Изобретение относится к сварке и может быть использовано для производства ремонта рельсов железнодорожного пути без удаления их с полотна.
Известен способ сварки рельсов давлением с подогревом, при котором производят механическую обработку их торцов, соединяют их встык, центрируют, прикладывают сжимающее усилие и производят нагрев стыка до температуры, равной 0,8-0,9 температуры плавления, а после отключения нагрева производят дополнительный нагрев импульсами до температуры сварки (см., например, описание изобретения к патенту РФ №2285596, кл. В23К 20/00, опубл. 20.10.2006).
Однако такой способ может применяться для сварки только прямолинейных короткомерных рельсов, поскольку в условиях различного износа рабочих поверхностей достаточно трудно нагреть длинномерный, а также криволинейный участки рельсового пути.
Известен способ алюмотермитной сварки рельсов без удаления их с полотна, устанавливают концы рельсов с образованием сварочного зазора, размещают в зоне сварочного зазора разъемную форму, уплотняют контакт разъемной формы с концами рельсов, устанавливают над формой реакционный тигель с дозой алюмотермитного состава, подогревают и осуществляют заполнение сварочного зазора (см., например, описание изобретения к патенту РФ №2163184, кл. В23К 23/00, опубл. 20.02.2001).
Однако при таком способе в условиях неравномерного износа рельсов требуется сложная разъемная форма с образованием различного зазора по контуру рельса.
Наиболее близким из известных по своей технической сущности и достигаемому результату является выбранный в качестве прототипа способ ремонта рельсов железнодорожного пути без удаления их с полотна, при котором из рельсовой плети осуществляют вырезание дефектного участка действующего пути и соединение концов рельсов сваркой (см., например, описание изобретения к патенту РФ №2124424, кл. В23К 23/00, опубл. 10.01.1999).
Однако данный способ имеет ограниченную сферу применения, поскольку применим лишь для ремонта прямолинейных участков железнодорожного пути.
Технической результат от использования настоящего изобретения - расширение технологических возможностей за счет обеспечения возможности сварки рельсов железнодорожного пути как прямолинейного направления, так и криволинейных участков пути при повышении механических свойств сварного шва и сокращении времени сварки рельсового пути.
Указанный технический результат достигается тем, что в способе ремонта рельсов железнодорожного рельсового пути без удаления их с полотна, при котором из рельсовой плети осуществляют вырезание дефектного участка действующего пути и соединение концов рельсов сваркой, на место удаленного дефектного участка укладывают рельсовую вставку и осуществляют сварку первого стыка с закрепленной частью рельсовой плети, выполняют полное или частичное раскрепление в горизонтальной плоскости оставшейся части рельсовой плети на прямолинейных участках пути с изгибом к оси пути и на криволинейных участках пути с изгибом в наружную сторону до совпадения торцов приваренной вставки и обрезанного конца рельсовой плети, перемещают освобожденную часть плети в продольном направлении в сторону уравнительного рельса на размер технологического припуска на оплавление и осадку, наносят не менее чем в трех местах контрольные метки на подошве рельса и подкладках, производят разметку для обрезки рельса, осуществляют сварку второго стыка, технологическую выдержку по времени и выпрямление изогнутой части рельсовой плети посредством приложения поперечного усилия в процессе оплавления и осадки, ведя контроль текущего перемещения рельсов при сварке по относительному смещению контрольных меток, при этом соединение концов рельса осуществляют непрерывной электродуговой сваркой при повышенной силе сварочного тока по всей ширине рельсов до максимального заполнения межрельсового технологического зазора с превышением поверхности катания рельса, а после окончания сварки осуществляют необходимое естественное остывание и устанавливают рельсовые скрепления пути.
Сравнение заявленного технического решения с прототипом позволило установить соответствие его критерию "новизна", так как оно не известно из уровня техники.
Предложенный способ является промышленно применимым существующими техническими средствами и соответствует критерию "изобретательский уровень", т.к. он явным образом не следует из уровня техники, при этом из последнего не выявлено каких-либо преобразований, характеризуемых отличительными от прототипа существенными признаками, направленных на достижение указанного технического результата.
Таким образом, предложенное техническое решение соответствует установленным условиям патентоспособности изобретения.
Других известных технических решений аналогичного назначения с подобными существенными признаками заявителем не обнаружено.
На чертеже представлена схема раскрепления рельсовой плети при реализации способа.
Предложенный способ ремонта рельсов железнодорожного пути без удаления их с полотна осуществляют следующим образом.
Пример конкретного выполнения способа.
После закрытия перегона и до прибытия к месту работ путевой рельсосварочной машины удаляют временно уложенный одиночный рельс и отрезают от части плети, имеющий большую длину, конец с болтовыми отверстиями. При восстановлении в один этап из рельсовой плети вырезают дефектный участок длиной не менее 6 м.
Обрезают рельсы под сварку передвижными рельсорезными станками, в том числе с абразивным инструментом. Торцовые поверхности рельсов после обрезки должны быть перпендикулярными к продольной оси рельса, отклонения по вертикали и горизонтали не должны превышать 2 мм.
В местах сварки отрывают балласт на 10-15 см ниже подошвы и сдвигают одну шпалу для обеспечения доступа к сварному стыку при его березке.
По прибытии к месту работы путевой рельсосварочной машины подготовленную ранее рельсовую вставку укладывают на место удаленного одиночного рельса (или вырезанного дефектного участка плети). Затем эту вставку сваривают с закрепленной частью рельсовой плети.
Сварку второго стыка рельсовой вставки выполняют после полного или частичного раскрепления оставшейся части плети. Полное раскрепление оставшейся части плети выполняют в случае расположения дефекта на расстоянии от ее ближайшего конца не более 120 м. При большем удалении дефекта плеть раскрепляют частично.
Полностью раскрепляют оставшуюся часть плети путем отвертывания гаек клеммных болтов на 9-10 оборотов. Освобожденную от закрепления часть плети устанавливают на ролики, если ее длина превышает 100 м. Ролики диаметром 20-22 мм и длиной 100 мм укладывают под подошву рельса на каждую 15-ю подкладку.
Освобожденную от закрепления часть плети с помощью прибора для разгонки зазоров перемещают в направлении уравнительного рельса на размер технологического припуска на оплавление и осадку при сварке. Конец плети со стороны уравнительного рельса должен быть отведен в сторону.
Частичное раскрепление оставшейся части плети выполняют в соответствии со схемой, представленной на чертеже, в направлении, указанном стрелкой. На схеме показаны ввариваемая рельсовая вставка АВ, раскрепленная BD и изгибаемая CD части плети. На участке ВС длиной 5 м клеммы рельсовых скреплений ослабляют для обеспечения перемещения плети в продольном направлении. На участке CD длиной 40 м клеммы рельсовых скреплений должны быть удалены.
После сварки первого стыка вставки с плетью производят разметку для обрезки рельса и сварки второго стыка.
Для этого против торца приваренного рельса (точка В) на плети наносят по линейке контрольную метку (риску), от которой отмеряют в направлении вставки технологический припуск на оплавление, осадку и косину реза, равный 5 мм. По этому размеру конец рельсовой плети должен быть обрезан.
Раскрепленную часть плети на участке CD выводят из-под подкладок и изгибают в горизонтальной плоскости на прямолинейных участках в направлении к оси пути, а на криволинейных участках - в направлении наружной стороны, при этом плеть изгибают до совпадения торцов приваренной вставки и обрезанного конца рельсовой плети.
При сварке второго стыка рельсовой вставки изогнутую часть плети выпрямляют в процессе оплавления и осадки.
Перемещения рельсов при сварке контролируют по относительному смещению контрольных меток (рисок), нанесенных на подошве и подкладках не менее, чем в трех местах.
По окончании процесса сварки общее перемещение конца рельсовой плети, измеренные по рискам (наибольшее из измерений) с помощью линейки, должно быть равно величине технологического припуска на оплавление, осадку и косину реза, при этом отклонение допускается в пределах от -1 до +3 мм и не должно быть полного выпрямления изогнутой части плети.
На прямолинейных участках пути и в кривых с радиусом, не более 1000 м, остаточная стрела изгиба плети должна быть в пределах от 15 до 30 см, в криволинейных участках пути радиусом 999-600 м - от 10 до 20 см, а при радиусе менее 600 м - от 5 до 15 см.
Стрелу изгиба плети измеряют по наибольшему расстоянию от внутреннего (относительно изгиба плети) края подошвы до более удаленной от рельса реборды подкладки. Фактическое значение остаточной стрелы изгиба плети по окончании сварки измеряют и записывают в сменный рапорт, который подписывают сварщик и представитель дистанции пути.
В случаях, когда отклонение общего перемещения конца рельсовой плети при сварке второго стыка или остаточная стрела изгиба плети отсутствует, сварной стык бракуют и вырезают из рельсовой плети.
В процессе естественного остывания (через 2-3 мин после окончания процесса сварки) оставшуюся изогнутой часть рельсовой плети выпрямляют приложением поперечного усилия.
После окончательного выпрямления плети устанавливают клеммы рельсовых скреплений и завертывают гайки, при этом плеть закрепляют в направлении от наиболее удаленной части (точки D) раскрепленного участка в направлении к сварным стыкам (точки В и А).
Плеть перемещают в поперечном направлении при изгибе, сварке и выпрямлении рельсов по металлическим скользунам в количестве не менее трех, равномерно распределенным на участке изгиба.
Переезд по сварному стыку путевой рельсосварочной машины разрешают не ранее, чем через 15 мин после окончания процесса сварки.
Открытие перегона для движения поездов с установленной скоростью (80 км/ч и выше) разрешается только после:
- проверки сварных стыков ультразвуковым дефектоскопом;
- окончательного закрепления гаек клеммных болтов на всех шпалах;
- выправки рельсового пути в местах сварки;
- выправки рельсового пути по всему участку работ.
Допускаются открывать движение поездов в соответствии с Инструкцией по обеспечению безопасности движению поездов при производстве путевых работ со скоростью:
- 60 км/ч - при закреплении клеммных болтов на каждой второй шпале;
- не более 40 км/ч - при закреплении клеммных болтов на каждой третьей шпале в кривых и на каждой четвертой в прямых;
- не более 25 км/ч - при закреплении клеммных болтов на каждой пятой шпале. Восстанавливают плети сваркой в пути согласно Техническим указаниям на укладку и содержание бесстыкового пути в расчетном интервале при температурах не ниже температуры закрепления рельсовых плетей.
Если плеть закреплена в верней половине расчетного интервала температур, то допускается сваривать плети при температуре ниже температуры закрепления, но не более чем на 5°С.
При сварке, выполненной при других температурах, с наступлением расчетных температур перезакрепляют плеть с разрядкой напряжений в ней.
При восстановлении с полным раскреплением превращаемой рельсовой плети, если ее закрепляли после сварки не в расчетном интервале температур, в дальнейшем при наступлении расчетного интервала температур выполняют разрядку напряжений на длине раскрепления плети плюс 50 м в соответствии Техническими условиями на укладку и содержание бесстыкового пути.
При восстановлении с частичным раскреплением рельсовой плети выполняют местное перезакрепление плети на длине 300 м (по 150 м в обе стороны от второго сваренного стыка) с разрядкой напряжений раскрепленной части, если сварка выполнена в расчетном интервале при температуре, превышающей температуру закрепления не более чем на 15°С.
Применение предложенного способа обеспечивает расширение технологических возможностей за счет обеспечения возможности сварки рельсов железнодорожного пути как прямолинейного направления, так и криволинейных участков пути при повышении механических свойств сварного шва и сокращении времени сварки рельсового пути.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ КАТАНИЯ ЖЕЛЕЗНОДОРОЖНОГО РЕЛЬСОВОГО ПУТИ БЕЗ ЕГО СНЯТИЯ С ПОЛОТНА | 2009 |
|
RU2421309C1 |
| СПОСОБ СВАРКИ РЕЛЬСОВЫХ СТЫКОВ | 2005 |
|
RU2304495C2 |
| СПОСОБ УДАЛЕНИЯ ДЕФЕКТНОГО УЧАСТКА РЕЛЬСОВОЙ ПЛЕТИ БЕССТЫКОВОГО ПУТИ И ВОССТАНОВЛЕНИЯ ЕЕ ЦЕЛОСТНОСТИ СВАРКОЙ | 2005 |
|
RU2300601C1 |
| СПОСОБ СВАРКИ РЕЛЬСОВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2007 |
|
RU2356712C1 |
| Способ удлинения рельсовой плети бесстыкового пути | 1982 |
|
SU1017757A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ СТАЛЬНЫХ ДЕТАЛЕЙ | 2005 |
|
RU2299115C1 |
| Способ изготовления рельсовых плетей и комплекс для осуществления способа | 2017 |
|
RU2681046C1 |
| Способ сварки рельсовых плетей бесстыкового пути | 1982 |
|
SU1043222A1 |
| СПОСОБ КОНТРОЛЯ УГОНА РЕЛЬСОВЫХ ПЛЕТЕЙ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2011 |
|
RU2492088C2 |
| СПОСОБ ТЕРМИТНОЙ СВАРКИ РЕЛЬСОВ | 2021 |
|
RU2757644C1 |
Изобретение относится к сварке и может быть использовано для производства ремонта рельсов железнодорожного пути без удаления их с полотна. Способ ремонта рельсов железнодорожного рельсового пути без удаления их с полотна заключается в том, что на место удаленного дефектного участка укладывают рельсовую вставку и осуществляют сварку первого стыка с закрепленной частью рельсовой плети. Далее выполняют полное или частичное раскрепление в горизонтальной плоскости оставшейся части рельсовой плети на прямолинейных участках пути с изгибом к оси пути и на криволинейных участках пути с изгибом в наружную сторону до совпадения торцов приваренной вставки и обрезанного конца рельсовой плети. Затем перемещают освобожденную часть плети в продольном направлении в сторону уравнительного рельса на размер технологического припуска на оплавление и осадку. Наносят не менее чем в трех местах контрольные метки на подошве рельса и подкладках, производят разметку для обрезки рельса и осуществляют сварку второго стыка, технологическую выдержку по времени и выпрямление изогнутой части рельсовой плети посредством приложения поперечного усилия в процессе оплавления и осадки, ведя контроль текущего перемещения рельсов при сварке по относительному смещению контрольных меток. При этом соединение концов рельса осуществляют непрерывной электродуговой сваркой при повышенной силе сварочного тока по всей ширине рельсов до максимального заполнения межрельсового технологического зазора с превышением поверхности катания рельса. После окончания сварки осуществляют необходимое естественное остывание и устанавливают рельсовые скрепления пути. Технический результат заключается в расширении технологических возможностей за счет обеспечения возможности сварки рельсов железнодорожного пути как прямолинейного направления, так и криволинейных участков пути, при повышении механических свойств сварного шва и сокращении времени сварки рельсового пути. 1 ил.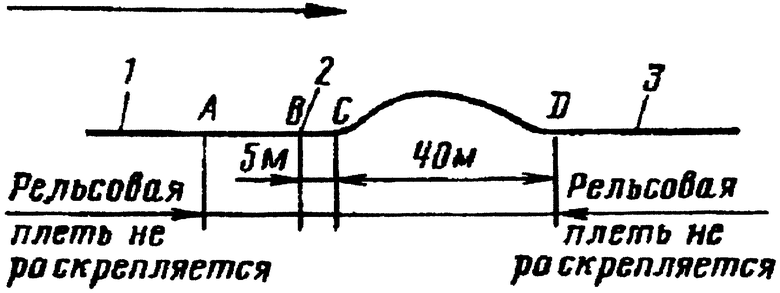
Способ ремонта рельсов железнодорожного рельсового пути без удаления их с полотна, при котором из рельсовой плети осуществляют вырезание дефектного участка действующего пути и соединение концов рельсов сваркой, отличающийся тем, что на место удаленного дефектного участка укладывают рельсовую вставку и осуществляют сварку первого стыка с закрепленной частью рельсовой плети, выполняют полное или частичное раскрепление в горизонтальной плоскости оставшейся части рельсовой плети на прямолинейных участках пути с изгибом к оси пути и на криволинейных участках пути с изгибом в наружную сторону до совпадения торцов приваренной вставки и обрезанного конца рельсовой плети, перемещают освобожденную часть плети в продольном направлении в сторону уравнительного рельса на размер технологического припуска на оплавление и осадку, наносят не менее чем в трех местах контрольные метки на подошве рельса и подкладках, производят разметку для обрезки рельса, осуществляют сварку второго стыка, технологическую выдержку по времени и выпрямление изогнутой части рельсовой плети посредством приложения поперечного усилия в процессе оплавления и осадки, ведя контроль текущего перемещения рельсов при сварке по относительному смещению контрольных меток, при этом соединение концов рельса осуществляют непрерывной электродуговой сваркой при повышенной силе сварочного тока по всей ширине рельсов до максимального заполнения межрельсового технологического зазора с превышением поверхности катания рельса, а после окончания сварки осуществляют необходимое естественное остывание и устанавливают рельсовые скрепления пути.
| СПОСОБ РЕМОНТА РЕЛЬСОВ | 1998 |
|
RU2124424C1 |
| СПОСОБ УДАЛЕНИЯ ПОВРЕЖДЕННЫХ ОТРЕЗКОВ РЕЛЬСОВ И МАШИНА ДЛЯ ЭТОГО | 2006 |
|
RU2298610C1 |
| US 5469791 A, 28.11.1995 | |||
| Технические указания по устройству, укладке, содержанию и ремонту бесстыкового пути | |||
| - М.: Транспорт, 2000, с.84-87. | |||

