Область техники, к которой относится изобретение
Настоящее изобретение относится к способу и устройству для нанесения обрабатывающего водного раствора на поверхность стальной ленты, движущейся с заданной скоростью в некотором направлении движения.
Сведения о предшествующем уровне техники
Из уровня техники известна обработка покрытой металлическим антикоррозийным покрытием поверхности стального листа после нанесения металлического покрытия средством дополнительной обработки для придания покрытому стальному листу стойкости к окислению и снижения коэффициента трения, чтобы улучшить обрабатываемость покрытого стального листа при последующей обработке, например, при изготовлении контейнеров. Так, например, из документа DE 102005045034 A1 известен способ пассивации поверхности стальных лент с металлическим покрытием, в частности белой жести (луженых стальных листов), в котором на поверхность стальной ленты, движущейся со скоростью в диапазоне от 100 до 600 м/мин, распыляется водный раствор поверхностно-активного вещества. При этом поверхностно-активное вещество распыляется, по меньшей мере, через одну трубу, которая расположена на расстоянии от покрытой поверхности стальной ленты и содержит, по меньшей мере, одно отверстие, через которое водный раствор поверхностно-активного вещества распыляют на одну или на каждую покрытую слоем металла поверхность стальной ленты. После распыления водного раствора избыток раствора отжимается с поверхности отжимными роликами. Остающаяся на покрытой поверхности стальной ленты влажная пленка поверхностно-активного вещества в конце концов высыхает, так что на покрытой металлом поверхности стальной ленты остается сухая тонкая пленка поверхностно-активного вещества с плотностью слоя от 2 до 10 мг/м2.
Далее, из документа DE 102012102082 B3 известен способ обработки стальной ленты с металлическим покрытием, в частности ленты белой жести, средством дополнительной обработки. В этом способе, водный раствор средства дополнительной обработки распыляется на покрытую металлом поверхность стальной ленты посредством соответствующего способа. В качестве альтернативы распылению водного раствора средства дополнительной обработки может также рассматриваться нанесение средства дополнительной обработки способом погружения, в котором стальную ленту проводят через бак, наполненный жидким средством дополнительной обработки. Как в известных способах распыления, так и в способе погружения для равномерного распределения средства обработки по всей поверхности стальной ленты необходимо нанести на поверхность избыточное количество водного раствора средства обработки, и затем удалить избыток раствора обработки, например, отжимными роликами. Из-за этого как обычные способы распыления, так и известные способы погружения имеют тот недостаток, что требуют больших количеств водного раствора средства обработки, и тот недостаток, что избыток раствора обработки, например отжимаемый с поверхности стальной ленты отжимными роликами, должен собираться в сборных резервуарах и отправляться в блок рециркуляции. Оказалось, однако, что повторное использование раствора средства обработки, которое уже один раз наносилось на покрытую металлом поверхность стальной ленты, дело трудоемкое и дорогое, так как раствор средства обработки в результате нанесения на поверхность стальной ленты может быть загрязнен, например, ионами металла из металлического покрытия стальной ленты. Таким образом, например, нанесение обрабатывающего водного раствора на поверхность белой жести ведет к загрязнению обрабатывающего раствора ионами олова из полуды.
В частности, в известном способе погружения, часто на поверхности стальной ленты образуется неравномерный слой обрабатывающего водного раствора. Это в особенности заметно в тех случаях, когда стальная лента движется сквозь ванну погружения с обрабатывающим раствором с высокой скоростью, например, более 400 м/мин. Отсюда для такого способа погружения вытекает проблема старения обрабатывающего водного раствора, запасенного в ванне (баке) погружения. Пропускание покрытой металлом стальной ленты через ванну погружения также приводит к загрязнению обрабатывающего раствора, в частности, грязью с поверхностей стальной ленты и металлическими ионами, отделившимися от материала металлического покрытия стальной ленты. Проблема старения обрабатывающего водного раствора в ванне погружения возникает, например, при использовании для пассивации поверхностей белой жести бесхромных пассивирующих средств.
Поэтому имеется потребность в экономно расходующем материал способе нанесения обрабатывающего водного раствора на поверхность движущейся стальной ленты, позволяющем равномерно наносить обрабатывающий раствор на поверхность стальной ленты. Таким образом, задача настоящего изобретения заключается в том, чтобы предложить способ нанесения обрабатывающего водного раствора на поверхность движущейся стальной ленты, позволяющий равномерно наносить обрабатывающий раствор на поверхность стальной ленты, используя при этом как можно меньшее количество обрабатывающего раствора. Другая задача настоящего изобретения заключается в том, чтобы предложить способ нанесения обрабатывающего водного раствора на поверхность движущейся стальной ленты, позволяющий во избежание эффектов старения обрабатывающего раствора наносить на поверхность стальной ленты, по возможности, свежесоставленный обрабатывающий раствор. При этом способ нанесения должен быть применим и при высоких скоростях движения стальной ленты.
Сущность изобретения
Решение указанных задач достигается в способе с признаками по п. 1 формулы настоящего изобретения. Для решения указанных задач предлагается также устройство с признаками по п. 16 формулы изобретения.
В способе согласно настоящему изобретению нанесение обрабатывающего водного раствора на поверхность стальной ленты, движущейся с заданной скоростью в некотором направлении движения, осуществляется путем нанесения обрабатывающего водного раствора на одну или обе поверхности движущейся стальной ленты с помощью ротационного распылителя, содержащего несколько расположенных рядом друг с другом поперек направления движения ленты распыляющих роторов, к которым подается обрабатывающий водный раствор и которые приводятся во вращение приводом для того, чтобы под действием центробежной силы распылять обрабатывающий водный раствор в виде аэрозольной струи на одну или на каждую поверхность стальной ленты с образованием на ней влажной пленки водного раствора. Перед распылением обрабатывающего водного раствора движущуюся стальную ленту высушивают и очищают газовой струей. После нанесения влажной пленки обрабатывающего водного раствора ее выравнивают на поверхности стальной ленты приводными разглаживающими роликами. При этом разглаживающие ролики предпочтительно расположены относительно поверхности (ей) стальной ленты так, чтобы ролики не оказывали давления или оказывали лишь малое давление на влажную пленку обрабатывающего водного раствора и поэтому не отжимали или отжимали минимальную часть нанесенного обрабатывающего раствора с поверхности стальной ленты. После выравнивания нанесенной распылением влажной пленки последняя высушивается так, чтобы на обработанной поверхности (ях) стальной ленты оставался сухой слой обрабатывающего вещества. Подходящая плотность сухого слоя обрабатывающего вещества после высушивания раствора составляет от 1 до 50 мг/м2.
Газовую струю, которой очищают и высушивают движущуюся стальную ленту перед нанесением обрабатывающего водного раствора, предпочтительно создавать воздушным шабером и обдувать поверхность движущейся стальной ленты ламинарным потоком горячего воздуха. Таким образом, с поверхности стальной ленты сдувают мешающие посторонние частицы и высушивают поверхность стальной ленты.
Количество обрабатывающего водного раствора, подаваемого в единицу времени к распыляющим роторам ротационного распылителя, преимущественно, согласовано со скоростью движения ленты. При этом предпочтительна линейная зависимость количества обрабатывающего раствора, подаваемого в единицу времени к распыляющим роторам, от скорости движения ленты. Указанное количество обрабатывающего раствора, подаваемого в распыляющие роторы в единицу времени, в расчете на ширину стальной ленты, на одну ее сторону, предпочтительно составляет от 0,4 до 5,5 литров в минуту на метр ширины, и особенно предпочтительно от 1 до 3,5 литров в минуту на метр ширины, причем скорость ленты, как правило, лежит в диапазоне от 200 до 700 м/мин. Соответственно, объем обрабатывающего раствора во влажной пленке, нанесенной распыляющими роторами на поверхность с одной или с каждой стороны стальной ленты, предпочтительно лежит в диапазоне от 2 до 8 мл/м2 на одну сторону стальной ленты, предпочтительно от 4 до 6 мл/м2, и особенно предпочтительно составляет около 5 мл/м2.
Для того чтобы отжимать с поверхности стальной ленты как можно меньше избыточного обрабатывающего раствора, нанесенную влажную пленку водного раствора выравнивают приводными разглаживающими роликами, причем разглаживающие ролики предпочтительно являются парой разглаживающих роликов, которая состоит из двух приводных и смещенных относительно друг друга раскатных ролика. При этом расстояние от разглаживающих роликов до поверхности стальной ленты соответствующим образом регулируется, с возможностью согласовать его с наносимым ротационным распылителем количеством (плотностью слоя) обрабатывающего раствора. Это, с одной стороны, позволяет, в зависимости от количества или плотности слоя влажной пленки нанесенного обрабатывающего раствора, достичь выравнивания нанесенной влажной пленки по всей ширине стальной ленты, а с другой, позволяет не отжимать слишком больших количеств раствора из нанесенной на поверхность стальной ленты влажной пленки. Поэтому уже не требуется или требуется лишь в очень незначительном объеме собирать отжатый или стекающий с поверхности стальной ленты избыточный обрабатывающий раствор и отправлять его на рециркуляцию.
Ротационный распылитель 2 соответствующим образом соединен через подающий трубопровод с баком запаса обрабатывающего водного раствора. Обрабатывающий водный раствор может подаваться из бака к ротационному распылителю по подающему трубопроводу с помощью насоса. Чтобы не сталкиваться с проблемой старения, в баке запаса предпочтительно содержать только свежий обрабатывающий раствор. В отличие от известного способа погружения, содержащийся в баке запаса обрабатывающий раствор до нанесения на поверхность стальной ленты не контактирует со стальным листом (возможно, покрытым слоем металла), что могло бы привести к загрязнению свежего обрабатывающего раствора (например, ионами металла, вымытыми из металлического покрытия).
Способ согласно настоящему изобретению отличается прежде всего ресурсосберегающим использованием наносимого обрабатывающего раствора и своей экономичностью. В этом способе, в отличие от известных способов нанесения, на поверхность стальной ленты распыляется лишь в точности то количество обрабатывающего раствора, которое нужно, так что уже не требуется сдувать или отжимать какой-то избыток обрабатывающего раствора. Поэтому уже не требуется и собирать отжатый с поверхности стальной ленты избыточный обрабатывающий раствор и отправлять его на рециркуляцию. Благодаря чему можно избежать и появления требующих дополнительной обработки сточных вод, связанных с процессами рециркуляции.
Способ нанесения согласно настоящему изобретению пригоден для нанесения на движущиеся стальные ленты различных обрабатывающих растворов. Так, например, способом согласно настоящему изобретению могут наноситься пассивирующие растворы или растворы дополнительной обработки для снижения коэффициентов трения поверхностей белой жести. Но способ согласно настоящему изобретению может соответствующим образом использоваться и для нанесения других обрабатывающих водных растворов на поверхности белой жести или на поверхности стальных лент с другими металлическими покрытиями (такими, например, как цинк- или хромсодержащие). Способ согласно настоящему изобретению может также использоваться для нанесения обрабатывающих водных растворов на непокрытые стальные ленты, например, для нанесения водного конверсионного покрытия на поверхность черной жести (горяче- или холоднокатаных не зачищенных от окалины и непокрытых стальных листов).
Перечень чертежей
Эти и другие признаки, а также преимущества способа и устройства согласно настоящему изобретению вытекают из нижеследующего более подробного описания примера варианта осуществления изобретения со ссылкой на сопроводительные чертежи, на которых:
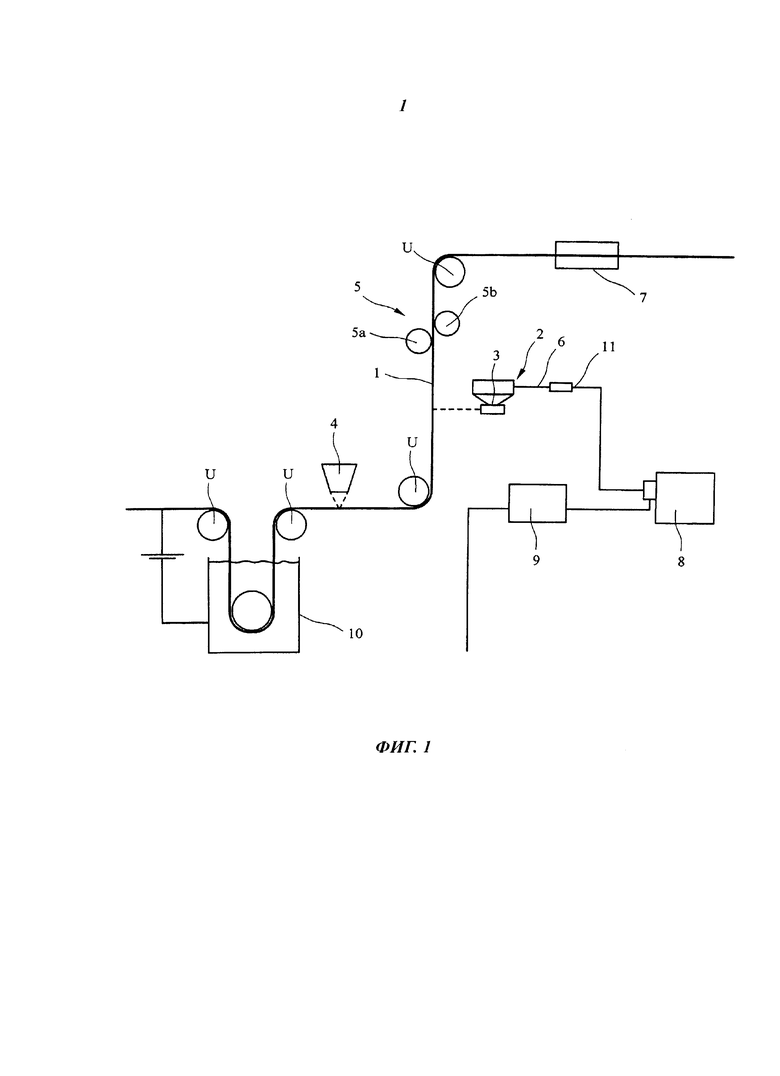
на ФИГ. 1 - показано схематическое изображение устройства для осуществления способа согласно настоящему изобретению;
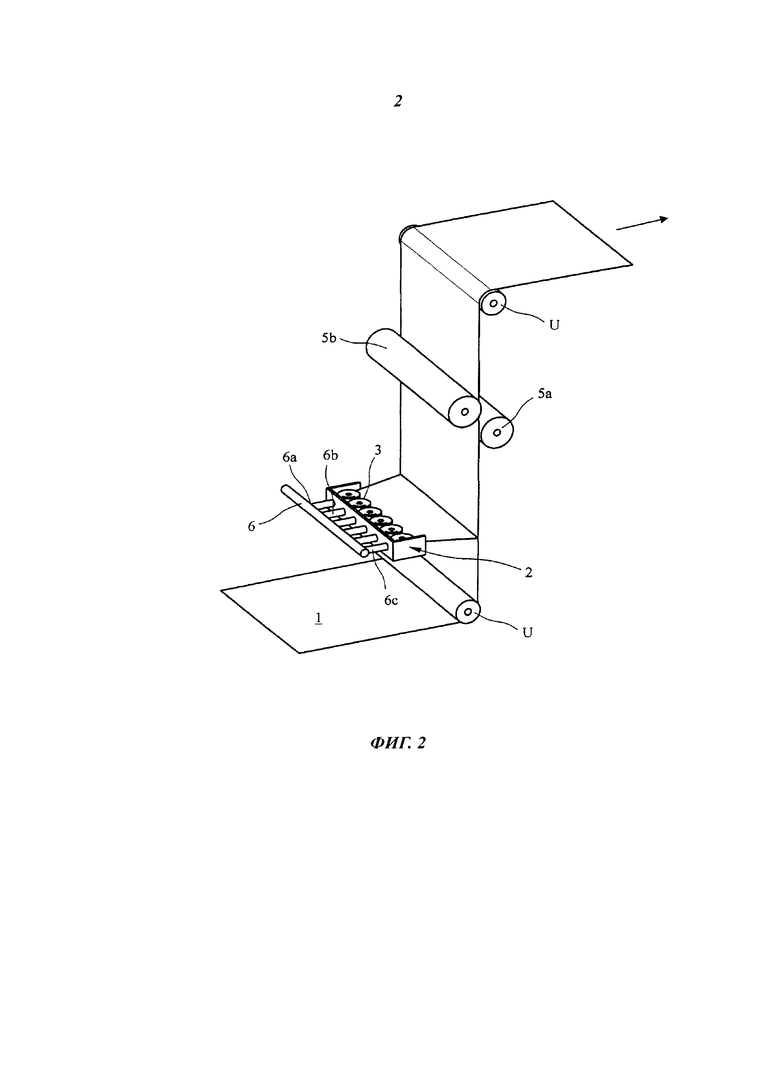
на ФИГ. 2 - показан подробный вид части устройства с ФИГ. 1 в зоне ротационного распылителя, а также показан этот ротационный распылитель в аксонометрической проекции при взгляде сверху.
Осуществление изобретения
На ФИГ. 1 схематически показано устройство для осуществления соответствующего настоящему изобретению способа нанесения обрабатывающего водного раствора на поверхность движущейся стальной ленты. Причем стальная лента 1 проводится по нескольким отводным роликам U с заданной скоростью v в некотором направлении движения ленты, обозначенном на ФИГ. 1 стрелкой. При этом скорость ленты, как правило, составляет более 200 м/мин - и до 750 м/мин. Стальная лента 1 может представлять собой холоднокатаную стальную ленту с металлическим покрытием, например, ленту белой жести или оцинкованную стальную ленту. Но может представлять собой и стальной лист без покрытия, например, ленту черной жести.
Стальная лента 1 не показанным на чертежах транспортировочным приспособлением приводится в движение с заданной скоростью v в некотором направлении движения ленты, и при этом огибает отводные ролики U. Вначале стальную ленту 1 проводят через первую сушилку 4, чтобы просушить и очистить поверхности стальной ленты 1. При этом первая сушилка 4 образована, например, «воздушным шабером», обдувающим ламинарным потоком горячего воздуха поверхности движущейся мимо со скоростью v стальной ленты 1, чтобы высушить поверхности стальной ленты и сдуть с них мешающие посторонние частицы.
К первой сушилке 4 примыкает ротационный распылитель 2. Ротационный распылитель более подробно показан на ФИГ. 2. Ротационный распылитель 2 содержит несколько расположенных рядом, на некотором расстоянии друг от друга поперек направления движения ленты распыляющих роторов 3. Распыляющие роторы 3 через центральный подающий трубопровод 6 и отходящие от него отводные трубы 6а, 6b, 6с и т.д., соединены с баком 9 запаса. В баке 9 запаса содержится обрабатывающий водный раствор, который должен наноситься на поверхность стальной ленты. Обрабатывающий водный раствор соответствующим образом с помощью насоса 8 подается в подающий трубопровод 6, откуда раствор направляется в отводные трубы 6а, 6b, 6с, причем каждая отводная труба соединена с одним из распыляющих роторов 3. Для замера закачанного в подающий трубопровод 6 количества обрабатывающего водного раствора целесообразно предусмотреть в подающем трубопроводе 6 расходомер 11.
По подающему трубопроводу 6 и отходящим от него отводным трубам обрабатывающий водный раствор подается к распыляющим роторам 3 ротационного распылителя 2. В каждом распыляющем роторе 3 имеется вращающаяся под действием привода тарелка. Благодаря этому вращению тарелок в распыляющих роторах 3 подведенный обрабатывающий водный раствор под действием центробежной силы подается к наружному краю тарелки. Этот край тарелки сформирован так, что обрабатывающий водный раствор слетает с края вращающейся тарелки в виде мелких капелек. Диаметр капелек, в зависимости от вязкости и поверхностного натяжения используемого обрабатывающего раствора, лежит, как правило, в диапазоне от 30 до 70 мкм. Слетевшие с края тарелки в распыляющем роторе 3 капельки обрабатывающего раствора распыляются во все стороны вокруг вращающейся тарелки. Распыляющие роторы 3 расположены поперек направления движения ленты так, что аэрозольные струи 12 соседних распыляющих роторов 3 перекрываются на поверхности стальной ленты 1, чтобы по всей ширине В стальной ленты 1 обеспечить равномерное нанесение обрабатывающего водного раствора.
Причем количество обрабатывающего водного раствора, подаваемого в единицу времени к распыляющим роторам 3, целесообразно согласовано со скоростью v движения стальной ленты 1. В этом согласовании имеет место линейная зависимость количества обрабатывающего раствора, подаваемого в единицу времени к распыляющим роторам, от скорости v ленты. При этом количество М обрабатывающего раствора, подаваемого в единицу времени Δt к распыляющим роторам, отнесенное к ширине В стальной ленты 1, как правило, варьирует в пределах от M/Δt⋅B=0,4 до 5,5 литров в минуту на метр, и предпочтительно от M/Δt⋅B=1,0 до 3,5 литров в минуту на метр. При типовой скорости ленты от 200 до 700 м/мин количество обрабатывающего раствора, нанесенного в виде влажной пленки распыляющими роторами 3 на поверхность стальной ленты 1, составляет от 2 до 8 мл/м2, предпочтительно от 4 до 6 мл/м2, и особенно предпочтительно около 5 мл/м2.
Обрабатывающий водный раствор может наноситься распылением с помощью ротационного распылителя 2 либо только на одну сторону стальной ленты 1, либо на поверхности с двух сторон стальной ленты 1. При необходимости, для этого ротационные распылители 2 располагают с обеих сторон пропускаемой сквозь устройство стальной ленты 1.
После нанесения обрабатывающего водного раствора в виде влажной пленки на одну или на каждую поверхность стальной ленты 1 стальную ленту 1 пропускают через приводимые во вращение разглаживающие ролики 5а, 5b. Разглаживающие ролики 5 служат для выравнивания нанесенной влажной пленки водного раствора. Для этого предпочтительно использовать пару разглаживающих роликов 5, которая состоит из двух расположенных со смещением относительно друг друга разглаживающих ролика 5а, 5b. Такое расположение со смещением разглаживающих роликов 5а, 5b показано на чертежах. Как видно на чертежах, разглаживающие ролики 5а, 5b расположены относительно друг друга так, что линия, соединяющая оси вращения раскатных роликов, идущие параллельно друг другу и параллельно поверхности стальной ленты, в сечении составляет с проводимой сквозь оба раскатных ролика стальной лентой 1 угол приблизительно от 30° до 60°, и в частности, около 45°. В отличие от известных из уровня техники отжимных роликов, располагающихся симметрично относительно стальной ленты и оказывающих на нее некоторое давление прижима, чтобы отжимать с поверхности стальной ленты избыточный обрабатывающий раствор, используемые здесь разглаживающие ролики не оказывают какого-либо существенного давления прижима на поверхность стальной ленты. Благодаря этому с поверхности стальной ленты не отжимается или отжимается очень малая часть нанесенного распылением обрабатывающего раствора. Пара разглаживающих роликов 5 производит только выравнивание влажной пленки обрабатывающего раствора по всей поверхности стальной ленты. Это обеспечивает постоянство условий нанесения влажной пленки обрабатывающего раствора и однородную толщину слоя по всей поверхности стальной ленты, при этом достигается отсутствие избыточного обрабатывающего раствора, который в противном случае пришлось бы собирать и отправлять на рециркуляцию.
После разглаживающих роликов 5 стальную ленту 1 проводят через вторую сушилку 7. Вторая сушилка 7 может представлять собой сушильную печь или инфракрасную либо воздушную сушилку.
После сушки на одной или на каждой поверхности стальной ленты 1 остается равномерный слой высохшего обрабатывающего раствора, причем плотность этого высохшего слоя после сушки составляет, как правило, от 1 до 50 мг/м2, и предпочтительно от 2 до 30 мг/м2. Особенно предпочтительно, чтобы плотность высохшего слоя обрабатывающего раствора составляла около 10 мг/м2.
Обрабатывающий водный раствор может представлять собой, например, бесхромный поверхностно-активный пассивирующий раствор, используемый, как раскрыто в документе DE 102005045034 A1, для бесхромной пассивации поверхности белой жести. Обрабатывающий водный раствор может также представлять собой бесхромный пассивирующий раствор для пассивации белой жести, содержащий водорастворимые неорганические соединения элементов циркония и титана или алюминия. Такие обрабатывающие водные растворы могут применяться в двухшаговом способе пассивации белой жести, причем на первом шаге проводят анодное окисление поверхности белой жести, а на втором на поверхность белой жести наносят обрабатывающий водный раствор, при этом обрабатывающий раствор содержит водорастворимые неорганические соединения элементов циркония и/или титана или алюминия. Причем нанесение обрабатывающего водного раствора может производиться способом согласно настоящему изобретению.
В этом случае нанесение обрабатывающего водного раствора способом согласно настоящему изобретению предшествует первому шагу анодного окисления поверхности белой жести. Для этого, как схематически показано на ФИГ. 1, стальную ленту 1 с заданной скоростью v проводят через бак 10 с водным электролитом (например, раствором соды) и включают ленту в электрическую цепь в качестве анода, чтобы провести анодное окисление поверхности белой жести. Оказалось, что при таком анодном окислении поверхности белой жести на ее луженой поверхности образуется особенно инертный слой окисла, состоящий, по существу, из (инертного) оксида четырехвалентного олова и защищающий поверхность белой жести от естественного нарастания слоя окисла под действием кислорода воздуха, а также от реакций с серосодержащими материалами. Такое анодное окисление поверхности белой жести с последующей обработкой окисленной поверхности бесхромным водным раствором средства дополнительной обработки, содержащим, в частности, титан и/или цирконий, может, создавая поверхностное покрытие, защитить луженую поверхность стальной ленты от коррозии и от изменения окраски поверхности в результате реакции олова с серой.
Способом согласно настоящему изобретению можно также наносить металлическое или органическое конверсионное покрытие на черную жесть (непокрытый холодно- или горячекатаный стальной лист). Оказалось, что способ согласно настоящему изобретению пригоден, например, для нанесения на черную жесть конверсионных покрытий, содержащих такие металлические компоненты, как титан, цирконий, марганец, цинк, или содержащих фосфор, или такие органические компоненты, как полиакрилат или поликарбоксилат. Такие конверсионные покрытия обеспечивают хорошую защиту поверхности черной жести от коррозии, так что соответственно обработанная черная жесть может применяться взамен, например, стального листа с металлическим коррозионно-стойким хромовым покрытием (например, взамен "электролитически хромированной покрытой стали" ECCS (от англ. Electrolytic Chromium Coated Steel)).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПАССИВАЦИИ ПОЛОСОВОЙ ЧЕРНОЙ ЖЕСТИ | 2014 |
|
RU2663232C2 |
| БЕЛАЯ ЖЕСТЬ, ПОКРЫТАЯ ПОЛИМЕРНЫМ ПОКРЫТИЕМ, И СПОСОБЫ ЕЕ ПОЛУЧЕНИЯ | 2014 |
|
RU2590546C2 |
| СПОСОБ ТЕРМООБРАБОТКИ ЧЕРНОЙ ЖЕСТИ С КОНВЕРСИОННЫМ ПОКРЫТИЕМ И СПОСОБ ИЗГОТОВЛЕНИЯ ЗАЩИЩЕННОЙ ОТ КОРРОЗИИ ЧЕРНОЙ ЖЕСТИ | 2016 |
|
RU2702667C2 |
| СПОСОБ ОБРАБОТКИ СТАЛЬНОЙ ЛЕНТЫ ИЛИ ЛИСТА С МЕТАЛЛИЧЕСКИМ ПОКРЫТИЕМ СРЕДСТВОМ ДЛЯ ПОСЛЕДУЮЩЕЙ ОБРАБОТКИ И СТАЛЬНАЯ ЛЕНТА ИЛИ ЛИСТ С МЕТАЛЛИЧЕСКИМ ПОКРЫТИЕМ | 2012 |
|
RU2606436C2 |
| СПОСОБ ПАССИВИРОВАНИЯ БЕЛОЙ ЖЕСТИ | 2012 |
|
RU2593248C2 |
| СПОСОБ УЛУЧШЕНИЯ МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ НА СТАЛЬНОЙ ЛЕНТЕ | 2013 |
|
RU2590787C2 |
| ПОКРЫТИЯ ХРОМ-ОКСИД ХРОМА, НАНЕСЕННЫЕ НА СТАЛЬНЫЕ ПОДЛОЖКИ ДЛЯ УПАКОВОЧНЫХ ПРИМЕНЕНИЙ, И СПОСОБ ПОЛУЧЕНИЯ ТАКИХ ПОКРЫТИЙ | 2013 |
|
RU2655405C2 |
| ПОЛУФАБРИКАТ В ФОРМЕ ПОЛОТНА, А ИМЕННО ОТДЕЛОЧНЫЕ ОБОИ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2195522C2 |
| ПОКРЫТИЯ ХРОМ-ОКСИД ХРОМА, НАНЕСЕННЫЕ НА СТАЛЬНЫЕ ПОДЛОЖКИ ДЛЯ УПАКОВОЧНЫХ ПРИМЕНЕНИЙ, И СПОСОБ ПОЛУЧЕНИЯ ТАКИХ ПОКРЫТИЙ | 2013 |
|
RU2660478C2 |
| Агрегат для непрерывного производства рулонной электролитически луженой лакированной жести | 1950 |
|
SU93718A1 |
Изобретение относится к способу нанесения обрабатывающего водного раствора на поверхность стальной ленты (1), движущейся с заданной скоростью в некотором направлении движения. Способ содержит этапы, на которых высушивают движущуюся стальную ленту газовой струей, наносят по меньшей мере на одну поверхность стальной ленты водный раствор с помощью ротационного распылителя, содержащего несколько расположенных рядом друг с другом поперек направления движения ленты распыляющих роторов, к которым подается обрабатывающий водный раствор и которые приводятся во вращение приводом, для того чтобы по действием центробежной силы распылять обрабатывающий раствор в виде аэрозольной струи на поверхность стальной ленты с образованием на ней влажной пленки обрабатывающего водного раствора, выравнивают нанесенную влажную пленку обрабатывающего водного раствора с помощью приводных разглаживающих роликов, высушивают нанесенную влажную пленку обрабатывающего водного раствора. Изобретение также относится к устройству для осуществления упомянутого способа. Использование предлагаемого изобретения позволяет избежать проблемы старения обрабатывающего раствора и применимо при высоких скоростях движения ленты. 2 н. и 15 з.п. ф-лы, 2 ил.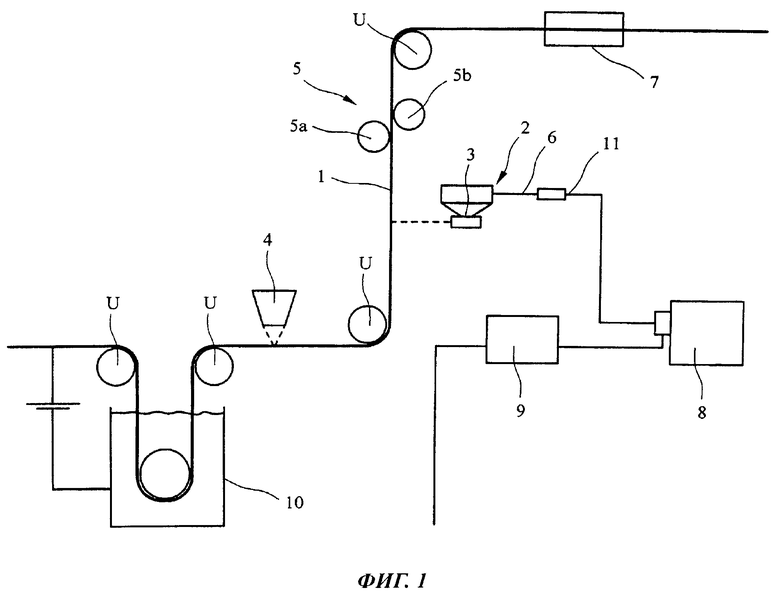
1. Способ нанесения обрабатывающего водного раствора на поверхность стальной ленты (1), движущейся с заданной скоростью в некотором направлении движения, содержащий этапы, на которых:
высушивают движущуюся стальную ленту (1) газовой струей,
наносят по меньшей мере на одну поверхность стальной ленты (1) водный раствор с помощью ротационного распылителя (2), содержащего несколько расположенных рядом друг с другом поперек направления движения ленты распыляющих роторов (3), к которым подается обрабатывающий водный раствор и которые приводятся во вращение приводом, для того чтобы по действием центробежной силы распылять обрабатывающий раствор в виде аэрозольной струи на поверхность стальной ленты (1) с образованием на ней влажной пленки обрабатывающего водного раствора,
выравнивают нанесенную влажную пленку обрабатывающего водного раствора с помощью приводных разглаживающих роликов (5; 5а, 5b),
высушивают нанесенную влажную пленку обрабатывающего водного раствора.
2. Способ по п. 1, отличающийся тем, что газовую струю для сушки движущейся стальной ленты создают воздушным шабером (4) в виде ламинарного потока горячего воздуха, обдувающего поверхность движущейся стальной ленты.
3. Способ по п. 1, отличающийся тем, что количество обрабатывающего раствора, подаваемого в единицу времени к распыляющим роторам (3), согласовано со скоростью движения стальной ленты (1).
4. Способ по п. 3, отличающийся тем, что зависимость количества обрабатывающего раствора, подаваемого в единицу времени к распыляющим роторам, от скорости ленты является линейной.
5. Способ по одному из пп. 1-4, отличающийся тем, что количество (М) обрабатывающего раствора, подаваемого в единицу времени (Δt) к распыляющим роторам (3), отнесенное к ширине (В) стальной ленты, лежит в пределах от M/Δt⋅B=0,4 до 5,5 л/(мин⋅м), и предпочтительно от M/Δt⋅B=1,0 до 3,5 л/(мин⋅м).
6. Способ по одному из пп. 1-4, отличающийся тем, что скорость ленты лежит в пределах от 200 до 700 м/мин.
7. Способ по одному из пп. 1-4, отличающийся тем, что количество обрабатывающего раствора, нанесенного в виде влажной пленки распыляющими роторами на поверхность с одной или с каждой стороны стальной ленты, составляет от 2 до 8 мл/м2, предпочтительно от 4 до 6 мл/м2 и особенно предпочтительно около 5 мл/м2.
8. Способ по одному из пп. 1-4, отличающийся тем, что плотность высохшего слоя обрабатывающего раствора после сушки составляет от 1,0 до 50 мг/м2, предпочтительно от 2 до 30 мг/м2 и особенно предпочтительно около 10 мг/м2.
9. Способ по одному из пп. 1-4, отличающийся тем, что выравнивание нанесенной влажной пленки водного раствора осуществляется с помощью пары приводных разглаживающих роликов (5), которая состоит из двух расположенных со смещением относительно друг друга разглаживающих роликов (5а, 5b).
10. Способ по одному из пп. 1-4, отличающийся тем, что стальная лента представляет собой луженую стальную ленту (белую жесть), а обрабатывающий водный раствор представляет собой пассивирующий раствор для пассивации полуды, в частности бесхромовый пассивирующий раствор.
11. Способ по одному из пп. 1-4, отличающийся тем, что стальная лента представляет собой непокрытую стальную ленту (черную жесть), а обрабатывающий водный раствор представляет собой металлсодержащий или органический обрабатывающий раствор для нанесения защищающего от коррозии конверсионного покрытия на поверхность стальной ленты (черную жесть).
12. Способ по п. 10, отличающийся тем, что перед нанесением обрабатывающего водного раствора проводят анодное окисление поверхности стальной ленты (1), которое предпочтительно осуществляют проведением стальной ленты со скоростью движения ленты через электролит.
13. Способ по п. 10, отличающийся тем, что водный обрабатывающий раствор (пассивирующий раствор) содержит сополимеры акрилатов, полиметилсилоксаны с боковыми цепями простых полиэфиров, кислые простые полиэфиры, полимеры с гетероциклическими группами и/или кислые соединения с комплексными анионами фторидов металлов, катионы с валентностью от двух до четырех и полимеры.
14. Способ по одному из пп. 1-4, отличающийся тем, что обрабатывающий водный раствор содержит титан, и/или цирконий, или алюминий, в частности нитрат алюминия.
15. Способ по п. 11, отличающийся тем, что обрабатывающий водный раствор содержит, по меньшей мере, один из следующих компонентов: титан, цирконий, марганец, цинк, фосфор, полиакрилат или поликарбоксилат.
16. Устройство для осуществления способа по одному из предшествующих пунктов, содержащее:
транспортировочное приспособление для подачи стальной ленты (1) в направлении ее движения с заданной скоростью (v) движения ленты,
первую сушилку (4) для просушки стальной ленты (1),
по меньшей мере один ротационный распылитель (2), содержащий несколько расположенных рядом друг с другом поперек направления движения ленты распыляющих роторов (3), причем ротационный распылитель (2) для нанесения обрабатывающего водного раствора по меньшей мере на одну поверхность стальной ленты (1) расположен на расстоянии от этой поверхности стальной ленты (1),
подающее устройство (6, 8) для снабжения ротационного распылителя (2) обрабатывающим раствором, содержащее подающий трубопровод (6), соединенный с ротационным распылителем (2) и баком (9) запаса обрабатывающего водного раствора,
привод, приводящий во вращение распыляющие роторы (3) ротационного распылителя (2), для того, чтобы под действием центробежной силы распылять обрабатывающий водный раствор в виде аэрозольной струи на поверхность стальной ленты (1) с образованием на ней влажной пленки водного раствора,
пару приводных разглаживающих роликов (5а, 5b), которые расположены по направлению движения ленты за ротационным распылителем (2) и служат для выравнивания нанесенной на поверхность стальной ленты (1) влажной пленки водного раствора, и
- вторую сушилку (7) для высушивания нанесенной влажной пленки водного раствора.
17. Устройство по п. 16, отличающееся тем, что подающее устройство (6, 8) содержит насос (8), соединенный с управляющим устройством, связанным с транспортировочным приспособлением для согласования количества обрабатывающего раствора, подаваемого в единицу времени к ротационному распылителю (2) со скоростью движения ленты.
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| US 5795391 A, 18.08.1998 | |||
| СПОСОБ ХИРУРГИЧЕСКОГО ЛЕЧЕНИЯ ЛОЖНЫХ СУСТАВОВ ТРУБЧАТЫХ КОСТЕЙ КОНЕЧНОСТЕЙ | 2007 |
|
RU2349279C1 |
| Способ изготовления обувных кремов | 1933 |
|
SU37204A1 |

