Настоящее изобретение относится к непрерывному способу получения очищенного циклогексанона.
Циклогексанон, С6Н10О, является промежуточным продуктом для производства нейлона-6 в промышленном масштабе.
Обычно чистый циклогексанон сначала превращают в циклогексаноноксим по реакции с гидроксиламином. Затем полученный циклогексаноноксим превращают в капролактам путем перегруппировки Бекмана. Перегруппировка Бекмана представляет собой катализируемую кислотой перегруппировку оксима с получением амида.
После очистки капролактама путем полимеризации капролактама с раскрытием цикла получают нейлон-6.
В промышленности циклогексанон можно получить из циклогексана по двухстадийной химической методике с последующими концентрированием и очисткой. На первой стадии химической методики циклогексан окисляют содержащим кислород газом и получают смесь, содержащую промежуточный циклогексилгидропероксид и продукты, циклогексанол, циклогексанон, и побочные продукты. Поскольку промежуточный циклогексилгидропероксид и продукты, циклогексанол и циклогексанон, окисляются легче, чем циклогексан, степень превращения циклогексана является низкой. На второй стадии, проводимой в секции разложения, промежуточный циклогексилгидропероксид, содержащийся в окисленной реакционной смеси, полученной на первой стадии, подвергают разложению в присутствии водной фазы, содержащей основные гидроксид-ионы, и получают подвергшуюся разложению реакционную смесь. Кроме искомых продуктов, циклогексанона и циклогексанола, также образуются побочные продукты, включая соли щелочных металлов. После разложения промежуточного циклогексилгидропероксида органическую фазу и водную фазу, содержащиеся в полученной двухфазной системе, разделяют. Органическую фазу, в основном содержащую не подвергшиеся превращению циклогексан, циклогексанол и циклогексанон, подвергают последующей обработке. Не подвергшийся превращению циклогексан извлекают из этой органической фазы и рециркулируют обратно в секцию окисления. Затем искомые продукты выделяют и очищают. На третьей стадии полученный циклогексанол необязательно дегидрируют и получают циклогексанон. Стадии проводят в непрерывном режиме.
В US 5905173 раскрыт способ разложения смеси, содержащей циклоалкилгидропероксид, с помощью водной фазы, содержащей гидроксид щелочного металла, в которой кроме гидроксида щелочного металла также содержится не менее 10 мас. % одной или большего количества солей щелочных металлов в пересчете на массу водной фазы. Предпочтительно, если солями щелочных металлов являются карбонаты щелочных металлов или соли щелочных металлов моно- и поликарбоновых кислот, в которых фрагмент карбоновой кислоты содержит от 1 до 24 атомов углерода.
В US 4238415 раскрыт способ получения циклоалканолов и циклоалканонов путем жидкофазного окисления циклоалкана, содержащего в кольце от 5 до 12 атомов углерода, с помощью газа, содержащего молекулярный кислород, с получением окисленной смеси, содержащей циклоалкилгидропероксид и кислоты, и последующего разложения такого циклоалкилгидропероксида с получением циклоалканола и циклоалканона. Разложение проводят с использованием соли металла в присутствии водного раствора гидроксида щелочного металла. Улучшение включает наличие стадии нейтрализации, на которой кислоты, содержащиеся в окисленной смеси, сначала нейтрализуют и получают нейтрализованную органическую фазу, содержащую циклоалкилгидропероксид, где затем нейтрализованную органическую фазу обрабатывают солью металла в присутствии водного раствора гидроксида щелочного металла для разложения циклоалкилгидропероксида и получения органической фазы, содержащей циклоалканол и циклоалканон.
Серьезным затруднением, связанным с этими способами, в особенности при использовании содержащих гидроксиды щелочных металлов водных растворов для разложения циклогексилгидропероксида, является так называемый "захват гидроксида щелочного металла". Органическая фаза, содержащаяся в двухфазной системе, полученной после разложения циклогексилгидропероксида, все еще содержит значительное количество гидроксидов щелочных металлов. Установлено, что промывка этой органической фазы водой незначительно влияет на захват гидроксида щелочного металла. Основным возникающим затруднением является потеря циклогексанона вследствие конденсации с образованием нежелательных высококипящих побочных продуктов. Другим затруднением, которое наблюдается, является возникновение загрязнения в дистилляционных колоннах и вспомогательном оборудовании, таком как ребойлеры, которое вызвано этими полученными высококипящими побочными продуктами. Тенденция к конденсации наблюдается при условиях использования высокой температуры в комбинации со сравнительно высокими концентрациями циклогексанона. Такие условия главным образом наблюдаются после того, как удаляют большую часть не подвергшихся превращению циклоалканов, содержащихся в органической фазе. Помимо загрязнения в дистилляционных колоннах и вспомогательном оборудовании, таком как ребойлеры, вызванного высококипящими побочными продуктам, в дистилляционных колоннах и вспомогательном оборудовании, таком как ребойлеры, также наблюдается возникновение загрязнения, содержащего соли щелочных металлов. Захват гидроксида щелочного металла возникает, с одной стороны, вследствие растворимости гидроксидов щелочных металлов в органической фазе, которая все еще содержит значительное количество растворенной воды, и, с другой стороны, вследствие неполного разделения фаз и это приводит к тому, что небольшие капли водной фазы, содержащей гидроксиды щелочных металлов, остаются эмульгированными в органической фазе. При последующей перегонке вода исчезает, но гидроксиды щелочных металлов остаются в органической смеси. То обстоятельство, что при производстве в промышленном масштабе объем потоков этих органических фаз, возникающих после разложения циклогексилгидропероксида, является очень большим вследствие низкой степени превращения в секции окисления, делает это затруднение при крупномасштабном производстве еще более существенным.
В US 4326085 раскрыт способ удаления карбоксилатов щелочных металлов из смесей, которые содержат циклоалканон и циклоалканол, в частности, циклогексанон и циклогексанол, и которые получены путем окисления жидкой фазы соответствующего циклоалкана с помощью газа, содержащего молекулярный кислород. Карбоксилаты щелочных металлов удаляют из таких смесей, содержащих циклоалканон и циклоалканол, путем промывки смеси водным раствором кислоты, в частности, водным раствором карбоновой кислоты, содержащей в одной молекуле от 1 до 6 атомов углерода.
Однако установлено, что недостатком описанной выше промывки кислотой в использующемся в настоящее время промышленном оборудовании является коррозия оборудования вследствие кислотной природы разных технологических потоков после добавления водного раствора кислоты. Замена этих частей оборудования на кислотостойкие части оборудования является весьма дорогостоящей. Кроме того, следует учитывать текущие затраты, связанные с использованием водных растворов кислот. Кроме того, установлено, что при промывке смеси водным раствором кислоты происходит скрытие захвата гидроксидов щелочных металлов вследствие нейтрализации гидроксидов щелочных металлов водным раствором кислоты вместо их фактического удаления из смесей, содержащих циклоалканон и циклоалканол. Таким образом, все еще может наблюдаться загрязнение последующего технологического оборудования, возникающее в результате присутствия солей щелочных металлов.
Кроме того, в этом способе необходима обработка смесями, которые содержат циклоалканон и циклоалканол, при высоких скоростях потока, поскольку эти смеси все еще разбавлены существенными количествами непрореагировавшего циклоалкана. Кроме того, промывку водными растворами кислот приводят при высоком давлении. Таким образом, при таком типе промывки водным раствором кислоты необходимы обладающие большим объемом потоки водных растворов кислот. Высокая скорость потока обычно определена, как скорость потока, равная более 50 м3/ч. Однако относительные скорости потоков также зависят от масштаба способа промышленного производства.
В US 5892122 раскрыт улучшенный способ получения циклогексанона и циклогексанола путем окисления циклогексана, в котором для нейтрализации каустической соды используют многоосновную кислоту с целью предупреждения олигомеризации циклогексанона в ходе фракционной перегонки. В US 5892122 также раскрыто, что присутствие каустической соды на стадии фракционной перегонки может катализировать олигомеризацию некоторого количества циклогексанона, приводящую к снижению выхода. Это затруднение преодолено путем включения промывки водой перед перегонкой циклогексанона.
Однако неожиданно было установлено, что перед перегонкой циклогексанона не обязательно проводить промывку водой. Установлено, что уменьшение потери циклогексанона вследствие превращения в нежелательные высококипящие побочные продукты (такие как, например, олигомеры) и, следовательно, получение высокого выхода циклогексанона, можно обеспечить путем введения стадии промывки между стадиями удаления циклогексана и извлечения циклогексанона. Ее обычно проводят между первой секцией перегонки и второй секцией перегонки. На этом участке скорости потоков органических фаз уменьшаются вследствие удаления циклогексана. Циклогексан является компонентом, который в значительном избытке содержится в органических фазах после разложения циклогексилгидропероксида, который загружают в первую секцию перегонки. Эту стадию промывки; проводимую между удалением циклогексана и извлечением циклогексанона, можно провести с использованием воды и, таким образом, избежать использования кислот.
Другим преимуществом является то, что концентрация гидроксидов щелочных металлов после первой секции перегонки выше, чем их концентрация в органических фазах после разложения циклогексилгидропероксида, что делает процедуру промывки более эффективной.
Кроме того, капиталовложения, связанные с промывкой органической фазы после удаления большей части циклогексана в первой секции перегонки, являются намного меньшими, чем капиталовложения, связанные с промывкой органической фазы до удаления большей части циклогексана в первой секции перегонки (непосредственно после разложения циклогексилгидропероксида), вследствие намного меньших размеров необходимого оборудования, поскольку после этого скорости потоков могут быть намного более низкими. Кроме того, оборудование для промывки, необходимое для промывки, проводимой между первой секцией перегонки и второй секцией перегонки, может быть предназначено для использования при атмосферном давлении, тогда как оборудование для промывки, установленное непосредственно после разложения циклогексилгидропероксида, может являться дорогостоящим оборудованием, работающим при давлении, равном больше или меньше атмосферного. Обычно промывку органической фазы непосредственно после разложения циклогексилгидропероксида проводят при давлении, равном от 0,5 до 1,5 МПа.
Поэтому, настоящее изобретение относится к преодолению разных затруднений, вызванных захватом щелочного металла, и обеспечивает удаление гидроксидов щелочных металлов.
Настоящее изобретение относится к непрерывному способу получения очищенного циклогексанона, который включает следующие стадии:
I. окисление циклогексана в жидкой фазе с помощью содержащего кислород газа с получением циклогексилгидропероксида, циклогексанона, циклогексанола, сложных эфиров циклогексанола и карбоновых кислот;
II. разложение циклогексилгидропероксида, полученного на стадии I, в присутствии водного щелочного раствора с получением органической фазы, содержащей циклогексан, циклогексанон и циклогексанол, и водной фазы;
III. разделение органической фазы и водной фазы, полученных на стадии II;
IV. удаление циклогексана из органической фазы, полученной на стадии III, с получением остатка, содержащего циклогексанон, циклогексанол и соли щелочных металлов;
V. удаление солей щелочных металлов путем промывки водой остатка, полученного на стадии IV;
VI. удаление из остатка, полученного на стадии V, компонентов, обладающих более низкой температурой кипения, чем температура кипения циклогексанона, с получением остатка, содержащего циклогексанон и циклогексанол;
VII. извлечение циклогексанона из остатка, полученного на стадии VI, с получением остатка, содержащего циклогексанол;
где
a) органическая фаза, полученная на стадии III, содержит менее 50 ч./млн циклогексилгидропероксида и менее 25 ч./млн сложных эфиров циклогексанола;
b) остаток, полученный на стадии V после промывки водой, содержит менее 10 ч./млн солей щелочных металлов;
c) на стадии IV из органической фазы удаляют по меньшей мере 75 мас. % циклогексана; и
d) остаток, полученный на стадии IV, не промывают водным щелочным раствором перед использованием на стадии VI.
СТАДИЯ I
Для простоты первая стадия, стадия I, которая представляет собой окисление циклогексана с помощью содержащего кислород газа с получением смеси, содержащей циклогексанол, циклогексанон, циклогексилгидропероксид и побочные продукты, представлена в настоящем изобретении несбалансированным уравнением (1).

Побочные продукты, полученные в ходе реакции (1), обычно содержат несколько органических кислот при разных количествах.
В качестве источника содержащего кислород газа в основном используют воздух, обогащенный воздух или разбавленный воздух. Воздух содержит примерно 21 об. % кислорода, обогащенный воздух содержит более 21 об. % кислорода, обычно от 21 до 30 об. % кислорода; и разбавленный воздух содержит менее 21 об. % кислорода, обычно от 5 до 21 об. % кислорода. В промышленном производстве на этой первой стадии циклогексан обычно окисляют в жидкой фазе с помощью воздуха.
Температуры, подходящие для проведения окисления, составляют от примерно 120 до примерно 200°С. Реакцию проводят в течение от 5 мин до 6 ч и ее проводят в одном или большем количестве реакторов для окисления, которые могут быть соединены последовательно. Давление является таким, чтобы в системе поддерживалась жидкая фаза. Давление обычно составляет от примерно 0,3 до примерно 5 МПа, предпочтительно от примерно 0,5 до примерно 2 МПа. В промышленном масштабе окисление обычно проводят или без катализа, или с помощью катализа с использованием подходящего катализатора или смеси катализирующих соединений. Подходящими катализаторами и модификаторами пути реакции являются, в частности, содержащие кобальт соли, содержащие хром соли и NHPI (N-гидроксифталимид) и ДЭГФК (ди-(2-этилгексил)фосфорная кислота), и они являются известными. Степень превращения обычно является низкой, например, от 1 до 12 мас. % в пересчете на загруженный циклогексан, поэтому полученная на первой стадии реакционная смесь содержит значительное количество не подвергшегося превращению циклогексана.
Обычно продукт некатализируемой реакции окисления циклогексана содержит по меньшей мере сравнимые выраженные в массовых процентах (мас. %) количества циклогексилгидропероксида и циклогексанола вместе с циклогексаноном. Часто смесь, полученная после реакции окисления, содержит количество циклогексилгидропероксида, которое более чем в два раза превышает количество циклогексанола вместе с циклогексаноном. В отличие от этого в ходе катализируемой реакции окисления получают смесь, которая содержит менее 50 мас. % циклогексилгидропероксида в пересчете на выраженное в мас. % количество циклогексанола вместе с циклогексаноном. Часто она содержит даже менее 40 мас. % циклогексилгидропероксида в пересчете на выраженное в мас. % количество циклогексанола вместе с циклогексаноном.
Концентрация циклогексилгидропероксида в реакционной смеси при выходе из реактора для окисления обычно составляет от примерно 0,1 до примерно 8,0 мас. %. Концентрация циклогексанола в этой смеси обычно составляет от примерно 0,1 до примерно 10 мас. %.
В результате реакции окисления получают находящийся под давлением горячий и разбавленный раствор, содержащий циклогексанол, циклогексанон, циклогексилгидропероксид и побочные продукты в циклогексане. Раствор, полученный на первой стадии, можно использовать на следующей стадии без обработки. Однако перед последующей обработкой давление в этой окисленной смеси можно необязательно понизить. Кроме того, после проведения реакции окисления перед последующей обработкой можно понизить температуру смеси. Предпочтительно, если это охлаждение проводят путем (частичных) передачи и/или переноса тепла через теплообменник к охлаждающему устройству. Перед последующей обработкой окисленную смесь необязательно концентрируют для частичного удаления циклогексана.
СТАДИЯ IB
Перед проведением стадии II необязательно проводят дополнительную стадию Ib, на которой окисленную реакционную смесь, содержащую циклогексанол, циклогексанон, циклогексилгидропероксид и побочные продукты в циклогексане, промывают водой, при этом по меньшей мере часть кислых побочных продуктов, образовавшихся в ходе окисления, экстрагируют из окисленной реакционной смеси.
СТАДИЯ IC
Предпочтительно, если окисленную смесь, содержащую циклогексанол, циклогексанон, циклогексилгидропероксид и побочные продукты в циклогексане, полученную на стадии I и необязательно промытую водой на стадии Ib, подвергают последующей обработке путем проведения отдельной стадии нейтрализации, на которой нейтрализуют по меньшей мере часть кислот, содержащихся в окисленной смеси. Затем полученную нейтрализованную окисленную смесь, содержащую циклогексанол, циклогексанон, циклогексилгидропероксид побочные продукты в циклогексане, дополнительно обрабатывают путем проведения последующей стадии разложения. Если проводят стадию Ib и стадию Ic, то стадию Ic проводят после стадии Ib.
СТАДИЯ II
На второй стадии циклогексилгидропероксид, содержащийся в окисленной смеси, полученной на стадии I, подвергают разложению в присутствии водного щелочного раствора с получением подвергшейся разложению реакционной смеси.
Кроме искомых продуктов, циклогексанона и циклогексанола, также образуются побочные продукты.
Для простоты эта реакция представлена в настоящем изобретении несбалансированным уравнением (2).

Предпочтительно, если водным щелочным раствором является раствор, содержащий гидроксид-ионы. Гидроксид-ионы также нейтрализуют кислотные побочные продукты (не показано). Водным щелочным раствором может являться водный раствор NaOH или KОН, или их смесь и предпочтительно, если им является водный раствор NaOH. Предпочтительно, если значение pH водного щелочного раствора находится в диапазоне от 11 до 14, более предпочтительно от 12 до 14 и особенно предпочтительно от 13 до 14. Состав, концентрации и/или количества побочных продуктов, полученных в ходе реакции (1) и в ходе реакции (2), обычно являются разными.
Предпочтительно, если водный щелочной раствор, использующийся на стадии II, обладает содержанием гидроксида, составляющим более 0,01 моль/(кг воды).
Обычной методикой введения необходимых гидроксид-ионов является добавление к окисленной реакционной смеси водного раствора, содержащего гидроксид натрия и/или гидроксид калия. Для разложения циклогексилгидропероксида добавляют достаточное количество водного раствора, содержащего гидроксид щелочного металла, так чтобы концентрация гидроксида в водной фазе, [ОН-], после завершения разложения равнялась не менее 0,05 н., предпочтительно не менее 0,6 н. Завершение разложения означает, что степень превращения имеющегося в наличии циклогексилгидропероксида составляет более 90%. В принципе, можно использовать [ОН-], равную 2 н., но это не обеспечивает никаких преимуществ. Такая высокая концентрация может привести к протеканию побочных реакций, например альдольной конденсации циклогексанона. Поэтому использующееся количество гидроксида щелочного металла предпочтительно является таким, что [ОН-] после завершения равна от примерно 0,1 до примерно 2 н. Более предпочтительно использовать количество гидроксида, достаточное для того, чтобы [ОН-] после завершения равнялась от примерно 0,6 до примерно 1 н.
Для проведения продуктивного и эффективного разложения циклогексилгидропероксида на стадии разложения предпочтительно поддерживать отношение объема водной фазы к объему органической фазы, составляющее не менее примерно 0,02, и предпочтительно примерно от 0,05 до 0,20. Можно использовать более высокие значения отношений объемов, но это не обеспечивает особенного преимущества.
Разложение циклогексилгидропероксида можно провести при температуре, находящейся в диапазоне, например, от примерно 60 до примерно 180°С.
Реакцию разложения циклогексилгидропероксида предпочтительно проводить в присутствии по меньшей мере одного катализатора, соли металла, активирующей разложение циклогексилгидропероксида. Солью обычно является соль переходного металла (например, групп IB, VIB, VIIB и VIIIB Периодической системы). Примерами подходящих переходных металлов являются кобальт, хром, марганец, железо, никель, меди или смеси этих металлов, такие как, например, смесь кобальта и хрома. Предпочтительно, если соль переходного металла растворима в воде. Подходящими солями являются сульфаты металлов, ацетаты металлов и карбоксилаты металлов (например, бензоат). Помимо сульфатов можно использовать нитраты и хлориды, хотя они обладают тем недостатком, что часто являются корродирующими. В принципе, можно использовать комплексные соли, такие как, например, хромат калия. Количество соли переходного металла может составлять от примерно 0,1 до примерно 1000 частей на миллион (ч./млн), рассчитанное, как количество переходного металла в пересчете на массу водной фазы. Однако можно использовать более значительные количества соли переходного металла. Предпочтительно, если соль переходного металла содержится в количестве, составляющем от примерно 0,1 до примерно 10 ч./млн.
Соль переходного металла необязательно можно добавить к смеси, содержащей циклогексилгидропероксид, в комбинации с гидроксидом щелочного металла в виде водного раствора. Переходный металл также можно добавить к реакционной смеси в виде органической соли, растворенной в органическом растворителе, в таком количестве, что после разделения фаз концентрация переходного металла в водной фазе находится в указанных выше диапазонах. В качестве органического растворителя можно использовать, например циклогексан. Другими подходящими органическими растворителями являются бензол и циклогексен.
Реакцию разложения можно провести при атмосферном, пониженном давлении или при повышенном давлении. В настоящем изобретении атмосферное давление определено, как давление, находящееся в диапазоне примерно от 0,08 до 0,12 МПа. В настоящем изобретении пониженное давление определено, как давление, находящееся в диапазоне примерно от 0,03 до 0,08 МПа. В настоящем изобретении повышенное давление определено, как давление, находящееся в диапазоне от примерно 0,12 до примерно 3 МПа. Разложение циклогексилгидропероксида можно успешно провести при давлении такого же порядка, как давление, использующееся для проведения окисления циклогексана; однако также может оказаться предпочтительным выпарить часть циклоалкана после окисления путем понижения давления (т.е. испарения). Тогда предпочтительно, если давление в ходе проведения разложения составляет от примерно 0,03 до примерно 1 МПа, более предпочтительно, если реакцию разложения проводят при давлении, почти равном атмосферному. Эти две реакции можно регулировать таким образом, чтобы реакция разложения не завершалась до завершения реакции окисления.
Таким образом, стадия II включает добавление водного щелочного раствора к органической фазе, перемешивание обеих фаз, после этого на стадии III проводят разделение водной и органической фазы.
СТАДИЯ III
После завершения реакции разложения полученную водную фазу можно отделить от полученной органической фазы. Органическая фаза в основном содержит циклогексан, циклогексанол и циклогексанон. Полученную водную фазу можно (частично) повторно использовать в реакции разложения, если она соответствует указанным выше требованиям. Эта водная фаза уже содержит соли щелочных металлов моно- или поликарбоновых кислот, но часто необходимо добавить гидроксид щелочного металла. Моно- или поликарбоновые кислоты, входящие в состав этих солей щелочных металлов моно- или поликарбоновых кислот, образуются в ходе побочных реакций в секции окисления и/или в ходе реакции разложения. Повторное использование водной фазы обеспечивает то преимущество, что отношение количеств водной фазы и органической фазы можно установить и регулировать простым образом. Предпочтительно, если водную фазу, полученную на стадии разложения (частично) рециркулируют на стадию нейтрализации. Таким образом можно уменьшить полное потребляемое количество гидроксида щелочного металла при получении циклогексанона.
Затем полученную органическую фазу, которая в основном содержит циклогексан, циклогексанол и циклогексанон, обрабатывают и получают очищенный циклогексанон.
СТАДИЯ IV
Предпочтительно, если полученную органическую фазу сначала направляют в секцию перегонки, в которой предпочтительно, если сначала отгоняют циклогексан и компоненты, которые являются более летучими, чем циклогексан. Таким образом получают тяжелую фракцию (все еще являющуюся органической фазой), которую концентрируют и получают циклогексанон и циклогексанол. Эту тяжелую фракцию также называют остатком, содержащим циклогексанон, циклогексанол и соли щелочных металлов. Извлеченный циклогексан рециркулируют обратно в секцию окисления.
СТАДИЯ V
Эта секция промывки необязательно включает две или большее количество последовательных стадий промывки. Предпочтительно, если эти последовательные стадии промывки проводят в режиме противотока. Основным преимуществом включения секции промывки между первой секцией перегонки и второй секцией перегонки по сравнению с предшествующим уровнем техники, где органическую фазу промывают после разложения циклогексилгидропероксида, является то, что концентрация гидроксидов щелочных металлов после первой секции перегонки является более высокой и что скорость потока (выраженная в м3/ч) органической фазы, которую необходимо промыть, является меньшей и предпочтительно, если она составляет менее 40 м3/ч и более предпочтительно менее 35 м3/ч. Следует понимать, что вследствие удаления большей части циклогексана в первой секции перегонки органической фазы коэффициент концентрации находится в диапазоне примерно от 10 до 40.
Предпочтительно, если водную фазу, полученную в этой секции промывки (частично) рециркулируют на стадию II, где ее можно использовать для получения свежих водных растворов, содержащих щелочи - гидроксид натрия и/или гидроксид калия, которые добавляют к окисленной реакционной смеси.
В одном варианте осуществления настоящего изобретения по меньшей мере часть водной фазы, полученной на стадии V, используют для получения свежего щелочного раствора, который используют на стадии II для разложения циклогексилгидропероксида, полученного на стадии I.
В другом варианте осуществления настоящего изобретения всю водную фазу, полученную на стадии V, используют для получения свежего щелочного раствора, который используют на стадии II для разложения циклогексилгидропероксида, полученного на стадии I.
Стадию V можно провести при давлении, находящемся в диапазоне от примерно 0,03 до примерно 1 МПа, более предпочтительно в диапазоне от примерно 0,05 до примерно 0,5 МПа и особенно предпочтительно в диапазоне от примерно 0,08 до примерно 0,12 МПа (примерно при атмосферном давлении).
Предпочтительно, если количество воды, которое загружают на стадии V для удаления солей щелочных металлов путем промывки водой остатка, полученного на стадии IV, составляет от 5 до 300 мас. % и более предпочтительно от 10 до 150 мас. % в пересчете на остаток полученный на стадии IV.
Предпочтительно, если на стадии V промывка для удаления солей щелочных металлов, проводимая путем промывки остатка, полученного на стадии IV, включает одну или большее количество последовательных стадий промывки.
Более предпочтительно, если на стадии V промывка для удаления солей щелочных металлов, проводимая путем промывки остатка, полученного на стадии IV, включает 2 или большее количество последовательных стадий промывки.
Наиболее предпочтительно, если на стадии V промывка для удаления солей щелочных металлов, проводимая путем промывки остатка, полученного на стадии IV, включает 2 последовательные стадии промывки.
Предпочтительно, если на стадии V промывку проводят в одном или большем количестве последовательно соединенных смесителей-отстойников и/или в промывной колонне. Промывная колонна может содержать тарелки и/или насадку.
Предпочтительно, если на стадии V промывку для удаления солей щелочных металлов, проводимую путем промывки остатка, полученного на стадии IV, проводят в режиме противотока.
Для промывки, проводимой на стадии V, можно использовать воду любого типа. Предпочтительно, если используют воду, обладающим низким содержанием соли. Более предпочтительно, если используют деминерализованную воду или конденсат пара.
Предпочтительно, если на стадии V удаляют более 90% солей щелочных металлов, содержащихся в остатке, полученном на стадии IV.
СТАДИЯ VI
Промытую фракцию, полученную на стадии V, которую концентрируют в циклогексанон, затем направляют во вторую секцию перегонки, где компоненты, которые являются более летучими, чем циклогексанон, отгоняют в виде головного продукта (продуктов). Более предпочтительно, если вторая секция перегонки разделена по меньшей мере на две подсекции. В первой подсекции в виде головного продукта отгоняют компоненты, которые являются более летучими, чем циклогексанон (например, циклогексан), и которые можно рециркулировать обратно в первую секцию перегонки. При этом в последней подсекции в виде головного продукта отгоняют компоненты, которые являются более летучими, чем циклогексанон (например, пентанол и гептанон), и которые не рециркулируют обратно в первую секцию перегонки.
Более тяжелую фракцию, полученную во второй секции перегонки, направляют в третью секцию перегонки, в которой отгоняют циклогексанон. В третьей секции перегонки в качестве более тяжелой фракции получают фракцию, концентрированную в циклогексаноле.
СТАДИЯ VII
Эту более тяжелую фракцию, полученную на стадии VI, загружают в четвертую секцию перегонки. В качестве более тяжелой фракции получают смесь, содержащую олигомеры циклогексанона. В четвертой секции перегонки отгоняют циклогексанол. Отогнанный циклогексанол необязательно загружают в установку для дегидрирования, в которой получают дополнительное количество циклогексанона. Предпочтительно, если водород отделяют от реакционной смеси, выходящей из установки для дегидрирования, и оставшуюся смесь загружают во вторую секцию перегонки.
Для сведения к минимуму количества примесей, содержащихся в полученном циклогексаноне, таких как альдегиды, во вторую секцию перегонки можно добавить небольшие количества аминов или щелочных соединений.
Предпочтительно, если циклогексанон, извлеченный на стадии VII, является чистым. В настоящем изобретении чистый определен как содержащий менее 1 мас. % примесей, более предпочтительно содержащий менее 0,5 мас. % и особенно предпочтительно содержащий менее 0,2 мас. % примесей.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖА
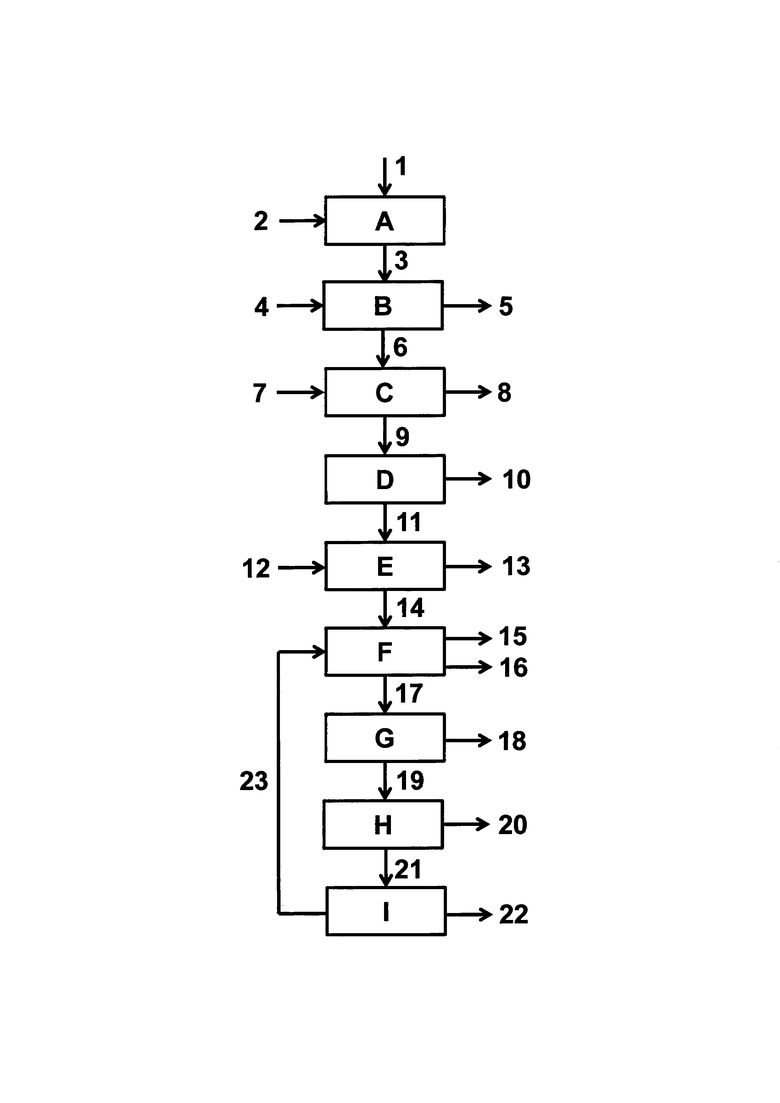
На фиг. 1 схематично представлена конфигурация способа, подходящего для проведения предпочтительного варианта осуществления настоящего изобретения.
На фиг. 1 представлена секция окисления [А], в которую циклогексан подают через линию [1] и воздух подают через линию [2]. Окисленная смесь выходит из этой секции через линию [3] и ее загружают в секцию разложения [В]. Водный раствор NaOH подают через линию [4]. Водная фаза выходит из секции [В] через линию [5]. Подвергшаяся разложению реакционная смесь выходит из секции [В] через линию [6] и ее загружают в секцию промывки [С]. В секции промывки [С] подвергшуюся разложению реакционную смесь промывают водой, которую подают через линию [7]. Водная фаза, которую получают в секции промывки [С], выходит из этой секции через линию [8]. Полученная промытая подвергшаяся разложению реакционная смесь выходит из секции промывки [С] через линию [9] и ее загружают в первую секцию перегонки [D], Подвергшаяся разложению реакционная смесь необязательно выходит из секции [В] через линию [6] и ее непосредственно загружают в первую секцию перегонки [D], таким образом она проходит мимо секции промывки [С] (не показано на фиг. 1). Извлеченный циклогексан выходит из первой секции перегонки [D] через линию [10] и его повторно используют в секции окисления [А]. Раствор, который образуется в первой секции перегонки [D], выходит через линию [11] и его загружают в секцию промывки [Е]. В секции промывки [Е] раствор промывают водой, которая входит через линию [12]. В секцию промывки [Е] необязательно добавляют дополнительное количество циклогексана для улучшения разделения водной фазы и органической фазы (не показано на фиг. 1). После разделения фаз полученная водная фаза выходит через линию [13]. Промытый органический раствор выходит через линию [14] и его загружают во вторую секцию перегонки [F]. Компоненты, которые повторно используют в способе получения циклогексанона, например, циклогексан, удаляют в виде верхнего потока через линию [15]. Компоненты, которые являются более летучими, чем циклогексанон, и которые не используют повторно в способе получения циклогексанона, удаляют в виде верхнего потока через линию [16]. Остаточный продукт, содержащийся в этой колонне, загружают в третью секцию перегонки [G] через линию [17]. В третьей секции перегонки [G] циклогексанон извлекают в виде головного продукта и он выходит через линию [18]. Тяжелую фазу, полученную в третьей секции перегонки [G], выгружают через линию [19] и загружают в четвертую секцию перегонки [Н]. В четвертой секции перегонки [Н] поток, в основном содержащий циклогексанол, и остаточный поток выходят из этой секции через линию [21] и линию [20] соответственно. Поток, который в основном содержит циклогексанол, загружают в секцию дегидрирования [1]. Содержащий водород поток выходит из секции дегидрирования [1] через линию [22]. Оставшаяся реакционная смесь выходит из секции дегидрирования [1] через линию [23] и ее загружают во вторую секцию перегонки [F].
ИЗМЕРЕНИЯ:
1) Для определения эфирного числа продуктов, полученных в результате окисления циклогексана, использовали титриметрическую методику. Принцип методики включает омыление сложного эфира путем проводимого после нейтрализации кипячения с известным количеством этанольного раствора гидроксида натрия и последующее титрование избытка последнего. По этой методике определяют общее эфирное число, поэтому также учитываются любые сложные эфиры циклогексанола, которые могут образоваться. Таким образом, количество сложных эфиров циклогексанола является меньшим или равным количеству, полученному по этой методике.
2) Для определения количества реакционно-способных пероксидов использовали титриметрическую методику. Принцип методики заключается в том, что в среде уксусная кислота-хлороформ и при комнатной температуре пероксид вступает в реакцию с йодидом калия и образуется эквивалентное количество йода. Затем йод титруют тиосульфатом натрия.
3) Для оценки содержания соли щелочного металла в разных потоках определяли только содержание щелочного металла. Для определения количества ионов Na в образцах, полученных в результате окисления циклогексана, использовали атомную абсорбционную спектроскопию.
4) Для определения содержания циклогексанола, содержания циклогексанона и содержания циклогексана в продуктах, полученных в результате окисления циклогексана, использовали газовую хроматография.
Настоящее изобретение проиллюстрировано с помощью ряда приведенных ниже неограничивающих примеров и сравнительных примеров.
Номера в приведенных ниже примерах находятся в соответствии с фиг. 1. Следует понимать, что примеры являются лишь иллюстративными и в объеме настоящего изобретения можно с успехом использовать другие конфигурации и параметры способа.
Ни в одном из примеров или сравнительных примеров остаток, полученный на стадии IV, не промывали водным щелочным раствором до его использования на стадии VI.
СРАВНИТЕЛЬНЫЙ ПРИМЕР 1
В этом сравнительном примере 1 описан вариант осуществления, соответствующий предшествующему уровню техники, представленный на фиг. 1, за исключением того, что в случае сравнительного примера 1 на фиг. 1 отсутствовали бы секция промывки водой [С] и секция промывки [Е].
В секции окисления [А], которая состоит из 6 последовательно-соединенных реакторов, сжиженный циклогексан, подаваемый через линию [1], окисляли с помощью воздуха, который подавали через линию [2]. В этой секции окисления температура и давления составляли примерно 165°С и 1,2 МПа соответственно. В секции окисления к реакционной смеси не добавляли катализатор. Полученная окисленная смесь содержала циклогексанол, циклогексанон, циклогексилгидропероксид и циклогексан в качестве побочного продукта. Эту смесь охлаждали с помощью теплообменников и нейтрализовывали. Полученная охлажденная и нейтрализованная окисленная смесь выходила из этой секции через линию [3] и ее загружали в секцию разложения [В], где циклогексилгидропероксид подвергали разложению. Водный раствор NaOH загружали в секцию разложения [В]. После завершения реакции разложения полученную водную фазу отделяли от подвергшейся разложению реакционной смеси, которая в основном содержала циклогексан, циклогексанол и циклогексанон. Сумма концентраций циклогексанона и циклогексанола в этой подвергшейся разложению реакционной смеси составляла примерно 3,5 мас. %. Полученная органическая фаза содержала менее 50 ч./млн циклогексилгидропероксида и менее 25 ч./млн сложных эфиров циклогексанола.
Подвергшаяся разложению реакционная смесь, обладающая средней скоростью потока, равной примерно 350 м3/ч, выходила из секции разложения [В] через линию [6]. Полученную водную фазу, обладающую значением pH, находящимся в диапазоне от 13 до 14 (при 25°С), отделяли от подвергшейся разложению реакционной смеси и частично повторно использовали для разложения циклогексилгидропероксида и частично повторно использовали для нейтрализации карбоновых кислот. Водная фаза, содержащая нейтрализованные органические кислоты, выходила секцию разложения [В] через линию [5].
Линия [6] переходила в линию [9] вследствие отсутствия секции промывки водой [С]. Подвергшуюся разложению реакционную смесь, которую направляли через линию [9], после нагревания загружали в первую секцию перегонки [D], в которой из промытой подвергшейся разложению реакционной смеси извлекали циклогексан. Извлеченный циклогексан выходил из первой секции перегонки [D] через линию [10] и его повторно использовали в секции окисления [А]. Остаток, который образовывался в первой секции перегонки [D], содержащий циклогексанон, циклогексанол и соли щелочных металлов, обладающий средней скоростью потока, равной примерно 20 м3/ч, выходил через линию [11].
Линия [11] переходила в линию [14] вследствие отсутствия секции промывки [Е]. Остаток, содержащий циклогексанон, циклогексанол и соли щелочных металлов, направляли через линию [14] и загружали во вторую секцию перегонки [F], где отгоняли компоненты, которые являлись более летучими, чем циклогексанон. Вторая секция перегонки [F] состояла из двух дистилляционных колоннах, которые работали последовательно. В первой дистилляционной колонне, находящейся во второй секции перегонки [F], компоненты, которые повторно использовали в способе получения циклогексанона, например, циклогексан, удаляли в виде верхнего потока через линию [15]. Остаточный продукт, содержащийся в этой колонне, загружали во вторую дистилляционную колонну, находящуюся во второй секции перегонки [F]. Во второй дистилляционной колонне, находящейся во второй секции перегонки [F], компоненты, которые являлись более летучими, чем циклогексанон, и которые не использовали повторно в способе получения циклогексанона, например, пентанол и гептанон, удаляли в виде верхнего потока через линию [16]. Остаточный продукт, содержащийся в этой колонне, загружали в третью секцию перегонки [G] через линию [17]. В третьей секции перегонки [G] циклогексанон извлекали в виде головного продукта и он выходил через линию [18]. Тяжелую фазу, полученную в третьей секции перегонки [G], которая содержала циклогексанол, циклогексанон и тяжелые соединения выгружали через линию [19] и загружали в четвертую секцию перегонки [Н]. В четвертой секции перегонки [Н] получали поток, в основном содержащий циклогексанол, и остаточный поток, в котором концентрированы тяжелые соединения, которые выходили из этой секции через линию [21] и линию [20] соответственно. Поток, который в основном содержал циклогексанол, загружали в секцию дегидрирования [1], в которой часть циклогексанола превращали в циклогексанон и водород. Содержащий водород поток выходил из секции дегидрирования [1] через линию [22]. Оставшаяся реакционная смесь выходила из секции дегидрирования [1] через линию [23] и ее загружали во вторую дистилляционную колонну, находящуюся во второй секции перегонки [F].
Остаток, содержащий циклогексанон, циклогексанол и соли щелочных металлов, который образовывался в первой секции перегонки [D] и выходил через линию [11], содержал:
Содержание солей натрия в остаточном потоке, который выходил из первой дистилляционной колонны, находящейся во второй секции перегонки [F], в среднем составляло примерно 190 ч./млн (только Na).
СРАВНИТЕЛЬНЫЙ ПРИМЕР 2
В этом сравнительном примере 2 использован вариант осуществления, соответствующий предшествующему уровню техники, представленный на фиг.1, за исключением того, что в случае сравнительного примера 2 на фиг. 1 отсутствовала бы секция промывки [Е].
Повторяли эксперимент, описанный в сравнительном примере 1, единственное отличие заключалось в том, что в этом случае использовали секцию промывки водой [С].
Подвергшаяся разложению реакционная смесь выходила из секции разложения [В] через линию [6] и ее загружали в секцию промывки [С]. В секции промывки [С] подвергшуюся разложению реакционную смесь промывали водой, которую загружали через линию [7] при давлении, равном примерно 0,7 МПа. Водная фаза, которая образовывалась в секции промывки [С], выходила из этой секции через линию [8]. Полученная промытая подвергшаяся разложению реакционная смесь выходила из секции промывки [С] через линию [9] и после нагревания ее загружали в первую секцию перегонки [D], в которой из промытой подвергшейся разложению реакционной смеси извлекали циклогексан.
Остаток, содержащий циклогексанон, циклогексанол и соли щелочных металлов, который образовывался в первой секции перегонки [D] и выходил через линию [11], содержал:
Содержание солей натрия в остаточном потоке, который выходил из первой дистилляционной колонны, находящейся во второй секции перегонки [F], в среднем составляло примерно 27 ч./млн (только Na).
ПРИМЕР 1
В этом примере 1 описан вариант осуществления настоящего изобретения, представленный на фиг. 1, за исключением того, что в случае примера 1 на фиг. 1 отсутствовала бы секция промывки водой [С].
Повторяли эксперимент, описанный в сравнительном примере 1, единственное отличие заключалось в том, что в этом случае использовали секцию промывки [Е]. Секция промывки [Е] включала колонну с насадкой.
Остаток, содержащий циклогексанон, циклогексанол и соли щелочных металлов, который образовывался в первой секции перегонки [D], загружали в секцию промывки [Е] через линию [11]. Для проведения стадии промывки остаток, содержащий циклогексанон, циклогексанол и соли щелочных металлов, загружали в нижнюю секцию колонны с насадкой. В верхнюю секцию колонны с насадкой через линию [12] при атмосферном давлении загружали примерно 50 мас. % воды в пересчете на остаток, содержащий циклогексанон, циклогексанол и соли щелочных металлов. Водная фаза, которую получали после этой промывки, выходила из нижней части колонны с насадкой через линию [13] и ее частично повторно использовали для получения водного раствора NaOH, который загружали в секцию разложения [В]. Полученный промытый остаток, содержащий циклогексанон, циклогексанол и соли щелочных металлов, выходил из верхней части колонны с насадкой и его загружали через линию [14] в первую дистилляционную колонну, находящуюся во второй секции перегонки [F].
В первой секции перегонки [D] из органической фазы, полученной в секции разложения [В], удаляли примерно 98 мас. % циклогексана.
Остаток, содержащий циклогексанон, циклогексанол и соли щелочных металлов, который образовывался в первой секции перегонки [D] и выходил через линию [11], содержал:
Полученный промытый остаток, содержащий циклогексанон, циклогексанол и соли щелочных металлов, выходящий из верхней секции колонны с насадкой, в среднем содержал менее 10 ч./млн солей щелочных металлов.
Содержание солей натрия в остаточном потоке, который выходил из первой дистилляционной колонны, находящейся во второй секции перегонки [F], в среднем составляло примерно 12 ч./млн (только Na).
Количество воды, использующееся для проведения стадии промывки в секции промывки [Е], составляло 0,71 (кг воды)/(кг циклогексанона и циклогексанола, содержащихся в остатке, содержащем циклогексанон, циклогексанол и соли щелочных металлов, который образовывался в первой секции перегонки [D]).
Сравнение примера 1 и сравнительного примера 1 явно показывает, что путем введения секции промывки [Е], включающей одну стадию промывки, количество солей натрия в остаточном потоке, который выходит из первой дистилляционной колонны, находящейся во второй секции перегонки [F], уменьшается от среднего значения, равного примерно 190 ч./млн, до среднего значения, равного примерно 12 ч./млн (только Na). Таким образом, в результате включения секции промывки [Е] уменьшение количества солей натрия в остаточном потоке, который выходит из первой дистилляционной колонны, находящейся во второй секции перегонки [F], составляет более 93%.
ПРИМЕР 2
В примере 2 описан вариант осуществления настоящего изобретения, представленный на фиг. 1.
Повторяли эксперимент, описанный в примере 1, единственное отличие заключалось в том, что в этом случае использовали секцию промывки водой [С].
В первой секции перегонки [D] из органической фазы, полученной в секции разложения [В], удаляли примерно 98 мас. % циклогексана.
Остаток, содержащий циклогексанон, циклогексанол и соли щелочных металлов, который образовывался в первой секции перегонки [D] и выходил через линию [11], содержал:
Полученный промытый остаток, содержащий циклогексанон, циклогексанол и соли щелочных металлов, выходящий из верхней секции колонны с насадкой, в среднем содержал менее 10 ч./млн солей щелочных металлов.
Содержание солей натрия в остаточном потоке, который выходил из первой дистилляционной колонны, находящейся во второй секции перегонки [F], в среднем составляло 2 ч./млн (только Na).
Количество воды, использующееся для проведения стадии промывки в секции промывки [Е], составляло 0,71 (кг воды)/(кг циклогексанона и циклогексанола, содержащихся в остатке, содержащем циклогексанон, циклогексанол и соли щелочных металлов, который образовывался в первой секции перегонки [D]).
Сравнение примера 2 и сравнительного примера 2 явно показывает, что путем введения секции промывки [Е], включающей одну стадию промывки, количество солей натрия в остаточном потоке, который выходит из первой дистилляционной колонны, находящейся во второй секции перегонки [F], уменьшается от среднего значения, равного примерно 27 ч./млн, до среднего значения, равного примерно 2 ч./млн (только Na). Таким образом, в результате включения секции промывки [Е] уменьшение количества солей натрия в остаточном потоке, который выходит из первой дистилляционной колонны, находящейся во второй секции перегонки [F], составляет более 92%.
ПРИМЕР 3
В этом примере 3 описан вариант осуществления настоящего изобретения, представленный на фиг. 1.
Повторяли эксперимент, описанный в примере 2, единственное отличие заключалось в том, что в этом случае секция промывки [Е] включала две последовательные стадии промывки. Первая стадия промывки включала смеситель-отстойник и вторая стадия промывки включала колонну с насадкой.
Остаток, содержащий циклогексанон, циклогексанол и соли щелочных металлов, который образовывался в первой секции перегонки [D], загружали в секцию промывки [Е] через линию [11]. На первой стадии промывки через линию [12] при атмосферном давлении загружали примерно 27 мас. % воды в пересчете на остаток, содержащий циклогексанон, циклогексанол и соли щелочных металлов, который образовывался в первой секции перегонки [D]. Выгружали водную фазу, которую получали после разделения водной фазы и промытого остатка, содержащего циклогексанон, циклогексанол и соли щелочных металлов. Промытый остаток, содержащий циклогексанон, циклогексанол и соли щелочных металлов, полученный на первой стадии промывки, загружали в нижнюю секцию колонны с насадкой для проведения второй стадии промывки. В верхнюю секцию этой колонны с насадкой через линию [12] при атмосферном давлении загружали примерно 50 мас. % воды в пересчете на остаток, содержащий циклогексанон, циклогексанол и соли щелочных металлов. Водная фаза, которую получали после этой промывки, выходила из нижней части колонны с насадкой. Обе водные вазы, которые получали после промывок, выходили через линию [13] и их частично повторно использовали для получения водного раствора NaOH, который загружали в секцию разложения [В]. Полученный промытый остаток, содержащий циклогексанон, циклогексанол и соли щелочных металлов, выходил из верхней части колонны с насадкой и его загружали через линию [14] в первую дистилляционную колонну, находящуюся во второй секции перегонки [F].
В первой секции перегонки [D] из органической фазы, полученной в секции разложения [В], удаляли примерно 98 мас. % циклогексана.
Остаток, содержащий циклогексанон, циклогексанол и соли щелочных металлов, который образовывался в первой секции перегонки [D] и выходил через линию [11], содержал:
Полученный промытый остаток, содержащий циклогексанон, циклогексанол и соли щелочных металлов, выходящий из верхней секции колонны с насадкой, в среднем содержал менее 10 ч./млн солей щелочных металлов.
Содержание солей натрия в остаточном потоке, который выходил из первой дистилляционной колонны, находящейся во второй секции перегонки [F], в среднем составляло менее 1 ч./млн (только Na).
Количество воды, использующееся для проведения первой и второй стадии промывки в секции промывки [Е], составляло 0,39 и 0,71 (кг воды)/(кг циклогексанона и циклогексанола, содержащихся в остатке, содержащем циклогексанон, циклогексанол и соли щелочных металлов, который образовывался в первой секции перегонки [D]) соответственно.
Сравнение примера 3 и сравнительного примера 2 явно показывает, что путем введения секции промывки [Е], включающей две последовательные стадии промывки, количество солей натрия в остаточном потоке, который выходит из первой дистилляционной колонны, находящейся во второй секции перегонки [F], уменьшается от среднего значения, равного примерно 27 ч./млн, до среднего значения, равного менее 1 ч./млн (только Na). Таким образом, в результате включения секции промывки [Е] уменьшение количества солей натрия в остаточном потоке, который выходит из первой дистилляционной колонны, находящейся во второй секции перегонки [F], составляет более 96%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ЦИКЛОГЕКСАНОНА И ЦИКЛОГЕКСАНОЛА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2458903C1 |
| СПОСОБ РАЗЛОЖЕНИЯ ЦИКЛОГЕКСИЛГИДРОПЕРОКСИДА С ВЫСОКИМ ВЫХОДОМ ЦИКЛОГЕКСАНОЛА И ЦИКЛОГЕКСАНОНА | 2003 |
|
RU2308445C2 |
| СПОСОБ ПОЛУЧЕНИЯ КАТАЛИЗАТОРА ДЕПЕРОКСИДИРОВАНИЯ | 2010 |
|
RU2540334C2 |
| СПОСОБ ПОЛУЧЕНИЯ СМЕСИ ЦИКЛОГЕКСАНОЛА И ЦИКЛОГЕКСАНОНА | 2009 |
|
RU2409548C1 |
| СПОСОБ ПОЛУЧЕНИЯ СМЕСИ ЦИКЛОГЕКСАНОЛА И ЦИКЛОГЕКСАНОНА | 2009 |
|
RU2402520C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЦИКЛОГЕКСАНОНА | 2005 |
|
RU2373181C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЦИКЛОГЕКСАНОНА, ЦИКЛОГЕКСАНОЛА И ЦИКЛОГЕКСИЛГИДРОПЕРОКСИДА, УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И УСТРОЙСТВО АБСОРБЦИИ РЕАКЦИОННЫХ ГАЗОВ И ПРЕДВАРИТЕЛЬНОГО ОКИСЛЕНИЯ ЦИКЛОГЕКСАНА | 2017 |
|
RU2673541C1 |
| СПОСОБ ПОЛУЧЕНИЯ АЛКИЛГИДРОПЕРОКСИДА | 2011 |
|
RU2530896C2 |
| СПОСОБ ЭПОКСИДИРОВАНИЯ ОЛЕФИНА С ОДНОВРЕМЕННЫМ ПОЛУЧЕНИЕМ ПРЕДШЕСТВЕННИКА НЕЙЛОНА | 2005 |
|
RU2359964C2 |
| СПОСОБ ОКИСЛЕНИЯ УГЛЕВОДОРОДОВ КИСЛОРОДОМ | 2010 |
|
RU2540857C2 |
Настоящее изобретение относится к непрерывному способу получения очищенного циклогексанона, который является промежуточным продуктом для производства нейлона-6. Способ включает следующие стадии: I. окисление циклогексана в жидкой фазе с помощью содержащего кислород газа с получением циклогексилгидропероксида, циклогексанона, циклогексанола, сложных эфиров циклогексанола и карбоновых кислот; II. разложение циклогексилгидропероксида, полученного на стадии I, в присутствии водного щелочного раствора с получением органической фазы, содержащей циклогексан, циклогексанон и циклогексанол, и водной фазы; III. разделение органической фазы и водной фазы, полученных на стадии II; IV. удаление циклогексана из органической фазы, полученной на стадии III, с получением остатка, содержащего циклогексанон, циклогексанол и соли щелочных металлов; V. удаление солей щелочных металлов путем промывки водой остатка, полученного на стадии IV; VI. удаление из остатка, полученного на стадии V, компонентов, обладающих более низкой температурой кипения, чем температура кипения циклогексанона, с получением остатка, содержащего циклогексанон и циклогексанол; VII. извлечение циклогексанона из остатка полученного на стадии VI, с получением остатка, содержащего циклогексанол. При этом остаток, полученный на стадии IV, не промывают водным щелочным раствором перед использованием на стадии VI. Предлагаемый способ позволяет получить циклогексанон, содержащий менее 1 мас.% примесей. 16 з.п. ф-лы, 1 ил., 5 пр.
1. Непрерывный способ получения очищенного циклогексанона, который включает следующие стадии:
I. окисление циклогексана в жидкой фазе с помощью содержащего кислород газа с получением циклогексилгидропероксида, циклогексанона, циклогексанола, сложных эфиров циклогексанола и карбоновых кислот;
II. разложение циклогексилгидропероксида, полученного на стадии I, в присутствии водного щелочного раствора с получением органической фазы, содержащей циклогексан, циклогексанон и циклогексанол, и водной фазы;
III. разделение органической фазы и водной фазы, полученных на стадии II;
IV. удаление циклогексана из органической фазы, полученной на стадии III, с получением остатка, содержащего циклогексанон, циклогексанол и соли щелочных металлов;
V. удаление солей щелочных металлов путем промывки водой остатка, полученного на стадии IV;
VI. удаление из остатка, полученного на стадии V, компонентов, обладающих более низкой температурой кипения, чем температура кипения циклогексанона, с получением остатка, содержащего циклогексанон и циклогексанол;
VII. извлечение циклогексанона из остатка полученного на стадии VI, с получением остатка, содержащего циклогексанол;
где
a) органическая фаза, полученная на стадии III, содержит менее 50 ч./млн циклогексилгидропероксида и менее 25 ч./млн сложных эфиров циклогексанола;
b) остаток, полученный на стадии V после промывки водой, содержит менее 10 ч./млн солей щелочных металлов;
c) на стадии IV из органической фазы удаляют по меньшей мере 75 мас.% циклогексана; и
d) остаток, полученный на стадии IV, не промывают водным щелочным раствором перед использованием на стадии VI.
2. Способ по п. 1, в котором содержащим кислород газом является воздух, обогащенный воздух или разбавленный воздух.
3. Способ по любому из предыдущих пунктов, включающий дополнительную стадию Ib, на которой жидкую фазу, полученную на стадии I, промывают водой.
4. Способ по п. 3, включающий дополнительную стадию Ic, на которой жидкую фазу, полученную на стадии I, подвергают последующей обработке путем проведения отдельной стадии нейтрализации, на которой нейтрализуют по меньшей мере часть кислот, содержащихся в окисленной смеси.
5. Способ по пп. 1, 2 или 4, в котором водный щелочной раствор, использующийся на стадии II, обладает содержанием гидроксида, составляющим более 0,01 моль/(кг воды).
6. Способ по пп. 1, 2 или 4, в котором удаление циклогексана из органической фазы на стадии IV проводят путем перегонки.
7. Способ по пп. 1, 2 или 4, в котором количество воды, которое загружают на стадии V для удаления солей щелочных металлов путем промывки водой остатка, полученного на стадии IV, составляет от 5 до 300 мас.% в пересчете на остаток, полученный на стадии IV.
8. Способ по пп. 1, 2 или 4, в котором на стадии V промывка для удаления солей щелочных металлов, проводимая путем промывки остатка, полученного на стадии IV, включает 2 последовательные стадии промывки.
9. Способ по п. 6, в котором на стадии V промывку для удаления солей щелочных металлов, проводимую путем промывки остатка, полученного на стадии IV, проводят в режиме противотока.
10. Способ по пп. 1, 2, 4 или 9, в котором по меньшей мере 90 мас.% солей щелочных металлов, содержащихся в остатке, полученном на стадии IV, удаляют на стадии V путем промывки водой остатка, полученного на стадии IV.
11. Способ по пп. 1, 2, 4 или 9, в котором стадию V проводят при давлении, находящемся в диапазоне от примерно 0,05 до примерно 0,5 МПа.
12. Способ по пп. 1, 2, 4 или 9, в котором стадию V проводят при атмосферном давлении.
13. Способ по пп. 1, 2, 4 или 9, в котором по меньшей мере часть водной фазы, полученной на стадии V, используют для получения свежего щелочного раствора, который используют на стадии II для разложения циклогексилгидропероксида, полученного на стадии I.
14. Способ по пп. 1, 2, 4 или 9, в котором всю водную фазу, полученную на стадии V, используют для получения свежего щелочного раствора, который используют на стадии II для разложения циклогексилгидропероксида, полученного на стадии I.
15. Способ по пп. 1, 2, 4 или 9, в котором удаление из промытого остатка, полученного на стадии V, компонентов, обладающих более низкой температурой кипения, чем температура кипения циклогексанона, проводят путем перегонки.
16. Способ по пп. 1, 2, 4 или 9, в котором извлечение циклогексанона из остатка, полученного на стадии VI, проводят путем перегонки.
17. Способ по пп. 1, 2, 4 или 9, в котором циклогексанон, извлеченный на стадии VII, является чистым.
| US 20090264682 A1, 22.10.2009 | |||
| US 5892122 A1, 06.04.1999 | |||
| СПОСОБ ПОЛУЧЕНИЯ ЦИКЛОГЕКСАНОНА И ЦИКЛОГЕКСАНОЛА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2458903C1 |
| СПОСОБ РАЗЛОЖЕНИЯ ЦИКЛОГЕКСИЛГИДРОПЕРОКСИДА С ВЫСОКИМ ВЫХОДОМ ЦИКЛОГЕКСАНОЛА И ЦИКЛОГЕКСАНОНА | 2003 |
|
RU2308445C2 |

