(St) СПОСОБ ПОЛУЧЕНИЯ ДВУХСЛОЙНОЙ ТРУБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУ1ДЕСТВЛЕНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения проволоки и устройство для его осуществления | 1980 |
|
SU874258A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК ВЫЖИМАНИЕМ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1990 |
|
RU2048253C1 |
| ЧУГУН И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2018 |
|
RU2697134C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИТЫХ ДЕТАЛЕЙ С ГРАНУЛЯРНОЙ СТРУКТУРОЙ | 2007 |
|
RU2375147C2 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ПОЛЫХ БИМЕТАЛЛИЧЕСКИХ ЗАГОТОВОК | 1995 |
|
RU2093299C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ПЕНОАЛЮМИНИЯ | 1999 |
|
RU2180361C2 |
| Способ центробежного литья двухслойных валков | 1980 |
|
SU908497A1 |
| Способ центробежного литья двухслойных чугунных валков | 1983 |
|
SU1135540A1 |
| Способ центробежной отливки прокатных валков | 1979 |
|
SU789228A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 2007 |
|
RU2328359C1 |
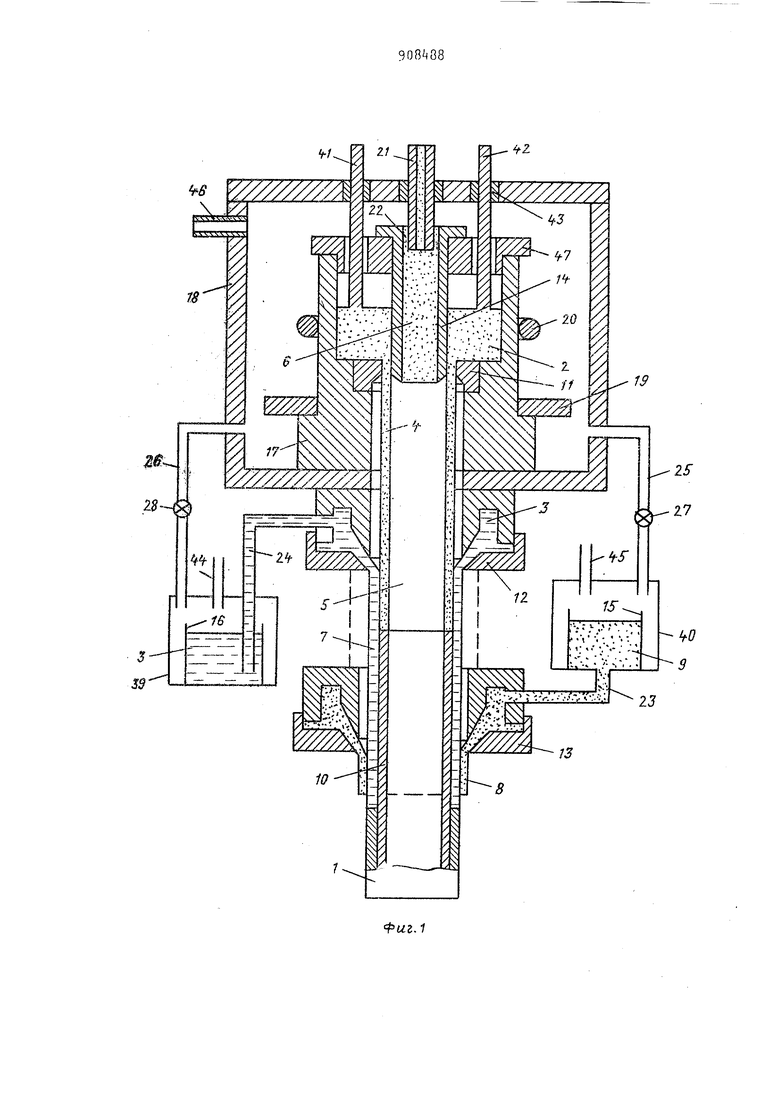
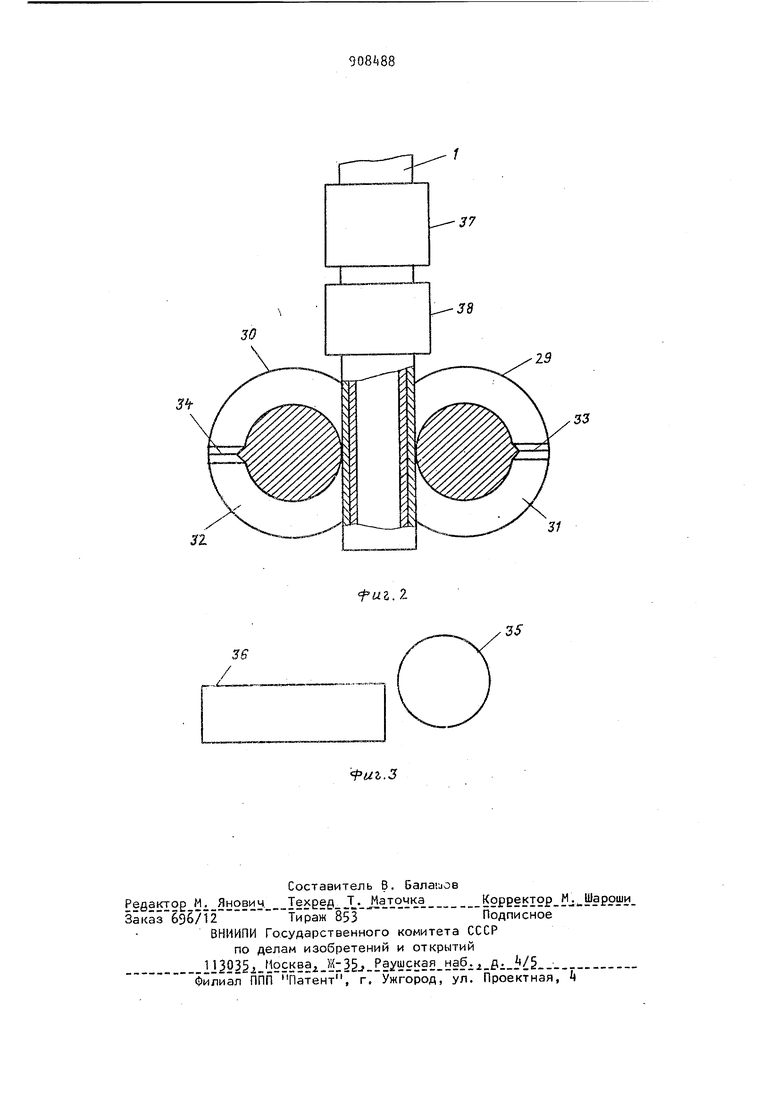
Изобретение относится к металлургии и может быть использовано для изготовления двухслойных труб из распла вов. Известны способы и устройства полу чения труб путем экструзии fl . Их недостатком является необходимость применения высоких давлений (10000 атм и больше), достаточных для течения металлических материалов в твердом состоянии. Наиболее близким к предлагаемому является способ изготовления двухслой ных труб, заключающийся в заливке одного расплава на другой в центробежную изложницу с применением в качест ве основного металла чугуна или стали . В изложницу заливают расплав чугуна или стали, а затем на внутреннюю поверхность полученной трубы льют вто рой расплав для создания защитного слоя. После затвердевания второго рас плава трубу вытягивают из изложницы и начинают лить другую трубу j. Недостатком способа является малая производительность, обусловленная тем, что второй слой расплава льют после затвердевания первого слоя. Известна установка Теуеркорна для покрытия наружной поверхности трубы слоем свинца, олова и др. Труба, имеющая на нижнем конце уплотнение, медленно опускается в кристаллизатор при постепенном наполнении промежуточной полости расплавленным металлом. При выходе трубы из . кристаллизатора плакирующий слой затвердевает 3 Известны устройства для литья трубы трубчатых изделий, содержащее станину, центробежную изложницу, установленную в подшипниках, с приводом, профилирую1ций скребок и накатной ролик, установленные на поворотном, относительно изложницы, рычаге, и охлаждающее приспособление il. Недостаток устройств - низкая про изводительность, обусловленная преры вистостью процесса литья. Кроме того устройства непригодны для литья труб малого диаметра. Наиболее близким к предлагаемому является устройство, содержащее лите ное сопло, подсоединенное ко дну литейного ковша в газостате и центробежную горизонтальную форму. Устройстао работает так. Под давлением газ находящегося в газостате, расплав вы тесняется в сопло, вылетает из него свободной струей, струя летит в форму. Изменяя напор, перемещают точку падения струи вдоль образующей центробежной формы 3 Преимуществом этого устройства является то, что оно пригодно для из готовления длинномерных отливок с диаметром, не позволяющим ввести заливочный желоб в полость формы. Недостатком устройства является -1ИЗкзя производительность, обусловле ная прерывистостью процесса литья. Цель изобретения увеличение про изводительности. Цель достигается тем, что в способе полу|.|ения двухслойной трубы путем заливки одного расплава на другой, полую цилиндрическую струю из расплава подают при температуре, лежащей в интервале между точкой ликви дуса и точкой солидуса, в полость струи нагнетают аэрозоль для создания защитного покрытия, а на внешнюю поверхность подают коаксиально струю более легкоплавкого расплава, при УСЛОВИИ р,к,х Ъ , (ООр2Са(в-Т2,) где/г и.г - внутренний и наружный радиусы струи из тугоплавкого расплавов,мм; г - наружный радиус струи 3 из легкоплавкого расплава, мм; плотности тугоплавкого и легкоплавкого расплавов, кг/м ; С - теплоемкость легкопла кого расплава, ккал/ /KR град; - температура легкоплавкого расплава,°С ; Г удельная теплота плавления тугоплавкого расплава, ккал/кг; К - концентрация жидкой составляющей тугоплавкого расплава при температуре литья, вес.; б - температура теплового равновесия струй; причем струю легкоплавкого расплава кристаллизуют, подавая на ее внешнюю поверхность коаксиально охлаждащую жидкость с точкой кипения, превышающей температуру теплового равновесия струй, а указанным струям сообщают одинаковые вдоль оси трубы линейные скорости. Устройство для осуществления способа получения двухслойной трубы, содержащее литейное сопло, подсоединенное ко дну литейного ковша в газостате, и накопитель готовых труб, снабжено тремя коаксиально расположенными кольцевыми соплами, удаленными друг от друга вдоль оси, тело первого кольцевого сопла для формирования полой цилиндрической струи из тугоплавкого расплава выполнено в виде трубы, в верхний конец которого вставлено с зазором сопло эжектора аэрозоля, второе кольцевое сопло для литья легкоплавкого расплава и третье для литья охлаждающей х идкости подсоединены питающими трубопроводами каждое к отдельному литейному ковшу, расположенному в отдельном газостате,причем, газостаты второго и третьего сопел сообщены газопроводами с газостатом первого сопла.. Накопитель готовых труб снабжен парой т|эубопрокатных валков, причем в прокатном желобе каждого валка выполнен радиальный острый выступ,для резки труб. Литье полой цилиндрической струи из тугоплавкого расплава при температуре, лежащей в интервале между точкой ликвидуса и точкой солидуса, предотвращает (за счет того, что в расплаве содержатся кристаллики твердой фазы, увеличивающие вязкость расплава) захлопывание полости струи. Чем ближе температура расплава к точке солидуса, тем выше вязкость расплава, тем ниже предельная скорость струи, при которой существует захлопывание полости. Если температура литья превышает точку ликвидуса, то применяют большое давлениелитья,чем оно выше, тем выше скорость струи и тем меньше вероятность захлопывания 59 полости. Однако при больших скоростях полета струя не успевает на пролетном промежутке закристаллизоваться. Если температура литья ниже, чем точка солидуса, то необходимое давление возрастает в сотни раз, ибо само литье исчезает и начинается экструзия в твердом состоянии. Выбирая температуру литья в интервале между точками ликвидуса и солидуса, задают вязкост расплава, скорость и давление литья, и, в конечном счете, толщину стенки трубы. Нагнетание аэрозоля в полость струи позволяет совместить процесс литья трубы с созданием защитного покрытия на внутренней поверхности трубы. Выполнение математического условия (1 ) дает возможность закристал- 20 лизовать струю из тугоплавкого расплава, отводя от нее.тепло кристаллизации к слою из легкоплавкого расплава. Легкоплавкий слой при этом нагревается до температуры & Тейпература Q подбирается эксперименталь|НО как максимальная температура, При которой слой трубы, полученный кристаллизацией тугоплавкого расплава имеет жесткость, достаточную для созДания его цилиндрической формы при силовых воздействиях от струи охлаждающей ЖИДКОСТИ . Температура кипения охлаждающей жидкости должны быть выше©. Если он будет ниже Q , то охлаждающая жидкость закипит м ее пар разбрызгает слой легкоплавкого расплава. Равенство линейных скоростей стру необходимо для предотвращения перемешивания слоев струй до момента их затвердевания. Три коаксиальных сопла необходимы для литья двух металлических расплавов и охлаждающей, жидкости. Удале ние вдоль оси второго сопла от перво го необходимо для устранения влияния второго сопла на тепловой режим в пе вом сопле, чем облегчается стабилиза ция температуры в соплах (.температура влияет на вязкость расплава, особенно в первом сопле). Удаление второго сопла от третьего устраняет сил вое воздействие на движущиеся вместе слои из тугоплавкого и легкоплавкого расплавов до момента, пока внутренни слой остынет до температуры & и при f обретет жесткость. 8 Установка сопла эжектора в центральное тело первого сопла с зазором позволяет впускать через этот зазор газ из газостата в полость струи, чем создается газовый подпор, дополнительно препятствующий захлопыванию полости. Передвигая сопло эжектора вдоль оси, изменяют сопротивление зазора, подбирая, тем самым, давление газа в полости струи при настройке устройства. Расположение литейных ковшей в отдельных газостатах позволяет осуществлять независимую регулировку давления газа в каждом газостате, подстраивая равенство линейных скорое тей струй. Сообщение газостатов второго и третьего сопел с газостатом первого сопла обеспечивает равенство линейых скоростей струи при неконтролиуемых колебаниях давления газа. Пара трубопрокатных валков необхоима для калибровки трубы по диамету. Острый радиальный выступ в проатном желобе каждого валка позволяет существлять резку трубы на куски равой длины. Все в целом дает возможность авоматизировать литье трубы, обеспечить непрерывности литья и увеличить, ем самым, производительность. На фиг, 1 изображено устройство ля осуществления способа, вид свер У разрезе; на фиг. 2 то же, вид снизу; на фиг. 3 - ролик и бункер. Устройство содержит двухслойню трубу 1, тугоплавкий и легкоплавкий 3 расплавы, полую цилиндримескую струю k из тугоплавкого расплава 2, полость 5 струи ч, аэрозоль 6, струя 7 легкоплавкого расплава, охлаждающую струю 8 жидкости 9, формирующуюся корочку 10 заготовки, первое 11, второе 12 и третье 13 кольцевые сопла, центральное тело 1 первого кольцевого сопла 11 , литейный ковш 15 для жидкости 9s литейный ковш 16 для легкоплавкого расплава 3, литейный ковш 17 для тугоплавкого расплава 2, газостат 18 первого кольцевого сопла 11, шайбу 19 прижимающую литейный ковш 17 ко дну газостата 18, нагреватель 20 расплава 2, сопло 21 эх(ектора, зазор 22 между соплом 21 эжектора и центральным телом первого кольцевого сопла 11, питающие трубопроводы 23 и 2, газопроводы 25 и 2б, краны 27 и 28 в газопроводах 25 и 26, пара трубопрокатных вэпков zy и 30, прокатные жеjioGh 3 и 32 валкор 29 и 30 радиальные острые выступы 33 и 3 ролик 35, бункер 36S присггасобления 37 и 38 для удаления жидкости 9 с поверхности трубы 1, газостаты 39 и 40 второго и третьего сопел, стержни 41 и 42 из тугоплавкого сплава,уплотнение 43 в крышке газостата 18, трубопроводы kk и kS для подачи расплава 3 и жидкоети 9 в газостаты, патрубок 46 для any впуска газа, крышка 4 ковша 17
Способ получения двухслойной трубы 1 путем заливки одного расплава на другой заключается в следующем,
Льют полую цилиндрическую- струю 4 из тугоплавкого расплава 2 при температуре, лежащей в интеовале между точкой ликвидуса и точкой солидуса. В полость 5 струи , нагнетают аэрозсль 6 для создания защитного покрытия, а на внешнюю поверхностьльют коаксиальную струю 7 легкоплавкого рзсплава 3- выполия алгебраическое условие (1 )„ Струю 7 легкоплавкого расплава 3 кристаллизуют,, выливая на ее внешнюю поверхность коаксиаль -;у о охлаждающую 8 иидкости с то.;дай к - пенчЯ; гк-в гышающей О причем укаэан :. струмя f 7 и 8 особидают одинаковые, вдоль оси трубы, линейнь.е скорости.,
Ус-рой-т о для получения двухслой ;-1ОЙ трубы «кпючоет литейиое сопло 11, тоясоединенное ко дну литейного 17 в гйзостсгге 1Ь и макопитель го- товых руб L Устройство содержит три ;оа;сиэл г.ных сопла И; 12 и 13 УДачз:-и- ЬХ йдоль оси, иснтрэльное тело 14 ;DBoro кольцевого г;оп/ а 11 для фор;л.|ровз1- |/1и полой ил - ндримеской . струи 4 из гугоппэвкого расплаеа 2 выполнено 3 вида трубы, в верхний ,. конец которой вставлено с зазором 22 сопло 21 эжектора аэрозоля 6. Второе кольцевое сопло 12 для литья легкоплавкого расплава 3 и третье кольцевое сопло 13 для литья охлаждающей жидкости 9 подсоединены питающими трубопроводами 24 и 23 каждое к отдальному литейному ковшу 16 (и 15) рас положенному в отдельном газостате 39 (и 40)f причем газостаты 39 и 0 второго 12 и третьего 13 сопел сообщены газопроводами 2б и 25 с газестатом 18 сопла 11,
Кроме того, накопитель готовых труб 1 содержит, пару трубопрокатных
валков 29 и 30, причем в прокатном желобе 31 (32) каждого валка 29 (30) выполнен радиальный острый выступ 33 (и ) для резки труб 1 .
Устройство для получения двухслойной трубы работает следующим образом,
Расплав 2, температура которого лежит в интервале между точкой ликвидуса и точкой солидуса, содержит твердую компоненту в концентрации (1-Кх| ), поэтому вытекает из сопла 11 вязкой полой струей 4. Скорость вытекания регулируется давлением газа в газостате 18. Из сопла 21 эжектора в полость 5 струи 4 вдувается аэрозоль 6; часть которого оседает на поверхность полости 5 образуя защитный слой. Через зазор 22, аэродинамическое сопротивление которого регулируется передвижением сопла 21 в трубе, в полость струи 4 поступает газ из газостата 18, дополнительно, препятствующий захлопыванию полости струи 4.
К внешней поверхности струи 4 прилипает струя 7s формируемая кольцевым соплом 12. Регулировкой давления (краны 27 и 28) в газостатах 39 и 40 добиваются равенства скоростей струй 4f 7 и 8 .(необходимое условие несмешивения расплавов в струях).
Струя 7, перпоначально имеющая емпературу Tg., нагревается до темературы &. отбирая теплоб от TpiM 4, причем
,p(6-T2),
V
де С - теплоемкость .расплава 3 а масса элемента длиной 1 струи 7 Струя 4 кристаллизуется, отдавая
епло б струе 7.
о(.,,
де К концентрация жидкой составляющей расплава 2, определ; емая из диаграммы равновесия сплава (по правилу рычага),; - масса элемента длиной 1
струи 4;
Л;(-теплота кристаллизации расплава 2.
Теплом, которое отдает расплав 2, хлаждаясь до температуры 0 , мы пренебрегаем, ибо это тепло- не прег1ы:ъет 1-2% от тепла G, . Поскольку M,-ernCH t)p, Wo.--&TC()p2., , где j( и Г,2 - внутренний и наружный радиусы струи k; Г ), наружный радиус О и Р удельные плотности рас плавов . и 3 г|- г1 .- го. P,,Ca(e--V ЧТО и совпадает с выражением (1). Следовательно, получение двухслсй ной трубы связано с подбором соотнош НИИ между 1, Г , В процессе ли тья Г- подбирается регулировкой -эыХодной щели сопла 12 (навинчиванлем свинчиванием его накидной обой мыЗ. Г и 1,2 задаются геометрией соп ла11. Кроме того, в пределах 10 30°й Гл и L регулируются количеством газа, поступающего, в полость crpyi-: h через зазор 22 (передвижением conла 21 эжектора вдоль трубы). Формирующая корочка 10,,несущая на себе жидкий слой расплава 3, поступает 8 область расположения сопла 13. Стр;я 8, вылетающая из сопла 13 с той же скоростью, с какой ,двигаются коробка 10 и струя 5, крис таллизует слой легкоплавкого расплэ;ва. При случайных колебаниях дзр.пенк газа в газостате 18 синхронные .чолебания давления происходят в газестатах 39 и 0, ибо они соединены с газостатом 18 трубопроводами 25 и 26 Поэтому равенство скоростей струй 4 7 и 8 поддерживается автоматически« Затвердевшая труба 1 поступает в трубопрокатные валки 29 и 30, где ка либруется и разрешается выступом 33 на куски. Пример. Расплав 2 - это спла железа с 0,5-0,50 весД углерода, расплав 3 - из магния. Параметры расплавов: р 6,9 г/см P2L 7 г/сн ; Х/( 66, кал/г; С, 0,32 кал/г; Т 660 С. Внутренний стальной слой трубы, о разующийся при кристаллизации струи обладает жесткостью, достаточной 9 ля сохоэчения циллндрической формы значение подобразксперипентальноо Оно оптимйльноё описанного устройства).. Точка pi-pyca , солидуса - , o bie ДОГ;.; К,; ;-:-;и.акой составляющей асплзве 2 при , U89° и 1t5ffC. соответственно 0,9; 0,8 и 0,3:;|;ьше тем выше вязкость рас, т8;л меньше скорости истече:.:пгсзз мз соплз 11. Однако ма. требуют больших давлений газа асплаво. 2. При избыточном дав(о, атм) над расплавом 2 , - 0,75-0,85 ( 75-85 об.). В предлагаемом устройстве примене-., :о збп;1точное давле - ие газа 0,6 атм. |;пги;э1;ьное значение К 0,8. Оно сс.л:-;.: ствует температуре расплава 2, рййчои 1489 . Подставив napaMetpbl расггланов в алгебраическое выражение } ,находим :: - §Д1М:- 2 о 92(7) 1 ,тттл21:Тзт Ш|5 пр-1 -..- 1 и - i . Ь им находим по У )аЕ;-;ги1;Ю (7), что 5Г.1, 1,8 им. В сачестве охлзждаой.еС жидкости 9 йзлт расплав LiF н-KF (50,5 мол.% LiF) ,: точк.сй плЕьлениг и начальной ; о-ло%-кипен- я 1500С, Способ получгния двухслойной трубы опробоЕан на устройстве с такими роНИ . и,ечтрал:;г;ое тело кольцевого сопла 11 коН -;чзс:со{г с цилиндрическим к--гч--м 1;окцом (с внешним 2 мм на R 2; 5 :): еьточеио из рубиноFvjio кристалла. Ко.льцевое сопла 11 .. гл-.;. д31. 3 мм выточено : . Р;, .--лчог-ого .г1ла и посажено i-;-i С-1 ,.г клее Е ковш 17 на алумдоеогс блогса. Толщина стенок ковша 17 в вер.чней части 5 мм. Объем ковша 17 равен 80 см Скзорь отверсти.ч в крышке 7 ковша 17 пропущено в расплав 2 шесть стериней и ;2 (диаметром 5 мм каждый) ия (..плава железа с 0, О.С весД, углерода. Стержни 1 и А2 подаются через уплотнения -43 в крышке газостата 18. Стержни k и k2 по.даются гз расплав 2 с помощью механизма, (не показан), управляемого электроконтактным реле уровня расплава 2, по мере того, как уменьшается уровень расплава. Нагреватель 20 расплава 2 индукционный , питаемый от генератора мощ.ностью 10 кВт (стабилизированного с точностью в 0,1% для того, чтобы можно было установить температуру ра плава 2 с ошибкой в t ) . Газостат 18 рассчитан на давление до 5 атм (.толщина водоохлаждаемых стальных стенок 8-10 мм). Ковш 17 .прижат шайбой 19 через свинцовую про кладку ко дну газостата 18. Сопло 21 эжектора вставлено, подвижно через крышку газостата 18 в конце центрального тела Ut с зазором 22 толщиной в 0, ммГазостаты 39 и 10 идентичны газостату 18. Ковши 15 и 16 стальные, Со ла 12 и 13 выполнены из стели. Центральное тело каждого из сопел 12 и 1 имеет внутренний диаметр 6 мм. Кольцевой зазор сопла регулируется накидной гайкой. . Сопла 11 и 12 удалены друг от дру га вдоль оси на расстояние 10 см, а сопла 12 и 13 на расстояние 210 см Трубопроводы 23 и 2f выполнены из стальной трубы, обвернуты слюдой, на которую намотана по всей длине нихро новая спираль. Подогрев магния в ков ше 16 и охлаждающей жидкости в ковше 15 осуществляется также нихромовыми спиралями. Магний подается через трубопровод t) в виде твердого стерх ня диаметром 10 мм аналогично тому, как производится подача материала в расплав 2. Охлаждающая жидкость 9 поступает в ковш 15 через трубопровод 45 под давлением из отдельной емкости, разогретой до 520 С Устройство снабжено также приспособл нием 37, в котором охлаждающая )хидкость 9 сдувается воздухом с трубы 1 и приспосоолением 38 для смыва с тру бы 1 остатков жидкости 9. Устройство снабжено трубопрокатными валками 29 и 30 с диаметром про катного желоба 31 и 32, равным 3,6 м Меньший диаметр валков равен 50 мм, поэтому труба режется выступом 33 на куски длиной 1б7 мм. Валки 31 и 32 приводятся во вращение мотором постоянного тока мощ-мостью 280 Вт ( при 200 об/мин}. Регу лировка равенства линейных скоростей прокатного желоба 31 и истечения струй Ц и 7 осуществляется с помощью известного фотоэлектрического реле, установленного между соплами 12 и 13 и срабатывающего тогда, когда струя изгибается дугой малая скорость враения валков 29 и 30) или уменьшается в диаметре (скорость вра1(ения валков 29 и 30 превышает норму), Реле состоит из двух осветителей и четырех фотодиодов, включенных в мостовую схему. Оптические оси осветителей перпендикулярны, поэтому реле срабатывает при изгибе струи 7 s любую сторону от вертикали и включает дополнительный источник питания электромотора, вращающего валки 29 и 30. Накопитель готовых труб снабжен роликом 35, о который труба 1 ударяется концом, изгибается, ломается, по пинии , выполненного выступами 33 и 3, и падает в бункер 36. Устройство для получения двухслойной трубы выводят на рабочий режим следующим образом. Газостаты 18, 39 и 40 промывают 2-3 раза аргоном, затем перекрывают краны 27 и 28, сужают до предела зазоры сопел 12 и 13, плавят стержни 1 и k2, магний и смесь KF+LiF. Чтобы магний не горел и из сопла 11 самопроизвольно не выпадал расплав 2, вдувают аргон, а в газостате 18 создают отрицательное давление газа в 0,05-0,1 атм. Устанавливают в ковше 17 температуру l489i3C, в ковшах 16 и 15 - 660±3 С и 520±5°С соответственно. Через сопло 21 вдувают аэрозоль из аргона и цинкового порошка. Включают привод валков 29 и 30 так, чтобы они вращались с частотой 1800 об/мин, устанавливают в сопле 12 кольцевой зазор шириной 0,3 мм, а в сопле 13 - в 0,5 0,8 мм. Открывают краны 27 и 28 и создают в газостате 18 избыточное давление в 0,,05 атм. Включают механизм подачи стержней k и k2 и стержня из магния, регулируют скорость вращения валков 29 и 30, а также дополнительно регулируют кольцевые зазоры сопел 12 и 13 и зазор 22, увеличивают мощности нагревателей расплавов. В устройстве лабораторного типа получена труба из стали в качестве основного слоя с магниевым покрытием снаружи и цинковым изнутри. Скорость получения трубы равняется м/с, наружный диаметр 3,6 мм, внутренний 2 мм, толщина магниевого покрытия 0,3 мм, цинкового 0,,05 мм. С той же скоростью получена стальная труба с наружным диаметром 3,6 мм без магниевого покрытия (сопло 12 390 выключено с цинковым защитным покрытием изнутри. Следовательно, способ и устройство позволяют получать двухслойную трубу со скоростью 5 м/сек, что в 1020 раз превышает скорость получения трубы поизвестному способу. Кроме того, процесс получения осуществляется автоматически. Дополнительным преимуществом является мелкозернистость слоев (обусловленная большой скоростью охлаждения расплавов ), что благоприятно сказывается на коррозионной устойчивости и прочности труб (при литье стали 5 традиционными способами размер зерна лежит в интервале 0,1-1 мм, полученная труба состоит из зерен 0,1-гП,П1 м Формула изобретения . 1. Способ получения двухслойной трубы, включающий заливку одного расплава на другой, о т л и ч а ю-uf и йс я тем, что, с целью увеличения про изводительности, полую цилиндрическую струю из расплава подают при температуре, лежащей в интервале между томкой ликвидуса и точкой солидуса, в лость струи нагнетают аэрозоль, а на внешнююповерхность подают коаксиал: но струю более легкоплавкого расплава при условии it-ri-- PiJi±l: |-r joo-piCiCe-Ti) f-j - внутренний и наружный где К радиусы струи из тугоплавкого расплава,мм; Га - наружный радиус струи из легкоплавкого распл ва, мм; - плотности тугоплавкого и легкоплавкого расплавов, кг/м ; С„-- теплоемкость легкоплавкого расплава, ккал/кг град; температура легкоплавкого расплава, С,: д -удельная теплота плавления тугоплавкого рас плава, ккал/кг; l 8 - концентрация жидкой составляющей тугоплавкого расплава при температуре литья,весД; - температура теплового равновесия струй; причем струю легкоплавкого расплава кристаллизуют, подавая на ее внешнюю поверхность коаксиально охлаждающую жидкость с точкой кипения, превышающей температуру теплового равновесия струй, а указанным струям сообщают одинаковые вдоль оси трубы линейные скорости. 2. Устройство для получения двухслойной трубы, содержащее литей- . мое сопло, подсоединенное ко дну литейного ковша в газостате, и накопи-. тель готовых труб, отличающ е е с я тем, что, с целью повышения производительности, оно снабжено тремя ковксиально расположенными кольцевыми соплами, удаленными друг от друга вдоль оси, тело первого кольцевого сопла для формирования полой цилиндрической струи из тугоплавкого расплава выполнено в виде трубы, в верхний конец которой вставлено с зазором сопло эжектора аэрозоля. второе кольцевое сопло для литья легкоплавкого расплава и третье для литья охлаждающей жидкости, подсоедине.ны питающими трубопроводами каждое k отдельному литейному ковшу, расположенному о отдельном газостате, причем газостаты второго и третьего сопел сообщены газопроводами с газе-, статом первого сопла. 3. Устройство по п. 2, отли чающее с я тем, что накопитель готовых труб снабжен парой трубопрокатных валков, причем в прокатном желобе каждого валка выполнен радиальный острый выступ для резки труб. Источники информации, принятые во внимание при экспертизе 1.Механические свойства материалов под высоким давлением. М., Мир, 1973, т. 2, гл. 1-3. 2.Авторское свидетельство СССР № 97637, кл. В 22 II 13/00, 1952. 3.Эрхард Германн. Непрерывное литье. М., 1961 , с. 333. . Авторское свидетельство СССР fP . кл, В 22 D 13/02, 197. 5. Авторское свидетельство СССР ff i 20386, кл. В 22 D 13/02, 197+.
i /
фиг.1
.2
36
/
,
иг.З
