Область техники
Изобретение относится к несущим конструкциям рамного типа из слоистых полимерных композиционных материалов, в том числе к размеростабильным, и может применяться в высокоточных космических системах.
Основными качественными и функциональными характеристиками рамы для базирования высокоточных изделий является постоянство геометрии, достигаемое получением однородной по жесткости и структуре композитной конструкции с минимальной вариацией термомеханических свойств конструктивных элементов.
Уровень техники
Известна опорная рамная конструкция из углепластика, образованная ребрами прямоугольного сечения, содержащими 90% слоев с волокнами, ориентированными вдоль продольных осей ребер, и узлами пересечения ребер, выполняемыми посредством их клеевого соединения встык или по типу "замка"
http://atlasinfo.cem.ch/Atlas/GROUPS/INNER_DETECTOR/TDR/tdr/dev/TRT-Design/Mechanics/trt-barrel.ps; ATLAS Inner Detector: Technical Design Report. - CERN, 1997. - V. 2. - P. 666).
Такая конструкция характеризуется пониженной жесткостью и высокой деформативностью из-за наличия конструктивных разъемов, частичного или полного перерезания продольных (ориентированных вдоль продольных осей ребер) волокон в узлах рамы, разнородности структуры и высокой вариации свойств ребер, как раздельно формуемых деталей, а также низкой прочностью соединений, пониженной точностью рабочей поверхности изделия, технологической сложностью и высокой трудоемкостью изготовления.
Ближайшим аналогом, выбранным в качестве прототипа, является интегральная рамная конструкция из слоистого полимерного композиционного материала, состоящая из ребер прямоугольного сечения и узлов их соединения, образующих вместе с ребрами монолитный силовой каркас, выполненный из лежащих в плоскости рамы слоев волокнистого материала, пропитанного полимерным связующим. Каждое ребро и каждый узел содержат не менее одного слоя волокнистого материала, волокна которого ориентированы вдоль продольной оси ребра, и слои волокнистого материала, волокна которого ориентированы в направлениях, соответствующих направлениям продольных осей других ребер (патент RU №2296675 C1 B32B 33/00, B64G 1/10, H05H 7/00 от 5.08.2005 г.). Кроме того, с целью повышения жесткости интегральная рамная конструкция может дополнительно содержать второй монолитный силовой каркас, аналогичный первому, и заполнитель, например сотовый или синтактный, расположенный между первым и вторым монолитными силовыми каркасами и соединенный с ними посредством склейки или приформовки.
Недостатками данной конструкции являются:
- необходимость точной механической обработки плиты для получения рамной конструкции;
сборка с дополнительными присоединяемыми элементами конструкции методом приклейки или приформовки с последующей точной механической обработкой;
- отсутствие возможности заформовки закладных элементов;
- увеличение массы рамы при изменении строительной высоты из-за использования трехслойной конструкции;
-длительность, сложность, затратность технологического процесса изготовления рамы.
Раскрытие изобретения
Задачей изобретения является:
- создание конструкции рамы, позволяющей уменьшить использование точной механической обработки;
обеспечение возможности сборки с дополнительными присоединяемыми элементами без приформовки;
- обеспечение возможности изменения строительной высоты рамы;
- уменьшение массы;
- упрощение технологического процесса изготовления со снижением его длительности и затратности.
Вышеперечисленные задачи решаются в условиях обеспечения повышенной жесткости, прочности, размерной стабильности узлов и элементов рамы при циклических изменениях температуры.
Технический результат достигается тем, что заявленная интегральная рамная конструкция из слоистого полимерного композиционного материала имеет следующие отличительные признаки:
- состоит из ребер двутаврового сечения и обрамления в виде швеллера, образующего вместе с ребрами монолитный силовой каркас;
- элементы конструкции собираются на специальной технологической оснастке в неотвержденном состоянии и формуются одновременно;
- при сборке в конструкцию устанавливаются закладные металлические элементы;
- формование изделия производится термокомпрессионным методом в печи полимеризации.
Описание технологии изготовления рамной конструкции, значение отдельных параметров будут приведены ниже. Здесь отметим, что заявленный способ изготовления рамы отличается технологической простотой, позволяет получать изделия значительных габаритов и сложности за один цикл формования. Техническим результатом изобретения является повышение жесткости, прочности, размерной стабильности конструкции при значительном упрощении технологического процесса изготовления. Измененная конструкция позволяет уменьшить использование точной механической обработки, обеспечить возможность изменения строительной высоты рамы, сборки с присоединительными элементами за счет изменения конструкции сечения ребра рамы и введения заформованных закладных металлических элементов. Изменение конструкции позволяет уменьшить массу рамы по сравнению с исходной конструкцией.
Краткое описание чертежей:
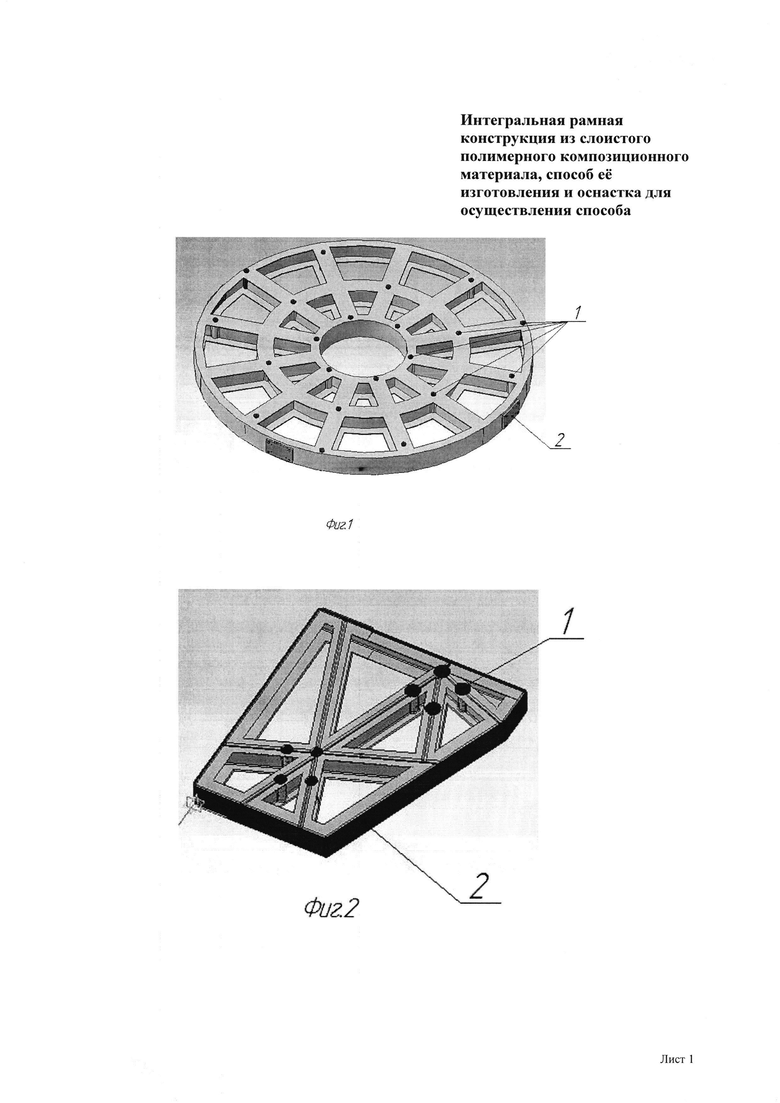
на фиг. 1 представлена интегральная рамная конструкция из слоистого полимерного композиционного материала с радиально направленными ребрами двутаврового сечения и обрамления в виде швеллера;
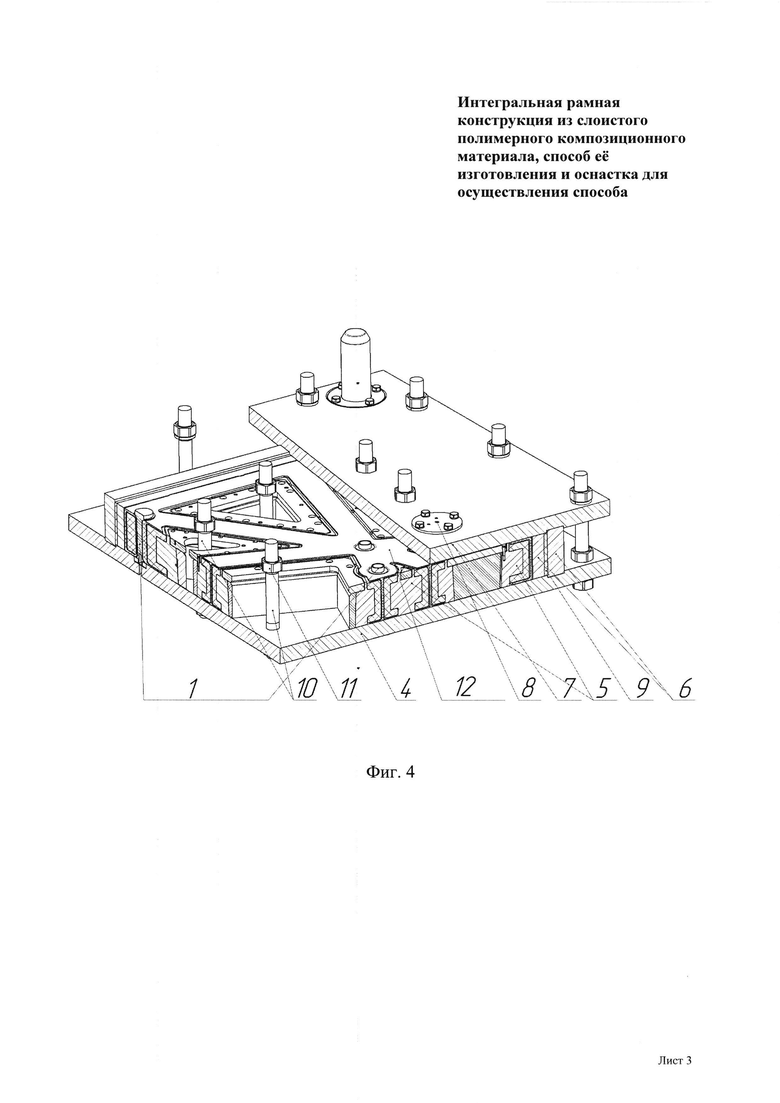
на фиг. 2 представлена интегральная рамная конструкция из слоистого полимерного композиционного материала с продольно поперечными ребрами двутаврового сечения и обрамления в виде швеллера;
на фиг. 3- сектор;
на фиг. 4 представлена оснастка для изготовления интегральной рамной конструкции.
Сущность изобретения
Интегральные рамные конструкции, представленные на фиг. 1 и 2 состоят из ребер двутаврового сечения (внутренний силовой каркас) и окантовывающего профиля 3 (швеллера), с заформованными закладными металлическими элементами 1, предназначенными для присоединения к раме дополнительных элементов конструкции.
Внутренний силовой каркас - цельноформованный из балок двутаврового сечения, образован набором секторов (см. фиг. 3) с заформованными между ними закладными металлическими элементами 1. Элементы выполнены с припуском на мех. обработку, производимую после сборки.
Обрамление в виде швеллера, сформована одновременно с внутренним набором и усилена цельными слоями, уложенными при сборке перед формованием.
Для выполнения транспортных операций и монтажа рамы на обрамлении в виде швеллера имеются площадки, усиленные с двух сторон металлическими пластинами 2 (фиг. 1). Пластины 2 устанавливаются на каркас клеемеханическим способом. Наружные пластины 2 выполнены с припуском на мех. обработку, производимую после сборки.
Рассмотрим более подробно технологию изготовления рамы заявленным способом.
При изготовлении рамы применяется термокомпрессионный способ и оснастка, изображенная на фиг. 4, состоящая из основания 4, комплекта терморасширяющихся оправок 5, ограничительных планок 6, верхней крышки 7.
Изготовление изделия осуществляется в следующей последовательности:
1. На поверхность плиты - основания формы 4, с предварительно нанесенной на нее и термообработанной смазкой, укладывают слои препрега углеленты нижних горизонтальных усилений, ребер двутаврового сечения и обрамления в виде швеллера.
2. Параллельно, на терморасширяющихся оправках, повторяющих очертания внутренних полостей изделия 12, производят укладку основных слоев ребер двутаврового сечения и слоев на закладные элементы. Производят установку оправок на форму и закладных элементов между оправками, прокладывая между ними пакеты усиления вертикальных стенок ребер, осуществляя тем самым сборку изделия 12. Конструктивно терморасщиряющиеся оправки состоят из металлического вкладыша и уплотнителя. Вкладыши, изготовленные в заданный размер по высоте с учетом коэффициента линейного теплового расширения материала являются реперами при формовании изделия 12. Конструкция вкладышей позволяет использовать их многократно, не повреждая их при извлечении из оправок. Для ориентации закладных элементов 1 изделия 12 используется комплект деформируемых деталей 8, которые при остывании сформованного изделия 12 в оснастке деформируются или разрушаются для компенсации термических расширений, передаваемых оснасткой к сформованному изделию 12 при охлаждении из-за разницы коэффициентов линейного теплового расширения материалов приспособления и изделия 12. Также, в приспособлении предусмотрен компенсатор 9, выполняющий аналогичные функции, что и комплект деформируемых деталей 8.
3. Далее, на собранный пакет укладывают слои препрега углеленты верхних горизонтальных усилений, ребер двутаврового сечения и обрамления в виде швеллера, после чего производят смыкание ограничительных планок 6, установку верхней крышки 7, стяжку формы шпильками 10 и гайками 11.
4. Оснастка помещается в печь полимеризации, где происходит термокомпрессионное формование изделия 12 (отверждение связующего при температуре 165±5°С и давлении, создаваемом термическим расширением оправок в замкнутом контуре).
5. После проведения формования производится разборка оснастки, из полостей изделия извлекаются вкладыши и оправки, после чего производится обрезка нижних и верхних полок ребер и обрамления в виде швеллеров в размер по ширине, зачистка шлифовальной шкуркой периферии оболочки и кромок ребер для удаления облоя (затеков связующего), являющаяся окончательной операцией изготовления изделия 12.
Проведя сравнительный анализ рамной конструкции с приклеенными или приформованными ребрами между плоскими плитами (трехслойная) и цельноформованной рамы, можно отметить, что масса последней примерно на 10% меньше, чем трехслойной, в то же время, цельноформованная цикл, не имеет клеевых соединений, что позволяет получить равнопрочную конструкцию с минимальными внутренними напряжениями. Совмещение операций сборки и формования позволяет получить равнопрочную конструкцию с минимальными отклонениями по точности, отсутствие клеевых соединений определяет более высокие надежность и долговечность изделия в условиях космического пространства. Как показывает практика, изготовление изделия на металлической форме, выполненной с температурным упреждением, не ухудшает геометрической точности конструкции, в то же время, стоимость металлической формы значительно ниже стоимости, например, формы из углепластика, а срок службы практически не ограничен. Все это, наряду с упрощением технологии изготовления и сокращением трудоемкости, уменьшает себестоимость изделия.
Далее можно отметить более высокий уровень температурного перепада между плитами в трехслойной конструкции при эксплуатации. Температурный градиент цельноформованной рамы по строительной высоте значительно ниже трехслойной, что положительно сказывается на размерной стабильности изделия и полностью позволяет удовлетворить требованиям по геометрической точности.
Заявленный способ позволяет изготавливать изделия любых геометрических форм и размеров, при этом использование дополнительного оборудования, например автоклава, не требуется.
Способ экономичен по сравнению с известными, так как, основная операция формования изделия предельно упрощена. Себестоимость изделий, изготовленных указанным способом ниже известных, так как не требуются формование отдельных деталей и их последующая склейка, точная механическая обработка, уменьшается трудоемкость изготовления изделия. Габариты изготавливаемого изделия определяются только размерами печи полимеризации, при этом технология изготовления проще известных.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНСТРУКЦИЯ КАРКАСОВ СОЛНЕЧНЫХ БАТАРЕЙ ИЗ УГЛЕПЛАСТИКА И СПОСОБ ИЗГОТОВЛЕНИЯ КАРКАСА | 2017 |
|
RU2654882C1 |
| КОНСТРУКЦИЯ РАЗМЕРОСТАБИЛЬНОЙ ПЛАТФОРМЫ ИЗ СЛОИСТОГО ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2018 |
|
RU2674205C1 |
| ОБОЛОЧКА ОТСЕКА ГЕРМЕТИЧНОГО ФЮЗЕЛЯЖА МАГИСТРАЛЬНОГО САМОЛЕТА ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2475412C1 |
| КОНСТРУКЦИЯ РЕФЛЕКТОРА ЗЕРКАЛА АНТЕННОГО ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2016 |
|
RU2640955C2 |
| РАЗМЕРОСТАБИЛЬНОЕ ИНТЕГРАЛЬНОЕ ИЗДЕЛИЕ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ФОРМА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2001 |
|
RU2230406C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗМЕРОСТАБИЛЬНОЙ ИНТЕГРАЛЬНОЙ КОНСТРУКЦИИ | 2016 |
|
RU2620799C1 |
| СПОСОБ И ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ ПУСТОТЕЛЫХ ОБОЛОЧЕК (ОБОЛОЧЕК ВРАЩЕНИЯ) ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2010 |
|
RU2458791C2 |
| ИНТЕГРАЛЬНАЯ РАМНАЯ КОНСТРУКЦИЯ ИЗ СЛОИСТОГО ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2005 |
|
RU2296675C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕЦИЗИОННОГО АНТЕННОГО РЕФЛЕКТОРА | 2013 |
|
RU2560798C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛИ С РЕБРАМИ ЖЕСТКОСТИ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2008 |
|
RU2399491C2 |

Группа изобретений относится к размеростабильной несущей конструкции рамного типа из слоистых полимерных композиционных материалов и может применяться в высокоточных космических системах, например, в качестве приборных платформ космических аппаратов, к способу изготовления интегральной рамной конструкции и к металлической оснастке для ее изготовления. Интегральная рамная конструкция из слоистого полимерного композиционного материала состоит из ребер двутаврового сечения и обрамления в виде швеллера, образующего вместе с ребрами монолитный силовой каркас, выполненный из слоев волокнистого материала, пропитанного полимерным связующим. Способ изготовления конструкции включает сбор всех ее элементов на металлической технологической оснастке в неотвержденном состоянии и одновременное их формование, образовывая при этом монолитную цельноформованную конструкцию. Причем при сборке в элементы конструкции устанавливаются закладные металлические элементы. Формование изделия производится термокомпрессионным методом в печи полимеризации. Изделие, изготовленное способом по изобретению, отличается простотой изготовления, низкой трудоемкостью и себестоимостью. Технический результат, достигаемый при использовании группы изобретений, заключается в повышении стабильности и точности позиционирования узлов рамы, снижении вариаций термомеханических свойств по длине ребер, в обеспечении высокой точности размеров изделия, уменьшении массы. 3 н. и 6 з.п. ф-лы, 4 ил.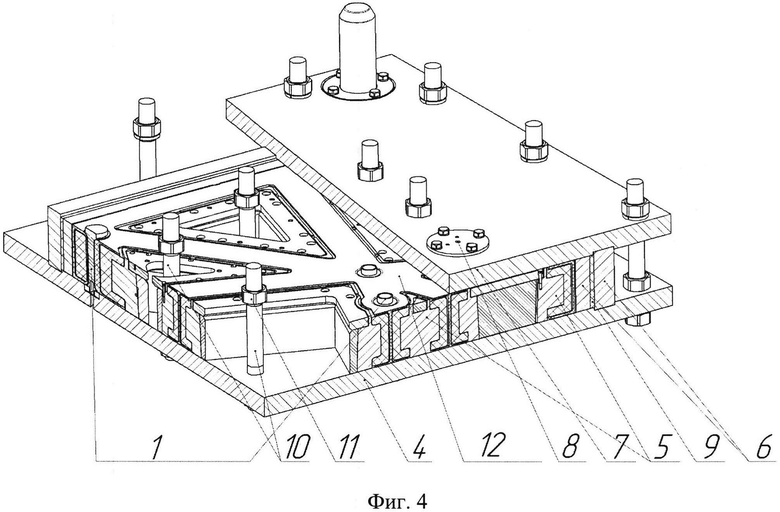
1. Интегральная рамная конструкция из слоистого полимерного композиционного материала, отличающаяся тем, что состоит из ребер двутаврового сечения и обрамления в виде швеллера.
2. Интегральная рамная конструкция по п. 1, отличающаяся тем, что при сборке в элементы конструкции устанавливают закладные металлические элементы.
3. Способ изготовления интегральной рамной конструкции, включающий сборку элементов конструкции изделия из слоев полимерного волокна, пропитанного термореактивным связующим, и последующее формование изделия путем отверждения связующего, отличающийся тем, что формование изделия производят на металлической оснастке, конструкция которой позволяет, с требуемой точностью, обеспечить геометрические параметры изделия при нагреве до температуры формообразования, т.е. при температуре отверждения связующего.
4. Способ изготовления по п. 3, отличающийся тем, что на поверхность плиты укладываются слои препрега углеленты нижних горизонтальных усилений, подкрепляющих ребер и окантовочного швеллера, на терморасширяющихся оправках производится укладка основных слоев подкрепляющих ребер и слоев на закладные элементы.
5. Способ изготовления по п. 3, отличающийся тем, что формование изделия производится термокомпрессионным методом в печи полимеризации.
6. Металлическая оснастка для изготовления интегральной рамной конструкции, отличающаяся тем, что в конструкции применяются терморасширяющиеся оправки с металлическими вкладышами, являющиеся реперами при формовании изделия.
7. Металлическая оснастка по п. 6, отличающаяся тем, что конструкция вкладышей терморасширяющихся оправок позволяет использовать их многократно.
8. Металлическая оснастка по п. 6, отличающаяся тем, что в конструкции применяется компенсатор, который при остывании сформованного изделия в оснастке деформируется для компенсации деформаций, передаваемых оснасткой к сформованному изделию при охлаждении.
9. Металлическая оснастка по п. 6, отличающаяся тем, что в конструкции применяется комплект деформируемых деталей, используемых для ориентации закладных элементов, которые при остывании сформованного изделия в оснастке деформируются или разрушаются для компенсации деформаций, передаваемых оснасткой к сформованному изделию при охлаждении.
| ИНТЕГРАЛЬНАЯ РАМНАЯ КОНСТРУКЦИЯ ИЗ СЛОИСТОГО ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2005 |
|
RU2296675C1 |
| РАЗМЕРОСТАБИЛЬНОЕ ИНТЕГРАЛЬНОЕ ИЗДЕЛИЕ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ФОРМА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2001 |
|
RU2230406C2 |
| Телефонный индуктор | 1948 |
|
SU86084A1 |
| US 6018328 A, 25.01.2000 | |||
| Устройство для изготовления каркасной конструкции из композиционного материала | 1990 |
|
SU1810288A1 |
| Многосекционный бункер | 1948 |
|
SU77842A1 |
| US 4389447 A, 21.06.1983 | |||
| СПОСОБ ИЗМЕРЕНИЯ ВНУТРЕННЕГО ОБЪЕМА ОБЪЕКТА | 2016 |
|
RU2690709C1 |

