ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится, в общем, к области получения металлических изделий центробежным литьем, а более конкретно к области центробежного литья железных труб.
УРОВЕНЬ ТЕХНИКИ
Способ центробежного литья металлических изделий, в частности, железных труб, хорошо известен и применяется в промышленности уже в течение почти столетия. Машина для центробежного литья включает систему подачи, например, желоб, и центробежную изложницу. Расплавленное железо наливают из машинного литейного ковша в желоб. Желоб проходит во внутреннюю часть центробежной изложницы, обычно в ее осевом направлении. Один из концов изложницы обычно включает стержень, например, песчаный стержень, для точного формования той части, которая называется раструбом трубы. Противоположный конец трубы называется гладким концом (spigot), а удлиненный участок между ними называется телом трубы (barrel). Расплавленное железо течет по желобу под действием силы тяжести. Изложницу и желоб перемещают относительно друг друга, чтобы заполнить изложницу железом, обычно в направлении от раструба трубы вдоль тела трубы к гладкому концу. При вращении изложницы центробежная сила распределяет железо относительно равномерно по окружности изложницы. Как известно в данной области техники, обычно литейную машину приводят в движение с помощью гидравлических или иных механических средств с целью требуемого распределения железа.
Изменения в составе загружаемой смеси (т.е. источника сырья для плавки, например, железного лома), кокса и в работе вагранки приводят к изменению температуры и химического состава расплавленного железа. Это, в свою очередь, приводит к изменению величин силы трения, поверхностного натяжения, температуропроводности и текучести расплавленного железа, из которого отливают каждую трубу, что приводит к нестабильности скорости течения железа в изложницу. Даже при наличии гидравлических систем, регулируемых программируемыми логическими контроллерами (ПЛК), может быть трудно достичь единообразных результатов и соответствия техническим условиям. Например, толщина стенки трубы на одном конце трубы может не совпадать с ее толщиной на другом конце трубы. Разливщик не может вовремя определить изменения в составе железа, которые влияют на равномерность толщины стенки, чтобы отрегулировать параметры литейной машины. Изменения в составе расплавленного железа нельзя устранить экономичным способом на предприятии, где используют вторичное сырье или металлолом.
Изменение в составе расплавленного железа проявляется в изменениях температуры остановки ликвидуса и текучести расплавленного железа. Температура остановки ликвидуса (ТОЛ) представляет собой температуру, при которой происходит фазовый переход расплавленного металла в твердое состояние. Хотя температуру остановки ликвидуса можно вычислить, если известен точный химический состав расплавленного металла, этот состав может быть неизвестен. Это верно, например, для плавильных предприятий, в которых в качестве источников металла используют металлолом или другое вторичное сырье, которое содержит различные количества ключевых химических элементов: углерода, кремния и фосфора, а также некоторые количества неизвестных материалов, которые могут влиять на текучесть сплава.
Изменения температуры остановки ликвидуса приводят к изменениям текучести расплавленного металла при заданной температуре. Текучесть является технологической характеристикой расплавленного металла, которая показывает, насколько легко расплавленный металл течет в изложницу. Текучесть повышается под действием металлостатического давления и снижается под действием поверхностного натяжения, температуропроводности и трения. Используемый в литейной промышленности и в настоящем описании термин «текучесть» отличается от термина, обычно используемого в физике, где он представляет собой величину, обратную вязкости. Текучесть определяют как расстояние (в дюймах), которое протекает расплавленный металл, например, железо, при проведении стандартного спирального испытания на текучесть до тех пор, пока течение не прекратится вследствие затвердевания.
Текучесть расплавленного железа может быть выражена через углеродный эквивалент (Cэ) или параметр состава в соответствии с известными уравнениями.

где Cэ представляет собой параметр, который называют углеродным эквивалентом, а T представляет собой температуру заливки. Cэ может быть выражен следующим образом:

Углеродный эквивалент может быть использован для приблизительного определения температуры остановки ликвидуса (ТОЛ) согласно следующему уравнению:

Однако, если химический состав расплавленного железа изменяется, как, например, при литье из металлолома или вторичного сырья, а не из чугуна для плавления, поставляемого плавильными заводами, совокупное влияние таких изменений на температуру остановки ликвидуса не может быть учтено в приведенном выше уравнении, то есть оно уже не является точным.
Текучесть оказывает определяющее влияние на объем железа, подаваемого в изложницу с течением времени. Объем железа, поступающий в изложницу за единицу времени, сначала увеличивается, по мере того как желоб заполняется железом при начальном наклоне литейного ковша. Объемная скорость подачи железа в изложницу обычно достигает стационарного значения в середине процесса литья, а затем, когда в конце литья ковш отклоняют назад, подача железа снижается. Скорость увеличения подачи, достигнутая стационарная объемная скорость и скорость снижения подачи зависят от текучести.
На текучесть влияет не только температура остановки ликвидуса, но также и температура заливки расплавленного металла. Из расплавленного металла, находящегося в одном контейнере, может быть отлито множество изделий; при этом металл с течением времени остывает, так что текучесть расплавленного металла, используемого для последнего литья, может быть значительно ниже текучести расплавленного металла из той же партии, но использованного для литья первого изделия. Таким образом, если перемещение литейной машины остается одинаковым во время литья всех изделий от первого до последнего, то первое и последнее изделия в отлитом состоянии будут с большой степенью вероятности иметь различные физические характеристики, например, различную толщину стенки.
Таким образом, текучесть представляет собой комплексную проблему. Текучесть может быть различной в зависимости от партии расплавленного железа, поскольку меняется его состав, и текучесть может быть различной в зависимости от последовательности разливки одной и той же партии, поскольку расплавленное железо остывает. Кроме того, реальная текучесть расплавленного железа, которое используют в процессе литья, не может быть известна до тех пор, пока металл не заливают в желоб.
Имеющиеся в настоящее время технологии, включающие применение литейных машин, не учитывают эти изменения текучести и не предоставляют каких-либо способов регулирования перемещения литейной машины в зависимости от реальной величины текучести расплавленного железа, текущего по желобу к изложнице. В результате, для того, чтобы все получаемые трубы соответствовали техническим условиям, управляющие средства литейной машины необходимо устанавливать так, чтобы учесть практически наихудший вариант текучести. Однако это может привести к тому, что толщина стенок трубы не будет одинаковой, что требует введения больших допусков относительно значений, указанных в технических условиях. Таким образом, литье тонкостенных труб с применением имеющихся в настоящее время технологий является достаточно проблематичным.
Таким образом, существует потребность в создании установки и способа, в которых производят измерение и учет изменений текучести при каждом литье и которые позволяют получать металлические изделия центробежным литьем, обеспечивая достижение одинаковых результатов и точное соответствие заданным техническим условиям.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Воплощения настоящего изобретения удовлетворяют представленным выше требованиям, но следует иметь в виду, что не все воплощения удовлетворяют каждому требованию. Одно из воплощений относится к способу центробежного литья изделия из расплавленного металла, находящегося в контейнере, включающему: измерение температуры остановки ликвидуса расплавленного металла, находящегося в контейнере; заливку расплавленного металла в желоб с целью подачи расплавленного металла в центробежную изложницу; измерение температуры заливки расплавленного металла, залитого в желоб; вычисление текучести расплавленного металла на основании измеренной температуры остановки ликвидуса и измеренной температуры заливки; и перемещение изложницы относительно желоба с целью подачи расплавленного металла в изложницу; при этом перемещение регулируют на основании вычисленной текучести с целью подачи объема расплавленного металла в изложницу для литья изделия в соответствии с заданными техническими условиями. В одном из воплощений перемещение регулируют в соответствии с функцией преобразования, связывающей текучесть с объемом, требуемым для получения в указанной изложнице изделия, соответствующего указанным заданным техническим условиям. Изделие может представлять собой, например, железную трубу, имеющую указанную в технических условиях толщину стенки.
Другое воплощение относится к способу получения уравнений управления, связывающих текучесть расплавленного металла с требуемым объемом центробежной изложницы, предназначенной для центробежного литья изделия из расплавленного металла, наливаемого из контейнера. Способ включает запись температуры остановки ликвидуса расплавленного металла, находящегося в контейнере; заливку расплавленного металла в желоб с целью подачи расплавленного металла в центробежную изложницу; запись температуры заливки расплавленного металла, залитого в желоб; перемещение центробежной изложницы относительно желоба с целью подачи расплавленного металла в изложницу, при этом перемещение регулируют с целью подачи объема расплавленного металла в указанную изложницу для литья указанного изделия в соответствии с заданными техническими условиями; запись заранее установленного набора параметров, характеризующих указанное перемещение, и реальных технических характеристик указанного изделия в отлитом состоянии; повторение указанных выше стадий статистически значимое количество раз; и выполнение регрессионного анализа записанных параметров, записанных технических характеристик и значений текучести, вычисленных из температур остановки ликвидуса и температур заливки, с целью получения уравнений управления, связывающих указанные параметры, технические характеристики и значения текучести.
Другое воплощение относится к установке для центробежного литья изделия из расплавленного металла, включающей: центробежную изложницу; желоб для приема расплавленного металла, наливаемого из контейнера, и для подачи расплавленного металла в указанную изложницу; приводную систему для перемещения указанного желоба или указанной изложницы относительно друг друга; контроллер для управления указанной приводной системой; компьютер для программирования указанного контроллера, управляющего указанной приводной системой, с целью осуществления заданного перемещения указанной изложницы и системы подачи относительно друг друга; стакан, содержащий термопару, соединенную с указанным компьютером, для измерения температуры остановки ликвидуса указанного расплавленного металла; и пирометр для измерения температуры заливки указанного расплавленного металла. Компьютер вычисляет текучесть указанного расплавленного железа из измеренных значений температуры остановки ликвидуса и температуры заливки. Компьютер программируют, вводя функцию преобразования, связывающую текучесть с объемом расплавленного металла, требуемым для литья в изложнице изделия, соответствующего заданным техническим условиям, и с соответствующим относительным перемещением желоба и изложницы для изготовления отливки, соответствующей заданным техническим условиям. Затем компьютер программирует контроллер, управляющий указанной приводной системой, которая осуществляет относительное перемещение с целью подачи расплавленного металла в изложницу в соответствии с требуемым объемом.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Настоящее изобретение рассмотрено ниже со ссылкой на следующие неограничивающие примеры, описывающие некоторые воплощения, и на прилагаемые чертежи, где:
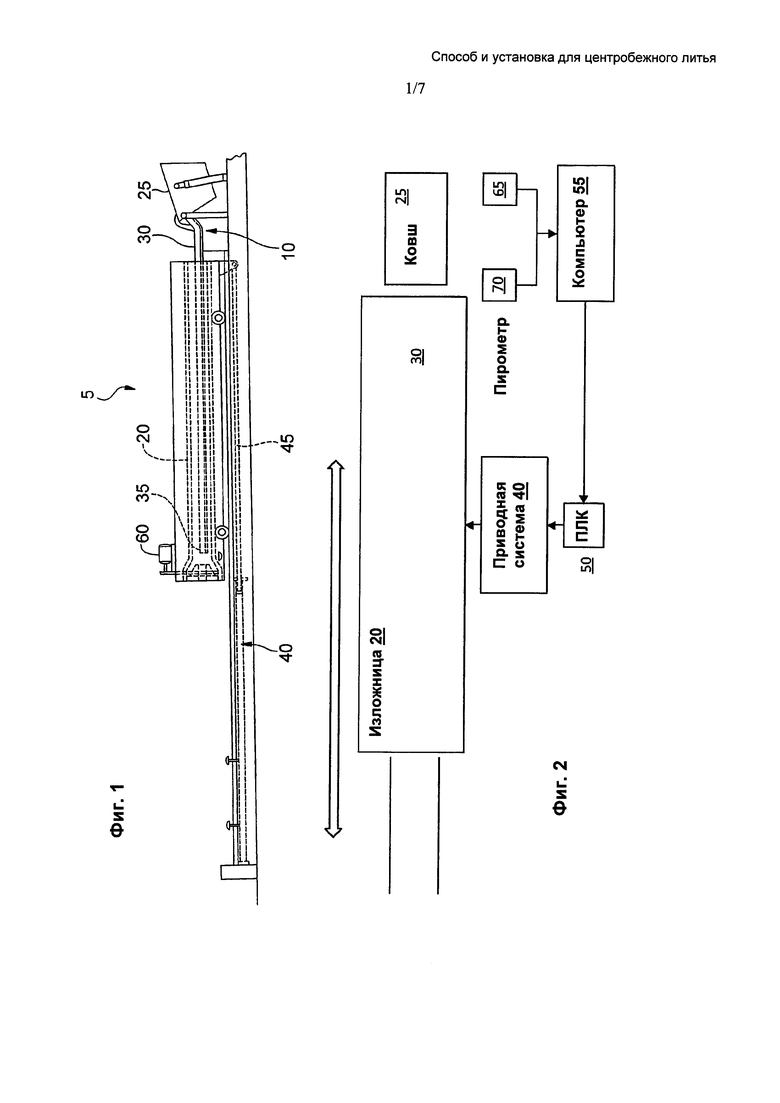
на Фиг. 1 представлен один из примеров воплощения литейной машины, которая представляет собой часть установки согласно настоящему изобретению;
на Фиг. 2 представлена блок-схема одного из воплощений установки согласно настоящему изобретению;
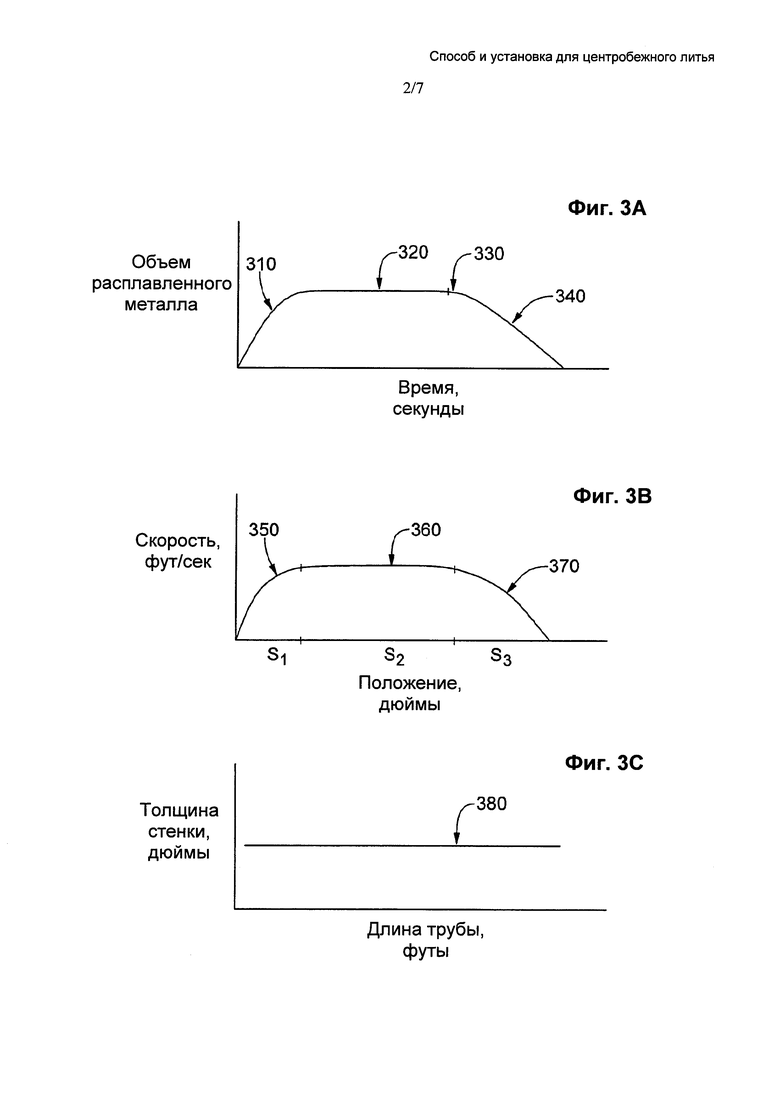
на Фиг. 3A представлен пример профиля подачи расплавленного железа, наливаемого из машинного литейного ковша, которое течет по желобу в изложницу;
на Фиг. 3B представлен пример функции преобразования, связывающей перемещения литейной машины с профилем подачи, представленным на Фиг. 3A, с целью достижения равномерной объемной подачи;
на Фиг. 3C представлен профиль равномерной объемной подачи, получаемый за счет перемещения литейной машины в соответствии с функцией преобразования, представленной на Фиг. 3B, и профилем подачи расплавленного металла, представленным на Фиг. 3A;
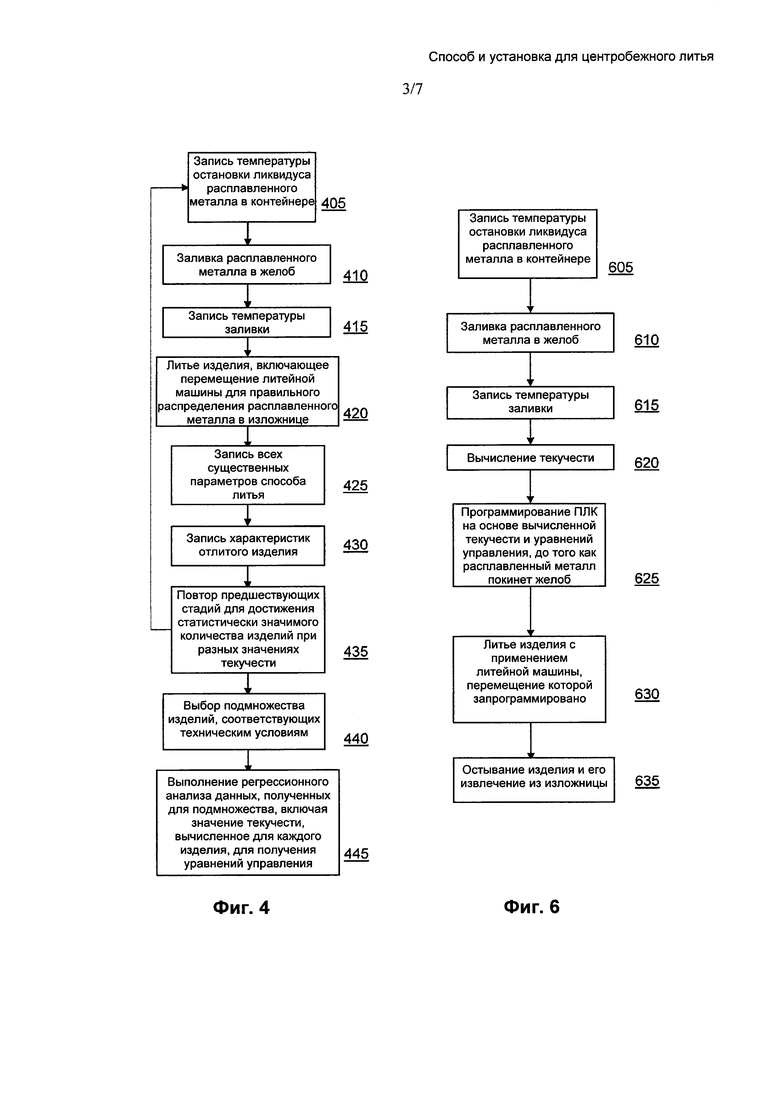
на Фиг. 4 представлена блок-схема одного из воплощений способа согласно настоящему изобретению, а именно, способа получения уравнений управления, которые составляют функцию преобразования, связывающую текучесть расплавленного металла с требуемым объемом изложницы для литья на литейной машине изделия с заданными техническими параметрами;
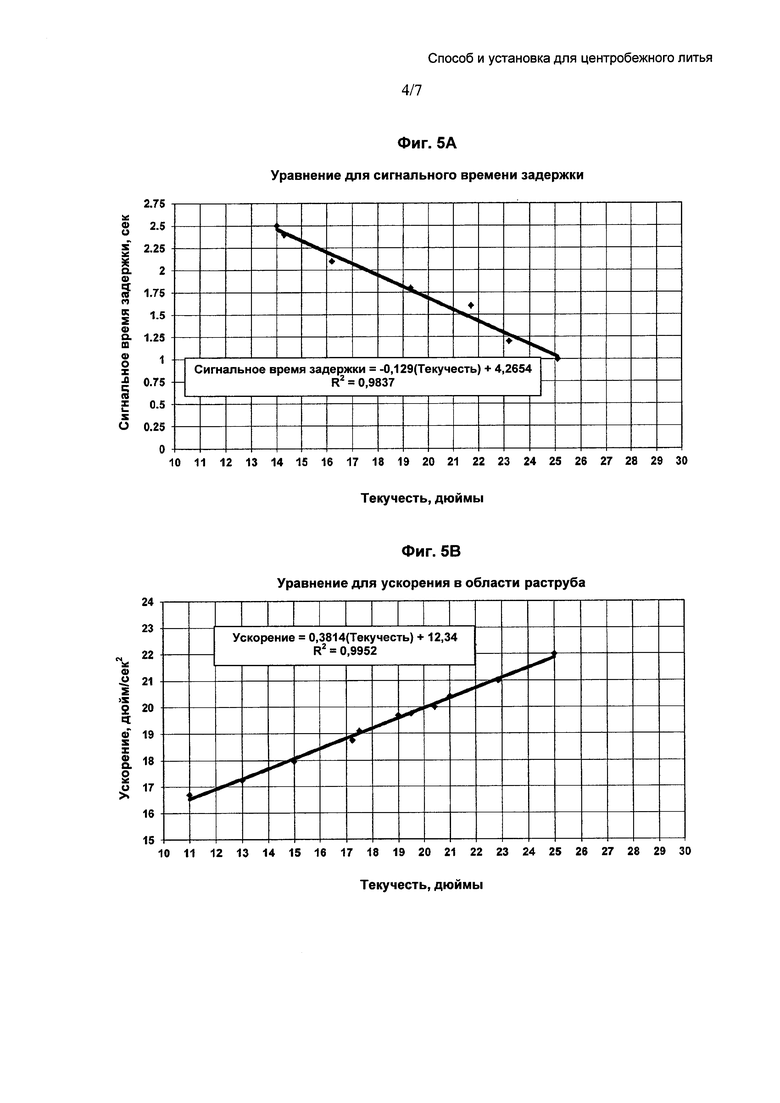
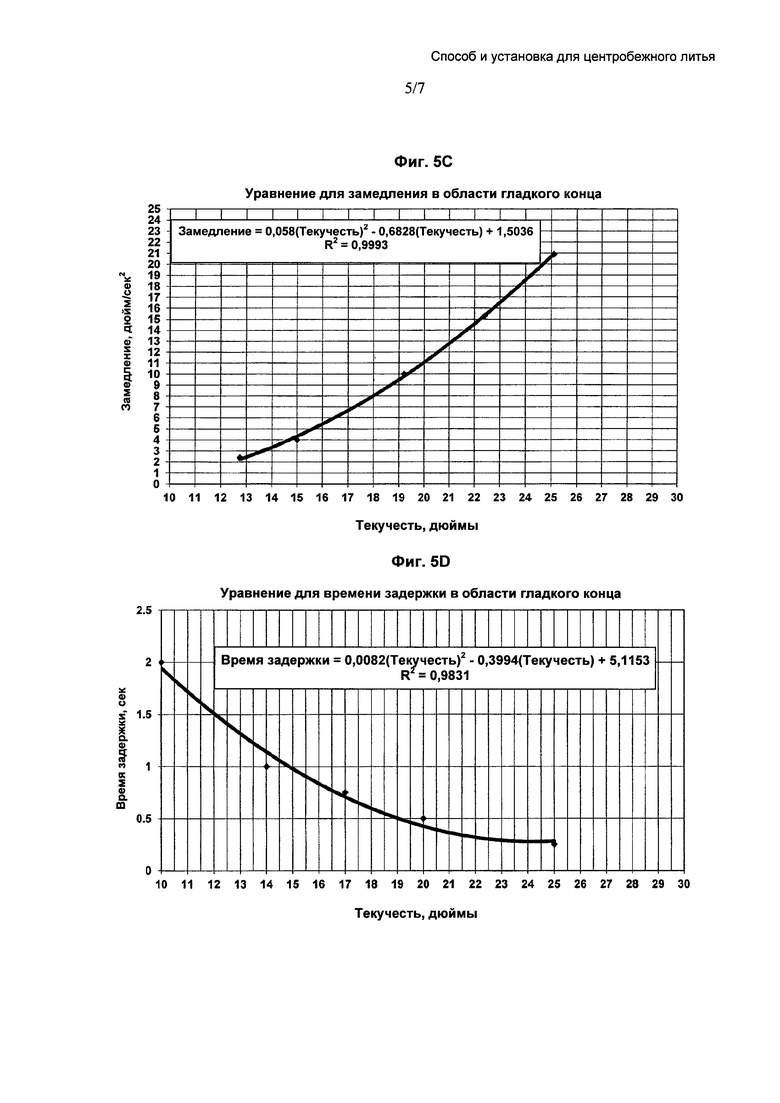
на Фиг. 5A-D представлены графики примеров уравнений управления для литья железной трубы, которые были получены в соответствии с воплощением, представленным на Фиг. 4;
на Фиг. 6 представлена блок-схема другого воплощения способа согласно настоящему изобретению, а именно, способа центробежного литья металлических изделий;
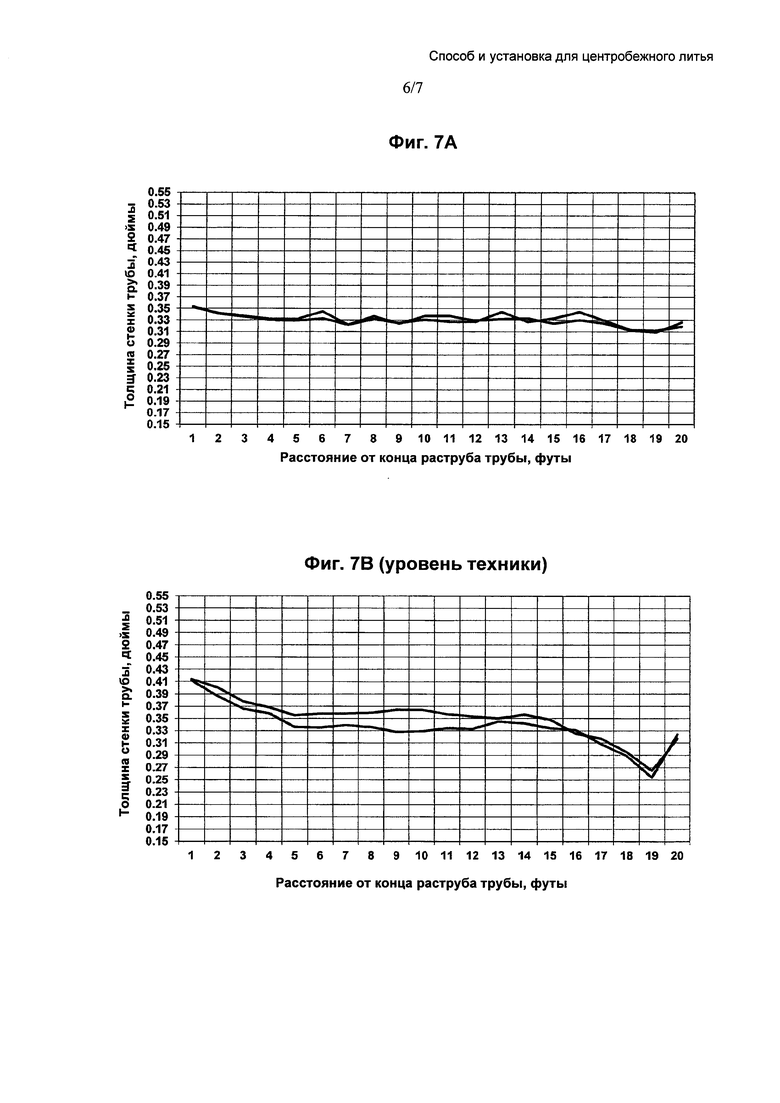
на Фиг. 7A-B представлены примеры графиков, показывающих однородность толщины стенки железной трубы, где на Фиг. 7A представлена толщина стенки трубы, отлитой в соответствии с воплощениями настоящего изобретения, а на Фиг. 7B представлена толщина стенки трубы, отлитой в соответствии со способами, известными в уровне техники; и
на Фиг. 8 представлен пример функции преобразования, связывающей перемещение литейной машины с подачей железа, в которой применяют множество значений скорости подачи для различных секций трубы.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Воплощения настоящего изобретения относятся к способу автоматического управления перемещением литейной машины в способе центробежного литья изделия в зависимости от текучести расплавленного металла, из которого отливают изделие, даже в том случае, если точный химический состав расплавленного металла неизвестен, на основании измеренной температуры остановки ликвидуса расплавленного металла и температуры его заливки. В предпочтительном воплощении производят вычисления текучести расплавленного железа, используемого в каждом литье, учитывая изменения, происходящие по мере перехода от одной заливки к другой, и в режиме реального времени определяют точное перемещение литейной машины, необходимое для литья изделия, имеющего требуемые технические характеристики, из металла соответствующей текучести, и программируют программируемый логический контроллер, который управляет перемещением литейной машины, производя, таким образом, в динамическом режиме необходимые уточнения перемещения литейной машины после заливки расплавленного металла в систему транспортировки, но до того, как металл достигнет изложницы. Дополнительные воплощения настоящего изобретения относятся к способу определения функции преобразования, связывающей текучесть расплавленного металла с перемещением литейной машины для литья конкретного изделия в соответствии с заданными техническими условиями на данной литейной машине. Другое воплощение настоящего изобретения относится к установке для осуществления рассмотренных выше способов.
В настоящем описании рассмотрены некоторые воплощения настоящего изобретения на примере применения центробежного литья для литья железной трубы однородного диаметра с постоянной толщиной стенки. Воплощения настоящего изобретения могут быть с успехом применены для получения труб с изменяющимся (уменьшающимся) диаметром или труб, имеющих сложные профили поперечного сечения (например, шестиугольное), с неодинаковой толщиной стенки вдоль длины трубы. Также следует понимать, что воплощения настоящего изобретения могут быть применены к центробежному литью любого изделия из расплавленного металла, полученного из других сплавов, с учетом замены отношений для железа, рассмотренных в настоящем описании, на известные в металлургии отношения для этих сплавов. Кроме того, термин «железо» включает сплавы железа, которые обычно содержат определенные количества углерода, кремния и фосфора и которые также могут включать определенные количества других элементов или соединений, которые могут влиять на свойства сплавов. Воплощения способа и установки согласно настоящему изобретению идеально подходят для литья имеющих требуемые допуски изделий из железа или другого расплавленного металла, имеющего неизвестный состав или состав, изменяющийся от партии к партии в процесс литья.
На Фиг. 1 представлено примерное воплощение 100 установки согласно настоящему изобретению. Как показано на Фиг. 1, литейная машина 5 представляет собой типичную машину для центробежного литья, известную в данной области техники, которая включает систему 10 транспортировки, предназначенную для транспортировки некоторого количества расплавленного железа в центробежную изложницу 20. В одном из предпочтительных воплощений система 10 транспортировки включает машинный литейный ковш или другой контейнер 25, содержащий расплавленное железо, и U-образный желоб 30. Машинный литейный ковш 25 предпочтительно подает постоянный объем железа на градус поворота. (Однако следует отметить, что способ согласно настоящему изобретению может включать применение литейного ковша любого типа, при условии, что литейный ковш имеет стабильный профиль заливки от одной заливки к другой.) Желоб 30 направлен под небольшим углом вниз и проходит в осевом направлении во внутреннее пространство изложницы 20, заканчиваясь выпускным отверстием 35. При наклоне машинного литейного ковша 25 расплавленное железо перетекает через носок литейного ковша 25, под действием силы тяжести стекает в желоб 30 и вытекает из выпускного отверстия 35 в изложницу 20. Изложница 20 установлена на приводной системе 40. Приводная система 40 включает приводные механизмы 45, предназначенные для возвратно-поступательного перемещения изложницы в пределах установленного диапазона перемещения относительно фиксированного конца (т.е. выпускного отверстия 35) системы 10 транспортировки. Приводные механизмы 45 могут представлять собой известные в данной области техники приводные механизмы любого типа, обеспечивающие перемещение изложницы 20, включая гидравлические устройства, электрические двигатели, ременные или цепные механические передачи к мотору или двигателю, любую комбинацию указанных средств, или другие известные в данной области техники средства, подходящие для перемещения изложницы. В некоторых воплощениях систему 10 транспортировки перемещают с помощью приводной системы 40 в продольном направлении относительно изложницы 20, которая остается в фиксированном положении. В настоящем описании термины «скорость литейной машины» или «перемещение литейной машины» относятся к перемещению (или скорости перемещения) приводной системы 40 относительно изложницы 20, и могут описывать установку, в которой любой из компонентов или оба компонента перемещают относительно другого. Как показано на Фиг. 2, в каждом воплощении управление приводной системой 40 предпочтительно осуществляют с помощью программируемого логического контроллера (ПЛК) 50, который получает команды от компьютерной системы 55. Литейная машина дополнительно включает двигатель 60, который обеспечивает вращение изложницы 20 в процессе литья. Таким образом, расплавленное железо направляют в центробежную изложницу 20 через систему 10 транспортировки, а изложницу 20 перемещают относительно системы 10 транспортировки таким образом, чтобы расплавленное железо распределялось по длине изложницы в объеме, предназначенном для литья изделия (как показано в данном примере, трубы), имеющего заданные технические характеристики, включающие, например, толщину стенки.
Воплощение 100 дополнительно включает инструменты для измерения температуры остановки ликвидуса и температуры заливки расплавленного железа. Поскольку химический состав расплавленного металла может меняться от партии к партии, температура остановки ликвидуса не может быть вычислена непосредственно. По мере охлаждения расплавленного металла, температура остановки ликвидуса (а также информация о химическом составе расплавленного металла) может быть определена из профиля изменения температуры со временем, т.е. из кривой охлаждения, как известно в данной области техники. Такое определение обычно выполняют, используя коммерчески доступный одноразовый стакан для термического анализа расплавленного металла, содержащий термопару. Расплавленный металл наливают в стакан, и анализируют выходной сигнал термопары для определения свойств расплавленного металла. В одном из предпочтительных воплощений для определения температуры остановки ликвидуса расплавленного железа применяют стакан QuiK-Cup QC 4010, изготовляемый компанией Heraeus Electro-Nite. Как показано на Фиг. 2, в одном из предпочтительных воплощений выходной сигнал, получаемый с помощью такого стакана 65, записывает компьютерная система 55. Компьютерная система 55 анализирует кривую охлаждения расплавленного железа в стакане 65, чтобы определить температуру остановки ликвидуса.
Температура заливки (T) расплавленного металла представляет собой реальную температуру расплавленного металла, наливаемого из машинного литейного ковша 25 в желоб 30. В данной области техники известно множество инструментов для измерения температуры заливки расплавленного металла, и можно применять любой такой инструмент. В одном из предпочтительных воплощений применяют двухцветовой инфракрасный пирометр 70. Пирометр 70 позволяет производить точные измерения температуры заливки даже при наличии мешающего дыма и изменений излучательной способности потока образца. Выходной сигнал пирометра 70 вводят в компьютерную систему 55, предпочтительно непосредственно соединяя пирометр с портом сбора данных или другим портом ввода компьютерной системы 55.
На Фиг. 3A представлен пример профиля объема железа, подаваемого из системы 10 транспортировки в изложницу 20, с течением времени. По мере того, как расплавленное железо переливается через носок машинного литейного ковша 25 и течет вниз по желобу 30, объем железа нарастает, что отражает сегмент 310 профиля. По мере продолжения цикла поток железа достигает постоянного значения, что отражает сегмент 320. Ближе к окончанию цикла литья, по мере возврата машинного литейного ковша 25 в исходное состояние в точке 330, объем потока снижается, что отражает сегмент 340, после чего поток прекращается. Реальную кривую потока расплавленного железа, подаваемого в заданной заливке, особенно полученного из вторичного сырья, предсказать очень сложно, и она обычно разная для каждой партии расплавленного железа. В результате, литье изделия с малыми допусками, соответствующего заданному набору технических условий, может быть трудной задачей.
В одном из воплощений отливаемое изделие представляет собой трубу с одинаковой толщиной стенки, как показано на Фиг. 3C. Толщина стенки зависит от подачи железа в изложницу, и, таким образом, для получения трубы с одинаковой толщиной стенки, показанной в виде линии 380, объем железа, подаваемый на единицу расстояния, должен быть постоянным по всей длине изложницы. Одинаковая толщина стенки (или другой требуемый технический параметр) может быть получена за счет регулирования перемещения системы 10 транспортировки относительно изложницы 20 в соответствии с функцией преобразования, которая точно связывает требуемые ускорение, замедление и скорость относительного перемещения литейной машины 5 с требуемым объемом металла, подаваемого в изложницу 20, для соответствия заданным техническим условиям. Пример такой функции преобразования, связывающей скорость литейной машины и положение выпускного отверстия 35 желоба 30, представлен на Фиг. 3B. На участке S1, соответствующем раструбу трубы, литейную машину ускоряют, как показано кривой 350. Машина достигает постоянной скорости на участке S2, соответствующем телу трубы, как показано линией 360. Затем машину замедляют на участке S3, соответствующем части тела трубы вблизи гладкого конца и гладкому концу трубы, как показано кривой 370. В одном из воплощений положение выпускного отверстия на этих участках можно охарактеризовать следующими уравнениями:
S1=0,5*at2
S2=vt
S3=0,5*at2
где a представляет собой ускорение литейной машины, t представляет собой время, a v представляет собой скорость. Компьютер 55 программирует ПЛК 50 таким образом, чтобы он управлял литейной машиной 5 в соответствии со значением соответствующей функции преобразования, чтобы обеспечить перемещение, подходящее для литья изделия с требуемыми техническими характеристиками.
Другой пример функции преобразования, связывающей скорость литейной машины с положением выпускного отверстия 35 желоба 30, представлен на Фиг. 8. Эта функция преобразования включает множество кривых ускорения и замедления для различных участков трубы, чтобы обеспечить возможность получения профиля подачи железа, показанного на Фиг. 3A, и одинаковой толщины трубы, представленной на Фиг. 3C. Сначала литейную машину ускоряют с первой скоростью на участке S1, соответствующем по меньшей мере части раструба трубы, как показано кривой 850. Затем на участке S2 ускорение машины снижают, как показано кривой 855, когда объем железа в желобе нарастает медленнее. Машина достигает постоянной скорости на участке S3, соответствующем телу трубы, как показано линией 860. Затем машину замедляют с первой скоростью на участке S4, соответствующем части тела трубы вблизи гладкого конца трубы, как показано кривой 870. Затем скорость замедления машины дополнительно увеличивают на участке S5, когда объем железа в желобе снижается, как показано кривой 875. В одном из воплощений положение выпускного отверстия на указанных участках может быть охарактеризовано следующими уравнениями:
S1, S2=0,5*at2
S3=vt
S4, S5=0,5*at2
где a, t и v обозначают величины, определенные выше.
Текучесть представляет собой критический определяющий параметр для скорости перемещения расплавленного металла, связанный с кривой потока подаваемого материала, например, представленной на Фиг. 3A. Текучесть расплавленного железа может быть вычислена на основании температуры остановки ликвидуса и температуры заливки. Для получения изделия, соответствующего заданному набору технических условий, может быть получена функция преобразования, которая связывает вычисленную текучесть с перемещением литейной машины 5.
Сначала необходимо вычислить текучесть. Уравнение (1) представляет собой стандартное уравнение для вычисления текучести, исходя из углеродного эквивалента:

Как было отмечено, присутствие в расплавленном железе неизвестных соединений, поступающих из вторичного сырья, не позволяет использовать стандартную формулу (уравнение (2)) для точного вычисления углеродного эквивалента. Однако уравнение для определения параметра состава расплавленного железа, которым может быть заменено значение углеродного эквивалента в уравнении (1), может быть найдено с помощью множественного регрессионного анализа термических свойств расплавленного железа в данной среде. Такой регрессионный анализ выполнен изготовителями одноразовых стаканов для термического анализа расплавленного железа, например, стакана 60. Компания Heraeus Electro-Nite, производитель стакана QuiK-Cup QC 4010, который предпочтительно применяют в качестве стакана 60, предлагает следующее уравнение, полученное с помощью множественного регрессионного анализа, для вычисления параметра состава (сокращенно ПС) расплавленного железа из температуры остановки ликвидуса, измеренной в стакане QC 4010:

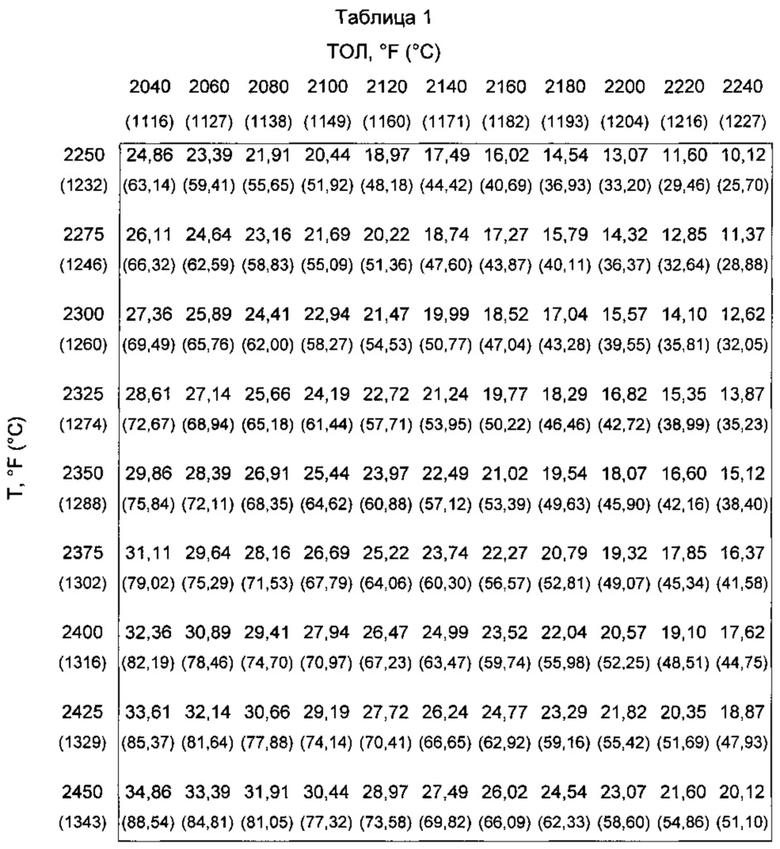
где ТОЛ представляет собой температуру остановки ликвидуса, выраженную в градусах Фаренгейта. Подставляя уравнение (4) вместо величины углеродного эквивалента в уравнении (1), получаем уравнение, из которого может быть вычислена текучесть на основании измеренной температуры заливки (T) и температуры остановки ликвидуса (ТОЛ):

в котором текучесть выражена в дюймах, а все температуры выражены в градусах Фаренгейта. В представленной ниже Таблице 1 приведены значения текучести, рассчитанной в соответствии с уравнением (5), при различных значениях температуры остановки ликвидуса (ТОЛ) и температуры заливки (T) (в скобках указаны соответствующие значения температур в градусах Цельсия и текучести в сантиметрах).
После нахождения способа вычисления текучести, на основании регрессионного анализа статистически значимой выборки данных для литья изделия могут быть получены уравнения для функции преобразования, связывающей текучесть с перемещением литейной машины для литья изделия в соответствии с заданными техническими условиями. Функцию преобразования предпочтительно получают для каждого изделия с заданным набором технических характеристик для каждой литейной машины, на которой отливают данное конкретное изделие. Например, для трубы функцию преобразования получают путем повторения способа, описанного далее, для каждого диаметра и класса трубы (например, труба диаметром 8 дюймов (приблизительно 20 см) класса 52 из пластичного железа) и для каждой отдельной литейной машины, на которой будут отлиты трубы каждой соответствующей категории.
На Фиг. 4 представлено одно из воплощений способа определения уравнений управления для получения функции преобразования, связывающей текучесть расплавленного металла с требуемым объемом центробежной изложницы для центробежного литья конкретного изделия в соответствии с заданными техническими условиями в заданной литейной машине посредством регулируемого перемещения литейной машины. Для осуществления этого способа может быть применена, например, установка, показанная на Фиг. 1-2. Перед началом работы все контрольно-измерительное оборудование должно быть откалибровано и находиться в исправном состоянии. Как показано на стадии 405, измеряют и записывают температуру остановки ликвидуса расплавленного металла, предпочтительно путем перенесения образца расплавленного металла из контейнера, содержащего металл, в стакан 65, который позволяет записывать на компьютере 55 реальную температуру остановки ликвидуса расплавленного железа, используемого для литья. Следует отметить, что в типичных условиях литейного предприятия каждую партию расплавленного железа получают в контейнере, называемом ковшом для обработки (который содержит объем железа, достаточный для литья множества изделий), а затем объем железа для литья единичного изделия перемещают в машинный литейный ковш 25. Таким образом, на таком предприятии температура остановки ликвидуса может быть измерена для единичной партии расплавленного металла, находящегося в ковше для обработки, а не в машинном литейном ковше 25. Затем, как показано на стадии 410, расплавленный металл наливают в желоб 30 для подачи расплавленного железа в центробежную изложницу 20. В момент заливки металла измеряют и записывают температуру заливки на стадии 415 с применением пирометра 70 или другого подходящего инструмента, предпочтительно соединенного с компьютером 55. Затем, на стадии 420, отливают изделие, которое в рассматриваемом примере воплощения представляет собой трубу, путем перемещения литейной машины (т.е. изложницы 20 относительно системы 10 транспортировки или наоборот) предпочтительно с помощью приводной системы 40, управляемой компьютером 55 и ПЛК 50, чтобы подать требуемый объем расплавленного металла в изложницу для литья изделия в соответствии с заданными техническими условиями, что является обычной промышленной практикой. Технические условия могут включать толщину стенки в определенных точках или в определенных интервалах по длине изделия. Как показано на стадии 425, записывают все существенные параметры процесса литья и вычисляют текучесть расплавленного железа в соответствии с уравнением (5) на основании значений температуры остановки ликвидуса и температуры заливки, измеренных и записанных во время литья изделия. Существенные параметры включают затраченное время и перемещение литейной машины (например, положение, скорость и ускорение) в ходе каждой из частей цикла подачи, изображенного на Фиг. 3A. Запись этих параметров предпочтительно выполняет ПЛК 50, соединенный с компьютером 55; однако можно применять и другое контрольно-измерительное оборудование.
Существенные параметры включают, без ограничений, следующие величины. Записывают начальную задержку, соответствующую времени, прошедшему с начала вытекания расплавленного металла из выпускного отверстия желоба до заполнения изложницы заранее заданным объемом расплавленного металла, и соответствующее перемещение машины. В примере, относящемся к литью трубы, это соответствует времени с начала вытекания расплавленного металла из выпускного отверстия до заполнения участка изложницы, соответствующего раструбу трубы; этот промежуток времени называют сигнальным временем задержки (flag delay time), в течение которого литейная машина находится в стационарном состоянии, а желоб находится вблизи конца тела трубы, подавая расплавленное железо в раструб. По мере увеличения объема железа при выполнении следующей фазы цикла подачи записывают ускорение и положение машины и затраченное время. В примере, относящемся к литью трубы, это обычно соответствует заполнению части тела трубы вблизи расширенного конца изложницы 20. Аналогично, записывают затраченное время и скорость машины во время перемещения желоба относительно изложницы с постоянной скоростью в течение того периода времени, когда объемная подача расплавленного железа остается постоянной. В примере, относящемся к литью трубы, это соответствует заполнению изложницы на большей части длины тела трубы. По мере уменьшения объема железа после прекращения заливки расплавленного железа из машинного литейного ковша в желоб записывают замедление машины и затраченное время. В примере, относящемся к литью трубы, это соответствует заполнению части тела трубы вблизи гладкого конца трубы. Наконец, записывают время задержки, соответствующее времени, прошедшему с момента остановки литейной машины у конца изложницы 20 до момента, когда расплавленный металл прекращает литься из выпускного отверстия 35 желоба 30 в изложницу 20. В примере, относящемся к литью трубы, это соответствует времени, в течение которого литейная машина находится в стационарном состоянии у конца изложницы, соответствующего гладкому концу трубы, и называется временем задержки в области гладкого конца (spigot check time) или временем выдержки (dwell time).
В дополнение к записи параметров, относящихся к затраченному времени и соответствующим перемещениям литейной машины в течение каждой фазы цикла подачи металла, измеряют реальные технические характеристики изделия в отлитом состоянии, как показано на стадии 430. Набор измеренных технических характеристик соответствует требуемому или заранее заданному набору технических характеристик изделия, которые должны быть получены в процессе литья, включая, например, толщину стенки. В примере, относящемся к литью трубы, толщину стенки обычно измеряют несколько раз через определенные интервалы вдоль длины трубы; обычно проводят два измерения на диаметрально противоположных участках трубы (т.е. расположенных под углом 180 градусов по окружности друг напротив друга) с интервалами в 1 фут (приблизительно 30 см) от раструба до гладкого конца трубы. Реально измеренные технические характеристики показывают однородность изделия по всей его длине, соответствие заданным техническим условиям и степень соответствия перемещения литейной машины профилю подачи расплавленного металла, обеспечивающему подачу требуемого объема металла вдоль всей длины изложницы.
Как показано на стадии 435, рассмотренный выше способ повторяют для статистически значимого количества изделий, для литья которых используют множество партий расплавленного железа. Предпочтительно, состав расплавленного металла слегка меняют от одной партии к другой, и температуры заливки намеренно варьируют с целью моделирования условий, которые могут наблюдаться в производстве, в котором применяют материалы из повторно используемых источников, таким образом, литье производят из расплавленного железа, имеющего разные значения текучести. После анализа записанных данных может быть произведено уточнение перемещения литейной машины с целью литья изделий, более точно соответствующих требуемым техническим условиям. После литья статистически значимого количества изделий, на стадии 440 выбирают подмножество изделий, которые наиболее точно соответствуют заданным техническим условиям и которые также изготовлены из расплавленного металла, имеющего разные значения текучести. На стадии 445 производят регрессионный анализ данных, собранных для выбранного подмножества изделий, включая записанные параметры способа, технические характеристики изделий в отлитом состоянии и текучесть, вычисленную из измеренных значений температуры остановки ликвидуса и температуры заливки. Регрессионный анализ позволяет получить уравнения управления для каждой фазы процесса литья, включая начальное время задержки, период ускорения, период постоянной подачи (при необходимости), период замедления и второе время задержки. В зависимости от формы и размера отливаемого изделия и соответствующих параметров изложницы, для лучшего соответствия форме изложницы могут потребоваться значения других периодов времени, например, продолжительность фазы замедления для получения стенки с увеличенной толщиной в определенной области или для заполнения участка изложницы, имеющего больший объем. В примере, относящемся к литью трубы, уравнения управления определяют для сигнального времени задержки, ускорения в области раструба, замедления в области гладкого конца и времени задержки в области гладкого конца. В другом воплощении можно определить более одного уравнения управления для ускорения в области раструба и замедления в области гладкого конца, что соответствует Фиг. 8.
В одном из примеров рассмотренного выше способа на одной литейной машине отливали 100 труб (класс 52, диаметр 8 дюймов (приблизительно 20 см)) из партий расплавленного железа, имеющих различную текучесть. Записывали температуру остановки ликвидуса, температуру заливки и параметры способа для каждой трубы, а также толщину стенки каждой трубы на диаметрально противоположных участках трубы с интервалом в 1 фут (приблизительно 30 см) вдоль длины трубы. На основании уравнения (5) с использованием температуры остановки ликвидуса и температуры заливки вычисляли и записывали значения текучести для каждой трубы. Выбирали подмножество из десяти труб, имеющих наиболее равномерную толщину стенки. По данным, полученным для указанных труб, производили регрессионный анализ. Были получены приведенные ниже уравнения управления для сигнального времени задержки, ускорения в области раструба, замедления в области гладкого конца и времени задержки в области гладкого конца, которые представлены на Фиг. 5A-D:
где R2 представляет собой корреляционный коэффициент, который показывает насколько точно уравнение коррелирует с данными. Следует понимать, что уравнения управления, представленные на Фиг. 5A-D, являются только иллюстративными и подходят только для одного диаметра и класса труб и конкретной литейной машины.
Совокупность уравнений управления составляет функцию преобразования, связывающую перемещение литейной машины с профилем подачи расплавленного металла, определяемым вычисленной текучестью для каждой заливки, для литья изделия, имеющего заданные технические характеристики. Уравнения управления предпочтительно загружают в компьютер 55, который управляет ПЛК 50, который, в свою очередь, управляет перемещением системы 10 транспортировки относительно изложницы 20 в соответствии с функцией преобразования.
На Фиг. 6 представлен способ литья изделия в соответствии с воплощением настоящего изобретения после загрузки уравнений управления в компьютер 55. Контейнер, например, ковш для обработки или машинный литейный ковш 25 наполняют расплавленным металлом. Обычно партия расплавленного железа в ковше для обработки содержит достаточно расплавленного металла для литья множества изделий. Как указано в настоящем описании, каждая партия расплавленного металла может иметь свой состав, в особенности партии, полученные из металлолома или вторичного сырья. На стадии 605 измеряют температуру остановки ликвидуса расплавленного металла, предпочтительно путем перемещения образца металла из контейнера (ковша для обработки или машинного литейного ковша 25) в стакан 65, который позволяет компьютеру 55 записывать реальную температуру остановки ликвидуса расплавленного металла, который применяют для литья. Затем, как показано на стадии 610, расплавленный металл наливают в желоб 30 для подачи расплавленного железа в центробежную изложницу 20. Во время заливки металла, на стадии 615 измеряют температуру заливки с применением пирометра 70 или другого подходящего инструмента, предпочтительно соединенного с компьютером 55. После измерения температуры остановки ликвидуса и температуры заливки, на стадии 620 вычисляют текучесть расплавленного железа. Предпочтительно, температуру остановки ликвидуса и температуру заливки записывают с применением компьютера 55, который производит быстрое автоматическое вычисление текучести. В одном из предпочтительных воплощений текучесть вычисляют в соответствии с уравнением (5) на основании данных, полученных с использованием стакана Heraeus Electro-Nite QuiK-Cup QC 4010.
На стадии 625 может быть определено правильное перемещение литейной машины, с применением уравнений управления и вычисленных значений текучести, предпочтительно с использованием компьютера 55, и может быть осуществлено программирование в динамическом режиме соответствующих управляющих сигналов для литейной машины (ПЛК 50) перед выпуском расплавленного металла из выпускного отверстия желоба. Таким образом, управляющие сигналы для литейной машины и последующее перемещение регулируют в режиме реального времени для того, чтобы скомпенсировать любые изменения текучести, происходящие при небольшом охлаждении расплавленного металла при переходе от одной заливки к следующей или происходящие из-за изменения состава расплавленного металла в машинном литейном ковше 25 при переходе от одной партии к другой.
Затем, на стадии 630, отливают изделие, перемещая изложницу относительно желоба с целью подачи расплавленного металла в изложницу, при этом перемещение регулируют на основании вычисленного значения текучести с целью подачи объема расплавленного металла в изложницу для литья изделия в соответствии с заданными техническими условиями. В одном из предпочтительных воплощений перемещение осуществляют с помощью приводной системы 40, управляемой компьютером 55 и ПЛК 50, программируемым в динамическом режиме, как описано выше, в соответствии с функцией преобразования, связывающей текучесть с объемом, требуемым для литья изделия, соответствующего заданным техническим условиям, на конкретной применяемой литейной машине. Положение и перемещение литейной машины регулируют для соответствия профиля подачи металла с требуемым объемом расплавленного металла для каждой части изложницы. Обычно подачу выполняют в соответствии с уравнениями управления, которые включают уравнения для начального времени задержки, фазы ускорения, фазы замедления и конечного времени задержки, как описано выше. После истечения конечного времени задержки вращение центробежной изложницы останавливают и, как показано на стадии 635, отлитое изделие оставляют охлаждаться, а затем изделие извлекают из изложницы и, при необходимости, направляют на дополнительную и конечную обработку.
Если из объема расплавленного металла, содержащегося в контейнере, например, ковше для обработки или машинном литейном ковше 25, отливают множество изделий, то при литье всех изделий из этой партии расплавленного металла температуру остановки ликвидуса можно измерять только один раз. Тем не менее, температуру заливки следует измерять для каждого литья, поскольку расплавленный металл, находящийся в машинном литейном ковше 25, охлаждается с течением времени, вследствие чего температура заливки обычно снижается. В результате текучесть расплавленного металла может меняться для каждого отдельного изделия, отлитого из одной партии расплавленного железа. Поскольку состав расплавленного металла одной партии может отличаться от состава расплавленного металла другой партии, температуру остановки ликвидуса следует измерять для каждой партии.
В процессе литья изделий в заводских условиях для каждого литья могут быть записаны существенные параметры способа, технические характеристики изделия и значения текучести. Полученный расширенный набор данных можно подвергнуть дополнительному регрессионному анализу для дальнейшего уточнения уравнений управления и функции преобразования для каждого класса изделий и литейных машин.
Рассмотренный выше способ может быть применен для центробежного литья железных труб. В одном из воплощений труба имеет раструб, гладкий конец и тело трубы, находящееся между раструбом и гладким концом, а изложница 20 имеет соответствующие секции. Технические характеристики трубы могут включать круглое поперечное сечение, тело трубы с постоянным диаметром и толщиной стенки, одинаковой в пределах заранее заданных допусков. В других воплощениях, в зависимости от конкретного применения, труба может иметь шестиугольную или другую форму, ее диаметр или размеры поперечного сечения могут быть неодинаковыми или уменьшающимися, труба может иметь одинаковую или неодинаковую толщину стенки. Например, может потребоваться отлитый железный столб для воздушных линий связи или электропередач, имеющий шестиугольное сечение, стенку большей толщины при более широком основании, поперечное сечение которого должно уменьшаться к его верхнему концу. В любом воплощении настоящего изобретения уравнения управления могут быть получены для изделия с заданными техническими характеристиками, как указано в настоящем описании.
В воплощении, относящемся к трубе постоянного диаметра, включающей раструб, гладкий конец и тело трубы со стенками одинаковой толщины, в компьютер 55 загружают по меньшей мере одно уравнение управления для каждого из следующих параметров: сигнального времени задержки, ускорения в области раструба, замедления в области гладкого конца и времени задержки в области гладкого конца. Температуру остановки ликвидуса партии расплавленного железа, применяемого для литья, предпочтительно измеряют с применением стакана 65, который передает сигнал, соответствующий температурному профилю охлаждения железа, в компьютер 55. Расплавленное железо наливают из машинного литейного ковша 25 в желоб 30, а температуру заливки предпочтительно измеряют пирометром 70, соединенным с компьютером 55. Компьютер 55 вычисляет текучесть на основании измеренной температуры остановки ликвидуса и измеренной температуры заливки, вычисляет выходные данные уравнений управления и передает соответствующие команды в ПЛК 50. Затем ПЛК 50 перемещает желоб 30 относительно центробежной изложницы 20 в соответствии с указанными выше уравнениями управления и вычисленной текучестью для осуществления литья трубы с требуемыми техническими характеристиками.
Было обнаружено, что воплощения установки и способов согласно настоящему изобретению позволяют изготавливать трубы с более однородной толщиной стенки и с меньшими допусками, чем установки и способы, известные в уровне техники. На Фиг. 7A показана толщина стенки трубы длиной 20 футов (приблизительно 6 м), отлитой в соответствии с одним из воплощений настоящего изобретения. На Фиг. 7B показана толщина стенки трубы длиной 20 футов с такими же техническими характеристиками, отлитой на той же литейной машине в соответствии со способами, известными в уровне техники. Измерения толщины стенки были произведены на диаметрально противоположных участках трубы с интервалом в 1 фут (приблизительно 30 см) вдоль длины каждой трубы. На данных чертежах значения толщины стенки на каждой стороне трубы представлены в виде отдельных линий. Как видно, представленная на Фиг. 7A толщина стенки трубы, отлитой в соответствии с воплощением настоящего изобретения, значительно более однородна по всей длине и окружности трубы, чем показанная на Фиг. 7B толщина стенки трубы, отлитой в соответствии со способами, известными в уровне техники.
Повышенная точность и контроль, обеспечиваемые воплощениями настоящего изобретения, позволяют изготавливать трубы с меньшей толщиной стенок, чем было возможно ранее. Это позволяет экономить значительное количество материала, превращаемого в расплавленный металл, и снижает массу готового изделия. Кроме того, при изготовлении труб с большей толщиной стенок может быть обеспечено соответствие техническим условиям и стандартам, и при этом на изготовление труб с большей толщиной стенок тратят меньше материала, чем требовалось ранее для труб данного класса. После литья железную трубу перемещают в печь для отжига, в которой производят отжиг трубы при высокой температуре. Поскольку трубы, отлитые в соответствии с воплощениями настоящего изобретения, с большей точностью соответствуют техническим условиям, и для их изготовления требуется меньше материала по сравнению с трубами, полученными согласно способам, известным в уровне техники, то меньшее количество железа требуется подвергать отжигу, что приводит к снижению количества энергии, затрачиваемой за определенный период времени.
Хотя настоящее изобретение было рассмотрено и раскрыто на примере определенных предпочтительных воплощений, возможны другие воплощения настоящего изобретения. Таким образом, приведенное выше описание является иллюстративным и во всех аспектах не ограничивает объем изобретения. Таким образом, объем настоящего изобретения определяется прилагаемыми пунктами формулы изобретения и их эквивалентами, и объем формулы изобретения не следует ограничивать описанными здесь предпочтительными воплощениями.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОТЛИВКИ ТОНКОСТЕННЫХ ТРУБ ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 2015 |
|
RU2606824C2 |
| Способ центробежного литья | 1980 |
|
SU904881A1 |
| Способ получения двухслойной трубы и устройство для его осуществления | 1980 |
|
SU908488A1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОТЛИВКИ ДЛИННОМЕРНЫХ ТОНКОСТЕННЫХ СТАЛЬНЫХ ТРУБ | 2009 |
|
RU2388575C1 |
| Способ центробежного литья чугунных труб | 1978 |
|
SU789226A1 |
| Способ производства толстостенных центробежнолитых трубных заготовок | 2024 |
|
RU2840420C1 |
| Способ управления отливкой трубы на центробежной машине | 1982 |
|
SU1060302A1 |
| Способ однонаправленного и ускоренного затвердевания крупногабаритных толстостенных центробежно-литых стальных заготовок | 2019 |
|
RU2727369C1 |
| Заливочное устройство центробежнолитейной машины | 1980 |
|
SU1012789A3 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОТЛИВКИ МАССИВНЫХ БИМЕТАЛЛИЧЕСКИХ ВАЛКОВ СО СПЛОШНЫМ СЕЧЕНИЕМ | 2007 |
|
RU2338623C1 |

Способ и установка для центробежного литья, в которых получают функции преобразования, связывающие текучесть расплавленного металла, например железа, имеющего переменный состав, с перемещением литейной машины, включающей изложницу конкретного типа, с целью литья изделий, например труб, имеющих требуемые стабильные технические характеристики, включая толщину стенки. Текучесть вычисляют для каждой заливки расплавленного металла на основании измеренной величины температуры заливки и измеренной величины температуры остановки ликвидуса. Приводная система, регулируемая с помощью программируемого логического контроллера, перемещает литейную машину в соответствии с выходными значениями функций преобразования, полученными на основании вычисленных значений текучести. 2 н. и 25 з.п. ф-лы, 8 ил., 1 табл.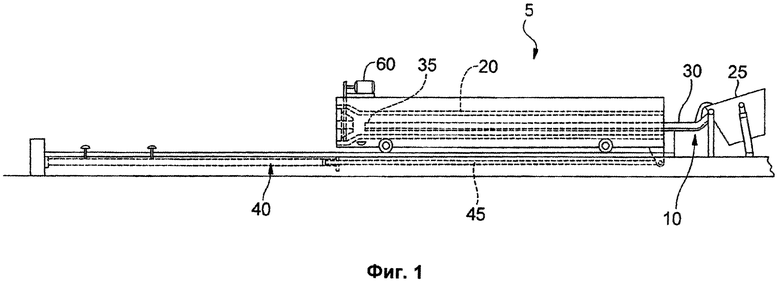
1. Способ центробежного литья изделия из расплавленного металла, находящегося в контейнере, причем указанный расплавленный металл имеет температуру остановки на уровне ликвидуса и при заливке - температуру заливки, включающий:
измерение температуры остановки расплавленного металла, находящегося в контейнере, на уровне ликвидуса;
заливку расплавленного металла в желоб с целью подачи расплавленного металла в центробежную изложницу;
измерение температуры заливки расплавленного металла, залитого в желоб;
определение жидкотекучести расплавленного металла на основании измеренной температуры остановки на уровне ликвидуса и измеренной температуры заливки;
перемещение изложницы относительно желоба с целью подачи расплавленного металла в изложницу, причем указанное перемещение регулируют на основании указанной определенной жидкотекучести с целью подачи объема расплавленного металла в указанную изложницу для литья указанного изделия в соответствии с заданными техническими условиями.
2. Способ по п. 1, в котором указанное перемещение регулируют в соответствии с функцией преобразования, связывающей жидкотекучесть с объемом, требуемым для получения в указанной изложнице изделия, соответствующего указанным заданным техническим условиям.
3. Способ по п. 2, в котором указанная стадия заливки составляет заранее заданный период времени и в котором указанная функция преобразования имеет разный вид для разных установленных промежутков указанного периода времени.
4. Способ по п. 3, в котором указанная функция преобразования выбрана с возможностью обеспечения:
(a) первой задержки, соответствующей промежутку времени от начала вытекания расплавленного металла из конца желоба до заполнения изложницы заранее заданным объемом расплавленного металла;
(b) первого ускорения, соответствующего промежутку времени, в течение которого скорость течения указанного расплавленного металла в указанном желобе увеличивается, после того как указанный заранее заданный объем расплавленного металла достигает указанной изложницы; и
(c) первого замедления, соответствующего промежутку времени, в течение которого скорость течения указанного расплавленного металла в указанном желобе уменьшается после прекращения заливки расплавленного металла из контейнера в желоб.
5. Способ по п. 4, в котором указанная функция преобразования выбрана с возможностью дополнительного обеспечения по меньшей мере одного из следующих:
(a) второго ускорения, соответствующего промежутку времени, в течение которого скорость течения указанного расплавленного металла в указанном желобе увеличивается на меньшую величину, чем в течение промежутка времени, соответствующего указанному первому ускорению;
(b) второго замедления, соответствующего промежутку времени, в течение которого скорость течения указанного расплавленного металла в указанном желобе дополнительно снижается по сравнению с промежутком времени, соответствующим указанному первому замедлению; или
(c) второй задержки, соответствующей промежутку времени от окончания указанного периода времени до прекращения подачи расплавленного металла в указанную изложницу из указанного желоба.
6. Способ по п. 3 или 4, в котором указанная изложница имеет несколько участков, причем каждый указанный участок имеет требуемый объем, и установленный промежуток указанного периода времени соответствует каждому указанному участку.
7. Способ по любому из пп. 1-4, в котором изделия отливают из множества загрузок контейнера расплавленным металлом, причем каждая загрузка контейнера расплавленным металлом имеет химический состав, причем химический состав указанного расплавленного металла меняется от одной загрузки контейнера к другой загрузке контейнера.
8. Способ по любому из пп. 1-4, в котором контейнер содержит объем расплавленного металла, достаточный для литья множества изделий, и первый объем указанного расплавленного металла для литья одного изделия перемещают в указанный желоб, а температуру заливки указанного расплавленного железа, находящегося в указанном желобе, измеряют при каждой заливке расплавленного металла для получения литьем каждого указанного изделия.
9. Способ по любому из пп. 1-4, в котором температуру остановки на уровне ликвидуса расплавленного железа, находящегося в указанном контейнере, измеряют только один раз при литье множества изделий.
10. Способ по любому из пп. 1-4, в котором указанное изделие представляет собой трубу, а указанный металл представляет собой сплав железа.
11. Способ по п. 10, в котором указанное перемещение регулируют в соответствии с функцией преобразования, связывающей жидкотекучесть с объемом, требуемым для литья трубы, имеющей раструб, гладкий конец и тело трубы, и изложница имеет участки, соответствующие раструбу, гладкому концу и телу трубы, расположенному между указанным раструбом и указанным гладким концом.
12. Способ по п. 10 или 11, в котором перемещение регулируют в соответствии с толщиной стенки указанной трубы.
13. Способ по п. 10 или 11, в котором перемещение регулируют в соответствии с толщиной стенки указанной трубы в заранее заданных интервалах вдоль длины указанной трубы.
14. Способ по п. 13, в котором толщина стенки в указанных заранее заданных интервалах выбрана из группы, состоящей из постоянной толщины в пределах определенного допуска и переменной толщины в пределах заранее определенного допуска.
15. Способ по п. 10 или 11, в котором перемещение регулируют в соответствии с поперечным сечением трубы, имеющим переменный размер по меньшей мере на части длины трубы.
16. Установка для центробежного литья изделия из расплавленного металла, причем указанный расплавленный металл имеет температуру остановки на уровне ликвидуса и при заливке - температуру заливки, включающая:
центробежную изложницу;
желоб для приема расплавленного металла, заливаемого из контейнера, и для подачи расплавленного металла в указанную изложницу;
приводную систему для перемещения указанного желоба или указанной изложницы относительно друг друга;
контроллер для управления указанной приводной системой;
компьютер для программирования указанного контроллера, управляющего указанной приводной системой, для осуществления заданного перемещения указанной изложницы и указанного желоба относительно друг друга;
первый датчик температуры для измерения температуры остановки на уровне ликвидуса указанного расплавленного металла; и
второй датчик температуры для измерения температуры заливки указанного расплавленного металла;
при этом посредством указанного компьютера вычисляется жидкотекучесть указанного расплавленного металла из указанной измеренной температуры остановки на уровне ликвидуса и указанной измеренной температуры заливки, при этом указанный компьютер программируют, вводя функцию преобразования, связывающую жидкотекучесть с объемом расплавленного металла, требуемым для литья в указанной изложнице изделия, соответствующего заданным техническим условиям, и с соответствующим относительным перемещением указанного желоба и указанной изложницы, причем указанный компьютер программирует указанный контроллер, управляющий указанной приводной системой, которая осуществляет указанное относительное перемещение для подачи расплавленного металла в изложницу в соответствии с указанным требуемым объемом.
17. Установка по п. 16, в которой указанная приводная система включает приводные механизмы, предназначенные для возвратно-поступательного перемещения указанной изложницы или указанного желоба в пределах установленного диапазона перемещения.
18. Установка по п. 17, в которой указанные приводные механизмы включают гидравлические устройства, электрические двигатели, ременные или цепные механические передачи к двигателю.
19. Установка по любому из пп. 16-18, в которой как указанный желоб, так и указанная изложница установлены с возможностью перемещения.
20. Установка по любому из пп. 16-18, в которой указанный первый датчик температуры представляет собой термопару.
21. Установка по п. 20, в которой указанная термопара включает одноразовый стакан.
22. Установка по любому из пп. 16-18, в которой указанный второй датчик температуры представляет собой двухцветовой инфракрасный пирометр.
23. Установка по п. 22, в которой указанный двухцветовой инфракрасный пирометр соединен с указанным компьютером.
24. Установка по любому из пп. 16-18, в которой указанный первый датчик температуры представляет собой термопару, включающую одноразовый стакан, и указанный первый датчик температуры соединен с указанным компьютером.
25. Установка по любому из пп. 16-18, в которой указанный контроллер представляет собой программируемый логический контроллер, который получает команды от указанного компьютера.
26. Установка по любому из пп. 16-18, в которой указанный желоб направлен под углом вниз в направлении указанной изложницы и проходит в осевом направлении во внутреннее пространство изложницы.
27. Установка по любому из пп. 16-18, в которой указанный контейнер представляет собой литейный ковш с механическим приводом.
| Способ управления центробежной машиной для отливки труб и устройство для его осуществления | 1976 |
|
SU578156A1 |
| Способ управления отливкой трубы на центробежной машине | 1982 |
|
SU1060302A1 |
| US 2943369A, 05.07.1960 | |||
| УСТРОЙСТВО УПРАВЛЕНИЯ ДВУСТАБИЛЬНЫМИ ПОЛЯРИЗОВАННЫМИ РЕЛЕ | 2021 |
|
RU2763041C1 |

