Изобретение относится к способу извлечения кольцевых эластомерных фасонных деталей с формовочного стержня, согласно ограничительной части пункта 1 формулы изобретения, а также к устройству для выполнения такого способа, согласно ограничительной части пункта 9 формулы изобретения.
Изготовление эластомерных фасонных деталей, в частности резиновых колец, осуществляется в настоящее время по существу с помощью способа литья под давлением, при этом на формовочном стержне выполняется множество расположенных параллельно, имеющих форму получаш формовочных гнезд. Противоположные формы в виде насаживаемых снаружи на формовочный стержень в виде формовочных щек, содержат также имеющие форму получаш формовочные гнезда, так что при наложенных формовочных щеках образуются полые пространства, в которые можно вводить каучук или пластмассовые материалы, которые после их вулканизации образуют кольцевые фасонные детали. Они используются, в частности, в технике сточных вод.
Для извлечения фасонных деталей из формы для литья под давлением сначала с формовочного стержня снимаются формовочные щеки, а затем необходимо фасонные детали, которые еще наполовину лежат в формовочных гнездах, снимать с формовочного стержня. На основании их эластомерных свойств, фасонные детали, как правило, стягиваются в продольном направлении над поверхностью формовочного стержня и снимаются с его свободного конца.
Из DE-OS 21 15 680 известно снимающее устройство, которое имеет проходящие в осевом направлении формовочного стержня ремни, которые приводятся в действие противоположно друг другу так, что снимающие ремни во время процесса снятия перемещаются к свободному концу формовочного стержня и тем самым сдвигают фасонные детали по формовочному стержню.
Из DE 30 23 447 известно аналогичное снимающее устройство, которое выполнено в виде жесткого удлиненного тела, которое установлено с возможностью перемещения, при приставлении к окружности подлежащих снятию колец, параллельно оси формовочного стержня и с возможностью свободного движения против направления снятия. Из этой публикации известно также альтернативное осуществление снятия колец с помощью устройства с использованием сжатого воздуха.
Наконец, из DE 33 06 513 известно аналогичное устройство, в котором снимающее приспособление имеет захватывающий сзади последнее кольцо крюк, с целью облегчения снятия.
В принципе, во всех указанных выше устройствах требуется проведение колец от места, в котором они изготовлены на формовочном стержне, до свободного конца формовочного стержня над формовочным стержнем, при этом находящиеся в ходе пути снятия формовочные гнезда либо еще заполнены, либо уже пусты. При этом в любом случае кольца стягиваются по снабженной впадинами и возвышениями поверхности, что связано с большой опасностью повреждения колец или, в частности, при больших диаметрах или не круглой форме, сцепления друг с другом, так что требуется последующая обработка колец. Другой недостаток состоит в том, что указанные снимающие устройства трудны в регулировании, поскольку они при слишком малом давлении на фасонные детали не способны снимать фасонные детали по всему пути сдвига, а при слишком высоком давлении могут вызывать повреждение колец. Кроме того, получается большой износ формовочных стержней, который вызывается скольжением снимающего приспособления по формовочному стержню.
Поэтому в основу изобретения положена задача создания способа извлечения кольцевых эластомерных фасонных деталей с формовочного стержня, в котором фасонные детали простым образом и очень бережно можно снимать с формовочного стержня, при этом предотвращается скручивание фасонных деталей и значительно уменьшается износ формовочного стержня.
Кроме того, в основе изобретения лежит задача создания устройства для извлечения кольцевых эластомерных фасонных деталей, которое имеет простую конструкцию, предотвращает последующую обработку фасонных деталей и дешево в изготовлении.
Эти задачи решены с помощью указанных в пунктах 1 и 9 формулы изобретения признаков. Предпочтительные модификации изобретения указаны в зависимых пунктах формулы изобретения.
Изобретение исходит из способа извлечения эластомерных фасонных деталей с формовочного стержня имеющей внутренний формовочный стержень и наружные формовочные щеки формы для литья под давлением, в которой фасонные детали изготавливаются в кольцевых формовочных гнездах формовочного стержня.
Согласно изобретению, формовочный стержень, после изготовления кольцевых эластомерных фасонных деталей и удаления наружных формовочных щек, приводится во вращение вокруг своей продольной оси с такой скоростью вращения, что внутренний диаметр эластомерных фасонных деталей на основании центробежной силы увеличивается настолько, что они выходят из формовочных гнезд. Еще во время их вращения и растяжения они снимаются с формовочного стержня в осевом направлении.
В отличие от уровня техники, в котором формовочный стержень выполнен статичным, формовочный стержень, согласно изобретению, после образования фасонных деталей приводится во вращение с помощью двигателя с такой большой скоростью вращения, что создаваемые за счет этого центробежные силы, которые воздействуют на фасонные детали, приводят к тому, что фасонные детали постепенно выходят из формовочных гнезд, а затем легко, в частности, с помощью подходящего снимающего приспособления снимаются с формовочного стержня.
Если формовочный стержень для извлечения ориентирован по существу горизонтально, то требуется снимающее или сталкивающее приспособление, которое удаляет изготовленные вращающиеся кольца с формовочного стержня. Однако когда формовочный стержень ориентирован под углом к горизонтали или вертикально, то вращающиеся кольца после их извлечения из формовочных гнезд могут также под действием их собственного веса без дополнительной помощи спадать с формовочного стержня и передаваться в приемное устройство.
При вращении формовочного стержня с высокой скоростью вращения, фасонные детали сначала на одной стороне выходят из формовочных гнезд. За счет этого они получают при своем обращении вокруг формовочного стержня по существу овальную форму. Для их перевода во время вращения по существу в круговую форму, они предпочтительно отдавливаются назад с помощью расположенного параллельно оси формовочного стержня направляющего стержня к формовочному стержню, так что овальная форма уменьшается, и кольца во время своего вращения приводятся по существу в круговую форму, которая ориентирована концентрично формовочному стержню.
Для предотвращения торможения вращающихся с высокой скоростью вращения фасонных деталей направляющим стержнем может быть предусмотрено, что он сам приводится в противоположное формовочному стержню вращение, так что он хотя и вызывает образование круглой формы колец, однако не вызывает торможения колец, так что их диаметр при сохранении большой скорости вращения остается по существу неизменным.
Для обеспечения возможности сдвига колец в направлении снятия, направляющий стержень предпочтительно снабжен проходящими наклонно направляющими желобками. Он может иметь также щеткообразную структуру, которая расположена в виде спирали вокруг направляющего стержня, так что при его вращении на вращающиеся кольца может передаваться боковой импульс давления, который перемещает их в направлении конца снятия формовочного стержня.
Скорость вращения формовочного стержня зависит от ряда параметров, в частности, от диаметра, поперечного сечения и эластичности фасонных деталей, температуры и/или формы поперечного сечения формовочных гнезд. Поскольку форма поперечного сечения формовочных гнезд соответствует форме поперечного сечения фасонных деталей, то в некоторых случаях может быть необходимо повышать скорость вращения по сравнению с требуемой при круглых в поперечном сечении кольцах скоростью, с целью обеспечения возможности выхода из формовочных гнезд также не круглых колец или колец с уплотнительными манжетами.
Скорость вращения выбирается настолько большой, что можно все изготовленные на формовочном стержне кольца без дополнительного механического расширения снимать с формовочного стержня. В качестве альтернативы снятию с соприкосновением с помощью щеток или направляющего стержня имеется также возможность перемещения фасонных деталей с помощью толчков сжатого воздуха в направлении конца снятия формовочного стержня.
В альтернативном варианте выполнения может быть также предусмотрено после изготовления фасонных деталей надвигание на формовочный стержень с фасонными деталями втулки, внутренний диаметр которой имеет расстояние до наружного диаметра формовочного стержня, который больше диаметра поперечного сечения фасонных деталей. Втулка предпочтительно приводится во вращение с той же скоростью, что и формовочный стержень, что приводит к тому, что, когда фасонные детали выходят из формовочных гнезд, то они прилегают своим наружным диаметром к внутренней стороне вращающейся втулки. Пока сохраняется высокая скорость вращения втулки, кольца также остаются сцепленными с ее внутренней стороной. При этом формовочный стержень можно выдвигать из втулки, так что затем скорость вращения втулки может быть уменьшена, а затем кольца выпадают из втулки или могут быть извлечены из нее.
Пригодное для выполнения такого способа устройство имеет формовочный стержень, который с помощью привода от двигателя можно приводить во вращение с высокой скоростью. Для этого формовочный стержень может быть соединен через сцепление с вращательным приводом или же может быть соединен непосредственно с приводным двигателем. Поскольку формовочный стержень может иметь длину вплоть до 1 м, то предпочтительно свободный конец формовочного стержня при вращении установлен на дорн, который компенсирует эксцентриситеты формовочного стержня при вращении. Дорн может одновременно образовывать приемный дорн для снимаемых с формовочного стержня колец.
Для приведения при высокой скорости вращения фасонных деталей на формовочном стержне в центральное положение относительно формовочного стержня, может быть предусмотрен расположенный параллельно формовочному стержню направляющий стержень, который расположен либо на неизменном расстоянии от формовочного стержня, либо предусмотрена возможность изменения его расстояния до формовочного стержня, при этом направляющий стержень при горизонтальном расположении формовочного стержня находится под формовочным стержнем, с целью сдвига оси вращения фасонных деталей к оси вращения формовочного стержня.
Способ, согласно изобретению, создает возможность особенно бережного снятия фасонных деталей с формовочного стержня. Он предотвращает повреждения и препятствует также скручиванию фасонных деталей, которое происходит в снимающих устройствах, согласно уровню техники. Не происходит износ формовочного стержня. Фасонные детали не скручиваются и несколько фасонных деталей не могут сцепляться друг с другом, так что не требуется последующая сортировка или выправление фасонных деталей.
Изобретение применимо для всех кольцеобразно замкнутых эластомерных фасонных деталей, в частности, из каучуковых или кремнекаучуковых материалов, включая круглые, овальные, прямоугольные формы, которые могут также иметь различную длину поперечного сечения в осевом и радиальном направлении. Поэтому возможно также изготавливать уплотнительные манжеты непосредственно в кольцевой форме, без необходимости кольцеобразного приклеивания их в виде прессованных профилей.
Изобретение поясняется ниже более подробно на основании примера выполнения со ссылками на прилагаемые чертежи, на которых изображено:
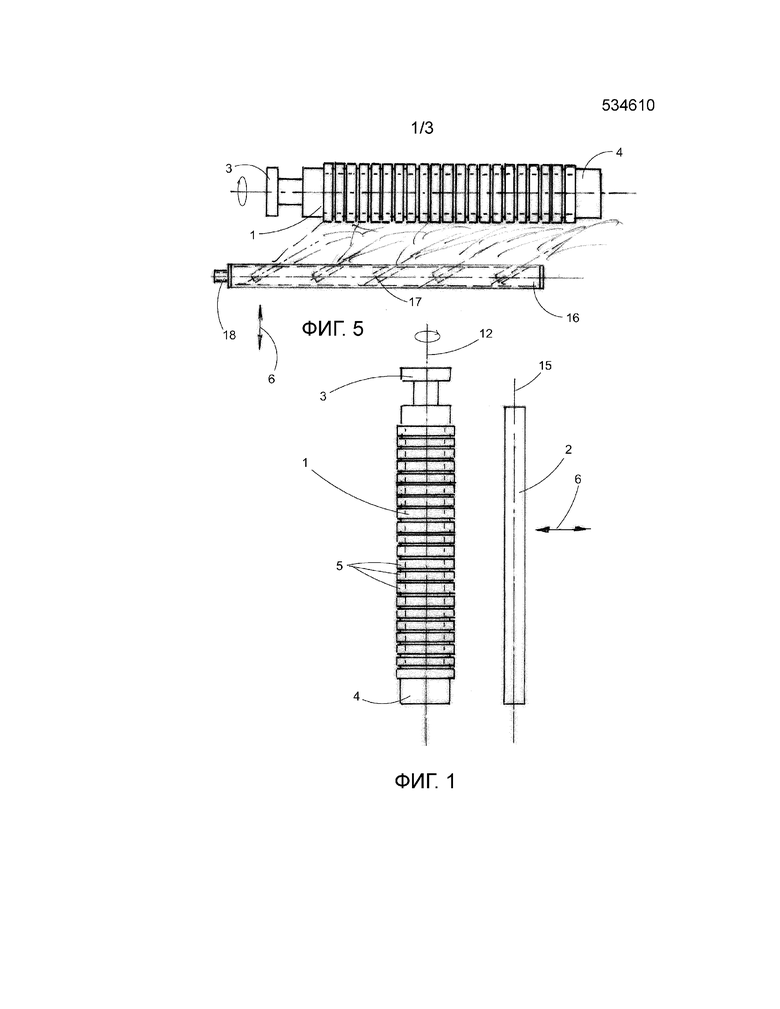
фиг. 1 – вертикально ориентированный формовочный стержень с расположенной параллельно ему направляющей планкой, которая установлена с возможностью перемещения в радиальном направлении к формовочному стержню;
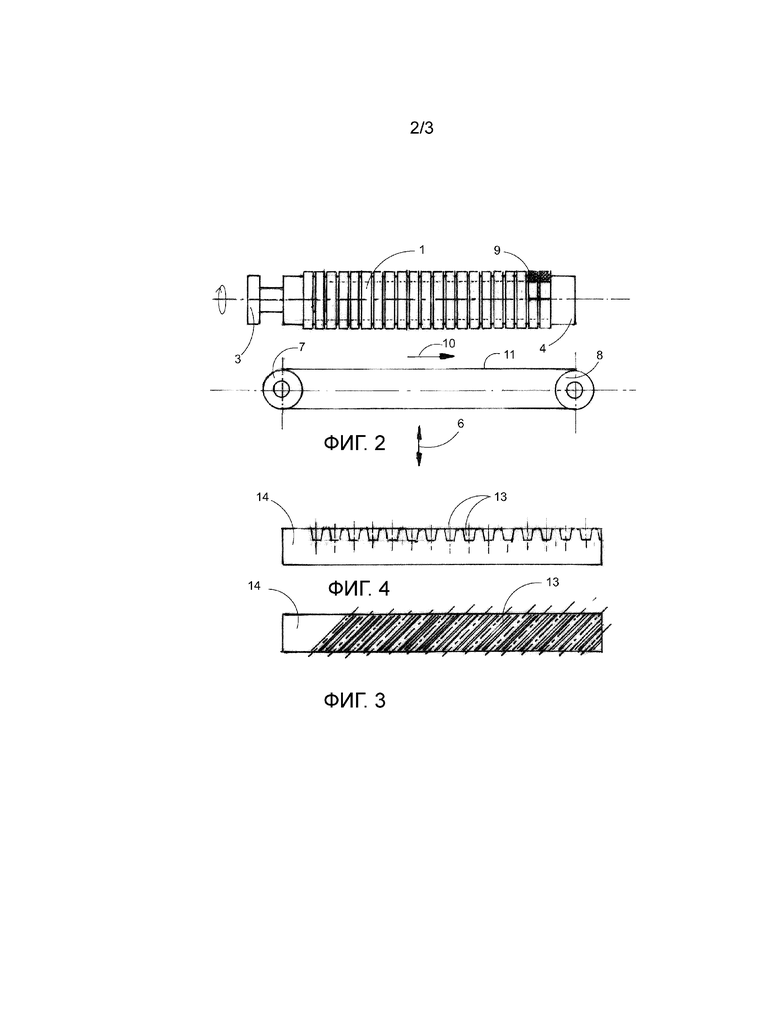
фиг. 2 – вертикально ориентированный формовочный стержень с расположенной параллельно ему и приводимой в движение снимающей лентой, которую можно подводить в радиальном направлении снизу к формовочному стержню;
фиг. 3 – вращаемый направляющий стержень, который имеет спиральную структуру поверхности, при вращении которого вызывается сдвиг фасонной детали в направлении конца снятия формовочного стержня, на виде сверху;
фиг. 4 – разрез фиг. 3;
фиг. 5 - направляющий стержень, который соединен с источником сжатого воздуха и транспортирует фасонные детали с помощью сжатого воздуха в направлении снятия;
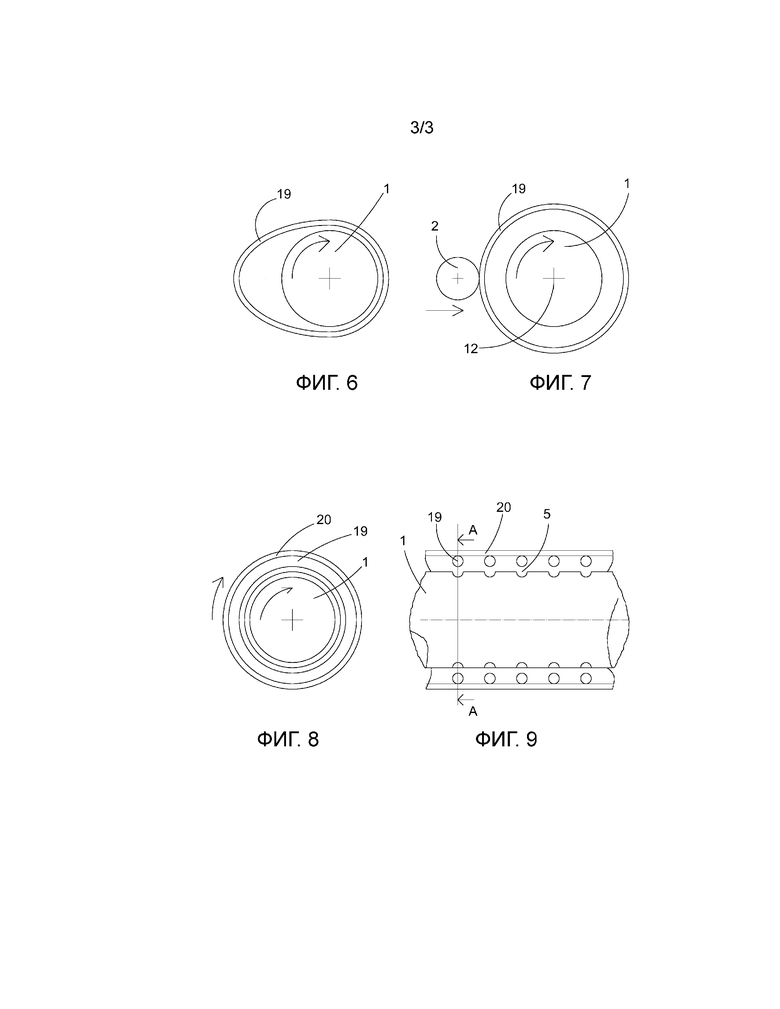
фиг. 6 – поперечный разрез формовочного стержня с фасонной деталью, которая приводится во вращение с высокой скоростью вращения;
фиг. 7 – вид деформации фасонной детали при придвинутом сбоку к формовочному стержню направляющем стержне;
фиг. 8 – второй вариант выполнения с расположенной вокруг формовочного стержня втулкой;
фиг. 9 – разрез по линии А-А на фиг. 8 с изображением прилегающих при высокой скорости вращения к внутренней стороне втулки фасонных деталей.
Показанный на фиг. 1 вертикально ориентированный формовочный стержень 1 содержит ряд формовочных гнезд 5, в которых отливаются под давлением не изображенные фасонные детали, в частности, круглые в поперечном сечении уплотнительные кольца, например, с диаметром 100 мм. Формовочный стержень 1 соединен через подходящую муфту 3 сцепления с вращательным приводом, или он может быть уже в машине для литья под давлением соединен с вращательным приводом, при этом в этом случае, как правило, применяется горизонтальное расположение. С помощью вращательного привода формовочный стержень 1 приводится во вращение с высокой скоростью вращения, которая при диаметре фасонной детали 100 мм составляет примерно 2000-3000 оборотов в минуту. При меньших диаметрах необходимо выбирать, соответственно, более высокие скорости вращения. Выбор скорости вращения зависит также от формы поперечного сечения фасонных деталей и модуля эластичности фасонных деталей. Чем мягче и гибче фасонные детали, тем более низкой можно выбирать скорость вращения. Однако скорость вращения должна выбираться настолько большой, что фасонные детали могут за счет центробежной силы выходить из формовочных гнезд 5.
Поскольку фасонные детали при высокой скорости вращения сначала выходят на одной стороне формовочного стержня из формовочных гнезд 5, то они принимают овальную форму, которая, как правило, препятствует простому снятию фасонных деталей с формовочного стержня. Поэтому в радиальном направлении 6 к формовочному стержню 1 подводится направляющий стержень 2, который обращающиеся вокруг фасонные детали в их максимальном радиусе отжимает назад к оси 12 формовочного стержня. За счет этого фасонные детали снова переводятся по существу в концентричную кольцевую форму, так что они почти не имеют больше соприкосновения с формовочным стержнем, и поэтому за счет собственного веса могут спадать с формовочного стержня, или их можно снимать с него.
На фиг. 2 показано горизонтальное расположение формовочного стержня 1, который через муфту 3 сцепления приводится во вращение с высокой скоростью вращения. В этом варианте выполнения вращающиеся фасонные детали с помощью снимающего приспособления, состоящего по существу из двух направляющих роликов 7 и 8, а также снимающей ленты 11, снимаются с формовочного стержня 1 в направлении 10 снятия. Для этого снимающее приспособление подводится медленно снизу к формовочному стержню 1 до легкого соприкосновения снимающей ленты с фасонными деталями. За счет импульса соприкосновения на фасонные детали 9 оказывается относительно их положения такое воздействие, что они не только в основном направлении расширения, но также в остальной зоне выдавливаются из формовочных гнезд формовочного стержня. Затем с помощью снимающего приспособления фасонные детали друг за другом подводятся к концу 4 снятия формовочного стержня 1, и могут затем подаваться на приемный дорн. Этот приемный дорн может одновременно служить для центрирования и стабилизации вращающегося с высокой скоростью вращения формовочного стержня.
На фиг. 3 показано выполнение направляющей планки 14 со спирально проходящими углублениями 13, которые при вращении передают движение сдвига на соприкасающиеся с направляющей планкой фасонные детали. Вместо направляющей планки 14 с окружными углублениями 13 можно применять также направляющую планку, которая имеет расположенную по периметру щетку, которая может быть также выполнена спиральной, так что фасонные детали можно снимать с формовочного стержня с помощью щетки.
На фиг. 4 показано поперечное сечение направляющей планки 14 с углублениями 13.
Для предотвращения потери фасонными деталями своей скорости при их соударении с направляющей планкой может быть предусмотрено, что сама направляющая планка приводится во вращательное движение вокруг ее оси 15 (см. фиг. 1), которое противоположно направлению вращения формовочного стержня, так что также при столкновении фасонных деталей с направляющей планкой не уменьшается скорость вращения фасонных деталей.
На фиг. 5 показано расположение формовочного стержня 1 с подводимым сбоку к формовочному стержню 1 соплового стержня 16, который имеет множество выходных сопел 17, которые направляют струю сжатого воздуха на формовочный стержень 1, и который соединен с источником сжатого воздуха. Таким образом, фасонные детали сдуваются с формовочного стержня, когда сопла установлены под углом в направлении конца 4 снятия формовочного стержня.
На фиг. 6 подробно показан приводимый во вращение с высокой скоростью вращения формовочный стержень 1, на котором обращается фасонная деталь 19 овальной формы.
На фиг. 7 показано то же выполнение с подведенным направляющим стержнем 2, который вызывает оттеснение назад фасонной детали в направлении оси 12 вращения формовочного стержня 1. При достаточно высокой скорости вращения фасонной детали 19 ее внутренний диаметр на основании центробежной силы больше наружного диаметра формовочного стержня 1. За счет этого фасонную деталь при сохраняемой высокой скорости вращения можно легко отводить от формовочного стержня или, при соответствующем вертикальном или наклонном расположении формовочного стержня, фасонная деталь 16 может также самостоятельно спадать с формовочного стержня 1.
На фиг. 9 показан альтернативный вариант выполнения устройства, согласно изобретению, в котором вместо направляющего стержня 2 применяется втулка 20, внутренний диаметр которой имеет расстояние от наружного диаметра формовочного стержня 1, который больше наружного диаметра поперечного сечения фасонной детали 19. Когда как формовочный стержень 1, так и втулка 20 приводятся во вращение с высокой скоростью вращения, то фасонные детали 19 выходят из формовочных гнезд 5 формовочного стержня 1 и прилегают к внутренней стороне втулки 20. Когда скорость вращения втулки сохраняется, то фасонные детали 19 также остаются прилегающими к внутренней стороне втулки 20. Затем формовочный стержень 1 можно выдвигать или вытягивать из втулки. На фиг. 9 показано соответствующее расположение в продольном разрезе.
ПЕРЕЧЕНЬ ПОЗИЦИЙ
1 Формовочный стержень
2 Направляющий стержень
3 Муфта сцепления
4 Конец снятия
5 Формовочное гнездо
6 Радиальное направление
7 Направляющий ролик
8 Направляющий ролик
9 Фасонная деталь
10 Осевое направление
11 Снимающая лента
12 Ось вращения
13 Углубление
14 Направляющая планка
15 Ось вращения
16 Сопловой стержень
17 Сопло
18 Подвод сжатого воздуха
19 Фасонная деталь
20 Втулка
Изобретение относится к способу извлечения кольцевых эластомерных фасонных деталей с формовочного стержня. Форма для литья под давлением имеет внутренний формовочный стержень (1) и наружные формовочные щеки, фасонные детали изготавливают в кольцевых формовочных гнездах (5) формовочного стержня (1) параллельно друг другу. После удаления наружных формовочных щек формовочный стержень (1), который содержит на своей поверхности изготовленные эластомерные фасонные детали, перемещают вокруг своей продольной оси (12) с такой скоростью вращения, что внутренний диаметр эластомерных фасонных деталей за счет центробежной силы увеличивается настолько, что фасонные детали выходят из формовочных гнезд (5), и еще во время их вращения в осевом направлении обеспечивается возможность их снятия с формовочного стержня (1). Изобретение обеспечивает создание устройства для извлечения кольцевых эластомерных фасонных деталей, которое имеет простую конструкцию, предотвращает последующую обработку фасонных деталей и дешево в изготовлении. 2 н. и 16 з.п. ф-лы, 9 ил.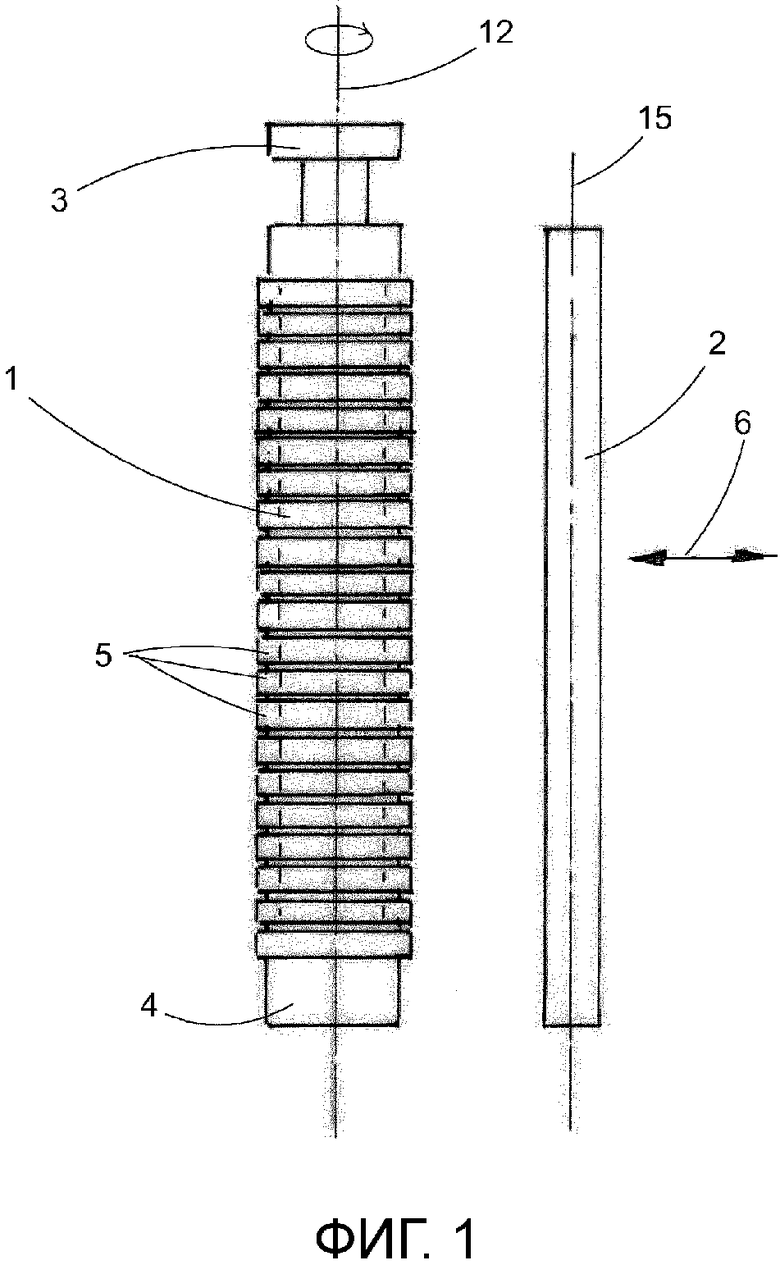
1. Способ извлечения кольцевых эластомерных фасонных деталей с формовочного стержня формы для литья под давлением, имеющей внутренний формовочный стержень (1) и наружные формовочные щеки, в которой фасонные детали (9) изготавливают в кольцевых формовочных гнездах (5) формовочного стержня (1) параллельно друг другу, отличающийся тем, что после удаления наружных формовочных щек формовочный стержень (1), который содержит на своей поверхности изготовленные эластомерные фасонные детали (9), перемещают вокруг своей продольной оси (12) с такой высокой скоростью вращения, что внутренний диаметр эластомерных фасонных деталей (9) за счет центробежной силы увеличивается настолько, что фасонные детали (9) выходят из формовочных гнезд (5), и еще во время их вращения в осевом направлении (10) обеспечивается возможность их снятия с формовочного стержня (1).
2. Способ по п. 1, отличающийся тем, что фасонные детали (9) во время их вращения на формовочном стержне (1) и после их извлечения из формовочных гнезд (5) удаляют с помощью снимающего приспособления с формовочного стержня (1).
3. Способ по п. 1, отличающийся тем, что ось (12) вращения формовочного стержня (1) во время его вращения ориентирована под углом к горизонтали, причем фасонные детали (9) во время их вращения на формовочном стержне (1) и после из извлечения из формовочных гнезд (5) спадают с формовочного стержня (1) за счет собственного веса.
4. Способ по пп. 1, 2 или 3, отличающийся тем, что фасонные детали (9) во время своего вращения и после извлечения из формовочных гнезд (5) с помощью по меньшей мере одного направляющего стержня (2), расположенного параллельно оси формовочного стержня (1), приводят по существу в центральное положение относительно оси вращения формовочного стержня (1).
5. Способ по п. 4, отличающийся тем, что по меньшей мере один направляющий стержень (2) перемещают противоположно направлению вращения формовочного стержня (1), и его окружная скорость по существу соответствует окружной скорости формовочного стержня (1).
6. Способ по п. 1, отличающийся тем, что после удаления формовочных щек над формовочным стержнем (1) имеется установленная в осевом направлении относительно формовочного стержня (1) вращающаяся втулка (20), внутренний диаметр которой имеет расстояние до наружного диаметра формовочного стержня (1), который больше диаметра поперечного сечения фасонных деталей (19), причем втулку (20) приводят во вращение по существу с той же или более высокой скоростью, что и формовочный стержень (1), при этом формовочный стержень (1) после выхода фасонных деталей (19) из формовочных гнезд (5) удаляют из втулки (20), прежде чем уменьшается скорость вращения втулки (20).
7. Способ по п. 1, отличающийся тем, что скорость вращения формовочного стержня (1) выбрана в зависимости от его диаметра, поперечного сечения фасонных деталей, эластичности фасонных деталей, температуры и/или формы поперечного сечения формовочных гнезд (5).
8. Способ по п. 1, отличающийся тем, что фасонные детали (19) после удаления с формовочного стержня (1) передают на приемный дорн.
9. Устройство для извлечения кольцевых эластомерных фасонных деталей с формовочного стержня формы для литья под давлением, имеющей внутренний формовочный стержень (1) и наружные формовочные щеки для осуществления способа по п. 1, при этом формовочный стержень (1) имеет ряд образованных параллельно друг другу на наружной окружности формовочного стержня (1) кольцевых формовочных гнезд (5), в которых при взаимодействии с наружными формовочными щеками можно создавать эластомерные фасонные детали, отличающееся тем, что формовочный стержень (1) выполнен с возможностью вращения вокруг своей продольной оси и с возможностью приведения во вращение после удаления наружных формовочных щек с такой окружной скоростью, что созданные в формовочных гнездах (5) фасонные детали (19) за счет центробежной силы выходят из формовочных гнезд (5), и обеспечивается возможность их удаления в осевом направлении (10) с формовочного стержня (1).
10. Устройство по п. 9, отличающееся тем, что предусмотрен направляющий стержень (2), который посредством бокового подвода к формовочному стержню (1) приводит вращающиеся на нем фасонные детали (19) по существу в центральное положение относительно оси вращения формовочного стержня (1).
11. Устройство по п. 10, отличающееся тем, что направляющий стержень (2) выполнен в качестве снимающего приспособления, с помощью которого обеспечивается возможность снятия вышедших из формовочных гнезд (5) фасонных деталей (19) в продольном направлении формовочного стержня (1).
12. Устройство по п. 11, отличающееся тем, что снимающее приспособление имеет спиральную структуру поверхности и выполнено с возможностью вращения.
13. Устройство по п. 11 или 12, отличающееся тем, что снимающее приспособление имеет щеткообразную структуру поверхности.
14. Устройство по п. 11, отличающееся тем, что снимающее приспособление содержит действующую в осевом направлении (10) формовочного стержня (1) вращающуюся снимающую ленту (11).
15. Устройство по п. 11, отличающееся тем, что снимающее приспособление соединено с источником (18) сжатого воздуха, причем снимающее приспособление содержит выпускные сопла, которые направлены наклонно относительно вращающихся фасонных деталей (19) так, что фасонные детали (19) во время своего вращения направляются с помощью сжатого воздуха к концу снятия формовочного стержня (1).
16. Устройство по п. 11 или 14, отличающееся тем, что формовочный стержень (1) ориентирован по существу горизонтально.
17. Устройство по п. 9 или 10, отличающееся тем, что формовочный стержень (1) во время вращения ориентирован под углом относительно горизонтали.
18. Устройство по п. 9, отличающееся тем, что предусмотрена втулка (20), которая после удаления наружных формовочных щек может направляться коаксиально над формовочным стержнем (1) и вместе с формовочным стержнем (1) приводиться во вращение, при этом внутренний диаметр втулки (20) имеет расстояние от наружного диаметра формовочного стержня (1), который больше диаметра поперечного сечения фасонных деталей (19), и что формовочный стержень (1) во время вращения втулки (20) выполнен с возможностью удаления из нее.
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕПИЯ ПОЛЫХ ИЗДЕЛИЙ | 0 |
|
SU279027A1 |
| ЛИТЬЕВАЯ ФОРМА | 1991 |
|
RU2029681C1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ СФОРМОВАННОГО ИЗДЕЛИЯ ИЗ ПРЕСС-ФОРМЫ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И СФОРМОВАННОЕ ИЗДЕЛИЕ | 2007 |
|
RU2388600C1 |
| Вибрационный дозатор | 1987 |
|
SU1465403A1 |
| СПОСОБ ПОЛУЧЕНИЯ СФЕРИЧЕСКИХ КОЛЛОИДНЫХ НАНОРАЗМЕРНЫХ ЧАСТИЦ ЗОЛОТА МЕТОДОМ ИМПУЛЬСНОЙ ЛАЗЕРНОЙ АБЛЯЦИИ | 2023 |
|
RU2825640C1 |

