Область техники, к которой относится изобретение
Настоящее изобретение относится к совмещенной установке травления и прокатки полосового металла.
Уровень техники
Первые полностью непрерывные прокатные станы в области холодной прокатки появились в 70-х и 80-х годах прошлого века, после чего были созданы первые совмещенные установки для травления и прокатки.
Непрерывная прокатка металлических полос путем прокатки сварных соединений имеет значительные преимущества, связанные с производительностью установки, а именно увеличение часовой производительности или километров проката на 20-100%; с качеством поверхности путем уменьшения риска образования дефектов на этапе загрузки передних концов или выгрузки задних концов прокатываемого материала; а также с эффективностью в виде сокращения количества отбракованных передних и задних концов материала по причине того, что их толщина не соответствует требованиям.
Такое решение предусматривает использование установок, в которых линия непрерывного травления напрямую соединена со станом-тандемом холодной прокатки с четырьмя или пятью клетями, что требует более высоких капиталовложений и производственных мощностей, обычно превышающих один миллион тонн в год.
Недостатком такого решения является то, что каждый раз, исходя из длины прокатываемого изделия, производство ограничено «узким местом» установки, которым в зависимости от размера и веса рулона может являться место загрузки в установку, процесс травления, накопители и прокатный стан в отношении максимальной скорости, которую может обеспечить прокатный стан-тандем с учетом скорости, достигаемой в каждой клети, и установленной мощностью.
Разработка новых материалов, в частности высокопрочной стали, с учетом потребности в получении материалов значительно меньшей толщины, привела к созданию новых непрерывных прокатных станов, совмещенных с линией травления. Например, изогнутая конструкция двух установок была выполнена таким образом, что разматывающий барабан линии травления находится вблизи с моталкой прокатного стана. Тем самым, можно выполнить обжатие, и катанный рулон может быть загружен в линию травления таким образом, чтобы достичь максимального количества обжатий в прокатном стане. Данная конструкция имеет недостаток, связанный со значительным уменьшением производительности, поскольку для изготовления рулона материала нужной толщины необходимо выполнить несколько проходов.
Альтернативным вариантом, используемым некоторыми производителями, являются так называемые «тяжеловесные рулоны», вес которых в некоторых случаях превышает 60 тонн, а диаметр равен почти 3 метрам. Данная система, используемая на прерывных прокатных станах-тандемах, асимптотически позволяет достичь производительности, практически равной производительности, достигаемой на непрерывном стане, увеличивает их эффективность и частично повышает качество поверхности. Преимуществом такого решения является уменьшение капиталовложений в прокатную установку, но при этом существенно увеличиваются затраты на конструкции для перемещения рулонов, например, дороги и соответствующие мостовые подъемные краны, которые должны иметь соответствующие размеры до и после прокатной установки, чтобы непрерывно выдерживать такие повышенные нагрузки.
Альтернативным вариантом стана-тандема для холодной прокатки являются реверсивные прокатные станы, обычно предназначенные для малых производственных мощностей, в частности:
- для одноклетьевых реверсивных прокатных станов: от 100000 до 400000 тонн в год;
- для двухклетьевых реверсивных прокатных станов: от 200000 до 1000000 тонн в год.
По своему характеру прокатка на реверсивных прокатных станах означает более низкий уровень эффективности обработки материала по сравнению с прокатными станами-тандемами с несколькими клетями, поскольку передние и задние концы материала не подвергаются прокатке или подвергаются ей частично. Кроме того, в реверсивных прокатных станах исключается возможность контроля качества обработки поверхности выгружаемой полосы, как это реализовано в прокатных станах-тандемах. Это происходит потому, что не рекомендуется заменять клеть прокатного стана перед выполнением последнего прохода с целью обеспечения чистоты обработки поверхности полосы, а использование другой эмульсионной системы для уменьшения загрязнения поверхности является очень сложным и затратным.
Для повышения эффективности реверсивных прокатных станов применяются различные методы и инновации, например:
- разработка оборудования и соответствующей автоматики для загрузки передних концов и выгрузки задних концов при закрытых клетях;
- создание аппаратов для точечной сварки, используемых для приварки переднего конца рулона к ведущей полосе, то есть к участку полосы, не подлежащему прокатке, для того, чтобы обеспечить максимально быструю загрузку и захват обрабатываемого материала клетью.
Данные способы показали лишь частичные результаты, поскольку их применение, очевидно, делает рабочие условия прокатного стана более жесткими и создает риски повреждения прокатных валков.
Пример совмещенной установки травления и прокатки полосового металла на реверсивных прокатных станах описан в документе US 2012/0272703 A1.
Таким образом, есть необходимость в создании совмещенной установки травления и прокатки, а также соответствующего способа, который позволит устранить вышеуказанные недостатки.
Раскрытие изобретения
Главной целью настоящего изобретения является создание совмещенной установки травления и реверсивной холодной прокатки, которая позволит достичь уровня качества, производительности и эффективности обработки материала, сравнимых с соответствующими показателями четырех- или пятиклетьевого прокатного стана-тандема, соединенного с установкой непрерывного травления, но при меньших капитальных затратах.
Другой целью изобретения является создание установки, которая позволит получить рулоны полосового материала удельным весом от 15 до 21 кг/мм, которые совместимы со стандартными конструкциями для перемещения рулонов.
Еще одной целью изобретения является создание установки, в которой применяется способ реверсивной прокатки, с тем, чтобы обеспечить контроль качества обработки поверхности, что необходимо для листов, предназначенных для использования в автомобильной промышленности и производстве бытовой техники.
Настоящее изобретение предлагает решение для достижения вышеуказанных целей путем создания совмещенной установки травления и холодной прокатки полосового металла, которая содержит:
- линию травления для непрерывного травления полосы;
- накопитель для накопления протравленной полосы, расположенный ниже по потоку относительно линии травления;
- реверсивный стан холодной прокатки, имеющий по меньшей мере две первых прокатных клети, расположенных ниже по потоку относительно накопителя;
- первый барабан, расположенный ниже по потоку относительно двух первых прокатных клетей и предназначенный для наматывания полосы после первого этапа прокатки;
- по меньшей мере один второй барабан, расположенный выше по потоку относительно двух первых прокатных клетей и предназначенный для наматывания по крайней мере одной части полосы после второго этапа прокатки в направлении, противоположном первому этапу, при этом указанный второй барабан имеет размер, позволяющий намотать на него части полос до заранее заданного предельного веса или предельного диаметра рулона;
- первое режущее устройство, расположенное между указанным вторым барабаном и двумя первыми прокатными клетями и предназначенное для отрезания катанной полосы каждый раз после того, как часть полосы, намотанной на второй барабан, достигает заранее заданного предельного веса или диаметра рулона;
причем указанный накопитель вмещает 500-3000 метров полосы;
первый барабан имеет размер, обеспечивающий намотку рулона весом от 100 до 300 тонн и/или диаметром до 6 метров;
- между накопителем и двумя первыми прокатными клетями расположен сварочный аппарат;
при этом второй барабан расположен ниже по потоку относительно сварочного аппарата;
и указанный сварочный аппарат выполнен с возможностью сваривания переднего конца катанной полосы на выходе после второго этапа прокатки, полученного после отрезания с помощью первого режущего устройства, с передним концом полосы, выходящей из накопителя.
Кроме того заявлен способ травления и холодной прокатки полосового металла, выполняемый вышеуказанной установкой, который предусматривает следующие этапы:
a) непрерывно выполняют травление полосы с помощью линии травления;
b) накапливают полосу, подвергшуюся непрерывному травлению, с помощью накопителя, вместимость которого 500-3000 метров полосы;
c) выполняют первый этап прокатки заранее заданного количества полосы в по меньшей мере двух первых прокатных клетях и последующее наматывание на первый барабан рулона весом от 100 до 300 тонн и/или диаметром до 6 метров;
d) выполняют второй этап прокатки указанного заранее заданного количества полосы, в направлении противоположном первому этапу прокатки, в указанных двух первых прокатных клетях для получения катанной полосы, и наматывают первую часть катанной полосы по меньшей мере на один второй барабан до достижения заранее заданного предельного веса или предельного диаметра рулона, то есть получают первый катанный рулон;
e) режут катанную полосу после формирования первого катанного рулона с помощью первого режущего устройства;
f) наматывают последующие части катанной полосы на второй барабан до получения заранее заданного предельного веса или предельного диаметра рулона, формируют последующие катанные рулоны, отрезают катанные полосы с помощью первого режущего устройства после формирования каждого последующего катанного рулона;
g) сваривают с помощью сварочного аппарата передний конец катанной полосы на выходе из второго этапа прокатки, полученного после последнего отрезания с помощью первого режущего устройства, с передним концом полосы, выходящей из накопительного устройства;
h) повторяют выполнение этапов с b) по g) при продолжении выполнения этапа а).
Изобретение предусматривает непрерывную прокатку «мегарулона» на первом, или нечетном, этапе прокатки, таким образом, получая два или три обжатия по толщине.
Мегарулон - это рулон полосы, полученной, например, путем сваривания друг с другом 4-15 малых полос, весом от 100 до 300 тонн и диаметром от 4 до 6 м.
При первом варианте реализации изобретения, в котором полоса, наматываемая на первый наматывающий барабан, расположенный ниже по потоку относительно прокатного стана, достигает заранее заданного максимального веса или максимального диаметра, полосу, загружаемую в прокатный стан, отрезают, таким образом, разъединяя прокатный стан и линию травления. Предпочтительно описанный выше мегарулон наматывают на первый барабан после первого этапа прокатки.
Линия травления продолжает выполнять обработку полосы, которая накапливается в выходном накопителе повышенной вместимости (500-3000 м полосы, предпочтительно, по меньшей мере, 2000 м, что равняется приблизительно 2-3 обычным рулонам, размер или вес которых соответствуют приблизительно 1/4 размера или веса мегарулона). При первом варианте реализации изобретения накопитель повышенной вместимости содержит горизонтальный накопитель, содержащий с одного конца по меньшей мере одну подвижную каретку, содержащую по меньшей мере три неприводных ролика, и с противоположного конца закрепленные неприводные ролики таким образом, чтобы образовать петлю протравленной непрерывной полосы. При перемещении подвижная каретка может увеличить количество накапливаемой полосы. Поддержку протравленной полосы обеспечивают за счет соответствующих опорных роликов, а ее направление за счет направляющих роликов, расположенных на противоположном конце от подвижной каретки.
При этом путем изменения направления прокатки на обратное направление прокатный стан выполняет второй проход, обеспечивая два или три обжатия по толщине. Когда полоса, наматываемая на второй наматывающий барабан, расположенный выше по потоку относительно прокатного стана, достигает заранее заданного предельного веса или предельного диаметра, выполняют отрезание полосы и выгружают первый рулон. Данный процесс продолжается, и, таким образом, получают, например, четыре или пять рулонов с удельным весом от 15 до 21 кг/мм (кг на мм ширины полосы). Размеры и/или вес готовых рулонов на втором барабане контролируют автоматически путем задания предельного веса и диаметра. При достижении первого из двух предельных значений для рулона на втором барабане полосу отрезают с помощью первого режущего устройства.
По окончании данной операции по созданию готового рулона способ начинают снова, при этом передний конец полосы предварительно отрезают, и начинают новый, или нечетный, этап прокатки.
Условие для непрерывной прокатки создается на первом (нечетном) этапе путем установки сварочного аппарата на входе прокатного стана и оставления заднего конца после предыдущей прокатки для его сваривания с вышеуказанным передним концом.
Непрерывную прокатку также обеспечивают и на втором (четном) этапе путем установки двойного наматывающего барабана или карусели барабанов выше по потоку относительно прокатного стана вместе с летучими ножницами.
По окончании второго этапа линия травления и реверсивный прокатный стан снова соединяются, и непрерывную прокатку возобновляют начиная с первого этапа.
Еще одним преимуществом настоящего изобретения является то, что путем установки накопителя повышенной вместимости между линией травления и прокатным станом, и путем разделения двух установок перед выполнением второго прохода прокатки устраняются определенные «узкие места», ограничивающие производительность обычной совмещенной установки, таким образом обеспечивается достижение повышенной производительности.
При втором варианте реализации изобретения между линией травления и реверсивным прокатным станом установлен накопитель повышенной вместимости, который содержит, по меньшей мере, один третий барабан для наматывания рулона весом от 100 до 300 тонн и диаметром до 6 метров (мегарулон). Предпочтительно устанавливают два третьих барабана на поворотной платформе, выполненной с возможностью вращения на 180° вокруг вертикальной оси по истечении заранее заданного времени на наматывание мегарулона на один из двух третьих барабанов, тем самым попеременно первый третий барабан используют в качестве наматывающего барабана для наматывания полосы, выходящей из линии травления, и второй третий барабан используют в качестве разматывающего барабана для разматывания полосы, загружаемой в прокатный стан. В данном варианте реализации изобретения сварочный аппарат, расположенный между линией травления и первыми прокатными клетями, служит только для выполнения предварительной сварки и непосредственно сварки, но не для отрезания полосы с целью разъединения прокатного стана от линии травления. Разъединение в данном случае достигается с помощью второго режущего устройства, расположенного выше по потоку относительно поворотной платформы, и с помощью самой поворотной платформы.
Краткое описание чертежей
Дополнительные отличительные признаки и преимущества изобретения изложены в подробном описании предпочтительного, но не исключительного, варианта реализации совмещенной установки для травления и прокатки, описанной в качестве неограничивающего примера, со ссылкой на сопроводительные чертежи, на которых:
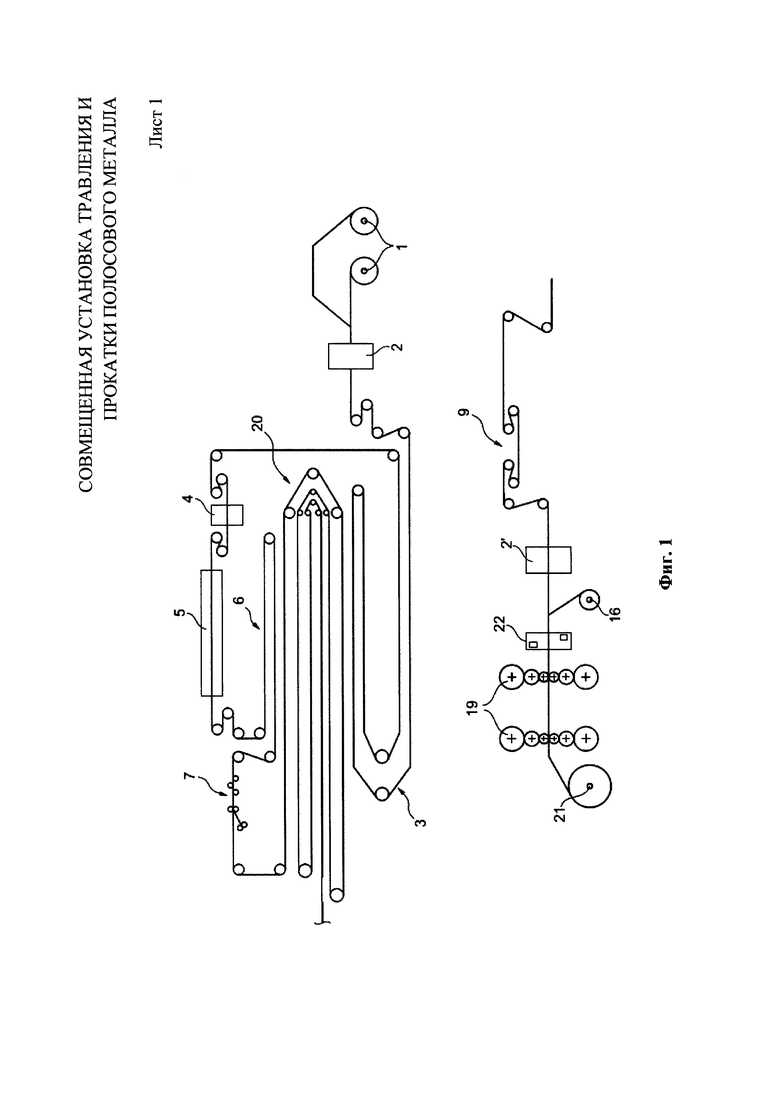
на фиг. 1 показано схематическое изображение первого варианта реализации установки в соответствии с изобретением;
на фиг. 2 показан пример последовательности прокатки для первого (нечетного) этапа;
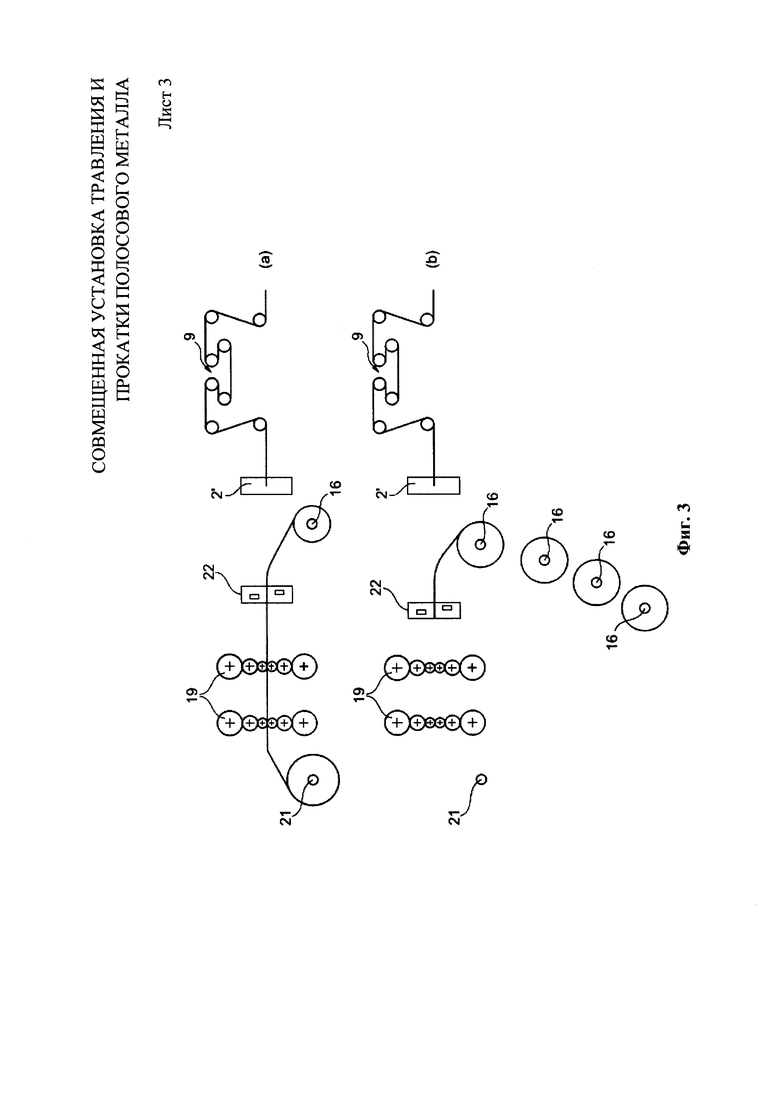
на фиг. 3 показан пример последовательности прокатки для второго (четного) этапа с применением стационарных ножниц;
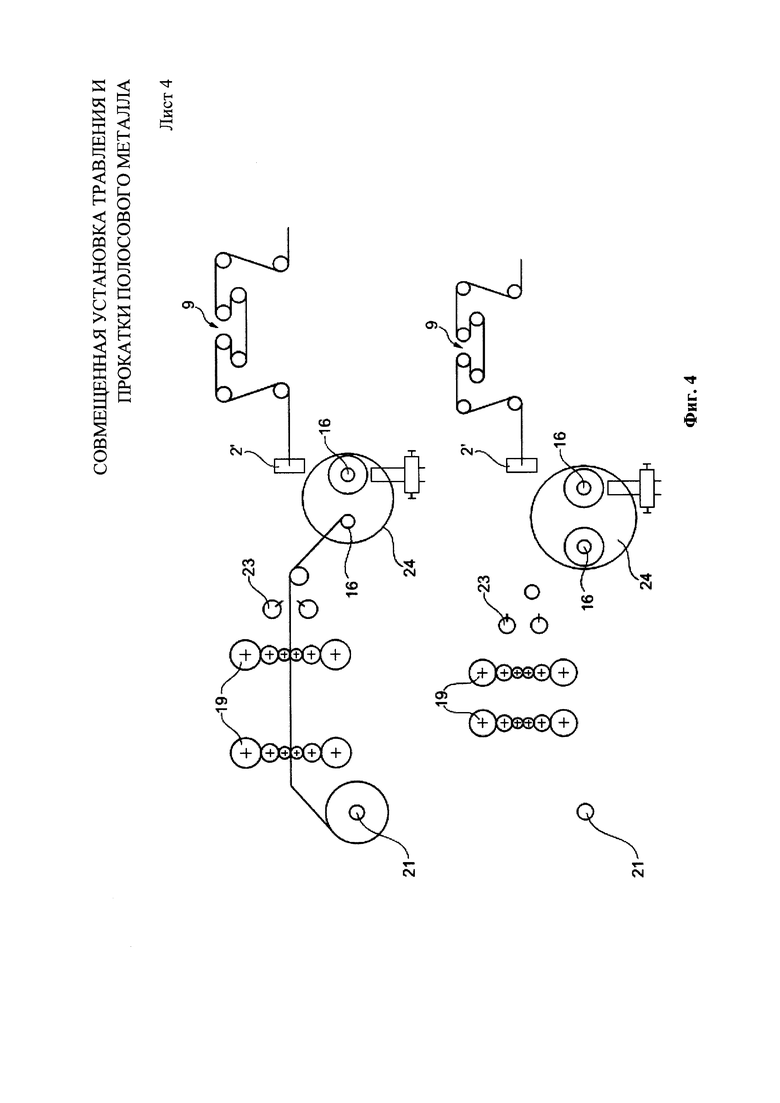
на фиг. 4 показан пример последовательности прокатки для второго (четного) этапа с применением летучих ножниц;
на фиг. 5 показан вариант реализации прокатного стана установки в соответствии с изобретением;
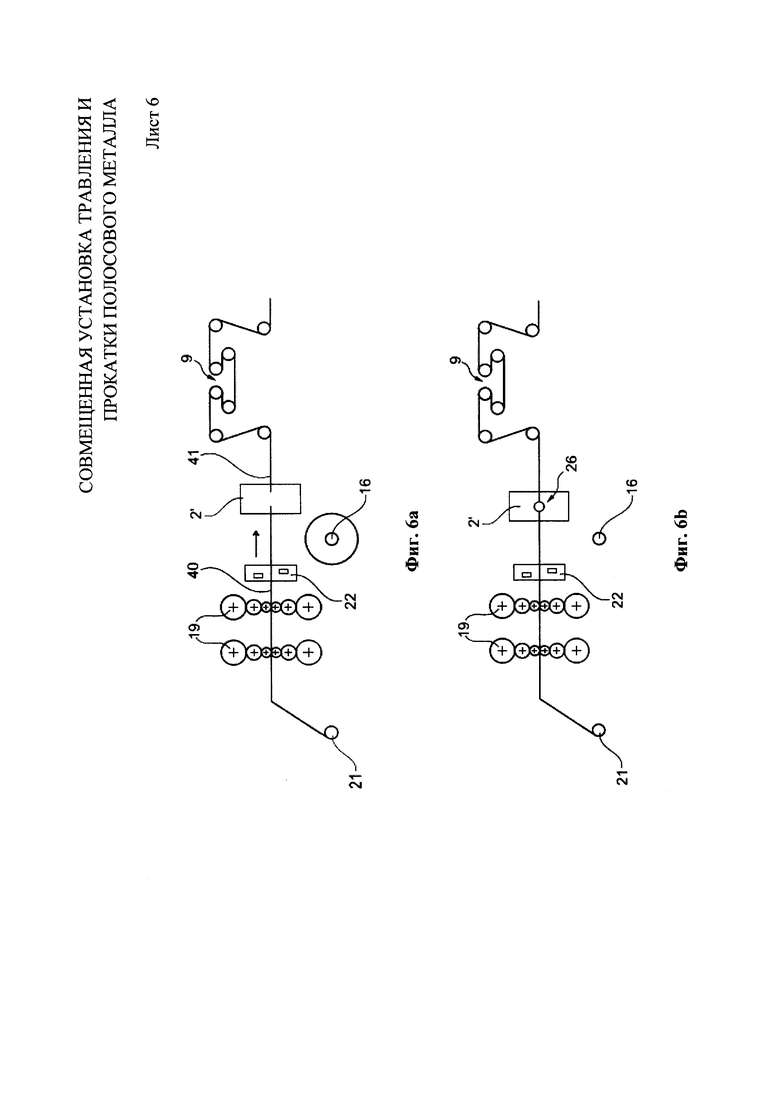
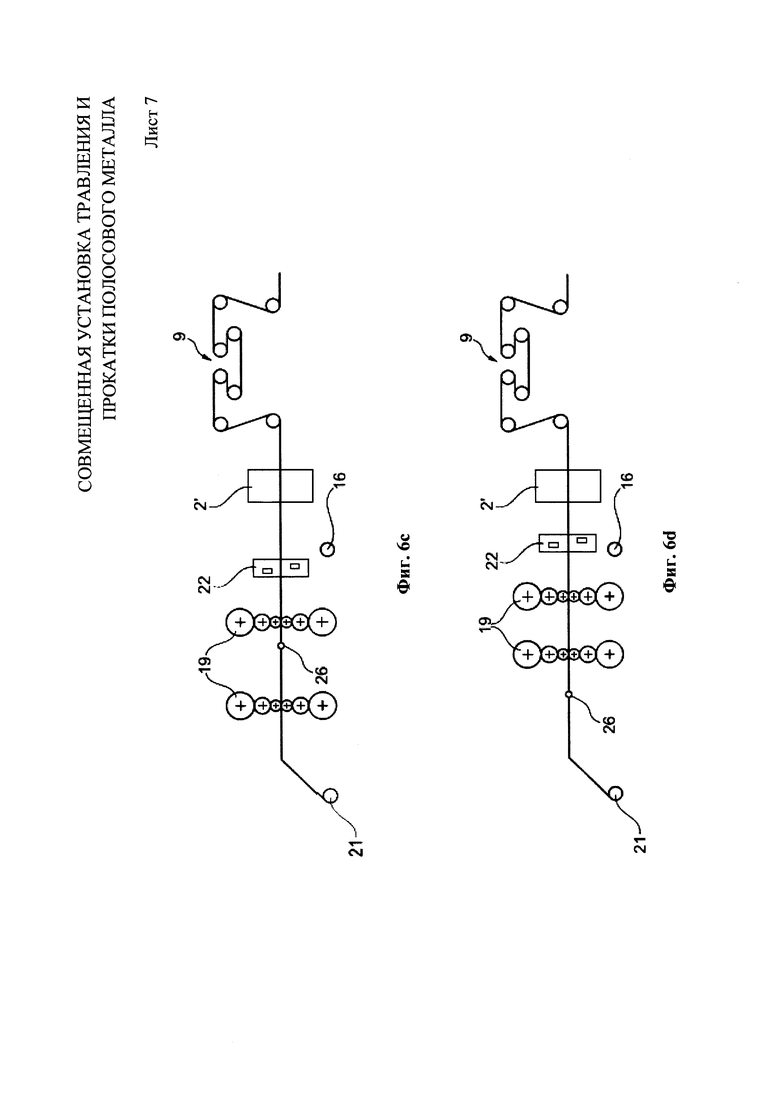
на фиг. с 6а по 6d показаны примеры использования сварочного аппарата, установленного выше по потоку относительно прокатного стана;
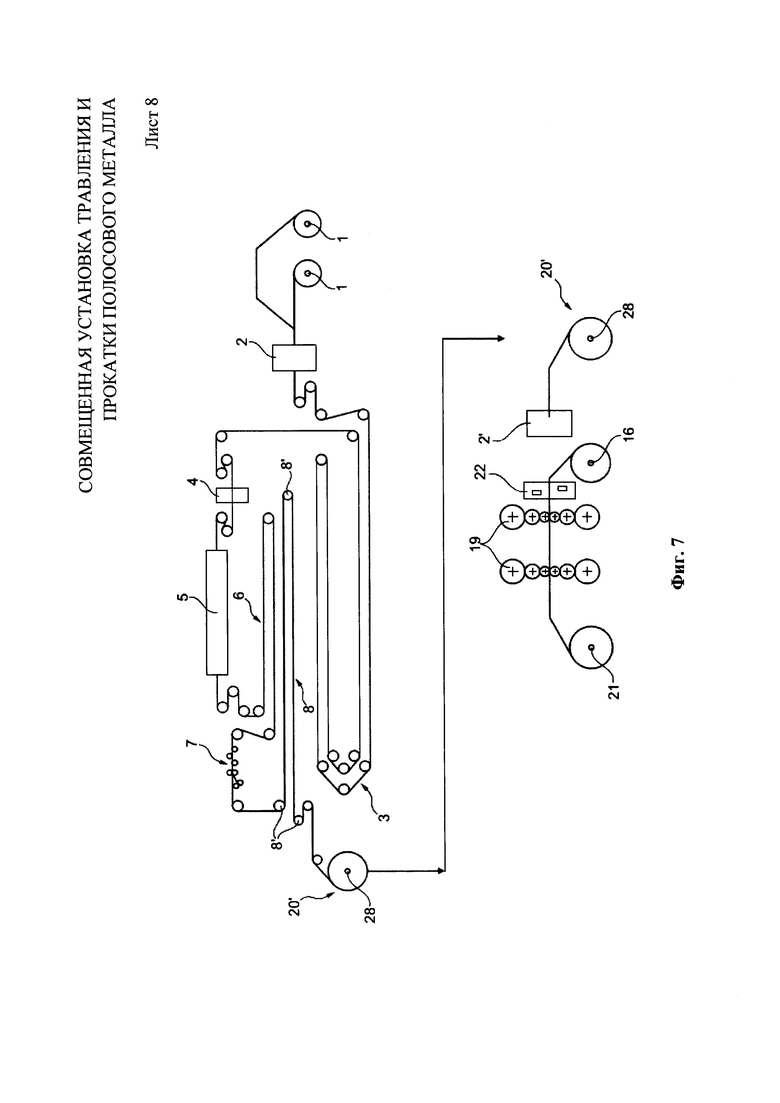
на фиг. 7 представлено схематическое изображение второго варианта реализации установки в соответствии с изобретением;
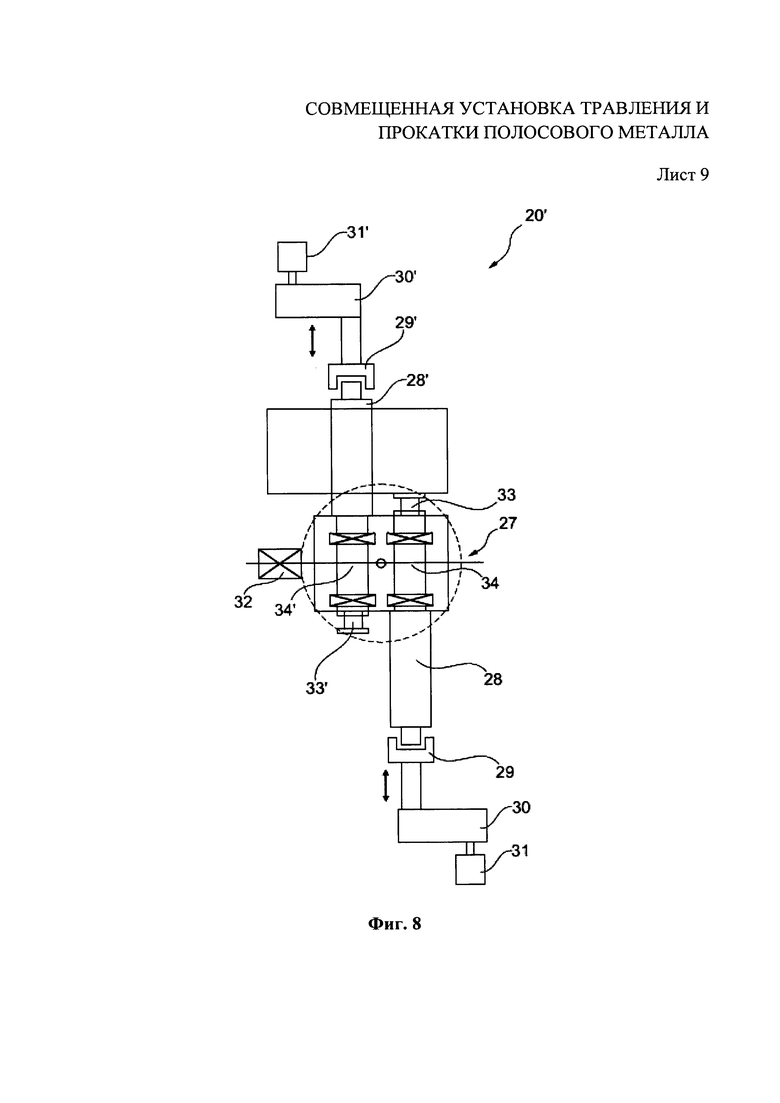
на фиг. 8 представлено схематическое изображение двойной системы для наматывания и разматывания полосы для выгрузки из линии травления и загрузки в прокатный стан;
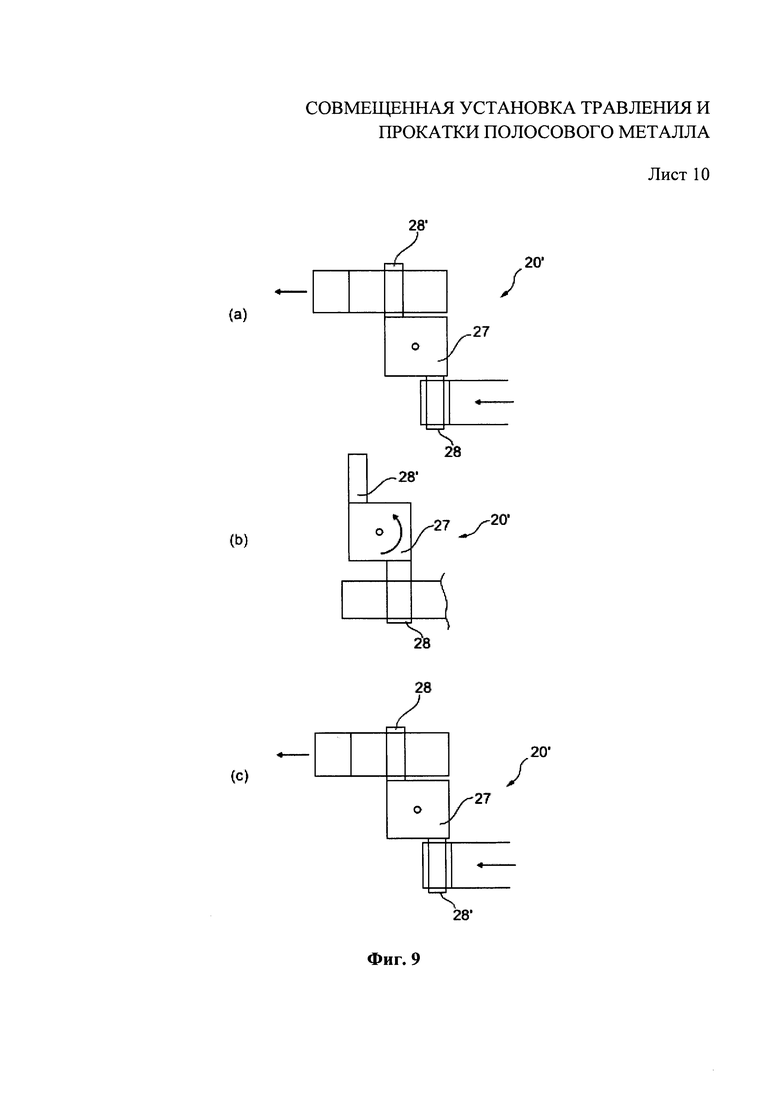
на фиг. 9 показана рабочая последовательность вышеуказанной двойной системы для наматывания и разматывания.
Осуществление изобретения
На фигурах с 1 по 9 показаны предпочтительные варианты реализации совмещенной установки для непрерывного травления и реверсивной холодной прокатки.
Установка в соответствии с изобретением, при всех вариантах реализации содержит:
- линию травления для непрерывного травления полосы;
- накопительные устройства 20, 20' повышенной вместимости для накопления протравленной полосы, вместимость которых составляет 500-3000 метров полосы и которые расположены ниже по потоку относительно линии травления;
- реверсивный стан холодной прокатки, содержащий по меньшей мере две первых прокатных клети 19, расположенных ниже по потоку относительно накопительных устройств 20, 20';
- барабан 21, расположенный ниже по потоку относительно первых прокатных клетей 19, для наматывания полосы после первого, или нечетного, этапа прокатки, и предпочтительно имеющий размер, позволяющий получить рулон весом от 100 до 300 тонн и диаметром до 6 метров;
- сварочный аппарат 2', расположенный между накопительными устройствами 20, 20' и первыми прокатными клетями 19;
- по меньшей мере один барабан 16, расположенный выше по потоку относительно первых прокатных клетей 19 и ниже по потоку относительно сварочного аппарата 2', для наматывания по меньшей мере одной части полосы после второго, или четного, этапа прокатки, в направлении противоположном первому этапу, при этом по крайней мере один барабан 16 предпочтительно имеет размер, позволяющий намотать части полосы до достижения заранее заданного предельного веса или предельного диаметра рулона, например, удельного веса от 15 до 21 кг/мм или диаметра около 2000-2100 мм;
- первое режущее устройство, например, ножницы 22, 23, расположенное между указанным одним вторым барабаном 16 и первыми прокатными клетями 19 и предназначенное для отрезания катанной полосы каждый раз после того, как часть полосы, намотанной на барабан 16, достигает заранее заданного предельного веса или предельного диаметра рулона.
Предпочтительно сварочный аппарат 2' выполнен с возможностью сваривания переднего конца катанной полосы на выходе из второго этапа прокатки, полученного после отрезания с помощью первого режущего устройства, с передним концом полосы, выходящей из накопительных устройств 20, 20'.
Барабан 21 имеет повышенную вместимость и выполнен из трубы повышенной толщины или металлического круглого стержня, способного выдерживать большие рулоны весом до 300 тонн или диаметром до 6 метров. Размер такого барабана 21 также обеспечивает натяжение от 350 до 500 кН, предпочтительно 400 кН, во время прокатки, что способствует повышенному обжатию по толщине на прокатном стане.
В соответствии с первым вариантом реализации изобретения сварочный аппарат 2' выполнен с возможностью отрезания полосы, выходящей из накопителя 20, после того, как заранее заданное количество полосы прошло первый этап прокатки, таким образом, разъединяя прокатный стан и линию травления. Как показано на фиг. 1 и фиг. 6d, линия травления содержит последовательно:
- участок загрузки, состоящий из по меньшей мере двух разматывающих барабанов 1 и сварочного аппарата 2, предпочтительно лазерного сварочного аппарата, который может выполнять поддающиеся прокатке стыки полос, разматываемых с барабанов 1, таким образом, создавая непрерывную полосу;
- накопитель 3 на входе для накопления непрерывной полосы и обеспечения непрерывности процесса травления;
- окалиноломатель 4, в котором посредством совместного воздействия натяжения и попеременного сгибания вокруг роликов соответствующего диаметра достигается разрушение оксидной пленки, покрывающей непрерывную полосу, что ускоряет последующее травление;
- травильные ванны 5 в количестве, например, от двух до четырех, в зависимости от требуемой производительности, в которых происходит травление непрерывной полосы; указанные травильные ванны 5 оснащены вспомогательными системами для рециркуляции и нагрева травильного кислотного раствора.
По всей линии травления установлены системы направления полосы, системы контроля натяжения и различные вспомогательные системы.
Дополнительно ниже по потоку относительно травильных ванн 5 могут быть установлены:
- промежуточный накопитель 6 для накапливания протравленной непрерывной полосы, выходящей из травильных ванн 5, после промывки и сушки;
- кромкообрезная машина 7 для обрезки краев протравленной непрерывной полосы, при этом промежуточный накопитель 6 позволяет избежать остановок процесса травления в случае остановки кромкообрезной машины 7 для изменения ширины полосы или замены лезвий.
Предпочтительно установка в соответствии с первым вариантом реализации изобретения содержит непосредственно ниже по потоку относительно травильных ванн 5 или кромкообрезной машины 7 накопитель 20 повышенной вместимости в качестве накопителя на выходе из линии травления, размер которой позволяет принимать от 500 до 3000 метров протравленной непрерывной полосы, предпочтительно по крайней мере 2000 метров.
Указанный накопитель 20 повышенной вместимости представляет собой горизонтальный накопитель, содержащий с одного конца по меньшей мере одну подвижную каретку, содержащую по крайней мере три неприводных ролика, и с противоположного конца неподвижные неприводные ролики таким образом, чтобы создать петлю протравленной непрерывной полосы. При перемещении подвижная каретка может увеличить количество накапливаемой полосы. Ниже по потоку относительно накопителя 20 повышенной вместимости расположены последовательно:
- оборудование 9 для контроля натяжения и центрирования протравленной непрерывной полосы, размер которого обеспечивает натяжение от 250 до 500 кН, предпочтительно 400 кН;
- сварочный аппарат 2', предпочтительно лазерный сварочный аппарат;
- указанный по меньшей мере один барабан 16, предпочтительно выполненный с возможностью наматывания частей полосы с удельным весом от 15 до 21 кг/мм или рулонов диаметром до 2000-2100 мм;
- ножницы 22, 23;
- по меньшей мере две реверсивные первые прокатные клети 19, четырех- или шестивалковые;
- барабан 21, предпочтительно выполненный с возможностью наматывания рулона весом от 100 до 300 тонн и диаметром до 6 метров.
В предпочтительном варианте реализации изобретения предусмотрены только две первых прокатных клети 19. Таким образом, на двух этапах прокатки всего выполняется четыре обжатия по толщине.
По всей линии прокатного стана установлены вспомогательные системы для охлаждения и смазывания полосы, а также вспомогательные системы для мониторинга процесса прокатки.
Порядок работы первого варианта реализации изобретения (фиг. с 1 по 6d) описан ниже.
Разматывающие барабаны 1 на участке входа разматывают соответствующие полосы, сваренные друг с другом с помощью сварочного аппарата 2, тем самым образуя непрерывную полосу. Для обеспечения непрерывности процесса травления, непрерывную полосу накапливают в накопителе 3 на входе. Покрытая оксидной пленкой непрерывная полоса, выходящая из накопителя 3, проходит через окалиноломатель 4, в котором посредством совместного воздействия натяжения и попеременного сгибания с помощью роликов соответствующего диаметра достигается разрушение оксидной пленки, что ускоряет последующее травление в травильных ваннах 5. Затем непрерывная полоса проходит через травильные ванны 5, после чего выполняют ее промывку и сушку.
Протравленная непрерывная полоса поступает в промежуточный накопитель 6 и затем проходит через кромкообрезную машину 7, если такие устройства включены в установку.
После этого протравленная непрерывная полоса поступает в накопитель 20 повышенной вместимости, в котором она накапливается в виде петель с помощью неприводных роликов, например, такой накопитель, который схематически показан на фиг. 1.
Затем протравленная непрерывная полоса проходит через оборудование 9 для контроля натяжения и центрирования, образующее систему загрузки в прокатный стан, и через сварочный аппарат 2'.
Если на наматывающем барабане 21 имеется ведущая полоса 40 длиной приблизительно 30 метров, то предпочтительно между ведущей полосой 40 и передним концом 41 (фиг. 6а) протравленной непрерывной полосы выполнено соединение 26 с помощью сварочного аппарата 2', что создает возможность загрузки данного соединения 26 в двухклетьевой реверсивный прокатный стан 19, при этом натяжение полосы обеспечивают за счет наматывающего барабана 21 (см. фиг. с 6а по 6d). Передний конец 41 полосы подготавливают для сварки путем прецизионной резки, используя сварочный аппарат 2'. Перед сваркой конец ведущей полосы 40 также подготавливают путем прецизионной резки с помощью сварочного аппарата 2'.
Во время первого (нечетного) этапа прокатки первые прокатные клети 19 непрерывно катают, например, по меньшей мере, четыре полосы, сваренные встык друг с другом, относящиеся к вышеуказанной непрерывной полосе (с четырьмя сварными соединениями, включая также соединение с ведущей полосой), до получения на барабане 21 так называемого мегарулона, то есть рулона весом от 100 до 300 тонн и диаметром до 6 метров. На данном этапе сварочный аппарат 2' разрезает соединение между четвертой и пятой полосами, относящимися к вышеуказанной непрерывной полосе. При достижении предельного веса (300 тонн) или предельного диаметра рулона (6 метров) специальные датчики отправляют сигнал управления на сварочный аппарат 2', который выполняет резку.
Количество сваренных начальных полос, необходимых для получения мегарулона, может быть разным в зависимости от длины начальных полос.
Во время первого этапа прокатки накопитель 20 повышенной вместимости, который в начале прокатки был заполнен практически максимально, освобождается из-за разной скорости работы прокатного стана и линии травления.
Задний конец протравленной непрерывной полосы, отрезанной сварочным аппаратом 2', подают на наматывающий барабан 16 (фиг. 3а) для начала реверсивного второго (четного) этапа прокатки полосы, намотанной на барабан 21.
После того, как на барабан 16 намотан первый катанный рулон с удельным весом от 15 до 21 кг/мм или диаметром 2000-2100 мм, останавливают прокатный стан, специальные датчики посылают сигнал управления на стационарные ножницы 22, которые отрезают полосу, намотанную на барабан 16, и первый катанный рулон выгружают с барабана 16. Полученный в результате резки стационарными ножницами передний конец полосы, при выходе из первых клетей 19, поступает на барабан 16, и выполняют второй этап прокатки для получения на барабане 16 второго катанного рулона с удельным весом от 15 до 21 кг/мм или диаметром 2000-2100 мм. Вновь останавливают прокатный стан, стационарные ножницы 22 отрезают полосу, намотанную на барабан 16, и второй катанный рулон выгружают с барабана 16. Данные действия выполняют повторно вплоть до второго этапа прокатки последнего катанного рулона, например, четвертого рулона, до момента, когда ведущая полоса, закрепленная на барабане 21, подошла к месту загрузки в первые прокатные клети 19. Прокатку прекращают, первые клети 19 открывают, стационарные ножницы 22 снова отрезают полосу, и последний катанный рулон с удельным весом от 15 до 21 кг/мм или диаметром 2000-2100 мм выгружают с барабана 16, при этом передний конец ведущей полосы достигает сварочного аппарата 2', который выполняет поддающееся прокатке сварное соединение с передним концом протравленной непрерывной полосы, предварительно отрезанной сварочным аппаратом 2'. По завершении сварки цикл начинают заново с первого (нечетного) этапа прокатки и формирования нового мегарулона на барабане 21. Путем установки сварочного аппарата 2' на входе прокатного стана и оставления заднего конца после предыдущей прокатки для его сваривания с передним концом протравленной непрерывной полосы, предварительно отрезанной сварочным аппаратом 2', создается условие непрерывной прокатки на нечетном первом этапе прокатки.
Во время этапа прокатки в наполнитель 20 повышенной вместимости поступает протравленная непрерывная полоса, выходящая из линии травления. Предпочтительно скорость линии травления регулируют таким образом, чтобы время на заполнение накопителя 20 по существу равнялось времени выполнения рабочего цикла прокатного стана, для формирования вышеуказанных катанных рулонов на барабане 16.
Для создания условия непрерывной прокатки также и на втором, или четном, этапе прокатки, по варианту реализации изобретения предусмотрено применение летучих ножниц 23 вместо стационарных ножниц 23 и двойного барабана или карусели 24 барабанов 16 вместо одиночного барабана 16 (см. фиг. 4). Летучие ножницы 23 выполнены с возможностью резания катанной полосы со скоростью от 50 до 500 м/мин. Карусель 24 обычно содержит два барабана 16, расположенных диаметрально противоположно относительно друг друга и шарнирно соединенных с поворотной платформой, на которые попеременно наматывают катанную полосу: когда происходит намотка готового рулона на один из барабанов, с другого барабана выполняется выгрузка ранее намотанного готового рулона.
В соответствии со вторым вариантом реализации изобретения, показанного на фиг. с 7 по 9, накопитель 20' повышенной вместимости содержит по меньшей мере один дополнительный барабан 28 повышенной вместимости для наматывания рулона весом от 100 до 300 тонн и диаметром до 6 метров (мегарулон). Предпочтительно устанавливают два дополнительных барабана 28, 28' повышенной вместимости на концах или противоположных сторонах поворотной платформы 27 (фиг. 8), выполненной с возможностью вращения на 180° вокруг вертикальной оси по истечении заранее заданного времени на наматывание мегарулона на один из двух барабанов 28, 28', вследствие чего попеременно используют указанные барабаны: первый барабан 28 используют как барабан для наматывания протравленной непрерывной полосы, выходящей из линии травления, и второй барабан 28' используют в качестве барабана для разматывания протравленной непрерывной полосы, загружаемой в прокатный стан. Предусмотрено второе режущее устройство, например, дополнительные ножницы (не показаны на фигурах), установленные выше по потоку относительно поворотной платформы 27 и выполненные с возможностью отрезания протравленной полосы после завершения наматывания мегарулона на один из двух барабанов 28, 28'. В данном случае специальные датчики также отправляют сигнал управления на второе режущее устройство при достижении предельного веса (300 тонн) или предельного диаметра рулона (6 метров). После отрезания поворотная платформа 27 поворачивают на 180°.
Петля 8 (фиг. 7) протравленной непрерывной полосы может быть образована выше по потоку относительно указанного второго режущего устройства с помощью неприводных роликов 8' с целью накапливания полосы, прошедшей обработку в линии травления, каждый раз при остановке наматывающего барабана 28 повышенной вместимости. Те же компоненты установки, показанной на фиг. 1, а именно все компоненты, обозначенные ссылочными позициями 1, 2, 3, 4, 5, 6 и 7, предусмотрены выше по потоку относительно указанной петли 8 полосы.
Поворотная платформа 27, представляющая собой двойную систему для наматывания/разматывания полосы, может быть приведена в действие с помощью, например, реечной системы. Управление вращением платформы осуществляют с помощью электрического или гидравлического двигателя 32, что позволяет достичь угла поворота в 180°. На противоположных сторонах поворотной платформы 27 установлен соответствующий барабан 28, 28' повышенной вместимости, выполненный с возможностью наматывания/разматывания мегарулонов весом от 100 до 3000 т и диаметром приблизительно 6 метров.
Органы управления вращением 31, 30 и 31', 30' соответствующих барабанов 28, 28' независимы друг от друга, что обеспечивает независимое управление наматыванием полосы, выходящей из линии травления, и разматыванием протравленной полосы, поступающей в первые прокатные клети 19 реверсивного стана холодной прокатки.
Во время вращения на 180° поворотной платформы 27 органы управления вращением 31, 30 и 31', 30' отсоединены от соответствующих барабанов 28, 28' с помощью соответствующего подвижного соединения 29, 29', которое отведено.
При наматывании и разматывании полосы с барабанов 28, 28' выравнивание и центрирование полосы обеспечивают за счет осевого перемещения соответствующего шпинделя 34, 34', управляемого соответствующим гидроцилиндром 33, 33'.
Ниже по потоку относительно барабанов 28, 28', и, следовательно, поворотной платформы 27 установлено последовательно следующее оборудование (см. фиг. 7):
- сварочный аппарат 2', предпочтительно лазерный сварочный аппарат;
- по меньшей мере один барабан 16, предпочтительно выполненный с возможностью наматывания частей полосы с удельным весом от 15 до 21 кг/мм или рулонов диаметром до 2000-2100 мм;
- ножницы 22;
- по меньшей мере две реверсивные первые прокатные клети 19, четырех- или шестивалковые;
- барабан 21 повышенной вместимости, предпочтительно выполненный с возможностью наматывания рулона весом от 100 до 300 тонн и диаметром до 6 метров.
В предпочтительном варианте реализации изобретения предусмотрено только две первых прокатных клети 19. Таким образом, на двух этапах прокатки всего выполняют четыре обжатия по толщине.
По линии всего прокатного стана установлены вспомогательные системы для охлаждения и смазывания полосы, а также вспомогательные системы для мониторинга процесса прокатки.
Порядок работы данного второго варианта реализации изобретения (см. фиг. с 7 по 9) описан ниже.
Разматывающие барабаны 1 на участке входа разматывают соответствующие полосы, сваренные друг с другом с помощью сварочного аппарата 2, в результате чего получена непрерывная полоса. Для обеспечения непрерывности процесса травления непрерывная полоса может быть накоплена в накопителе 3 на входе. Покрытая оксидной пленкой непрерывная полоса, выходящая из накопителя 3, проходит через окалиноломатель 4, в котором посредством совместного воздействия натяжения и попеременного сгибания с помощью роликов соответствующего диаметра достигается разрушение оксидной пленки, покрывающей непрерывную полосу, что ускоряет последующее травление в травильных ваннах 5. Затем непрерывная полоса проходит через травильные ванны 5, после чего выполняют ее промывку и сушку.
Протравленная непрерывная полоса поступает в промежуточный накопитель 6 и затем проходит через кромкообрезную машину 7, если такие устройства включены в установку.
После этого протравленная непрерывная полоса поступает в накопитель 20' повышенной вместимости путем намотки, например, на барабан 28' повышенной вместимости поворотной платформы 27 (фиг. 8).
На фиг. 9 схематически показана рабочая последовательность со скоростью работы поворотной платформы 27. На первом этапе (фиг. 9а) первый барабан 28 начинает наматывание мегарулона протравленной полосы, в то время как второй рулон 28' начинает разматывание другого ранее намотанного мегарулона в направлении первых прокатных клетей 19, таким образом начинается первый этап прокатки.
На втором этапе (фиг. 9b), пока реверсивный прокатный стан выполняет второй этап прокатки, и второй барабан 28' остается пустым, первый барабан 28 завершает наматывание мегарулона протравленной полосы, процесс наматывания прекращают, выполняют отрезание протравленной полосы выше по потоку относительно поворотной платформы 27 с помощью второго режущего устройства, и поворотная платформа 27 начинает вращаться для того, чтобы привести первый барабан 28 в положение для разматывания протравленной полосы в направлении к первым прокатным клетям 19.
На третьем этапе (фиг. 9с) первый барабан 28 находится в положении разматывания, и происходит разматывание полосы с первого барабана 28 и перемещение ее в положение загрузки или сварки вблизи от сварочного аппарата 2', в то время как второй барабан 28' начинает наматывание нового мегарулона протравленной полосы.
Передний конец полосы, размотанный с нового мегарулона, расположенного на барабане 28 или барабане 28', подготавливают путем выполнения прецизионной резки с помощью сварочного аппарата 2' для того, чтобы обеспечить его готовность для последующей сварки.
При условии, что приблизительно 30 метров ведущей полосы остается на наматывающем барабане 21, предпочтительно, чтобы с помощью сварочного аппарата 2' было выполнено соединение между ведущей полосой и передним концом протравленной полосы, выходящей с первого барабана 28, таким образом, создается возможность загрузки данного соединения через реверсивный прокатный стан с двумя первыми клетями 19 с тем, чтобы полоса могла быть намотана на наматывающий барабан 21 на выходе.
Перед сваркой конец ведущей полосы также подготавливают путем прецизионной резки с помощью сварочного аппарата 2'.
Во время первого (нечетного) этапа прокатки первые клети 19 непрерывно катают полосу, разматываемую с первого барабана 28, до того момента, когда так называемый мегарулон не будет снова намотан на барабан 21 повышенной вместимости.
Во время данного первого этапа прокатки происходит полная размотка мегарулона с разматывающего барабана 28 повышенной вместимости, и в то же время другой барабан 28', находящийся в положении наматывания протравленной полосы, наматывает новый мегарулон.
Задний конец протравленной непрерывной полосы, которая подверглась прокатке и была снова намотана на барабан 21, подается на наматывающий барабан 16, и, таким образом, начинается второй реверсивный (четный) этап прокатки (см. фиг. 7).
После того, как на барабан 16 намотан первый катанный рулон с удельным весом от 15 до 21 кг/мм или диаметром 2000-2100 мм, останавливают прокатный стан, специальные датчики посылают сигнал управления на стационарные ножницы 22, которые отрезают полосу, намотанную на барабан 16, и первый катанный рулон выгружают с барабана 16. Полученный передний конец полосы при выходе из первых прокатных клетей 19 поступает на барабан 16, и второй этап прокатки возобновляется для получения на барабане 16 второго катанного рулона с удельным весом от 15 до 21 кг/мм или диаметром 2000-2100 мм. Вновь происходит остановка прокатного стана, стационарные ножницы 22 отрезают полосу, наматываемую на барабан 16, и второй катанный рулон выгружают с барабана 16. Данные действия выполняют повторно вплоть до второго этапа прокатки последнего катанного рулона, например, четвертого рулона до момента, когда ведущая полоса практически готова к загрузке в первые прокатные клети 19. Прокатку прекращают, первые прокатные клети 19 открывают, стационарные ножницы 22 снова отрезают полосу, и последний катанный рулон с удельным весом от 15 до 21 кг/мм или диаметром 2000-2100 мм выгружают с барабана 16.
При этом, как только завершена намотка мегарулона на наматывающий барабан 28' повышенной вместимости, наматывание прекращают, выше по потоку относительно поворотной платформы 27 отрезают протравленную полосу с помощью второго режущего устройства, и поворотная платформа 27 вращается на 180°, перемещая барабан 28' в положение для разматывания по направлению к реверсивному прокатному стану и барабан 28 в положение для наматывания полосы, выходящей из линии травления.
Передний конец полосы, размотанный с нового мегарулона, расположенного на барабане 28', подают известным способом к сварочному аппарату 2', и выполняют его подготовку путем прецизионной резки с помощью сварочного аппарата 2' для того, чтобы обеспечить его готовность для последующей сварки. Перед сваркой конец ведущей полосы также подготавливают путем прецизионной резки с помощью сварочного аппарата 2'.
По завершении сваривания ведущей полосы с передним концом полосы нового мегарулона, цикл начинается заново с первого (нечетного) этапа прокатки и последующего формирования мегарулона на барабане 21. Путем установки сварочного аппарата 2' на входе прокатного стана и оставления заднего конца полосы после предыдущей прокатки для его сваривания с передним концом последующей протравленной непрерывной полосы создается условие непрерывной прокатки на первом, или нечетном, этапе прокатки.
Для получения условия непрерывной прокатки также и на втором, или четном, этапе прокатки, по варианту реализации изобретения предусмотрено применение летучих ножниц 23 вместо стационарных ножниц 22 и двойного барабана или карусели 24 барабанов вместо одиночного барабана 16 (так же, как показано на фиг. 4). Летучие ножницы 23 выполнены с возможностью отрезания катанной полосы со скоростью от 50 до 500 м/мин. Карусель 24 обычно содержит два барабана 16, расположенных диаметрально противоположно относительно друг друга и шарнирно соединенных с поворотной платформой, на которые попеременно осуществляется наматывание катанной полосы: когда происходит намотка готового рулона на один из барабанов, с другого барабана выполняется выгрузка ранее намотанного готового рулона.
При обоих вариантах реализации изобретения, описанных выше, может быть применена дополнительная прокатная клеть 25, установленная выше по потоку относительно по меньшей мере двух первых прокатных клетей 19 и выполненная с возможностью открывания на нечетном этапе прокатки и закрывания на четном этапе прокатки. Таким образом, на двух этапах прокатки всего выполняется пять обжатий по толщине. Предпочтительно дополнительная прокатная клеть 25 содержит рабочие валки, чистота поверхности которых выше, чем чистота поверхности рабочих валков двух первых прокатных клетей 19. Данный вариант реализации изобретения позволяет получить катанную поверхность с контролируемой чистотой обработки на последнем этапе прокатки. Предпочтительно на втором и последнем этапах прокатки обеспечивается охлаждение прокатной клети 25 с помощью специализированной системы для лучшей очистки поверхности.


Изобретение относится к области совмещенного травления и прокатки полосы. Для уменьшения капитальных затрат установка содержит линию непрерывного травления, накопительные устройства (20, 20') для накопления протравленной полосы вместимостью 1000-3000 метров полосы, реверсивный прокатный стан с по меньшей мере двумя первыми клетями (19), расположенный ниже по потоку относительно накопителя (20), первый барабан (21), расположенный ниже по потоку относительно двух первых клетей для наматывания полосы после нечетного этапа прокатки, для наматывания рулона весом от 100 до 300 тонн и диаметром до 6 метров, сварочный аппарат (2'), установленный между линией травления и первыми клетями, по меньшей мере один второй барабан (16), расположенный выше по потоку относительно первых клетей и ниже по потоку относительно сварочного аппарата (2'), для наматывания по крайней мере одной части полосы после четного этапа прокатки в направлении, противоположном направлению нечетного этапа, причем второй барабан имеет размер, позволяющий наматывать части полосы с удельным весом от 15 до 21 кг/мм; первое режущее устройство (22, 23), расположенное между вторым барабаном и первыми клетями (19), которое выполнено с возможностью отрезания катаной полосы каждый раз после намотки части полосы с удельным весом от 15 до 21 кг/мм на второй барабан, причем сварочный аппарат (2') выполнен с возможностью сваривания переднего конца катаной полосы, отрезанной с помощью первого режущего устройства, с передним концом полосы, подлежащей прокатке. Устройство обеспечивает экономичное производство изделий высокого качества. 2 н. и 13 з.п. ф-лы, 9 ил.
1. Установка для совмещенного травления и прокатки полосового металла, которая содержит
- линию травления для непрерывного травления полосового металла,
- накопительные устройства (20, 20') для накопления протравленной полосы металла, расположенные ниже по потоку относительно линии травления,
- реверсивный стан холодной прокатки, имеющий по меньшей мере две первые прокатные клети (19), расположенные ниже по потоку относительно накопителя (20, 20'),
- первый барабан (21), расположенный ниже по потоку относительно двух первых прокатных клетей (19) и предназначенный для наматывания полосы после первого этапа прокатки,
- по меньшей мере один второй барабан (16), расположенный выше по потоку относительно двух первых прокатных клетей (19) и предназначенный для наматывания по меньшей мере одной части полосы после второго этапа прокатки в направлении, противоположном первому этапу, причем указанный второй барабан (16) имеет размер, позволяющий намотать на него части полосы до заранее заданного предельного веса или предельного диаметра рулона,
- первое режущее устройство, расположенное между указанными вторым барабаном (16) и двумя первыми прокатными клетями (19) и предназначенное для отрезания катаной полосы каждый раз после того, как часть полосы, намотанной на по меньшей мере один второй барабан (16), достигает заранее заданного предельного веса или предельного диаметра рулона,
отличающаяся тем, что
накопительные устройства (20, 20') для накопления протравленной полосы выполнены с возможностью размещения полосы длиной 500-3000 метров,
размер первого барабана (21) обеспечивает возможность намотки рулона весом от 100 до 300 тонн и/или диаметром до 6 метров, причем
между накопительными устройствами (20, 20') и по меньшей мере двумя первыми прокатными клетями (19) расположен сварочный аппарат (2'),
указанный второй барабан (16) расположен ниже по потоку относительно сварочного аппарата (2), при этом сварочный аппарат (2') выполнен с возможностью сваривания переднего конца катаной полосы на выходе из второго этапа прокатки, полученного после отрезания с помощью первого режущего устройства, с передним концом полосы, выходящей из накопительных устройств (20, 20').
2. Установка по п. 1, в которой сварочный аппарат (2') выполнен с возможностью отрезания полосы, выходящей из накопителя (20) после того, как заранее заданное количество полосы прошло первый этап прокатки, и разъединения прокатного стана и линии травления.
3. Установка по п. 1, в которой накопитель (20') содержит по меньшей мере один третий барабан (28) для наматывания рулона весом от 100 до 300 тонн и/или диаметром до 6 метров.
4. Установка по п. 3, в которой установлено два третьих барабана (28, 28'), присоединенных к противоположным концам поворотной платформы (27), выполненной с возможностью вращения вокруг вертикальной оси для попеременного использования первого третьего барабана (28) в качестве барабана для наматывания полосы, выходящей из линии травления, и второго третьего барабана (28') в качестве барабана для разматывания полосы, загружаемой в прокатный стан.
5. Установка по п. 4, которая имеет второе режущее устройство, установленное выше по потоку относительно поворотной платформы (27), выполненное с возможностью отрезания протравленной полосы после завершения наматывания рулона весом от 100 до 300 тонн и/или диаметром до 6 метров на один из двух третьих барабанов (28, 28').
6. Установка по любому из пп. 1-5, которая имеет по меньшей мере одну дополнительную прокатную клеть (25), установленную выше по потоку относительно двух первых прокатных клетей (19) и выполненную с возможностью открывания на первом этапе прокатки и закрывания на втором этапе прокатки, причем данная дополнительная прокатная клеть (25) оснащена рабочими валками, чистота поверхности которых выше чистоты поверхности рабочих валков двух первых прокатных клетей (19).
7. Установка по любому из пп. 1-5, которая имеет ведущую полосу (40), закрепленную на первом барабане (21), причем сварочный аппарат (2') выполнен с возможностью сваривания перед первым этапом прокатки ведущей полосы (40) с передним концом (41) первой полосы, выходящей из накопительных устройств (20, 20').
8. Установка по одному из пп. 1-5, в которой первое режущее устройство выполнено в виде стационарных ножниц (22) или летучих ножниц (23).
9. Установка по п. 8, которая при использовании летучих ножниц имеет двойной второй барабан (16) или карусель (24) вторых барабанов (16) для выполнения четного этапа непрерывной прокатки.
10. Способ совмещенного травления и прокатки полосового металла с помощью установки по п. 1, который включает следующие этапы:
a) непрерывное травление полосы с помощью линии травления,
b) накапливание протравленной полосы с помощью накопительных устройств (20, 20') вместимостью 500-3000 метров полосы,
c) первый этап прокатки заранее заданного количества полосы по меньшей мере в двух первых прокатных клетях (19) и последующее наматывание на первый барабан (21) рулона весом от 100 до 300 тонн и/или диаметром до 6 метров,
d) второй этап прокатки указанного заранее заданного количества полосы в направлении, противоположном первому этапу прокатки, в указанных двух первых прокатных клетях (19) с получением катаной полосы, и намотку первой части катаной полосы по меньшей мере на один второй барабан (16) до достижения заранее заданного предельного веса или предельного диаметра рулона, с образованием первого рулона катаной полосы,
e) отрезание катаной полосы после формирования первого рулона с помощью первого режущего устройства,
f) намотку последующих частей катаной полосы на второй барабан (16) до получения заранее заданного предельного веса или предельного диаметра рулона, с формированием последующих рулонов катаной полосы, отрезание катаной полосы с помощью первого режущего устройства после формирования каждого последующего рулона,
g) сварку с помощью сварочного аппарата (2') переднего конца катаной полосы на выходе из второго этапа прокатки, полученного после последнего отрезания с помощью первого режущего устройства, с передним концом полосы, выходящей из накопительного устройства (20, 20') и
h) повторение этапов с b) по g) при продолжении выполнения этапа а).
11. Способ по п. 10, в котором между этапом с) и этапом d) выполняют резание протравленной полосы с помощью сварочного аппарата (2') для разъединения прокатного стана и линии травления.
12. Способ по п. 11, в котором скорость линии травления регулируют с обеспечением равенства времени заполнения накопителя (20) и времени цикла прокатного стана, необходимого для формирования рулонов катаной полосы по меньшей мере на одном втором барабане (16).
13. Способ по п. 10, в котором после завершения намотки рулона весом от 100 до 300 тонн и/или диаметром до 6 метров на один из накопителей (20'), содержащий два третьих барабана (28, 28'), установленных на противоположных концах поворотной платформы (27), разрезают полосу выше по потоку относительно поворотной платформы (27).
14. Способ по п. 13, в котором после того, как первый рулон весом от 100 до 300 тонн и/или диаметром до 6 метров намотан на один барабан (28') из двух третьих барабанов (28, 28'), поворотную платформу (27) поворачивают на 180°, вследствие чего другой барабан (28) из двух третьих барабанов (28, 28') используют для наматывания полосы с формированием второго рулона весом от 100 до 300 тонн и/или диаметром до 6 метров, в то время как барабан (28') используют для разматывания первого рулона, подаваемого в прокатный стан, с повторением этого цикла необходимое количество раз.
15. Способ по одному из пп. 10-14, в котором используют ведущую полосу (40), закрепленную на первом барабане (21) для создания перед первым этапом прокатки с) с помощью сварочного аппарата (2') сварного соединения между ведущей полосой (4) и первым передним концом (41) протравленной полосы, поступающей в прокатный стан, при этом перед этапом g), когда указанная ведущая полоса (40) подходит к месту загрузки в прокатный стан, открывают по меньшей мере две прокатные клети (19) и перемещают конец катаной полосы, полученной при последнем резании с помощью первого режущего устройства, с приближением к сварочному аппарату (2').
| US 2012272703 A1, 01.11.2012 | |||
| RU 2001116094 A, 27.06.2003 | |||
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ НАГАРТОВАННОЙ ЛИСТОВОЙ СТАЛИ | 2012 |
|
RU2480299C1 |
| Способ подготовки стальной полосы к прокатке | 1990 |
|
SU1738404A1 |

