверхности стенки каждой из двух труб;
3) величину разности притуплений - как разность притуплений каждой кромки в исследуемом сечении;
4) величину разности углов разделки кромок - как разность величин углов разделки каждой кромки в исследуемом сечении;
5) величину отклонения ширины зазора - как разность наименьшего расстояния между торцами трубы и расстояния между торцами трубы в любом другом сечении замеров (фиг.10 и 11).
Для каждого взаимного положения торцов труб получили 25 значений каждой из определяемых величин (т.к. имелось 25 сечений, в которых определены параметры торцов труб). Для каждого положения, характеризуемого углом относительного поворота труб, для второго этапа анализа отобрали только максимальные значения каждого из пяти параметров сборки. (Т.о. каждое отдельное взаимное положение торцов труб при сборке охарактеризовали пятью параметрами сборки).
Далее для каждого отдельно взятого взаимного пространственного положения торцов выполняли анализ соответствия величин параметров сборки требованиям к точности сборки труб под сварку. Анализ выполняли для каждого параметра сборки, исходя из следующих требований к сборке: допустимая величина смещения (как внутреннего, так и наружного) - 1,7 мм локальные превышения не допустимы; разность притуплений и углов разделки кромок - не нормируется; поле допуска для зазора (т.е. допустимое отклонение зазора) - 2,5 мм.
Сопоставили значения параметров сборки каждого положения с их допустимыми значениями. В итоге получили, что требуемым параметрам сборки не соответствуют 15 взаимных пространственных положений торцов. Эти положения при углах поворота: 75, 105, 135, 150, 180, 210, 225, 240, 255, 270, 285, 300, 315, 330, 345 градусов. Для дальнейшего рассмотрения оставили 9 взаимных пространственных положений торцов.
Далее приступили ко второму этапу анализа, задачей которого являлся выбор из 9 возможных взаимных пространственных положений торцов одного положения, при котором бы обеспечивалось достижение наиболее благоприятного сочетания всех, определенных на первом этапе, параметров сборки торцов труб. Комплексное влияние всех пяти параметров сборки на качество сварного соединения в целом оценивали величиной некоторой целевой функции. В качестве наиболее благоприятного взаимного положения двух торцов труб при сборке принимали такое положение, при котором бы достигалось экстремальное значение величины целевой функции.
В качестве целевой функции приняли сумму произведений параметров сборки на соответствующие каждому параметру сборки весовые коэффициенты. Причем для удобства сравнения числовые значения всех параметров сборки для включения в целевую функцию привели к одному разряду.
Весовой коэффициент при каждом параметре отражал влияние этого параметра на качество сварного соединения при комплексном учете влияния пяти отдельных параметров. В качестве весового коэффициента приняли процент от 100% так, чтобы в сумме все пять весовых коэффициентов давали 100%.
Поскольку при сварке труб малых диаметров (к которым относиться трубы диаметром 57 мм) наиболее опасным дефектом является непровар корня шва, то значения весовых коэффициентов подобрали так, чтобы значение целевой функции определяли в основном параметры сборки, влияющие на качество корневого слоя шва. Приняли следующие значения весовых коэффициентов:
1) при наружном смещении - 0;
2) при внутреннем смещении - 0,35;
3) при разности притуплений - 0,2;
4) при разности углов разделки кромок - 0,05;
5) при максимальном отклонении величины зазора - 0,4.
Для каждого положения торцов труб определили значение целевой функции.
Поскольку в целевую функцию входили максимальные значения параметров сборки, и целевая функция была представлена в виде суммы, то за оптимальное значение целевой функции принимали ее минимум.
Минимальное значение целевой функции, равное 1,81, соответствовало углу поворота первой трубы относительно второй в направлении против часовой стрелки на угол 30°.
Итогом расчета явились следующие данные:
1) относительное положение базовых меток - поворот базовой метки первой трубы относительно метки второй трубы на 30° против часовой стрелки;
2) наружное смещение кромок труб на отметке “12 или 6 часов” (т.е. в вертикальной плоскости в верхней или нижней части трубы) - 1 мм;
3) наружное смещение кромок труб на отметке “9 часов” (т.е в горизонтальной плоскости) - 1,5 мм.
Обработку массивов данных на обоих этапах анализа выполняли с помощью ЭВМ, используя программную среду “Mathcad 7 Pro”.
В результате проведенных мероприятий выбрали взаимное положение торцов труб при сборке, при котором достигается наиболее оптимальное сочетание параметров сборки, из всех возможных взаимных положений торцов, для получения качественного сварного соединения. Т.о. мы получили высокую точность сборки труб под сварку и гарантию минимальной нестабильности размеров корневого слоя шва при последующей сварке. Это подтверждает, что предлагаемый способ позволяет повысить точность сборки труб под сварку и качество готового сварного шва.
Время на подбор наилучшего пространственного положения, по сравнению с прототипом, в настоящем примере было сокращено незначительно. Вся процедура замеров и обработки информации заняла около 10 минут, в то время как подбор наилучшего положения непосредственно при сборке, как по прототипу, занял бы до 15-20 мин. Однако, если по прототипу подбор положения труб осуществляется только по наружному смещению, то в нашем способе учитывали одновременно совместное влияние 5-ти параметров сборки.
Существенное сокращение времени на выполнение всех замеров и обработки может быть достигнуто при применении механизированных способов замеров, например с помощью световых измерительных приборов (лазерных и т.п.). В этом случае замеры выполняются в течение нескольких секунд, а время на обработку информации на ЭВМ займет также несколько секунд. В этом случае основные затраты времени будут только на установку и снятие измерительной системы. Следовательно, эффект снижения временных затрат на выбор наилучшего взаимного положения торцов при сборке, может быть достигнут при механизированных способах замеров. Особенно заметен этот эффект будет с ростом диаметра трубы (ведь чем больше диаметр, тем больше взаимных положений торцов нужно изучить для выбора из них оптимального).
Т.о. предлагаемый способ обеспечивает технический эффект и может быть осуществлен с помощью известных средств и технических решений, следовательно он обладает промышленной применимостью.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДГОТОВКИ ТОРЦОВ ТРУБ ТРУБОПРОВОДА ПОД СВАРКУ И ЦЕНТРАТОР ДЛЯ ПОДГОТОВКИ ТОРЦОВ ТРУБ ТРУБОПРОВОДА ПОД СВАРКУ | 2008 |
|
RU2397854C2 |
| Способ сборки цилиндрических сварных корпусов аппаратов | 1988 |
|
SU1579690A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ЛОПАТОК ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2017 |
|
RU2678222C1 |
| Способ гибридной лазерно-дуговой сварки кольцевых поворотных стыков трубопроводов | 2022 |
|
RU2792346C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2008 |
|
RU2393946C2 |
| Способ контроля отклонения дуги от стыка свариваемых кромок | 2016 |
|
RU2632751C1 |
| Мобильный сканер для определения качества поверхности сварного шва | 2016 |
|
RU2644617C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ИЗДЕЛИЙ ИЗ КВАРЦЕВОГО СТЕКЛА | 1993 |
|
RU2099296C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КОНСТРУКЦИЙ | 2016 |
|
RU2668648C2 |
| Способ сварки неповоротных стыков частей магистрального трубопровода (варианты) | 2017 |
|
RU2696629C2 |





Изобретение относится преимущественно к строительству и может быть использовано для сборки под сварку труб при строительстве трубопроводов. Перед сборкой измеряют геометрические параметры торца каждой стыкуемой трубы. Затем в два этапа анализируют их сочетание в предполагаемом стыке труб. На первом этапе для множества взаимных положений торцов по всему периметру стыка определяют величины параметров сборки. На втором этапе из всех возможных положений торцов при последующей сборке выбирают такое, для которого величина целевой функции, включающей значения параметров сборки, определенные на первом этапе анализа, принимала бы экстремальное значение. Это позволяет при сборке учесть реальную геометрию торца каждой трубы, предварительно проанализировать основные параметры сборки стыка в комплексе, и выбрать наиболее оптимальный вариант взаимного расположения труб на основе предшествующего сборке анализа, что повышает точность сборки и качество сварного соединения труб, а также позволяет сократить время на выбор наиболее оптимального варианта взаимного расположения труб при сборке. 7 з.п. ф-лы, 13 ил.
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Сварка”, Приложение № 3, М.: Миннефтегазстрой, 1990 г | |||
| Способ сборки конструкций под сварку | 1980 |
|
SU893491A1 |
| Способ сборки под сварку кольцевых стыков труб | 1985 |
|
SU1382628A1 |
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |

