Изобретение относится к способу пассивации полосовой черной жести, в котором во время первой стадии посредством электрохимической обработки черной жести на поверхности черной жести формируют инертный слой, а во время следующей стадии водный бесхромовый раствор для обработки наносят по меньшей мере на одну поверхность черной жести для формирования защищающего от коррозии конверсионного слоя, который, кроме того, образует адгезионный слой для красок и органических материалов покрытий. Под пассивацией в контексте настоящего изобретения понимают целенаправленное получение защитного слоя (здесь: конверсионного слоя) на черной жести, который препятствует коррозии черной жести или по меньшей мере сильно замедляет ее. Изобретение также относится к применению черной жести, обработанной по настоящему изобретению, в качестве упаковочной стали.
Известны способы защиты металлических поверхностей от коррозии, в которых металлические покрытия снабжают покрытием из другого, как правило - неблагородного, металла (например, цинка и хрома). Так, например, известно нанесение на стальную жесть покрытий из цинка или хрома, или из олова (которое, однако, является более благородным металлом, чем сталь). Для изготовления упаковок, в частности в области пищевых продуктов, очень широко используют, например, луженые тонкие жести (белые жести). Белые жести отличаются очень хорошей коррозионной стойкостью и хорошими свойствами формуемости и свариваемости, и поэтому они очень хорошо подходят для изготовления упаковок, например жестяных банок для напитков.
Для того чтобы защитить от коррозии и само металлическое покрытие, например покрытие из олова в случае белой жести, и обеспечить хорошую адгезионную грунтовку для красок и полимерных покрытий, на поверхность металлического покрытия часто наносят конверсионные слои.
Под конверсионными слоями понимают неметаллические, чаще всего -неорганические, очень тонкие слои на поверхности металла, которые, как правило, формируют посредством химической реакции водного раствора для обработки с металлической основой. Конверсионные покрытия обеспечивают, в частности в случае тонких жестей, очень эффективную защиту от коррозии, хорошую адгезионную грунтовку для красок и полимерных покрытий, и они снижают поверхностное трение и износ.
В зависимости от основы различают железное, цинковое и марганцевое фосфатирование, электролитическое фосфатирование, хроматный, оксалатный способы и анодирование. Очень эффективной защитой от коррозии оказались хромсодержащие конверсионные слои. При хроматировании металлическую поверхность обрабатывают кислым раствором, содержащим ионы хрома (VI), при этом хром (VI) восстанавливается до хрома (III). В результате обработки на поверхности металла образуется защищающий от коррозии хромсодержащий конверсионный слой.
Однако соединения хрома (VI) являются высокотоксичными и канцерогенными. В применениях в области автомобилестроения и бытовых приборах в ЕС уже запрещена пассивация металлических поверхностей веществами, содержащими хром (VI). По этой причине на предшествующем уровне техники разработаны бесхромовые конверсионные слои. Так, например, из публикаций WO 97/40208-А и ЕР 2532769 А1 известны способы получения бесхромовых конверсионных слоев на цинковых или алюминиевых поверхностях. В публикации WO 2008/119675 также описаны растворы для обработки поверхности с целью получения бесхромовых конверсионных слоев, которые содержат оксокатионы и комплексные ионы галогенов, которые приводят к бесцветным и слегка иризирующим конверсионным слоям.
Белая жесть обладает превосходными свойствами для использования в качестве упаковочного материала для пищевых продуктов, и в течение многих десятилетий ее изготавливают и перерабатывают для этой цели. Однако олово, которое в случае белой жести образует антикоррозионное покрытие, из-за всемирного дефицита ресурсов превратилось в весьма дорогой материал. В качестве альтернативы белой жести, в частности - для применения в качестве упаковочной стали, на предшествующем уровне техники известны стальные жести, электролитически покрытые хромом, которые называют безоловянными жестями (TFS; от англ. Tin Free Steel) или «электролитически хромированной сталью» (ECCS; от англ. Electrolytic Chromium Coated Steel). Эти безоловянные жести отличаются, с одной стороны, хорошим сцеплением с красками или органическими защитными покрытиями (например, из ПП (полипропилена) или ПЭТ (полиэтилентерефталат)), однако, с другой стороны, при осуществлении способа нанесения покрытия из-за токсических и вредных для здоровья свойств хром-VI-содержащие материалы, используемые для нанесения покрытия, обладают значительными недостатками.
Поэтому задачей настоящего изобретения является получение бесхромовой упаковочной жести, которая была бы пригодной для использования в качестве замены безоловянной жести (TFS или ECCS) и в качестве замены белой жести, и которая, в частности, как в отношении коррозионной стойкости, так и в отношении свойств сцепления с красками или органическими покрытиями должна быть сопоставимой с белой жестью или безоловянной стальной жестью.
Эта задача решена за счет способа пассивации полосовой черной жести с признаками по пункту 1 формулы изобретения. Согласно этому способу используют черную жесть без покрытия в полосовой форме и ее поверхность во время первой стадии инертизируют посредством электрохимической обработки, затем промывают водой или другой промывочной жидкостью и в заключение на дополнительной стадии наносят коррозионностойкое конверсионное покрытие путем нанесения водного бесхромового раствора для обработки по меньшей мере на одну поверхность черной жести.
Другие особые варианты осуществления способа определены в зависимых пунктах формулы изобретения.
Предпочтительно используют холоднокатаную, закаленную и довальцованную или дрессированную стальную полосу из нелегированной стали с содержанием углерода от 20 до 1000 млн-1. Предпочтительно, чтобы стальная полоса (черная жесть) имела следующие свойства:
- прочность: 300-1000 МПа
- разрывное удлинение: 1-40%
- толщина: 0,05-0,49 мм
- шероховатость поверхности: 0,1-1 мкм
Что касается стали, то речь может идти, например, о ферритной стали или о многофазной стали, которая содержит многочисленные структурные элементы, в частности феррит, мартенсит, баинит и/или остаточный аустенит. Такие многофазные стали отличаются высокой прочностью, превышающей 500 МПа, при одновременно хорошем разрывном удлинении, превышающем 10%. Что касается предусмотренного применения черной жести, обработанной по настоящему изобретению, в качестве упаковочной стали, то предпочтительно используют сорта стальной жести, определенные в стандарте DIN EN 10202:2001: «Холоднокатаная упаковочная жесть (электролитического лужения или хромирования)». В этом стандарте, среди прочего, определены анализы и механические характеристики стали. В частности, сорта жести определены диапазоном от TS230 (мягкая жесть, отожженная в колпаковой печи, предел текучести 230 МПа) до ТН620 (то же, 620 МПа).
Для осуществления способа по настоящему изобретению черную жесть, имеющую форму полосы, перемещают со скоростью, которая предпочтительно составляет более 200 м/мин и вплоть до 750 м/мин. Вначале осуществляют стадию формирования инертного слоя на поверхности черной жести посредством электрохимической обработки. Во время подготовки к электрохимической обработке перемещаемую полосовую черную жесть вначале очищают во время стадии необязательной предварительной обработки и, в частности, обезжиривают, после этого промывают, протравливают и снова промывают. Это необходимо при определенных условиях, поскольку холоднокатаную и рекристаллизационно-отожженную черную жесть после рекристаллизационного отжига как правило довальцовывают или дрессируют, при этом, например, при мокром довальцовывании с использованием водно-масляной суспензии или при сухом довальцовывании поверхности черной жести могут загрязняться маслом, железной пылью, мылами и другими загрязнениями. Это загрязнение удаляют во время (необязательной) стадии предварительной обработки.
Для этого черную жесть направляют в бак очистки, содержащий щелочной раствор гидроксида натрия или гидроксида калия. Концентрация щелочного обезжиривающего средства предпочтительно лежит в диапазоне от 20 г/л до 100 г/л при температурах в баке, лежащих в диапазоне от 20°С до 70°С. Обезжиривание черной жести целесообразно проводить в две стадии, причем во время первой стадии используют способ погружения, а во время второй стадии - электролитический способ с плотностями токов в диапазоне от 2 А/дм2 до 30 А/дм2. После обезжиривания каждую сторону полосы черной жести промывают с использованием, например, трехкаскадной мойки и объемной скорости воды, лежащей в диапазоне от 10 м3/ч до 30 м3/ч воды. При необходимости, удаление остатков оксидов можно осуществить посредством подачи полосы черной жести в следующий бак очистки, содержащий травильный раствор на основе соли или серной кислоты с концентрацией, лежащей, например, в диапазоне от 10 г/л до 120 г/л, в форме двух последовательных погружений и последующего промывания в мойке в форме погружения. Температуры травильного раствора и промывочной воды в типичном случае лежат в диапазоне от 20°С до 60°С.
После предварительной обработки получают ровную, плотную, инертную поверхность жести путем электрохимической обработки посредством пропускания полосовой черной жести через электролит. Электролит предпочтительно является щелочным. Электрохимическая, предпочтительно щелочная, обработка черной жести обеспечивает инертизацию и выравнивание свойств поверхности стальной полосы перед нанесением конверсионного покрытия.
Во время стадии электрохимической обработки полосовую черную жесть пропускают через электролитическую ванну с определенной скоростью и при этом используют ее как анод с предпочтительной плотностью тока, лежащей в диапазоне от 2 А/дм2 до 30 А/дм2. Электролитами являются, например, раствор гидроксида натрия с предпочтительной концентрацией NaOH в диапазоне от 20 г/л до 100 г/л, и, в частности, используют ванну с гидроксидом натрия с 3%-ным раствором NaOH. Можно использовать в качестве электролита раствор соды, в частности - 3%-ный раствор карбоната натрия (Na2CO3). Температуры в электролитической ванне при этом целесообразно поддерживать в диапазоне от 20°С до 80°С.
После электрохимической обработки черную жесть промывают водой. Промывание можно осуществить посредством погружения полосы в бак с водой или посредством опрыскивания водой. Предпочтительно использовать для этого полностью обессоленную (VE; от нем. vollentsalzt) деионизированную воду, осмотическую воду или дистиллированную воду с температурой в диапазоне от 20°С до 60°С. Однако можно использовать и необработанную водопроводную воду или другие промывочные жидкости. После промывания черную жесть просушивают.
В заключение во время последней стадии по меньшей мере на одну поверхность черной жести наносят конверсионный слой, для этого водный бесхромовый раствор для обработки поверхности наносят на предварительно инертизированную посредством электрохимической обработки поверхность черной жести.
Конверсионное покрытие при этом целесообразно наносить беспромывочным способом, это значит, что промывание после формирования конверсионного слоя отсутствует. Водный бесхромовый раствор для обработки поверхности, который образует конверсионное покрытие, при этом наносят на поверхность черной жести с помощью устройства для нанесения, которое содержит покрывной валик, ротационный распылитель или распылительные форсунки.
Предпочтительно использовать для нанесения водного раствора для обработки поверхностей устройство для нанесения, оборудованное ротационным распылителем. Для нанесения раствора для обработки поверхностей поверхность черной жести, на которую должен быть нанесен конверсионный слой, должна быть максимально чистой и сухой. Поэтому по меньшей мере одну поверхность черной жести, на которую должен быть нанесен конверсионный слой, просушивают с использованием сушильного устройства, например с помощью воздушного ножа. С помощью этого воздушного ножа ламинарным потоком горячего воздуха обдувают поверхность движущейся полосы, так что мешающие чужеродные частицы сдуваются с поверхности стальной полосы, и поверхность стальной полосы просушивается.
Ротационный распылитель содержит несколько распылительных роторов, расположенных рядом друг с другом и поперек направления движения полосы, к которым подается водный раствор для обработки поверхности, и которые приводятся во вращение приводом, чтобы под действием центробежной силы распылять водный раствор для обработки поверхности в форме тонкодисперсной струи на поверхность или обе поверхности полосы и создавать там мокрую пленку водного раствора. После нанесения мокрой пленки водного раствора для обработки поверхности ее равномерно распределяют по поверхности черной жести с помощью приводных раскатных роликов. Раскатные ролики при этом целесообразно располагать относительно поверхности (или поверхностей) черной жести так, чтобы создавали лишь небольшое давление на мокрую пленку раствора для обработки поверхности и вообще не выдавливали с поверхности или выдавливали лишь минимальную долю нанесенного раствора для обработки поверхности. Соответственно, количество распыляемого ротационным распылителем раствора для обработки поверхности подбирают так, чтобы на поверхности черной жести не возникало избытка раствора. За счет этого исчезает необходимость удаления или приготовления избыточного количества раствора для обработки поверхности, что необходимо в противном случае. После равномерного распределения нанесенной распылением мокрой пленки ее просушивают, так что на обработанных поверхностях черной жести остается сухой осадок вещества, используемого для обработки. Целесообразно, чтобы сухой осадок раствора для обработки поверхности после просушивания составлял от 1 мг/м2 до 50 мг/м2, и предпочтительно от 10 мг/м2 до 30 мг/м2. Количество водного раствора для обработки поверхности, подаваемое к распылительным роторам ротационного распылителя в единицу времени, целесообразно подобрать в соответствии со скоростью движения полосы. За счет этого можно обеспечить, чтобы только необходимое точное количество свежего раствора для обработки поверхности в соответствующей концентрации наносилось ротационным распылителем в форме мокрой пленки на полосовую черную жесть. Так, например, можно установить постоянное нанесение мокрой пленки в диапазоне от 2 мл/м2 до 8 мл/м2, предпочтительно примерно 5 мл/м2, на каждую сторону полосы, независимо от скорости движения полосы.
После нанесения влажной пленки раствора для обработки поверхности полосу пропускают через устройство для просушивания полосы, чтобы высушить мокрую пленку. После просушивания на поверхности черной жести остается сухой осадок полученного таким образом конверсионного слоя, составляющий на каждой стороне от 2 мг/м2 до 30 мг/м2. Желаемую массу сухого осадка при этом можно отрегулировать за счет подаваемого ротационным распылителем в единицу времени количества раствора для обработки поверхности.
Преимущество данного способа нанесения состоит в том, что постоянно используется только свежий раствор для обработки поверхности, и он не может загрязниться отделяемым железом в процессе контакта со стальной полосой и повторного использования. Кроме того, показано, что способ является очень экономичным, так как наносится лишь точно необходимое количество и не нужен избыток раствора, поэтому не нужно собирать избыточный раствор для обработки поверхности. За счет этого можно избежать образования сточных вод, требующих последующей очистки.
Альтернативно можно осуществить нанесение раствора для обработки поверхности с помощью покрывного валика посредством валкового нанесения -также на предварительно просушенную поверхность черной жести. Покрывные валики предпочтительно используют при скорости движения полосы в нижнем диапазоне скоростей и, в частности, при скоростях, составляющих менее 200 м/мин. Альтернативно можно осуществить нанесение и посредством распыления раствора для обработки покрытия или посредством погружения полосы в ванну с раствором для обработки поверхности. Так как при этом раствор для обработки поверхности наносится на черную жесть в избытке, для получения заранее определенного желаемого отложения конверсионного слоя необходимо отжать избыточную часть мокрой пленки, например - с помощью отжимных валиков, что может быть выполнено «мокрым по мокрому». В этом способе раствор вообще не наносят равномерно, независимо от скорости, и раствор для обработки поверхности может загрязниться железом; поэтому его необходимо заменять и уничтожать после превышения пороговой концентрации загрязнений.
Наконец, нанесенную вышеописанным способом мокрую пленку раствора для обработки поверхности высушивают с получением сухого конверсионного слоя. Это может быть осуществлено, например, посредством пропускания черной жести через сушильную печь, в которой мокрую пленку высушивают с помощью горячего воздуха или ИК-излучения. Просушивание предпочтительно осуществляют при температурах в диапазоне от 50°С до 250°С. Затем поверхность сухого конверсионного слоя смазывают или обрабатывают диоктилсебакатом (DOS; от англ.: dioctylsebacat), ацетилтрибутилцитратом (АТВС; от англ. acetyltributylcitrate), бутилстеаратом (BSO; от англ. butylstearate) или полиалкиленгликолем, в частности полиэтиленгликолем (PEG; от англ. polyethyleneglycol), предпочтительно с молекулярной массой, равной 6000 г/моль), или их комбинацией. Дополнительную обработку посредством смазывания DOS, АТВС, BSO или PEG целесообразно осуществлять электростатически с использованием коммерчески доступных смазывающих аппаратов, как в случае ECCS или белой жести, или с использованием ротационного распылителя.
Используемый для получения конверсионного покрытия раствор для обработки поверхности предпочтительно содержит по меньшей мере одно из следующих веществ:
- металлические компоненты: выбранные из Ti, Zr, Μn, Ζn, Ρ и их комбинаций;
- органические компоненты: выбранные из полиакрилата, поликарбоксилата и их комбинаций.
Металлические и органические компоненты также можно комбинировать.
Кроме того, раствор для обработки поверхности содержит по меньшей мере один усилитель сцепления для красок или органических материалов покрытий, причем усилитель сцепления, в частности, содержит в качестве компонентов малеиновую кислоту, изофталевую кислоту и циклогександиметанол (CHDM; от англ. cyclohexanedimethanol) или их комбинации. Показано, что особенно подходящими усилителями сцепления являются композиции, которые содержат полиэтилентерефталат (PET; от англ.: polyethyleneterephtalate) или полициклогексилендиметилентерефталат (РСТ; от англ.: polycyclohexylenedimethyleneterephthalate), например, модифицированный гликолем полиэтилентерефталат (PET-G, который содержит менее примерно 30% CHDM) или PCT-G (который содержит более примерно 30% CHDM).
Наносимые количества составляют от 1 мг/м2 до 50 мг/м2 для соответствующих веществ.
Далее приведены некоторые избранные коммерчески доступные средства, которые пригодны для получения конверсионных покрытий способом по настоящему изобретению.
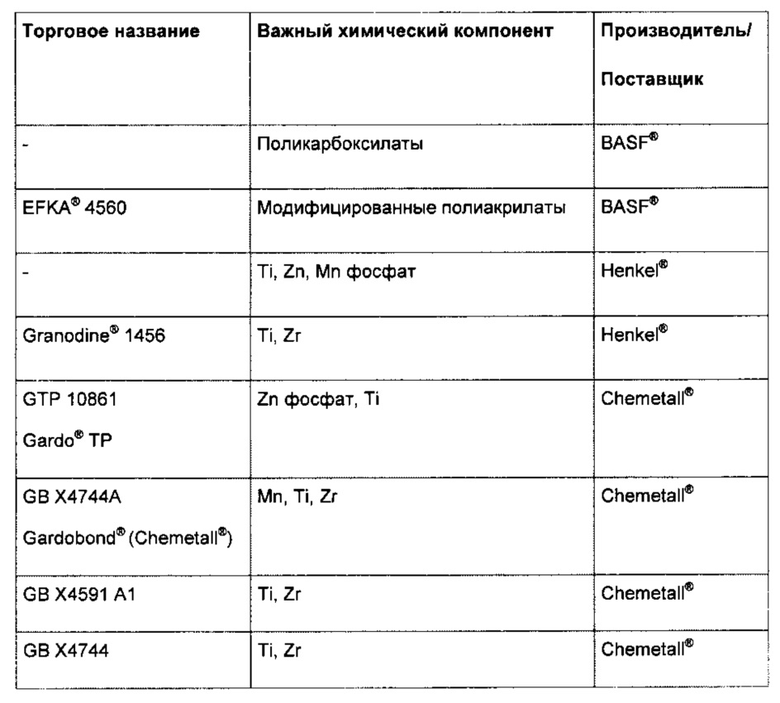
Предпочтительные растворы для обработки поверхности, используемые для получения конверсионных слоев, могут, например, иметь следующий состав:
a) водный раствор, который содержит фторцирконат алюминия с молярным соотношением Al:Zr:F, равным (от 0,15 до 0,67) : 1 : (от 5 до 7), причем суммарная концентрация Al+Zr+F составляет от 0,1 до 2,0 г/л, а значение рН установлено меньше 5, предпочтительно от 3 до 5;
b) водный раствор, который по существу содержит:
- от 0,2 г/л до менее чем 10 г/л ионов цинка,
- от 0,5 г/л до 25 г/л ионов марганца и
- от 2 до 300 г/л фосфатных ионов, в пересчете на Р2O5,
причем массовое соотношение цинк: марганец в растворе для фосфатирования поддерживается в диапазоне от 0,05:1 до 1:1;
c) водный раствор, содержащий цинк и марганец, причем концентрация цинка лежит в диапазоне от 0,05 до 5 г/л, концентрация марганца - в диапазоне от 0,075 г/л до 5,2 г/л, а также медь с концентрацией в диапазоне от 0,008 г/л до 0,05 г/л и/или в общей сложности от 0,002 г/л до 0,5 г/л гексафторидных комплексов бора, алюминия, титана и/или циркония, в пересчете на F6;
d) водный раствор, содержащий по меньшей мере один пленкообразователь, который содержит по меньшей мере один растворимый в воде или диспергируемый в воде полимер с кислотным числом в диапазоне от 5 до 200, и по меньшей мере одно неорганическое соединение в форме частиц со средним диаметром частиц, измеренным с помощью сканирующего электронного микроскопа, в диапазоне от 0,005 мкм до 0,3 мкм, причем полимер выбран по меньшей мере из одной пластичной смолы на основе акрилата, этилена, сложных полиэфиров, полиуретана, сложных полиэфиров силикона, эпоксида, фенола, стирола, мочевины-формальдегида, их производных, сополимеров, полимеров, смесей и/или смешанных полимеров, а неорганическое соединение в форме частиц выбрано по меньшей мере из одного соединения алюминия, кремния, титана, цинка и/или циркония; или
e) водный раствор, содержащий
i) по меньшей мере один органический пленкообразователь, который содержит по меньшей мере один растворимый в воде или диспергируемый в воде полимер, который является пластической смолой на основе полиакриловой кислоты, полиакрилата и/или полиэтиленакриловой кислоты, или смесью пластических смол, и/или смешанным полимером, содержащим пластическую смолу на основе акрилата или полиакрила, и
ii) концентрацию катионов и/или гекса- или тетрафторкомплексов катионов, выбранных из группы, состоящей из титана, циркония, кремния, алюминия и бора, в диапазоне от 0,2 г/л до 30 г/л, в пересчете на содержание элементарных металлов.
Способ по настоящему изобретению можно без больших затрат на монтаж интегрировать в уже существующую установку для нанесения покрытий, например в установку для нанесения покрытий на полосовую сталь при производстве ECCS (или TFS). Скорость движения полосы в таких установках для нанесения покрытий на полосовую сталь обычно лежит в диапазоне от 80 до 600 м/мин.
Способ по настоящему изобретению обеспечивает преимущества бесхромового и поэтому безвредного для окружающей среды и здоровья людей, а также экономически эффективного нанесения покрытия на стандартную черную жесть, в частности в тонком и ультратонком диапазонах значений толщины. Кроме того, при выбранном способе нанесения (беспромывочный способ) конверсионного покрытия из-за исключения заключительного промывания обеспечивается значительная экономия денежных средств и энергии. Дополнительные преимущества обеспечиваются, в частности, благодаря комбинации неорганической пассивации и содержащего полимерные материалы тонкопленочного покрытия. Черные жести, обработанные способом по настоящему изобретению, превосходно подходят для изготовления упаковок, в частности жестяных банок, и поэтому могут заменить обычно используемые в качестве упаковочной стали белые жести и безоловянные стальные жести (TFS или ECCS). Эти черные жести по своей коррозионной стойкости сопоставимы с белой жестью и обладают столь же хорошими свойствами сцепления с красками и полимерными покрытиями, например из ПП или ПЭТ, как и безоловянные стальные жести (TFS или ECCS).
| название | год | авторы | номер документа |
|---|---|---|---|
| БЕЛАЯ ЖЕСТЬ, ПОКРЫТАЯ ПОЛИМЕРНЫМ ПОКРЫТИЕМ, И СПОСОБЫ ЕЕ ПОЛУЧЕНИЯ | 2014 |
|
RU2590546C2 |
| СПОСОБ ТЕРМООБРАБОТКИ ЧЕРНОЙ ЖЕСТИ С КОНВЕРСИОННЫМ ПОКРЫТИЕМ И СПОСОБ ИЗГОТОВЛЕНИЯ ЗАЩИЩЕННОЙ ОТ КОРРОЗИИ ЧЕРНОЙ ЖЕСТИ | 2016 |
|
RU2702667C2 |
| СПОСОБ ПАССИВИРОВАНИЯ БЕЛОЙ ЖЕСТИ | 2012 |
|
RU2593248C2 |
| СПОСОБ ПОЛУЧЕНИЯ СЛОЯ СПЛАВА ЖЕЛЕЗО-ОЛОВО НА ТАРОУПАКОВОЧНОЙ СТАЛЬНОЙ ПОДЛОЖКЕ | 2011 |
|
RU2586377C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ОБРАБАТЫВАЮЩЕГО ВОДНОГО РАСТВОРА НА ПОВЕРХНОСТЬ ДВИЖУЩЕЙСЯ СТАЛЬНОЙ ЛЕНТЫ | 2014 |
|
RU2651545C2 |
| ПОДЛОЖКА С ПОКРЫТИЕМ ДЛЯ УПАКОВОЧНЫХ ПРИМЕНЕНИЙ И СПОСОБ ПОЛУЧЕНИЯ УПОМЯНУТОЙ ПОДЛОЖКИ | 2013 |
|
RU2627076C2 |
| ПОКРЫТИЯ ХРОМ-ОКСИД ХРОМА, НАНЕСЕННЫЕ НА СТАЛЬНЫЕ ПОДЛОЖКИ ДЛЯ УПАКОВОЧНЫХ ПРИМЕНЕНИЙ, И СПОСОБ ПОЛУЧЕНИЯ ТАКИХ ПОКРЫТИЙ | 2013 |
|
RU2655405C2 |
| СПОСОБ ОБРАБОТКИ СТАЛЬНОЙ ЛЕНТЫ ИЛИ ЛИСТА С МЕТАЛЛИЧЕСКИМ ПОКРЫТИЕМ СРЕДСТВОМ ДЛЯ ПОСЛЕДУЮЩЕЙ ОБРАБОТКИ И СТАЛЬНАЯ ЛЕНТА ИЛИ ЛИСТ С МЕТАЛЛИЧЕСКИМ ПОКРЫТИЕМ | 2012 |
|
RU2606436C2 |
| ПОКРЫТИЯ ХРОМ-ОКСИД ХРОМА, НАНЕСЕННЫЕ НА СТАЛЬНЫЕ ПОДЛОЖКИ ДЛЯ УПАКОВОЧНЫХ ПРИМЕНЕНИЙ, И СПОСОБ ПОЛУЧЕНИЯ ТАКИХ ПОКРЫТИЙ | 2013 |
|
RU2660478C2 |
| МЕТАЛЛИЗИРУЮЩАЯ ПРЕДВАРИТЕЛЬНАЯ ОБРАБОТКА ЦИНКОВЫХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2482220C2 |
Изобретение относится к пассивации полосовой черной жести. Способ включает пропускание полосы холоднокатаной, закаленной и довальцованной черной жести с содержанием углерода от 20 до 1000 млн-1 по массе через установку для нанесения покрытий на полосовую сталь со скоростью движения полосы, равной по меньшей мере 200 м/мин, очистку и обезжиривание указанной полосы в щелочном растворе гидроксида натрия или гидроксида калия и ее промывку, электрохимическую обработку полосы в щелочном электролите при плотности тока от 2 до 30 А/дм2 со стальной полосой, подключенной как анод, ее промывку и сушку, нанесение водного бесхромового раствора для формирования на поверхности полосы конверсионного слоя и связующего слоя для красок и органических материалов покрытий. Используют раствор, содержащий следующие компоненты: а) титан и цирконий, или б) титан, цирконий и марганец, или в) титан, цинк и фосфаты, или г) титан, цинк, марганец и фосфаты. Черные жести, обработанные способом, отличаются высокой коррозионной стойкостью, обладают хорошей адгезионной способностью с красками и органическими покрытиями, и очень хорошо подходят в качестве замены безоловянной стальной жести и белой жести для изготовления упаковок, в частности консервных банок. 12 з.п. ф-лы, 1 табл.
1. Способ пассивации полосовой черной жести, включающий следующие стадии:
- обеспечение полосы холоднокатаной, закаленной и довальцованной черной жести с содержанием углерода от 20 до 1000 млн-1 по массе и пропускание указанной полосы через установку для нанесения покрытий на полосовую сталь со скоростью движения полосы, равной по меньшей мере 200 м/мин;
- очистка и обезжиривание указанной полосы путем пропускания указанной полосы с указанной скоростью движения полосы через бак очистки, наполненный щелочным раствором гидроксида натрия или гидроксида калия, и затем промывка полосы;
- проведение электрохимической обработки указанной полосы посредством пропускания указанной полосы с указанной скоростью движения полосы через щелочной электролит при плотности тока от 2 до 30 А/дм2 со стальной полосой, подключенной как анод, где электролит представляет собой раствор гидроксида натрия или соды и его поддерживают при температурах в диапазоне от 20 до 80°С;
- промывание и высушивание указанной полосы;
- нанесение водного бесхромового раствора для обработки по меньшей мере на одну поверхность указанной полосы для формирования защищающего черную жесть от коррозии конверсионного слоя и формирования связующего слоя для красок и органических материалов покрытий, где указанный водный раствор для обработки наносят на полосу при ее движении с указанной скоростью движения полосы;
при этом раствор для обработки содержит следующие существенные химические компоненты:
а) титан и цирконий,
б) или титан, цирконий и марганец,
в) или титан, цинк и фосфаты,
г) или титан, цинк, марганец и фосфаты.
2. Способ по п. 1, отличающийся тем, что стальную полосу дополнительно протравливают и промывают после обезжиривания и до электрохимической обработки.
3. Способ по п. 1 или 2, отличающийся тем, что полосу после нанесения раствора для обработки просушивают, предпочтительно при температуре от 50 до 250°С, для формирования сухого покрытия из раствора для обработки на поверхности полосы.
4. Способ по п. 3, отличающийся тем, что водный раствор для обработки без избытка наносят на полосу с помощью ротационного распылителя.
5. Способ по п. 3, отличающийся тем, что водный раствор для обработки в избытке наносят на полосу с помощью покрывного валика или распылительных форсунок и затем отжимают избыточный раствор для обработки с помощью отжимных валиков.
6. Способ по п. 3, отличающийся тем, что сухое покрытие из раствора для обработки дополнительно обрабатывают диоктилсебакатом (DOS), ацетилтрибутилцитратом (АТВС), бутилстеаратом (BSO) или полиалкиленгликолем, в частности полиэтиленгликолем (ПЭГ).
7. Способ по п. 3, отличающийся тем, что сухое покрытие из раствора для обработки составляет от 1 до 50 мг/м2.
8. Способ по п. 1, отличающийся тем, что указанная полоса представляет собой ферритную или многофазную черную жесть.
9. Способ по п. 1, отличающийся тем, что температура электролита во время электрохимической обработки стальной полосы лежит в диапазоне от 20 до 50°С.
10. Способ по п. 1, отличающийся тем, что плотность тока во время электрохимической обработки черной жести лежит в диапазоне от 2 до 10 А/дм2.
11. Способ по п. 1, отличающийся тем, что водный раствор для обработки содержит органические компоненты, выбранные из полиакрилатов, поликарбоксилатов и их комбинаций.
12. Способ по п. 1, отличающийся тем, что раствор для обработки содержит по меньшей мере один усилитель сцепления для красок или органических материалов покрытий.
13. Способ по п. 12, отличающийся тем, что усилитель сцепления содержит малеиновую кислоту, изофталевую кислоту или циклогександиметанол (CHDM) или их комбинации.
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛАМИНИРОВАННОЙ ЛЕНТЫ ИЗ МЯГКОЙ СТАЛИ | 1999 |
|
RU2220789C2 |
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| DE 10161383 A1, 22.08.2002 | |||
| БЕСХРОМОВАЯ ПАССИВАЦИЯ СТАЛИ | 2005 |
|
RU2396370C2 |

