ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к способу промышленного получения амида α-гидроксиизомасляной кислоты путем гидратации ацетонциангидрина и к реакционному аппарату. Амид α-гидроксиизомасляной кислоты представляет собой важное соединение, применяемое в качестве исходного материала для получения соответствующего сложного эфира гидроксикарбоновой кислоты или ненасыщенного сложного эфира карбоновой кислоты, и разработка способа промышленного стабильного получения амида α-гидроксиизомасляной кислоты имеет большое значение.
УРОВЕНЬ ТЕХНИКИ
[0002] Были описаны различные способы получения амида α-гидроксиизомасляной кислоты путем гидратации ацетонциангидрина в присутствии катализатора, состоящего преимущественно из оксида марганца. Например, в патентном документе 1 описано, что при гидратации ацетонциангидрина с применением оксида марганца, результаты реакции можно улучшить путем добавления ацетона в исходный реакционный материал, содержащий ацетонциангидрин и воду, и в этом случае конверсия ацетонциангидрина составляет 99,0%, и выход амида α-гидроксиизомасляной кислоты составляет 95%. Однако согласно способу, описанному в патентном документе 1, срок службы катализатора не улучшен в достаточной степени, и такой способ трудно осуществить в крупномасштабных промышленных установках.
[0003] Были предложены несколько улучшенных способов по сравнению со способом, описанным в патентном документе 1. Например, описаны способ, в котором можно одновременно использовать окислитель, такой как кислород и озон (патентный документ 2), способ, в котором регулируют рН исходного реакционного материала (патентные документы 3 и 4), способ, в котором обеспечивают циркуляцию части жидкого продукта реакции для регулирования рН исходного реакционного материала (патентный документ 3), способ, в котором можно одновременно использовать диоксид углерода (патентный документ 5), способ, в котором катализатор перед проведением реакции подвергают предварительной обработке восстанавливающим раствором (патентный документ 6), и способ, в котором реакцию проводят при пониженном давлении (патентный документ 7).
[0004] Эффекты указанных способов соответственно заключаются в улучшении каталитической активности или срока службы катализатора, но при этом трудно поддерживать стабильно высокую степень конверсии ацетонциангидрина в течение длительного периода времени, используя исходный реакционный материал, содержащий ацетонциангидрин с концентрацией 30 масс. % или более. Например, в патентном документе 4 описан демонстрационный пример, в котором способ регулирования рН исходного реакционного материала комбинировали со способом, позволяющим одновременно использовать окислитель, и применяли исходный реакционный материал, содержащий ацетонциангидрин с концентрацией 30,4 масс. %, но срок службы, определяемый как время, за которое конверсия уменьшается до менее 50% от конверсии в начале реакции, составляет не более 58 дней.
[0005] Кроме того, в патентных документах 8 и 9 описан способ, в котором даже при низкой конверсии ацетонциангидрина непрореагировавший ацетонциангидрин в жидком продукте реакции термически разлагается на ацетон и цианистоводородную кислоту, при этом указанные вещества отделяют от жидкого продукта реакции и собирают, а затем из них снова получают ацетонциангидрин. Однако такой способ не является экономически целесообразным, поскольку для реакции термического разложения и реакции синтеза ацетонциангидрина требуются дополнительные затраты энергии.
ДОКУМЕНТЫ УРОВНЯ ТЕХНИКИ
ПАТЕНТНЫЕ ДОКУМЕНТЫ
[0006]
Патентный документ 1: Публикация патента Японии № S 52-222
Патентный документ 2: Публикация патента Японии № Н 03-188054
Патентный документ 3: Публикация патента Японии № Н 02-196763
Патентный документ 4: Публикация заявки РСТ, переведенной на национальную фазу в Японии №2010-510276
Патентный документ 5: Публикация патента Японии № Н 07-076563
Патентный документ 6: Публикация патента Японии № Н 02-298718
Патентный документ 7: Публикация патента Японии № Н 04-149164
Патентный документ 8: Публикация патента Японии № Н 06-172283
Патентный документ 9: Публикация патента Японии № Н 06-184072
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
ЗАДАЧИ, РЕШАЕМЫЕ С ПОМОЩЬЮ ИЗОБРЕТЕНИЯ
[0007] В общем, синтез ацетонциангидрина с помощью реакции между цианистоводородной кислотой и ацетоном протекает в количественном соотношении в присутствии щелочного катализатора, и таким образом можно легко получить ацетонциангидрин с высокой концентрацией, составляющей 50 масс. % или более. Однако при выполнении гидратации с применением исходного реакционного материала, содержащего ацетонциангидрин в высокой концентрации, в присутствии катализатора, состоящего преимущественно из оксида марганца, активность катализатора быстро снижается. По этой причине в качестве исходного материала обычно используют ацетонциангидрин с низкой концентрацией. Однако при применении ацетонциангидрина с низкой концентрацией концентрация амида α-гидроксиизомасляной кислоты в полученном жидком продукте реакции также является низкой, и в процессе концентрирования/очистки потребляется большое количество энергии.
[0008] Задача, которую необходимо решить с помощью настоящего изобретения, состоит в обеспечении способа получения амида α-гидроксиизомасляной кислоты путем гидратации ацетонциангидрина в присутствии катализатора, состоящего преимущественно из оксида марганца, при этом конверсию ацетонциангидрина можно стабильно поддерживать на высоком уровне в течение продолжительного периода времени даже при жестких условиях, при которых амид α-гидроксиизомасляной кислоты синтезируют из исходного реакционного материала, содержащего ацетонциангидрин в концентрации 30 масс. % или более.
СРЕДСТВА ДЛЯ РЕШЕНИЯ УКАЗАННЫХ ЗАДАЧ
[0009] Для решения описанной выше задачи авторы настоящего изобретения провели всесторонние исследования и обнаружили, что снижение каталитической активности вызвано главным образом вымыванием марганца как основного компонента катализатора, и количество вымываемого марганца тесно связано с концентрацией ацетонциангидрина в реакционной жидкости. Кроме того, авторы настоящего изобретения обнаружили, что согласно описанному ниже настоящему изобретению концентрацию ацетонциангидрина в каждой реакционной зоне можно уменьшить, срок службы катализатора можно улучшить и конверсию ацетонциангидрина можно поддерживать на высоком уровне в течение значительно более длительного периода времени и более стабильно по сравнению с известным уровнем техники даже при жестких условиях, при которых амид α-гидроксиизомасляной кислоты синтезируют из исходного реакционного материала, содержащего ацетонциангидрин в концентрации 30 масс. % или более, и, таким образом, задача настоящего изобретения была решена.
[0010] В частности, настоящее изобретение заключается в следующем:
<1> Способ получения амида α-гидроксиизомасляной кислоты путем гидратации ацетонциангидрина в присутствии катализатора, состоящего преимущественно из оксида марганца, с применением реакционного аппарата, в котором по меньшей мере две реакционные зоны соединены последовательно, при этом указанный способ включает:
стадию (В) циклической подачи по меньшей мере части реакционной жидкости, удаленной из по меньшей мере одной реакционной зоны, в первую реакционную зону (I) в реакционном аппарате; и
стадию (b1) дополнительной циклической подачи по меньшей мере части реакционной жидкости, удаленной из по меньшей мере одной реакционной зоны, в по меньшей мере одну реакционную зону, отличную от первой реакционной зоны, при этом
в по меньшей мере одну реакционную зону реакционного аппарата подают окислитель.
<2> Способ получения амида α-гидроксиизомасляной кислоты путем гидратации ацетонциангидрина в присутствии катализатора, состоящего преимущественно из оксида марганца, с применением реакционного аппарата, в котором по меньшей мере две реакционные зоны соединены последовательно, при этом указанный способ включает:
стадию (А) подачи исходного реакционного жидкого материала, содержащего ацетонциангидрин, раздельно в первую реакционную зону (I) и в по меньшей мере одну реакционную зону, отличную от первой реакционной зоны, в реакционном аппарате;
стадию (В) циклической подачи по меньшей мере части реакционной жидкости, удаленной из по меньшей мере одной реакционной зоны, в первую реакционную зону (I) в реакционном аппарате; и
стадию (b1) дополнительной циклической подачи по меньшей мере части реакционной жидкости, удаленной из по меньшей мере одной реакционной зоны, в по меньшей мере одну реакционную зону, отличную от первой реакционной зоны, при этом
в по меньшей мере одну реакционную зону реакционного аппарата подают окислитель.
<3> Способ получения амида α-гидроксиизомасляной кислоты по пункту <1> или <2>, отличающийся тем, что стадию (b1) по меньшей мере частично проводят в участке, расположенном ближе к выходному отверстию реакционного аппарата по сравнению с реакционной зоной, расположенной ближе всего к входному отверстию реакционного аппарата, в по меньшей мере одной реакционной зоне, из которой удаляют реакционную жидкость для циклической подачи указанной реакционной жидкости в первую реакционную зону (I).
<4> Способ получения амида α-гидроксиизомасляной кислоты по пункту <3>, отличающийся тем, что стадию (b1) по меньшей мере частично проводят в участке, расположенном ближе к выходному отверстию из реакционного аппарата по сравнению с любой реакционной зоной, из которой удаляют реакционную жидкость для циклической подачи указанной реакционной жидкости в первую реакционную зону (I).
<5> Способ получения амида α-гидроксиизомасляной кислоты по любому из пунктов <1>-<4>, отличающийся тем, что на стадии (b1) указанная по меньшей мере одна реакционная зона, отличная от первой реакционной зоны, идентична указанной по меньшей мере одной реакционной зоне.
<6> Способ получения амида α-гидроксиизомасляной кислоты по любому из пунктов <1>-<5>, отличающийся тем, что количество соединенных последовательно реакционных зон составляет 7 или менее.
<7> Способ получения амида α-гидроксиизомасляной кислоты по пункту <2>, отличающийся тем, что количество реакционных зон, в которые на стадии (А) подают исходный реакционный жидкий материал, содержащий ацетонциангидрин, составляет 5 или менее.
<8> Способ получения амида α-гидроксиизомасляной кислоты по пункту <1>, отличающийся тем, что указанный способ включает стадию подачи исходного реакционного жидкого материала, содержащего ацетонциангидрин, при этом доля ацетонциангидрина в общем количестве исходного реакционного жидкого материала составляет 30 масс. % или более.
<9> Способ получения амида α-гидроксиизомасляной кислоты по пункту <2>, отличающийся тем, что доля ацетонциангидрина в общем количестве исходного реакционного жидкого материала составляет 30 масс. % или более.
<10> Способ получения амида α-гидроксиизомасляной кислоты по любому из пунктов <1>-<9>, отличающийся тем, что доля ацетонциангидрина в общем количестве подаваемой в реакционную зону жидкости (С), направляемой в указанные по меньшей мере две реакционные зоны, составляет 25 масс. % или менее, при этом подаваемая в реакционную зону жидкость (С) поступает в каждую из реакционных зон и представляет собой по меньшей мере одну жидкость, выбранную из группы, состоящей из исходного реакционного жидкого материала, разбавителя и реакционной жидкости, вытекающей или удаляемой из реакционных зон.
<11> Способ получения амида α-гидроксиизомасляной кислоты по любому из пунктов <1>-<10>, отличающийся тем, что в качестве окислителя применяют кислородсодержащий газ, при этом концентрация кислорода в кислородсодержащем газе составляет от 2 до 50 об. %.
<12> Способ получения амида α-гидроксиизомасляной кислоты по пункту <11>, отличающийся тем, что замену газа в реакционной зоне обеспечивают путем подачи газа с достаточной концентрацией кислорода при одновременном удалении газа с пониженной концентрацией кислорода.
<13> Способ получения амида α-гидроксиизомасляной кислоты по любому из пунктов <1>-<12>, отличающийся тем, что катализатор, состоящий преимущественно из оксида марганца, представляет собой диоксид марганца.
<14> Способ получения амида α-гидроксиизомасляной кислоты по любому из пунктов <1>-<13>, отличающийся тем, что катализатор, состоящий преимущественно из оксида марганца, содержит соединение, состав которого представлен формулой: MnaKbMcOd,
где Mn представляет собой марганец; K представляет собой калий; О представляет собой кислород; M представляет собой по меньшей мере один элемент, выбранный из V, Sn и Bi; и атомное соотношение элементов является следующим: когда а=1, b составляет от 0,005 до 0,5, с составляет от 0,001 до 0,1, и d составляет от 1,7 до 2,0.
<15> Реакционный аппарат для получения амида α-гидроксиизомасляной кислоты путем гидратации ацетонциангидрина в присутствии катализатора, состоящего преимущественно из оксида марганца, при этом указанный реакционный аппарат имеет по меньшей мере две соединенные последовательно реакционные зоны и дополнительно содержит:
(a) трубопровод для подачи исходного реакционного жидкого материала, содержащего ацетонциангидрин, раздельно в первую реакционную зону (I) и в по меньшей мере одну реакционную зону, отличную от первой реакционной зоны, в реакционном аппарате; и/или
(b) трубопровод для циклической подачи по меньшей мере части реакционной жидкости, удаленной из по меньшей мере одной реакционной зоны, в первую реакционную зону (I) в реакционном аппарате,
при этом реакционный аппарат дополнительно содержит трубопровод для подачи окислителя в по меньшей мере одну реакционную зону.
<16> Реакционный аппарат по пункту <15>, дополнительно содержащий трубопровод для циклической подачи по меньшей мере части реакционной жидкости, удаленной из по меньшей мере одной реакционной зоны, в по меньшей мере одну реакционную зону, отличную от первой реакционной зоны.
<17> Реакционный аппарат по пункту <16>, содержащий по меньшей мере один циркуляционный контур, состоящий из: по меньшей мере одной реакционной зоны, отличной от первой реакционной зоны; по меньшей мере одной реакционной зоны, из которой удаляют реакционную жидкость для циклической подачи указанной реакционной жидкости в указанную реакционную зону; и трубопровода для соединения первой упомянутой реакционной зоны и второй упомянутой реакционной зоны, при этом по меньшей мере одна реакционная зона, отличная от первой реакционной зоны, и по меньшей мере одна реакционная зона, из которой удаляют реакционную жидкость, которые составляют по меньшей мере один циркуляционный контур (V) в указанном циркуляционном контуре, расположены в участке, находящемся ближе к выходному отверстию реакционного аппарата по сравнению с реакционной зоной, расположенной ближе всего к входному отверстию реакционного аппарата в по меньшей мере одной реакционной зоне, из которой удаляют реакционную жидкость для циклической подачи указанной реакционной жидкости в первую реакционную зону (I).
<18> Реакционный аппарат по пункту <17>, отличающийся тем, что по меньшей мере одна реакционная зона, отличная от первой реакционной зоны, и по меньшей мере одна реакционная зона, из которой удаляют реакционную жидкость, которые составляют циркуляционный контур (V), расположены в участке, находящемся ближе к выходному отверстию реакционного аппарата по сравнению с любой реакционной зоной, из которой удаляют реакционную жидкость для циклической подачи указанной реакционной жидкости в первую реакционную зону (I).
<19> Реакционный аппарат по любому из пунктов <15>-<18>, отличающийся тем, что с первой реакционной зоной (I) и/или участком, расположенным между по меньшей мере одной реакционной зоной, отличной от первой реакционной зоны, и другой реакционной зоной, или первой реакционной зоной (I) и/или средней частью по меньшей мере одной реакционной зоны, отличной от первой реакционной зоны, соединено оборудование для удаления окислителя.
ПОЛОЖИТЕЛЬНЫЙ ЭФФЕКТ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
[0011] Согласно настоящему изобретению при получении амида α-гидроксиизомасляной кислоты путем гидратации ацетонциангидрина в присутствии катализатора, состоящего преимущественно из оксида марганца, конверсию ацетонциангидрина можно поддерживать на высоком уровне в течение значительно более длительного периода времени и более стабильно по сравнению с известным уровнем техники даже при жестких условиях, при которых амид α-гидроксиизомасляной кислоты синтезируют из исходного реакционного материала, содержащего ацетонциангидрин в концентрации 30 масс. % или более. Следовательно, настоящее изобретение имеет большое промышленное значение.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0012]
Фиг. 1 представляет собой технологическую схему, на которой показан пример реакционного аппарата согласно настоящему изобретению, выполненный с возможность раздельной подачи АСН (ацетонциангидрина) и циклической подачи реакционной жидкости.
Фиг. 2 представляет собой технологическую схему, на которой показан другой пример реакционного аппарата согласно настоящему изобретению, выполненный с возможность раздельной подачи АСН и циклической подачи реакционной жидкости (система, в которой имеется множество реакционных зон в реакторе).
Фиг. 3 представляет собой технологическую схему, на которой показан другой пример реакционного аппарата согласно настоящему изобретению, выполненный с возможность раздельной подачи АСН и циклической подачи реакционной жидкости (система, в которой температуру удаленной реакционной жидкости регулируют с помощью теплообменника, и затем реакционную жидкость возвращают в начальную реакционную зону).
Фиг. 4 представляет собой технологическую схему, на которой показан другой пример реакционного аппарата согласно настоящему изобретению, выполненный с возможность раздельной подачи АСН и циклической подачи реакционной жидкости (система, в которой циркулирующую жидкость возвращают во множество реакционных зон).
Фиг. 5 представляет собой технологическую схему, на которой показан реакционный аппарат, описанный в примере 1.
Фиг. 6 представляет собой технологическую схему, на которой показан реакционный аппарат, описанный в примере 3.
ВАРИАНТЫ РЕАЛИЗАЦИИ ДЛЯ ВОПЛОЩЕНИЯ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
[0013] Далее настоящее изобретение будет описано подробно.
Реакционный аппарат согласно настоящему изобретению, который можно использовать для получения амида α-гидроксиизомасляной кислоты (в общем называемого в дальнейшем HBD), представляет собой реакционный аппарат, в котором по меньшей мере две реакционные зоны соединены последовательно. В этом отношении реакционная зона относится к независимой секции, в которой находится катализатор, состоящий преимущественно из оксида марганца, обладающего каталитической активностью при гидратации ацетонциангидрина (в общем называемого в дальнейшем АСН). В такой реакционной зоне АСН взаимодействует с водой и превращается в HBD, представляющий собой целевое вещество. Указанная реакционная зона может представлять собой реактор, заполненный катализатором, состоящим преимущественно из оксида марганца, или может представлять собой любую из нескольких зон с катализатором (слоев катализатора), по отдельности расположенных в одном реакторе.
[0014] В способе получения HBD согласно настоящему изобретению количество реакционных зон, соединенных последовательно, не имеет особых ограничений при условии, что оно составляет 2 или более. Однако, когда имеется слишком много реакционных зон, соединенных последовательно, конструкция аппарата усложняется, и становится сложно контролировать реакцию в каждой из реакционных зон. Следовательно, с практической точки зрения, количество реакционных зон, соединенных последовательно, составляет предпочтительно от 2 до 7 и особенно предпочтительно от 3 до 5. Кроме того, верхний предел общего количества реакционных зон не имеет особых ограничений. Более того, может существовать реакционная зона, имеющая параллельную связь с реакционными зонами, соединенными последовательно.
[0015] В способе получения HBD согласно настоящему изобретению исходный реакционный жидкий материал относится к АСН-содержащему жидкому исходному материалу, подаваемому в реакционные зоны в реакционном аппарате через линию подачи исходного реакционного жидкого материала. То есть, АСН подают в реакционные зоны через линию подачи исходного реакционного жидкого материала в качестве исходного реакционного жидкого материала. Концентрация HBD в жидком продукте реакции, вытекающем из последней реакционной зоны, определяется концентрацией АСН в исходном реакционном жидком материале и конверсией при гидратации. Когда упомянутая выше концентрация HBD является низкой, в процессах конденсации и очистки потребляется большое количество энергии, что приводит к повышению стоимости очистки HBD. С точки зрения описанной выше стоимости очистки HBD, предпочтительно использовать высокую концентрацию АСН в исходном реакционном жидком материале. Как описано далее, в случае подачи исходного реакционного жидкого материала раздельно во множество реакционных зон исходный реакционный жидкий материал подают через множество линий подачи исходного реакционного жидкого материала. Концентрация АСН в исходном реакционном жидком материале, подаваемом во множество реакционных зон, может варьировать.
[0016] В общем, реакция синтеза АСН с применением цианистоводородной кислоты и ацетона в качестве исходных материалов протекает количественно в присутствии щелочного катализатора, при этом АСН получают с концентрацией 50 масс. % или более. В способе получения HBD согласно настоящему изобретению в качестве исходного реакционного жидкого материала, содержащего АСН, применяемый при получении HBD, можно использовать реакционную жидкость, содержащую АСН в высокой концентрации, полученный согласно описанной выше реакции синтеза АСН. Альтернативно, в качестве исходного реакционного жидкого материала, содержащего АСН, можно использовать жидкость, полученную путем смешивания разбавителя с реакционной жидкостью, содержащей АСН в высокой концентрации, полученный согласно описанной выше реакции синтеза АСН. В частности, концентрацию АСН в исходном реакционном жидком материале, применяемом при получении HBD, можно доводить до описанной выше предварительно определенной концентрации, используя разбавитель в случае необходимости. Как и на известном уровне техники, в качестве разбавителя можно использовать избыточное количество воды, которая представляет собой исходный материал для гидратации, и также можно использовать ацетон, функция которого заключается в подавлении реакции разложения АСН, представляющей собой побочную реакцию. Помимо воды и ацетона в качестве разбавителя также можно использовать амиды, такие как формамид, диметилформамид, диметилацетамид и HBD, который является продуктом реакции. В качестве разбавителя можно использовать описанные выше соединения по отдельности или два или более из указанных соединений можно использовать в комбинации. Из них в качестве разбавителя особенно предпочтительными являются вода, ацетон, HBD и формамид, и из амидов особенно предпочтительным является HBD. В настоящем изобретении определено, что разбавитель не включает реакционную жидкость, вытекающую или удаленную из реакционной зоны, поскольку она содержит некоторое количество непрореагировавшего АСН.
[0017] В случае применения в качестве исходного реакционного жидкого материала, содержащего АСН, жидкости, полученной путем смешивания разбавителя с реакционной жидкостью, содержащей АСН в высокой концентрации, полученный посредством реакции синтеза АСН, продолжительность и способ смешивания разбавителя не имеют особых ограничений. Например, исходный реакционный жидкий материал, содержащий АСН, можно получить способом, в котором реакционную жидкость, содержащую АСН в высокой концентрации, смешивают с разбавителем в емкости для хранения для разбавления с целью обеспечения требуемой концентрации АСН. Кроме того, также возможно получение исходного реакционного жидкого материала, содержащего АСН, путем объединения реакционной жидкости, содержащей АСН в высокой концентрации, полученный посредством синтеза АСН, в линии подачи разбавителя непосредственно перед прямой подачей в любую из реакционных зон.
[0018] В настоящем изобретении при получении исходного реакционного жидкого материала, содержащего АСН, путем смешивания реакционной жидкости, содержащей АСН в высокой концентрации, полученный посредством реакции синтеза АСН, с разбавителем, определено, что доля АСН в общем количестве исходного реакционного жидкого материала относится к массовой доле АСН относительно общей массы реакционной жидкости, содержащей АСН в высокой концентрации, полученный посредством реакции синтеза АСН, и разбавителя.
Кроме того, при применении в качестве исходного реакционного жидкого материала реакционной жидкости, содержащей АСН в высокой концентрации, полученный посредством реакции синтеза АСН, определено, что доля АСН в общем количестве исходного реакционного жидкого материала относится к массовой доле АСН относительно общей массы реакционной жидкости.
[0019] Как описано выше, в способе получения HBD согласно настоящему изобретению исходный реакционный жидкий материал можно подавать раздельно во множество реакционных зон. Кроме того, концентрация АСН в исходном реакционном жидком материале, подаваемом в соответствующие реакционные зоны, может быть одинаковой или может варьировать. При подаче исходного реакционного жидкого материала во множество реакционных зон доля АСН в общем количестве исходного реакционного жидкого материала относится к доле (массовой доле) общей массы АСН, содержащегося в исходном реакционном жидком материале, подаваемом в соответствующие реакционные зоны, в общей массе исходного реакционного жидкого материала, подаваемого в соответствующие реакционные зоны.
[0020] Доля АСН в общем количестве исходного реакционного жидкого материала предпочтительно составляет 30 масс. % или более, более предпочтительно от 30 масс. % до 83 масс. % и наиболее предпочтительно от 35 масс. % до 53 масс. %.
[0021] При получении HBD согласно настоящему изобретению, как описано выше, доля АСН в общей массе исходного реакционного жидкого материала, применяемого при получении HBD, предпочтительно составляет 30 масс. % или более, но концентрация АСН в описанной ниже подаваемой в реакционную зону жидкости (С) ниже концентрации АСН в исходном реакционном жидком материале. Подаваемая в реакционную зону жидкость (С) относится к жидкости, которую подают в каждую из реакционных зон и которая состоит из по меньшей мере одного компонента, выбранного из исходного реакционного жидкого материала, разбавителя и реакционной жидкости, вытекающей или удаляемой из реакционных зон. В настоящем изобретении доля количества АСН в общем количестве подаваемой в реакционную зону жидкости (С) предпочтительно составляет 25 масс. % или менее. В этом отношении, общее количество подаваемой в реакционную зону жидкости (С) означает сумму количеств подаваемой в реакционную зону жидкости (С), направляемой в соответствующие реакционные зоны. Кроме того, гидратацию осуществляют при концентрации АСН в подаваемой в реакционную зону жидкости (С), направляемой во все реакционные зоны в реакционном аппарате, доведенной до предпочтительно 25 масс. % или менее, более предпочтительно 20 масс. % или менее и особенно предпочтительно 15 масс. % или менее. Это связано с тем, что при уменьшении концентрации АСН в реакционной жидкости на входе в реакционную зону проявляется не только влияние простого снижения реакционной нагрузки катализатора, но также возникает очень важный эффект уменьшения вымывания иона марганца, связанный с протеканием реакции. Вымываемый ион марганца осаждается на поверхности катализатора, расположенного после той части, где марганец вымывается в форме оксида марганца или гидроксида марганца, имеющего низкую реакционную способность или не обладающего реакционной способностью, и это может привести к уменьшению срока службы катализатора. Кроме того, осаждение вымываемого иона марганца может привести к связыванию каждой частицы катализатора, что препятствует замене катализа, или может вызвать выход из строя насоса для нагнетания жидкого продукта реакции или насоса для системы очистки или закупоривание трубопровода, что приводит к нарушениям работы установки.
[0022]
В способе получения HBD согласно настоящему изобретению время проведения гидратации при доведении доли количества АСН в общем количестве подаваемой в реакционную зону жидкости (С) до 25 масс. % или менее, не имеет особых ограничений, но предпочтительно составляет по меньшей мере половину или более от всего времени гидратации и особенно предпочтительно 80% или более от всего времени гидратации.
[0023] Только с помощью процесса простого разбавления невозможно получить высококонцентрированный раствор HBD, соответствующий концентрации АСН в исходном реакционном жидком материале, применяемом при получении HBD, поэтому необходимо осуществлять операцию циклической подачи реакционной жидкости, при этом предпочтительно дополнительно объединить ее с операцией раздельной подачи АСН. В частности, способ получения HBD согласно настоящему изобретению осуществляют согласно любому из описанных ниже двух вариантов реализации изобретения:
[Вариант реализации изобретения 1]: циклическая подача реакционной жидкости
[Вариант реализации изобретения 2]: циклическая подача реакционной жидкости и раздельная подача АСН
Далее соответствующие варианты реализации изобретения будут описаны подробно.
[0024] Первый вариант реализации способа получения HBD согласно настоящему изобретению (в общем называемый в дальнейшем «вариант реализации 1») представляет собой способ получения амида α-гидроксиизомасляной кислоты путем гидратации ацетонциангидрина в присутствии катализатора, состоящего преимущественно из оксида марганца, с применением реакционного аппарата, в котором по меньшей мере две реакционные зоны соединены последовательно, при этом указанный способ включает:
стадию (В) циклической подачи по меньшей мере части реакционной жидкости, удаленной из по меньшей мере одной реакционной зоны, в первую реакционную зону (I) в реакционном аппарате; и
стадию (b1) дополнительной циклической подачи по меньшей мере части реакционной жидкости, удаленной из по меньшей мере одной реакционной зоны, в по меньшей мере одну реакционную зону, отличную от первой реакционной зоны, при этом
в по меньшей мере одну реакционную зону реакционного аппарата подают окислитель.
[0025] Согласно варианту реализации 1, по меньшей мере часть реакционной жидкости, удаленной из по меньшей мере одной реакционной зоны, используют циклически. Это дает возможность понизить концентрацию АСН в подаваемой в реакционную зону жидкости (С), направляемой в соответствующие реакционные зоны, для улучшения срока службы катализатора и предотвращения нарушения работы установки, при этом одновременно можно увеличить концентрацию HBD в реакционной жидкости на выходе из последней реакционной зоны. Кроме того, циклическое применение реакционной жидкости оказывает эффект, обеспечивающий доведение рН подаваемой в реакционную зону жидкости (С), направляемой в реакционные зоны, до 4 или более, что является предпочтительным с точки зрения срока службы катализатора, и, следовательно, срок службы катализатора можно продлить за счет двойного эффекта, то есть эффекта, оказываемого путем регулирования рН, и эффекта подавления вымывания марганца за счет регулирования концентрации АСН.
[0026] На стадии (В) по меньшей мере одна реакционная зона, из которой удаляют реакционную жидкость для циклической подачи по меньшей мере части реакционной жидкости в первую реакционную зону (I), может представлять собой саму первую реакционную зону или реакционную зону в участке, расположенном ближе к выходному отверстию из реакционного аппарата по сравнению с первой реакционной зоной (ниже по потоку). В частности, указанная зона может представлять собой любую реакционную зону реакционного аппарата согласно настоящему изобретению при условии, что она не препятствует проведению стадии (b1). На стадии (b1) по меньшей мере одна реакционная зона, из которой удаляют реакционную жидкость для циклической подачи по меньшей мере части реакционной жидкости в по меньшей мере одну реакционную зону, отличную от первой реакционной зоны, может представлять собой по меньшей мере одну реакционную зону, отличную от самой первой реакционной зоны, в которую циклически подают реакционную жидкость, или реакционную зону в участке, расположенном ближе к выходному отверстию из реакционного аппарата по сравнению с по меньшей мере одной реакционной зоной, отличной от первой реакционной зоны (ниже по потоку).
[0027] На стадии (В) по меньшей мере одна реакционная зона, из которой удаляют реакционную жидкость для циклической подачи по меньшей мере части реакционной жидкости в первую реакционную зону (I), может представлять собой множество реакционных зон. Кроме того, на стадии (b1) по меньшей мере одна реакционная зона, из которой удаляют реакционную жидкость для циклической подачи по меньшей мере части реакционной жидкости в по меньшей мере одну реакционную зону, отличную от первой реакционной зоны, может представлять собой множество реакционных зон. По меньшей мере одна реакционная зона, из которой удаляют реакционную жидкость для ее циклической подачи на стадии (В), и по меньшей мере одна реакционная зона, из которой удаляют реакционную жидкость для ее циклической подачи на стадии (b1), могут быть одинаковыми или отличаться друг от друга, но предпочтительно отличаются друг от друга.
[0028] Согласно варианту реализации 1, более предпочтительно наряду с подачей в первую реакционную зону (I) циклически подавать реакционную жидкость в по меньшей мере одну реакционную зону, отличную от первой реакционной зоны, с той точки зрения, что концентрацию АСН в подаваемой в реакционную зону жидкости (С), направляемой в реакционные зоны, можно понизить с большей легкостью, что приводит к снижению вымывания иона марганца, и что возможно построение эффективного процесса с меньшим количеством реакционных зон. При циклической подаче реакционной жидкости в реакционные зоны, отличные от первой реакционной зоны, в отношении по меньшей мере одной реакционной зоны предпочтительно, чтобы реакционную жидкость удаляли из реакционной зоны (называемой вторичным отверстием для удаления реакционной жидкости), находящейся в участке, расположенном ближе к выходному отверстию реакционного аппарата (ниже по потоку) по сравнению с реакционной зоной (называемой первичным отверстием для удаления реакционной жидкости), из которой удаляют реакционную жидкость для ее циклической подачи в первую реакционную зону (I), и чтобы реакционную жидкость подавали в любую реакционную зону, расположенную в участке между первичным отверстием для удаления реакционной жидкости и вторичным отверстием для удаления реакционной жидкости, или в саму реакционную зону, обеспечивающую вторичное отверстие для удаления реакционной жидкости.
[0029] Согласно варианту реализации 1 можно обеспечить множество первичных отверстий для отведения реакционной жидкости в реакционный аппарат и для циклической подачи реакционной жидкости, выходящей из множества реакционных зон, в первую реакционную зону (I). В этом случае желательное взаимное расположение множества первичных отверстий для удаления реакционной жидкости, реакционных зон, отличных от первой реакционной зоны, в которую циклически подают реакционную жидкость, и вторичного отверстия для удаления реакционной жидкости является таким, как описано ниже. В частности, согласно варианту реализации 1, по меньшей мере одну пару реакционных зон, отличных от первой реакционной зоны, в которую циклически подают реакционную жидкость, и вторичное отверстие для удаления реакционной жидкости желательно установить в участке, расположенном ближе к выходному отверстию из реакционного аппарата (ниже по потоку) по сравнению с первичным отверстием для удаления реакционной жидкости, ближайшим к входному отверстию реакционного аппарата из множества первичных отверстий для удаления имеющейся реакционной жидкости. Более целесообразно, если отверстие находится в участке, расположенном ближе к выходному отверстию реакционного аппарата (ниже по потоку) по сравнению с первым первичным отверстием для удаления реакционной жидкости, в котором суммарное количество реакционной жидкости, удаленной из каждого множества первичных отверстий для удаления имеющейся реакционной жидкости, превышает 50% от общего количества реакционной жидкости, удаленной из всего множества первичных отверстий для удаления имеющейся реакционной жидкости. Наиболее целесообразно, когда по меньшей мере одна пара реакционных зон, отличных от первой реакционной зоны, в которую циклически подают реакционную жидкость, и вторичное отверстие для удаления реакционной жидкости находятся в участке, расположенном ближе к выходному отверстию реакционного аппарата (ниже по потоку) по сравнению со всеми первичными отверстиями для удаления реакционной жидкости. Таким образом, наряду со схемой циркуляции реакционной жидкости, состоящей из первой реакционной зоны (I), реакционных зон, из которых удаляют реакционную жидкость для ее циклической подачи в первую реакционную зону (I), и циркуляционной линии, другая схема циркуляции реакционной жидкости, которая в некотором смысле является независимой, обеспечена в участке, расположенном ближе к выходному отверстию из реакционного аппарата. В этом случае можно независимо контролировать и оптимизировать условия реакции в реакционных зонах, существующие в соответствующих схемах циркуляции реакционной жидкости, и легче максимизировать производительность добавленного катализатора.
[0030] Согласно варианту реализации 1 концентрацию АСН в подаваемой в реакционную зону жидкости (С), направляемой в реакционные зоны, регулируют путем циклической подачи самой реакционной жидкости, в которой содержится соединение, обладающее эффектом вымывания, такое как вода, ацетон, HBD и формамид, и, следовательно, нет необходимости в дополнительном применении разбавителя. Однако с практической точки зрения концентрацию АСН в подаваемой в реакционную зону жидкости (С), направляемой в первую реакционную зону (I), предпочтительно регулируют путем применения как разбавителя, так и циклически подаваемой реакционной жидкости. В качестве разбавителя также можно использовать отличные от воды и ацетона амиды, такие как формамид, диметилформамид, диметилацетамид и HBD, который является продуктом реакции. В качестве разбавителя можно использовать описанные выше соединения по отдельности или два или более из указанных соединений можно использовать в комбинации. Из них в качестве разбавителя предпочтительными являются вода, ацетон, HBD и формамид, и из амидов особенно предпочтительным является HBD.
[0031] Количество реакционной жидкости, применяемой для циклической подачи, определяют согласно описанной ниже формуле (1) в виде коэффициента циркуляции на основе скорости подачи циклически подаваемой реакционной жидкости (X) и скорости подачи подаваемой в реакционную зону жидкости (С), направляемой в реакционные зоны (Y):

Коэффициент циркуляции согласно варианту реализации 1 не имеет особых ограничений.
[0032] Согласно варианту реализации 1 молярное отношение воды и АСН в подаваемой в реакционную зону жидкости (С), направляемой во все реакционные зоны в реакционном аппарате, не имеет особых ограничений, но количество воды составляет предпочтительно от 1 до 200 молей и особенно предпочтительно от 10 до 100 молей относительно 1 моля АСН. Молярное отношение ацетона и АСН не имеет особых ограничений, но количество АСН предпочтительно составляет от 0,1 до 10 молей относительно 1 моля ацетона.
[0033] Согласно варианту реализации 1, подаваемые количества воды и АСН, содержащегося в исходном реакционном жидком материале, направляемом в реакционный аппарат, относительно общей массы катализатора, заполняющего все реакционные зоны в реакционном аппарате, не имеют особых ограничений, но в случае воды скорость подачи предпочтительно составляет от 0,0625 до 0,625 г/час, более предпочтительно от 0,125 до 0,25 г/час и наиболее предпочтительно от 0,15 до 0,225 г/час относительно 1 г катализатора. В случае АСН скорость подачи предпочтительно составляет от 0,05 до 0,5 г/час, более предпочтительно от 0,1 до 0,2 г/час и наиболее предпочтительно от 0,12 до 0,18 г/час относительно 1 г катализатора.
[0034] В качестве способа получения HBD согласно настоящему изобретению особенно предпочтительным является описанный ниже второй вариант реализации изобретения. Второй вариант реализации способа получения HBD согласно настоящему изобретению представляет собой способ получения амида α-гидроксиизомасляной кислоты путем гидратации ацетонциангидрина в присутствии катализатора, состоящего преимущественно из оксида марганца, с применением реакционного аппарата, в котором по меньшей мере две реакционные зоны соединены последовательно, при этом указанный способ включает:
стадию (А) подачи исходного реакционного жидкого материала, содержащего ацетонциангидрин, раздельно в первую реакционную зону (I) и в по меньшей мере одну реакционную зону, отличную от первой реакционной зоны, в реакционном аппарате;
стадию (В) циклической подачи по меньшей мере части реакционной жидкости, удаленной из по меньшей мере одной реакционной зоны, в первую реакционную зону (I) в реакционном аппарате; и
стадию (b1) дополнительной циклической подачи по меньшей мере части реакционной жидкости, удаленной из по меньшей мере одной реакционной зоны, в по меньшей мере одну реакционную зону, отличную от первой реакционной зоны, при этом
в по меньшей мере одну реакционную зону реакционного аппарата подают окислитель.
[0035] Согласно описанному выше варианту реализации 2, по меньшей мере одна реакционная зона, отличная от первой реакционной зоны на стадии (А), то есть по меньшей мере одна реакционная зона, отличная от первой реакционной зоны, в которую раздельно подают исходный реакционный жидкий материал, может представлять собой множество реакционных зон. Кроме того, по меньшей мере одна реакционная зона на стадии (b1), то есть по меньшей мере одна реакционная зона, отличная от первой реакционной зоны, в которую циклически подают по меньшей мере часть реакционной жидкости, удаленной из по меньшей мере одной реакционной зоны, может представлять собой множество реакционных зон. Кроме того, по меньшей мере одна реакционная зона, отличная от первой реакционной зоны на стадии (А), и по меньшей мере одна реакционная зона, отличная от первой реакционной зоны на стадии (b1), могут быть одинаковыми или отличаться друг от друга.
[0036] В частности, особенно предпочтительной является раздельная подача АСН наряду с циклической подачей по меньшей мере части реакционной жидкости, удаленной из по меньшей мере одной реакционной зоны, как описано выше. Это связано с тем, что наряду с описанными выше преимуществами варианта реализации 1, по сравнению с вариантом реализации 1 концентрацию АСН в подаваемой в реакционную зону жидкости (С), направляемой в соответствующие реакционные зоны, можно уменьшить более эффективно, при этом концентрацию HBD в жидком продукте реакции, вытекающем из последней реакционной зоны, можно эффективно повысить с помощью меньшего количества реакционных зон, что приводит к построению более эффективного процесса. Ниже второй вариант реализации способа получения HBD согласно настоящему изобретению (далее иногда называемый «комбинированным способом») будет описан подробно.
[0037] В качестве второго варианта реализации изобретения, например, при проведении гидратации АСН с применением реакционного аппарата, в котором три реакционные зоны соединены последовательно, АСН можно подавать раздельно в первую реакционную зону и вторую реакционную зону. Альтернативно, АСН можно подавать раздельно в первую реакционную зону и третью реакционную зону. Альтернативно, АСН можно подавать раздельно во все три реакционные зоны.
[0038] Вариант реализации 2 имеет следующие три преимущества: концентрацию АСН в подаваемой в реакционную зону жидкости (С), направляемой в реакционные зоны, можно легко уменьшить; разницу в реакционной нагрузке между соответствующими реакционными зонами, в которые подают АСН, можно уменьшить; и концентрацию HBD в реакционной жидкости на выходе последней реакционной зоны можно поддерживать на высоком уровне, даже когда концентрация АСН в реакционных зонах является низкой. Перечисленные преимущества будут рассмотрены ниже.
[0039] Во-первых, при уменьшении концентрации АСН в подаваемой в реакционную зону жидкости (С), направляемой в реакционные зоны, проявляется не только эффект простого уменьшения реакционной нагрузки катализатора, но также очень важный эффект уменьшения вымывания иона марганца, связанного с реакцией, как описано выше. В частности, при снижении концентрации АСН в подаваемой в реакционную зону жидкости (С), направляемой в реакционные зоны посредством раздельной подачи АСН, можно подавить вымывание иона марганца, можно улучшить срок службы катализатора, и можно уменьшить количество нарушений в работе установки.
[0040] Второе преимущество будет разъяснено ниже. Как хорошо известно, в случае простой непрерывной реакции в потоке, при которой исходный реакционный материал подают не раздельно, расстояние, которое исходный реакционный материал проходит через реакционные зоны, заполненные катализатором, не прямо пропорционально конверсии, и основная часть реакции протекает в реакционных зонах в первой половине установки, через которую пропускают исходный реакционный материал, и доля реакции, протекающей в реакционных зонах во второй половине установки, является небольшой. Гидратация АСН не является исключением. Следовательно, при раздельной подаче АСН в две или более реакционных зон, разницу в реакционной нагрузке между соответствующими реакционными зонами можно уменьшить, при этом можно ожидать, что тем самым можно продлить срок службы катализатора.
[0041] Третье преимущество будет разъяснено ниже. В способе согласно варианту реализации 2 после того, как часть АСН в первой реакционной зоне, в которую подают АСН, превратилась в HBD, во вторую реакционную зону или последующую зону добавляют АСН. Следовательно, концентрацию HBD в реакционной жидкости на выходе из каждой реакционной зоны можно поэтапно увеличивать при одновременном поддержании концентрации АСН в подаваемой в реакционную зону жидкости (С), направляемой в реакционные зоны, на низком уровне. Например, при проведении реакции с применением исходного реакционного материала с концентрацией АСН 25 масс. % в одноходовом реакционном аппарате, в котором АСН не подают раздельно, даже если реакция протекает полностью, концентрация HBD в жидком продукте реакции на выходе из последней реакционной зоны составляет не более 30 масс. %. Между тем, согласно описанному выше способу раздельной подачи АСН даже когда концентрацию АСН в подаваемой в реакционную зону жидкости (С), направляемой во все реакционные зоны, в реакционном аппарате доводят до 25 масс. % или менее, концентрацию HBD в жидком продукте реакции, вытекающем из последней реакционной зоны, можно увеличить, например, до 40 масс. % или более. Следовательно, можно уменьшить стоимость отделения HBD от воды, ацетона или т.п. в системе очистки, что является очень экономически целесообразным.
[0042] Таким образом, при раздельной подаче АСН, даже когда концентрация АСН в исходном реакционном жидком материале, применяемом при получении HBD, составляет 30 масс. % или более, концентрацию АСН в подаваемой в реакционную зону жидкости (С), направляемой в реакционные зоны, можно эффективно уменьшить, при этом разницу в реакционной нагрузке между соответствующими реакционными зонами, в которые подают АСН, можно уменьшить, и, следовательно, срок службы катализатора может быть более продолжительным по сравнению с общепринятыми способами. Кроме того, даже когда концентрация АСН в подаваемой в реакционную зону жидкости (С), направляемой в реакционные зоны, является низкой, концентрацию HBD в реакционной жидкости, вытекающей из последней реакционной зоны, то есть в жидком продукте реакции на выходе из реакционного аппарата, можно увеличить, и, следовательно, этот способ является более экономически целесообразным по сравнению с общепринятыми процессами реакции.
[0043] Согласно варианту реализации 2, количество реакционных зон, в которые раздельно подают АСН, не имеет особых ограничений при условии, что указанное количество составляет 2 или более. Однако, когда имеется слишком много реакционных зон, в которые раздельно подают АСН, конструкция аппарата усложняется, и становится сложным контролировать реакцию в каждой из реакционных зон. Следовательно, с практической точки зрения количество реакционных зон предпочтительно составляет от 2 до 5 и особенно предпочтительно от 3 до 4.
[0044] Согласно варианту реализации 2 коэффициент распределения АСН (коэффициент разделения АСН) между реакционными зонами, в которые раздельно подают АСН, не имеет особых ограничений, но предпочтительно, чтобы доля количества АСН, подаваемого в первую реакционную зону, относительно общего количества АСН, подаваемого в реакционный аппарат, составляла от 50 до 98 масс. %, и чтобы оставшийся АСН подавали раздельно во вторую реакционную зону или далее. Это связано с тем, что поскольку реакционную жидкость циклически подают в первую реакционную зону согласно варианту реализации 2, даже когда количество АСН, раздельно подаваемого в первую реакционную зону, увеличивается, концентрацию АСН можно уменьшить более легко по сравнению со способом, при котором осуществляют только раздельную подачу АСН, и таким образом концентрацию HBD в реакционной жидкости на выходе из последней реакционной зоны можно эффективно увеличить с помощью меньшего количества реакционных зон.
[0045] Также согласно варианту реализации 2 более предпочтительно наряду с подачей в первую реакционную зону (I) циклически подавать реакционную жидкость в по меньшей мере одну реакционную зону, отличную от первой реакционной зоны, с той точки зрения, что концентрацию АСН в подаваемой в реакционную зону жидкости (С), направляемой в реакционные зоны, можно понизить с большей легкостью, что приводит к снижению вымывания иона марганца, и что возможно построение эффективного процесса с меньшим количеством реакционных зон. Кроме того, особенно предпочтительно циклически подавать реакционную жидкость в реакционные зоны, в которые раздельно подают АСН. При циклической подаче реакционной жидкости в реакционные зоны, отличные от первой реакционной зоны, целесообразно, чтобы по меньшей мере часть реакционной жидкости была удалена из реакционной зоны (называемой вторичным отверстием для удаления реакционной жидкости), находящейся в участке, расположенном ближе к выходному отверстию из реакционного аппарата (ниже по потоку) по сравнению с реакционной зоной (называемой первичным отверстием для удаления реакционной жидкости), из которой реакционную жидкость удаляют для циклической подачи в первую реакционную зону (I), и направлена в любую реакционную зону, расположенную в участке между первичным отверстием для удаления реакционной жидкости и вторичным отверстием для удаления реакционной жидкости, или в саму реакционную зону, обеспечивающую вторичное отверстие для удаления реакционной жидкости.
[0046] Согласно варианту реализации 2, можно обеспечить множество первичных отверстий для отведения реакционной жидкости в реакционный аппарат и для циклической подачи реакционной жидкости, выходящей из множества реакционных зон, в первую реакционную зону (I). В этом случае желательное взаимное расположение множества первичных отверстий для удаления реакционной жидкости, реакционных зон, отличных от первой реакционной зоны, в которую циклически подают реакционную жидкость, и вторичного отверстия для удаления реакционной жидкости является таким, как описано ниже. В частности, согласно варианту реализации 2 по меньшей мере одну пару реакционных зон, отличных от первой реакционной зоны, в которую циклически подают реакционную жидкость, и вторичное отверстие для удаления реакционной жидкости желательно обеспечить в участке, расположенном ближе к выходному отверстию из реакционного аппарата (ниже по потоку) по сравнению с первичным отверстием для удаления реакционной жидкости, ближайшим к входному отверстию реакционного аппарата из множества первичных отверстий для удаления имеющейся реакционной жидкости. Более целесообразно, если отверстие находится в участке, расположенном ближе к выходному отверстию из реакционного аппарата (ниже по потоку) по сравнению с первым первичным отверстием для удаления реакционной жидкости, в котором суммарное количество реакционной жидкости, удаленной из каждого множества первичных отверстий для удаления имеющейся реакционной жидкости, превышает 50% от общего количества реакционной жидкости, удаленной из всего множества первичных отверстий для удаления имеющейся реакционной жидкости. Наиболее целесообразно, когда по меньшей мере одна пара реакционных зон, отличных от первой реакционной зоны, в которую циклически подают реакционную жидкость, и вторичное отверстие для удаления реакционной жидкости находится в участке, расположенном ближе к выходному отверстию из реакционного аппарата (ниже по потоку) по сравнению со всеми первичными отверстиями для удаления реакционной жидкости. Таким образом, наряду со схемой циркуляции реакционной жидкости, состоящей из первой реакционной зоны (I), реакционных зон, из которых удаляют реакционную жидкость для ее циклической подачи в первую реакционную зону (I), и циркуляционной линии, другая схема циркуляции реакционной жидкости, которая в некотором смысле является независимой, обеспечена в участке, расположенном ближе к выходному отверстию из реакционного аппарата. В этом случае можно независимо контролировать и оптимизировать условия реакции в реакционных зонах, существующие в соответствующих схемах циркуляции реакционной жидкости, и легче максимизировать производительность добавленного катализатора.
[0047] Согласно варианту реализации 2, концентрацию АСН в подаваемой в реакционную зону жидкости (С), направляемой в реакционные зоны, регулируют путем циклической подачи самой реакционной жидкости, в которой содержится соединение, обладающее эффектом вымывания, такое как вода, ацетон, HBD и формамид, и, следовательно, нет необходимости в применении наряду с реакционной жидкостью описанного выше разбавителя для регулирования концентрации АСН. Однако с практической точки зрения концентрацию АСН в подаваемой в реакционную зону жидкости (С), направляемой в первую реакционную зону (I), предпочтительно регулируют путем применения как разбавителя, так и циклически подаваемой реакционной жидкости, поскольку в этом случае коэффициент циркуляции, описанный далее, можно контролировать в пределах предпочтительного диапазона. В качестве разбавителя также можно использовать отличные от воды и ацетона амиды, такие как формамид, диметилформамид, диметилацетамид и HBD, который является продуктом реакции. В качестве разбавителя можно использовать описанные выше соединения по отдельности или два или более из указанных соединений можно использовать в комбинации. Из них в качестве разбавителя предпочтительными являются вода, ацетон, HBD и формамид, и из амидов особенно предпочтительным является HBD.
[0048] Согласно варианту реализации 2, молярное отношение воды и АСН в подаваемой в реакционную зону жидкости (С), направляемой во все реакционные зоны в реакционном аппарате, не имеет особых ограничений, но количество воды предпочтительно составляет от 1 до 200 молей и особенно предпочтительно от 10 до 100 молей относительно 1 моля АСН. Молярное отношение ацетона и АСН не имеет особых ограничений, но количество АСН предпочтительно составляет от 0,1 до 10 молей относительно 1 моля ацетона.
[0049] Согласно варианту реализации 2 общие подаваемые количества воды и АСН, содержащегося в исходном реакционном жидком материале, направляемом в реакционный аппарат, относительно общей массы катализатора, заполняющего все реакционные зоны в реакционном аппарате, не имеют особых ограничений, но в случае воды скорость подачи предпочтительно составляет от 0,0625 до 0,625 г/час, более предпочтительно от 0,125 до 0,25 г/час и наиболее предпочтительно от 0,15 до 0,225 г/час относительно 1 г катализатора. В случае АСН скорость подачи предпочтительно составляет от 0,05 до 0,5 г/час, более предпочтительно от 0,1 до 0,2 г/час и наиболее предпочтительно от 0,12 до 0,18 г/час относительно 1 г катализатора.
[0050] Количество реакционной жидкости, применяемой для циклической подачи, определяют согласно описанной ниже формуле (1) в виде коэффициента циркуляции на основе скорости подачи циклически подаваемой реакционной жидкости (X) и скорости подачи подаваемой в реакционную зону жидкости (С), направляемой в реакционные зоны (Y):

[0051] Коэффициент циркуляции согласно варианту реализации 2 не имеет особых ограничений, но при представлении посредством отношения объемных скоростей он предпочтительно составляет от 0,5 до 50 и особенно предпочтительно от 1 до 20. Коэффициент циркуляции представляет собой фактор, который влияет на концентрацию АСН в подаваемой в реакционную зону жидкости (С), направляемой в реакционные зоны, и чем больше коэффициент циркуляции, тем длиннее срок службы катализатора. Однако, когда указанное отношение превышает 50, количество жидкости, проходящей через реакционные зоны, увеличивается, и это может привести к снижению производительности реакции, например, уменьшению конверсии АСН и увеличению потери давления.
[0052] Таким образом, согласно варианту реализации изобретения 2 можно увеличить концентрацию HBD в реакционной жидкости на выходе из последней реакционной зоны более эффективно с помощью меньшего количества реакционных зон по сравнению со способом, в котором осуществляют только циркулирующую подачу жидкого продукта реакции (вариант реализации 1), и, следовательно, вариант реализации 2 представляет собой наиболее экономически целесообразный процесс.
[0053] Следует отметить, что когда количество реакционных зон составляет 3 или более, АСН можно раздельно подавать в последнюю реакционную зону, как описано выше, но предпочтительно не осуществлять раздельную подачу АСН в последнюю реакционную зону. Это связано с тем, что когда количество реакционных зон составляет 3 или более, можно обеспечить более эффективный процесс, закончив раздельную подачу всего АСН в реакционной зоне, находящейся рядом с последней реакционной зоной, при этом реакцию проводят таким образом, что концентрация АСН в жидкости на входе в последнюю реакционную зону составляет примерно 5 масс. %, и оставшийся АСН в количеств примерно 5 масс. % по мере возможности превращается в HBD в последней реакционной зоне. Кроме того, согласно варианту реализации 1 и варианту реализации 2 в настоящее изобретение также включен вариант реализации, в котором реакционную зону размещают в середине циркуляционной линии для циклической подачи реакционной жидкости.
[0054] При получении HBD согласно настоящему изобретению гидратацию АСН во всех реакционных зонах в реакционном аппарате предпочтительно проводят в присутствии окислителя для предотвращения восстановления и дезактивации катализатора, состоящего преимущественно из оксида марганца. Для этой цели в качестве способа подачи окислителя, поскольку окислитель пропускают через реакционный аппарат вместе с жидкостью, обычно достаточно подачи окислителя в по меньшей мере одну реакционную зону реакционного аппарата. Например, при подаче окислителя в первую реакционную зону указанный окислитель проходит через вторую реакционную зону или далее, и, следовательно, окислитель можно подавать в первую реакционную зону. Однако, поскольку окислитель постепенно расходуется в соответствующих реакционных зонах, особенно предпочтительно подавать окислитель также во вторую реакционную зону или далее в зависимости от концентрации окислителя в соответствующих реакционных зонах. В частности, при получении HBD согласно настоящему изобретению особенно предпочтительно подавать окислитель в первую реакционную зону и по меньшей мере одну реакционную зону, отличную от первой реакционной зоны. Очевидно, что окислитель можно подавать во все реакционные зоны.
[0055] Примеры окислителя, который можно использовать при получении HBD согласно настоящему изобретению, включают: газы, содержащие атом кислорода, такие как кислород и озон; пероксиды, такие как пероксид водорода, пероксид натрия, пероксид магния, пероксид бензоила и диацетилпероксид; перкислоты и соли перкислот, такие как надмуравьиная кислота, надуксусная кислота и персульфат аммония; или оксикислоты и оксоаты, такие как периодная кислота, перхлорная кислота, периодат натрия, йодноватая кислота, бромноватая кислота, хлорат калия и гипохлорит натрия. Из перечисленных соединений предпочтительными являются газы, содержащие атом кислорода, такие как кислород и озон, при этом кислород является особенно предпочтительным. Указанные окислители можно использовать по отдельности, или два или более из таких соединений можно использовать в комбинации. Кроме того, указанные окислители можно растворить в исходном материале или разбавителе, направляемом в реакционные зоны, или их можно подавать в реакционные зоны в форме газа. При представлении посредством молярного отношения относительно исходного материала АСН, подаваемое количество указанных окислителей предпочтительно составляет от 0,001 до 0,15 и особенно предпочтительно от 0,005 до 0,05.
[0056] При применении кислорода в качестве окислителя можно использовать чистый кислород, но, как правило, кислород применяют при разбавлении инертным газом, таким как азот и благородный газ. Также можно использовать воздух непосредственно или путем смешивания воздуха с кислородом или инертным газом для регулирования концентрации, необходимой для применения. Концентрация кислорода в таком кислородсодержащем газе не имеет особых ограничений, но предпочтительно составляет от 2 до 50 об. % и особенно предпочтительно от 5 до 10 об. %.
[0057] При применении в качестве окислителя кислородсодержащего газа предпочтительно использовать так называемый реактор с орошаемым слоем, в котором катализатор находится в виде неподвижного слоя, и реакционная жидкость протекает между твердой фазой и газовой фазой. При применении такого реактора можно осуществить эффективное диспергирование реакционной жидкости и газа и обеспечить контакт между реакционной жидкостью и катализатором. Такой способ реакции называют «непрерывной реакцией в капельном потоке». Потоки реакционной жидкости и газа могут представлять собой либо встречный поток, либо параллельный поток.
[0058] При применении в качестве окислителя кислородсодержащего газа, поскольку в случае параллельного потока указанный газ может поступать из впускного отверстия первой реакционной зоны, а в случае встречного потока - из выходного отверстия последней реакционной зоны, в случае газа, который должен пройти через все реакционные зоны, кислородсодержащий газ предпочтительно подают в первую или последнюю реакционную зону. Однако поскольку кислород постепенно расходуется в соответствующих реакционных зонах, более предпочтительно подавать кислородсодержащий газ также в реакционные зоны, отличные от первой или последней реакционной зоны, в зависимости от концентрации кислорода в соответствующих реакционных зонах. В этом случае особенно предпочтительно заменять газ в соответствующих реакционных зонах путем подачи газа с достаточной концентрацией кислорода при одновременном удалении газа, концентрация кислорода в котором уменьшилась. В этом отношении, концентрация кислорода в газе, в котором концентрация кислорода уменьшилась, не имеет особых ограничений. Например, при применении газа, содержащего кислород с концентрацией 10%, его можно подавать снова при одновременном удалении газа, концентрация кислорода в котором уменьшилась до примерно 5%. Скорость замены газа можно определить соответствующим образом в зависимости от концентрации кислорода в соответствующих реакционных зонах.
[0059] В частности, при прохождении кислородсодержащего газа в параллельном потоке предпочтительно подавать газ с достаточной концентрацией кислорода и удалять газ, концентрация кислорода в котором уменьшилась, в первой реакционной зоне и по меньшей мере одной реакционной зоне, отличной от первой реакционной зоны. Очевидно, что подачу газа с достаточной концентрацией кислорода и удаление газа, концентрация кислорода в котором уменьшилась, можно осуществить во всех реакционных зонах. Между тем, при прохождении кислородсодержащего газа во встречном потоке предпочтительно подавать газ с достаточной концентрацией кислорода и удалять газ, концентрация кислорода в котором уменьшилась, в последней реакционной зоне и по меньшей мере одной реакционной зоне, отличной от последней реакционной зоны. Очевидно, что подачу газа с достаточной концентрацией кислорода и удаление газа, концентрация кислорода в котором уменьшилась, можно осуществлять во всех реакционных зонах.
[0060] Доля газа, удаляемого из реакционных зон из-за снижения концентрации кислорода, не имеет особых ограничений. Можно отвести общее количество газа наружу из системы с последующей подачей нового газа с достаточным содержанием кислорода из точки удаления газа или соседней с ним точки. Также возможно удаление только части газа, прошедшего через участок с катализатором.
[0061] В качестве катализатора, состоящего преимущественно из оксида марганца, применяемого при получении HBD согласно настоящему изобретению, можно использовать диоксид марганца. В общем, диоксид марганца представляет собой оксид марганца, имеющий сложную формулу в интервале от MnO1,7 до MnO2, при этом известны его различные кристаллические структуры, такие как структуры α-типа, β-типа, γ-типа, δ-типа и ε-типа. Кроме того, также известны диоксиды марганца, в которых в кристаллическую структуру включен элемент, представляющий собой щелочной металл (называемые в дальнейшем «модифицированными диоксидами марганца»), при этом известны различные кристаллические структуры, такие как α-тип и δ-тип модифицированных диоксидов марганца. В настоящем изобретении указанные диоксиды марганца можно использовать соответствующим образом, но модифицированные диоксиды марганца являются более предпочтительными, и особенно предпочтительными являются модифицированные диоксиды марганца, имеющие структуру α-типа. Тип щелочного металла, включенного в модифицированные диоксиды марганца, не имеет особых ограничений, но предпочтительными являются литий, натрий и калий. Количество щелочного металла, включенного в модифицированные диоксиды марганца, не имеет особых ограничений, но при представлении посредством атомного отношения щелочного металла относительно марганца, отношение щелочной металл/марганец предпочтительно составляет от 0,005 до 0,5 и особенно предпочтительно от 0,01 до 0,25.
[0062] Диоксид марганца имеет природное происхождение, но при применении в качестве катализатора, целесообразно использовать диоксид марганца, полученный путем применения способа, в котором двухвалентный марганец окисляется с получением диоксида марганца, или способ, в котором семивалентный марганец восстанавливается с получением диоксида марганца, или комбинацию указанных способов. Примеры таких способов получения диоксида марганца включают способ, в котором перманганатное соединение восстанавливают в нейтральной или щелочной области при температуре от 20 до 100°С (Zeit. Anorg. Bcg. Chem., 309, pp. 1-32 и 121-150, (1961)), способ, в котором водный раствор перманганата калия взаимодействует с водным раствором сульфата марганца в кислой среде (J. Chem. Soc, p. 2189, (1953); публикация патента Японии № S 51-71299), способ, в котором перманганат восстанавливают с помощью гидрогалоидной кислоты (публикация патента Японии № S 63-57535), способ, в котором перманганат восстанавливают с помощью многовалентной карбоновой кислоты или многоатомного спирта (публикация патента Японии № Н 09-24275, публикация патента Японии № Н 09-19637), способ, в котором перманганат восстанавливают с помощью гидразина, гидроксикарбоновой кислоты или ее соли (публикация патента Японии № Н 06-269666), и способ, в котором водный раствор сульфата марганца подвергают электролитическому окислению.
[0063] В качестве способа получения катализатора, состоящего согласно настоящему изобретению преимущественно из оксида марганца, можно применять упомянутые выше различные способы, но предпочтительно использовать способ, в котором одновременно применяют соединение двухвалентного марганца и соединение семивалентного марганца с той точки зрения, что тем самым можно контролировать кристаллическую форму и удельную площадь поверхности модифицированного диоксида марганца и тип и количество щелочного металла. В качестве источника двухвалентного марганца, используемого для получения катализатора, предпочтительными являются водорастворимые соединения, такие как сульфаты, нитраты и галогениды, и из них особенно предпочтительными являются сульфаты. Между тем, в качестве источника семивалентного марганца предпочтительными являются перманганаты щелочных металлов и из них особенно предпочтительными являются перманганат лития, перманганат натрия и перманганат калия. В качестве источника щелочных металлов можно использовать водорастворимые соединения, такие как сульфаты, нитраты, бикарбонаты и гидроксиды, но, как правило, в качестве источника щелочных металлов особенно предпочтительно использовать упомянутые выше перманганаты. Что касается свойств жидкости, модифицированный диоксид марганца можно получить либо в кислой среде, либо в щелочной среде, но получение в кислой среде является особенно предпочтительным. В случае получения в щелочной среде перед реакцией предпочтительно промыть модифицированный диоксид марганца кислым раствором, таким как разбавленная серная кислота.
[0064] В качестве катализатора, состоящего согласно настоящему изобретению преимущественно из оксида марганца, можно также использовать диоксиды марганца, содержащие по меньшей мере один элемент, выбранный из элементов, отличных от марганца и щелочных металлов, например, элементы 2, 3, 4, 5, 6, 8, 9, 10, 11, 12, 13, 14 и 15 групп периодической системы. Из них предпочтительными являются диоксиды марганца, содержащие по меньшей мере один элемент, выбранный из щелочноземельных металлов, Sc, Y, Zr, V, Nb, Та, Cr, Mo, W, Zn, Ga, In, Ge, Sn, Pb и Bi, поскольку такие диоксиды проявляют отличную активность реакции при гидратации АСН и отличную селективность HBD. Особенно предпочтительными являются диоксиды марганца, содержащие по меньшей мере один элемент, выбранный из V, Sn и Bi, поскольку такие диоксиды проявляют особенно отличную активность реакции при гидратации АСН и отличную селективность HBD. Также возможно применение соответствующим образом диоксидов марганца, содержащих два или более элементов.
[0065] В качестве способа добавления указанных элементов к диоксиду марганца можно использовать любой способ, такой как пропитывание, адсорбция, перемешивание и соосаждение. В качестве источника элементов можно использовать водорастворимые соединения, такие как нитраты и сульфаты, и оксиды, гидроксиды и т.п. Например, при получении катализатора в виде ванадийсодержащего оксида марганца в качестве источника ванадия предпочтительно используют водорастворимые соли, такие как сульфат ванадия и хлорид ванадия, при этом особенно предпочтительно использовать сульфат ванадия. При получении катализатора в виде оловосодержащего оксида марганца в качестве источника олова предпочтительно используют водорастворимые соли, такие как сульфат олова и хлорид олова, при этом особенно предпочтительно использовать сульфат олова. При получении висмутсодержащего оксида марганца в качестве источника висмута можно использовать водорастворимые соли, такие как сульфат висмута и нитрат висмута, но особенно предпочтительно использовать оксид висмута.
[0066] Количество указанных элементов, содержащихся в диоксиде марганца, не имеет особых ограничений, но при представлении посредством атомного отношения относительно марганца отношение элементы/марганец, содержащиеся в диоксиде марганца, предпочтительно составляет от 0,001 до 0,1 и особенно предпочтительно от 0,002 до 0,04.
[0067] В настоящем изобретении особенно предпочтительный катализатор, состоящий преимущественно из оксида марганца, включает соединение, состав которого представлен формулой: MnaKbMcOd,
где Mn представляет собой марганец; K представляет собой калий; О представляет собой кислород; М представляет собой по меньшей мере один элемент, выбранный из V, Sn и Bi; и атомное соотношение элементов является следующим: когда а=1, b составляет от 0,005 до 0,5, с составляет от 0,001 до 0,1, и d составляет от 1,7 до 2,0. Кроме того, наряду с описанным выше соединением, в катализаторе, состоящем преимущественно из оксида марганца, может также содержаться гидратная вода.
[0068] При получении HBD согласно настоящему изобретению оксид марганца, полученный согласно описанному выше способу, можно формовать в форме брикета или таблетки для использования в качестве неподвижного слоя катализатора или формовать в форме гранулы или микросферы для использования в качестве слоя взвешенного катализатора, при этом указанный оксид марганца может заполнять реакционные зоны, применяемые для гидратации АСН, или диспергироваться в них. Кроме того, также можно использовать формованный продукт, полученный путем применения соединения, обладающего пластичностью и связующей способностью, такого как кремнезем и глинистый минерал.
[0069] Способ получения исходного материала АСН, который можно использовать для получения HBD согласно настоящему изобретению, не имеет особых ограничений. Например, можно использовать АСН, который синтезируют из ацетона и цианистоводородной кислоты, полученной путем реакции дегидратации формамида. Кроме того, также можно использовать АСН, который синтезируют из ацетона и цианистоводородной кислоты, полученной путем реакции между метаном и аммиаком, как в случае окисления Андруссова (Andrussow) или процесса ВМА (получение синильной кислоты из метана и аммиака), АСН, который синтезируют из ацетона и цианистоводородной кислоты, полученной путем аммоксидирования пропана или т.п. В общем, синтез АСН посредством реакции между цианистоводородной кислотой и ацетоном в количественном соотношении протекает в присутствии катализатора, такого как соединение щелочного металла, амин и основная ионообменная смола, при этом АСН получают с высоким выходом. При получении HBD согласно настоящему изобретению можно использовать АСН, синтезированный с применением указанных катализаторов. В этом случае АСН можно использовать после дистилляции и очистки, а также его можно использовать без дистилляции и очистки.
[0070] В настоящем изобретении температура реакции гидратации АСН предпочтительно составляет от 20 до 120°С и особенно предпочтительно от 30 до 90°С. Реакционное давление может представлять собой пониженное давление или высокое давление, но предпочтительно составляет от 0,01 до 1,0 МПа и особенно предпочтительно от 0,05 до 0,5 МПа. В качестве времени удерживания АСН в каждой реакционной зоне выбирают оптимальное значение в зависимости от способа реакции и активности катализатора, но, как правило, указанное время предпочтительно составляет от 30 секунд до 15 часов, более предпочтительно от 15 минут до 10 часов и особенно предпочтительно от 30 минут до 5 часов.
[0071] При получении HBD согласно настоящему изобретению рН подаваемой в реакционную зону жидкости (С), направляемой в реакционные зоны, предпочтительно доводят до 4 или более и особенно предпочтительно устанавливают в диапазоне от 4 до 8. Регулирование рН можно осуществить путем циклической подачи реакционной жидкости, как описано выше, и кроме того, можно использовать амины, описанные в публикации патента Японии № Н 11-335341, и оксиды и гидроксиды щелочных металлов, описанные в публикации патента Японии № Н 02-193952.
[0072] Реакционный аппарат для получения HBD согласно настоящему изобретению представляет собой реакционный аппарат для получения амида α-гидроксиизомасляной кислоты путем гидратации ацетонциангидрина в присутствии катализатора, состоящего преимущественно из оксида марганца, при этом указанный реакционный аппарат имеет по меньшей мере две реакционные зоны, соединенные последовательно, и дополнительно содержит:
(a) трубопровод для подачи исходного реакционного жидкого материала, содержащего ацетонциангидрин, раздельно в первую реакционную зону (I) и в по меньшей мере одну реакционную зону, отличную от первой реакционной зоны, в реакционном аппарате; и/или
(b) трубопровод для циклической подачи по меньшей мере части реакционной жидкости, удаленной из по меньшей мере одной реакционной зоны, в первую реакционную зону (I) в реакционном аппарате,
при этом реакционный аппарат дополнительно содержит трубопровод для подачи окислителя в по меньшей мере одну реакционную зону.
[0073] Реакционный аппарат для получения HBD согласно настоящему изобретению предпочтительно содержит трубопровод для циклической подачи части реакционной жидкости, удаленной из по меньшей мере одной реакционной зоны, в по меньшей мере одну реакционную зону, отличную от первой реакционной зоны. В этом случае вариант реализации трубопровода для циклической подачи реакционной жидкости, удаленной из упомянутой выше реакционной зоны, в реакционную зону, не имеет особых ограничений. Например, можно использовать вариант реализации изобретения, в котором трубопровод для циклической подачи реакционной жидкости, удаленной из реакционной зоны, автономно соединен с реакционной зоной, или вариант реализации изобретения, в котором реакционную жидкость перед подачей в реакционную зону смешивают с исходным реакционным жидким материалом и разбавителем, таким как вода, ацетон и HBD, в резервуаре для получения исходного материала, емкости для хранения или т.п., при этом указанные материалы одновременно подают в реакционную зону с помощью одного трубопровода, или вариант реализации изобретения, в котором трубопровод для циклической подачи реакционной жидкости, удаленной из реакционной зоны, соединен с трубопроводом для подачи исходного реакционного жидкого материала и разбавителя, такого как вода, ацетон и HBD, в реакционную зону или трубопровод для соединения реакционных зон. Кроме того, также возможно обеспечение реакционной зоны в середине циркуляционной линии для циклической подачи реакционной жидкости. Кроме того, реакционный аппарат может иметь по меньшей мере один циркуляционный контур, состоящий из: по меньшей мере одной реакционной зоны (II), отличной от первой реакционной зоны; по меньшей мере одной реакционной зоны (IV), из которой удаляют реакционную жидкость для циклической подачи указанной реакционной жидкости в реакционную зону; и трубопровода для соединения первой упомянутой реакционной зоны и второй упомянутой реакционной зоны, при этом более предпочтительно, чтобы реакционная зона (II) и реакционная зона (IV), которые составляют по меньшей мере один циркуляционный контур (V) из указанного циркуляционного контура, были расположены в участке, находящемся ближе к выходному отверстию реакционного аппарата согласно настоящему изобретению (ниже по потоку) по сравнению с реакционной зоной, расположенной ближе всего к входному отверстию реакционного аппарата в по меньшей мере одной реакционной зоне, из которой удаляют реакционную жидкость для циклической подачи указанной реакционной жидкости в первую реакционную зону (I). Альтернативно, при удалении реакционной жидкости из множества реакционных зон, для циклической подачи указанной реакционной жидкости в реакционную зону (I), даже более предпочтительно, чтобы реакционная зона (II) и реакционная зона (IV), которые составляют по меньшей мере один циркуляционный контур (V) в указанном циркуляционном контуре, находились в участке, расположенном ближе к выходному отверстию реакционного аппарата (ниже по потоку) по сравнению с реакционной зоной, в которой суммарное количество реакционной жидкости, удаленной из соответствующих реакционных зон, превышает 50% от общего количества реакционной жидкости, циклически подаваемой в реакционную зону (I) в первый раз, и наиболее предпочтительно, чтобы реакционная зона (II) и реакционная зона (IV), которые составляют по меньшей мере один циркуляционный контур (V) в указанном циркуляционном контуре, находились в участке, расположенном ближе к выходному отверстию реакционного аппарата (ниже по потоку) по сравнению со всеми реакционными зонами, из которых удаляют реакционную жидкость для циклической подачи указанной реакционной жидкости в первую реакционную зону (I).
[0074] Что касается расположения реакционной зоны (II) и реакционной зоны (IV), которые составляют циркуляционный контур (V), предпочтительно, чтобы реакционная зона (IV) находилась в участке, расположенном ближе к выходному отверстию реакционного аппарата согласно настоящему изобретению по сравнению с реакционной зоной (II). Альтернативно, предпочтительно, чтобы реакционная зона (II) была идентична реакционной зоне (IV).
[0075] Реакционный аппарат для получения HBD согласно настоящему изобретению предпочтительно содержит трубопровод для подачи разбавителя, содержащего по меньшей мере одно соединение, выбранное из воды, ацетона, HBD и формамида, в по меньшей мере одну реакционную зону. Реакционный аппарат более предпочтительно содержит трубопровод для подачи разбавителя в реакционную зону, в которую раздельно подают АСН. В этом случае вариант реализации трубопровода для подачи разбавителя в реакционную зону не имеет особых ограничений. Например, можно использовать вариант реализации изобретения, в котором трубопровод для подачи разбавителя автономно соединен с реакционной зоной, или вариант реализации изобретения, в котором разбавитель перед подачей в реакционную зону смешивают с исходным реакционным жидким материалом в резервуаре для получения исходного материала, при этом указанные материалы одновременно подают в реакционную зону с помощью одного трубопровода, или вариант реализации изобретения, в котором трубопровод для подачи разбавителя соединен с трубопроводом для подачи исходного реакционного жидкого материала в реакционную зону.
[0076] Реакционный аппарат для получения HBD согласно настоящему изобретению содержит трубопровод для подачи окислителя в по меньшей мере одну реакционную зону. В этом случае вариант реализации трубопровода для подачи окислителя в реакционную зону не имеет особых ограничений.
[0077] В реакционном аппарате для получения HBD согласно настоящему изобретению предпочтительно, чтобы с первой реакционной зоной (I) и/или участком, расположенным между по меньшей мере одной реакционной зоной, отличной от первой реакционной зоны, и другой реакционной зоной, или первой реакционной зоной (I) и/или средней частью по меньшей мере одной реакционной зоны, отличной от первой реакционной зоны, было соединено оборудование для удаления окислителя.
[0078]<Конкретные примеры реакционного аппарата и способ получения для реализации настоящего изобретения>
Далее будут описаны конкретные примеры предпочтительного реакционного аппарата и способ получения для реализации настоящего изобретения (комбинированный способ). Фиг. 1 представляет собой технологическую схему, на которой показан пример реакционного аппарата для получения HBD, состоящий из трех реакторов, то есть первого реактора 1а, второго реактора 1b и третьего реактора 1с.
[0079] В первом реакторе 1а, втором реакторе 1b и третьем реакторе 1с имеются, соответственно, первая реакционная зона 2а, вторая реакционная зона 2b и третья реакционная зона 2с, каждая из которых заполнена катализатором. К первому реактору 1а подсоединены линия 10а подачи реакционной жидкости, которую подают во впускное отверстие первой реакционной зоны, и линия 4а подачи окислителя, и к противоположной стороне с другой стороны первой реакционной зоны 2а подсоединены сливная линия 11а для реакционной жидкости, вытекающей из выходного отверстия первой реакционной зоны, и линия 5а удаления окислителя. Ко второму реактору 1b подсоединены линия подачи 10b реакционной жидкости, которую подают во впускное отверстие второй реакционной зоны, и линия подачи окислителя 4b, и к противоположной стороне с другой стороны второй реакционной зоны 2b подсоединены сливная линия 11b для реакционной жидкости, вытекающей из выходного отверстия второй реакционной зоны, и линия 5b удаления окислителя. К третьему реактору 1с подсоединены линия 10с подачи реакционной жидкости, которую подают во впускное отверстие третьей реакционной зоны, и линия 4с подачи окислителя, и к противоположной стороне с другой стороны третьей реакционной зоны 2с подсоединены сливная линия 11с для реакционной жидкости, вытекающей из выходного отверстия третьей реакционной зоны, и линия 5с удаления окислителя.
[0080] 3а и 3b представляют собой линию подачи исходного реакционного жидкого материала, содержащего АСН. 6а и 6b представляют собой циркуляционную линию для возврата реакционной жидкости, выходящей из выходного отверстия реакционной зоны, во впускное отверстие начальной реакционной зоны. 7 представляет собой охлаждающее устройство для охлаждения реакционной жидкости, циркулирующей из выходного отверстия реакционной зоны. 8 представляет собой насос для доставки реакционной жидкости, выходящей из выходного отверстия реакционной зоны. 9 представляет собой нагреватель для нагревания исходного реакционного жидкого материала до предварительно определенной температуры. 12а и 12b представляют собой резервуары для жидкости для временного хранения реакционной жидкости, поступающей из выходного отверстия реакционной зоны.
[0081] Будет описан пример способа получения HBD с применением реакционного аппарата, показанного на фиг. 1. Исходный реакционный жидкий материал, содержащий АСН, раздельно поступает из линий 3а и 3b подачи исходного реакционного жидкого материала через нагреватели 9. Из 3а смешанный исходный материал, полученный путем добавления по меньшей мере ацетона к смеси АСН и воды, подают в качестве исходного реакционного жидкого материала. Тем временем, из 3b подают только АСН в качестве исходного материала или смешанный исходный материал, полученный путем добавления к АСН по меньшей мере воды и/или ацетона, в качестве исходного реакционного жидкого материала. Следует отметить, что на фиг. 1 исходные реакционные материалы, содержащие АСН, воду, ацетон и т.п., смешивают вместе, и затем полученную смесь направляют в реакторы с помощью 3а и 3b, но указанные компоненты также можно соответствующим образом подавать в реакторы, используя независимые линии подачи.
[0082] Концентрация АСН и концентрация воды в исходном реакционном жидком материале, поступающем из 3а, не имеют особых ограничений, но с практической точки зрения предпочтительно, чтобы концентрация АСН составляла от 30 до 60 масс. %, и чтобы концентрация воды составляла от 70 до 40 масс. %, при этом особенно предпочтительно, чтобы концентрация АСН составляла от 35 до 50 масс. %, и чтобы концентрация воды составляла от 65 до 50 масс. %. Кроме того, концентрация ацетона в исходном реакционном жидком материале не имеет особых ограничений, но предпочтительно составляет от 3 до 20 масс. % и более предпочтительно от 5 до 15 масс. %. Между тем, концентрация АСН и концентрация воды в исходном реакционном жидком материале, поступающем из 3b, не имеют особых ограничений, при этом предпочтительно, чтобы концентрация АСН составляла от 30 до 100 масс. %, и чтобы концентрация воды составляла от 0 до 50 масс. %. Кроме того, концентрация ацетона в исходном реакционном жидком материале предпочтительно составляет от 0 до 20 масс. %.
[0083] Исходный реакционный жидкий материал, содержащий АСН, поступающий из 3а и 3b, смешивают с реакционной жидкостью из выходного отверстия реакционной зоны, циркулирующей из 6а и 6b, и полученную смесь направляют в соответствующие реакторы через 10а и 10b. Как описано ранее, отношение скорости подачи реакционной жидкости на выходе из реакционной зоны, циркулирующей из 6а и 6b (X), к разнице между скоростью подачи всей реакционной жидкости, подаваемой в реакционные зоны 2а и 2b (Y), и скоростью подачи реакционной жидкости, циклически поступающей из 6а и 6b (X) ((X)/((Y)-(X))), то есть коэффициент циркуляции, не имеет особых ограничений, но при представлении посредством отношения объемных скоростей указанное отношение предпочтительно составляет от 0,5 до 50 и особенно предпочтительно от 1 до 20. Следует отметить, что на фиг. 1 исходный реакционный жидкий материал смешивают с реакционной жидкостью из выходного отверстия реакционной зоны и затем полученную смесь подают в реакторы через 10а и 10b, но указанные жидкости также можно соответствующим образом подавать в реакторы, используя независимые линии подачи.
[0084] Гидратацию АСН осуществляют с применением приведенных ранее температуры реакции и давления реакции. Способ регулирования температуры реакции гидратации АСН не имеет особых ограничений. Например, можно использовать: способ, в котором теплоноситель или рубашку с циркулирующей горячей водой помещают вокруг реакционной зоны, заполненной катализатором; способ, в котором змеевик теплообменника размещают внутри реакционной зоны; и способ, в котором теплоудерживающие средства для предотвращения рассеяния тепла устанавливают снаружи реакционной зоны и размещают нагреватель 9 или охлаждающее устройство 7 на линиях для протекания исходного реакционного жидкого материала и реакционной жидкости, выходящей из выходного отверстия реакционной зоны (3а, 6а, 13а, 3b, 6b и 13b на фиг. 1), для регулирования температуры реакционной жидкости. Следует отметить, что на фиг. 1 показан пример, в котором используют нагреватель 9 и охлаждающее устройство 7, но применение нагревателя 9 и охлаждающего устройства 7 не требуется, когда температуру смеси исходного реакционного жидкого материала и реакционной жидкости, выходящей из выходного отверстия реакционной зоны, можно контролировать до установления предварительно определенной температуры для проведения гидратации АСН без применения нагревателя 9 и охлаждающего устройства 7. С практической точки зрения предпочтительно обеспечить нагреватель 9 и охлаждающее устройство 7 для регулирования температуры реакции, поскольку это облегчает стабильную работу реакционного аппарата.
[0085] Как описано ранее, для предотвращения восстановления и дезактивации катализатора, состоящего преимущественно из оксида марганца, окислитель поступает из линий 4а, 4b и 4с подачи окислителя. При применении в качестве окислителя кислородсодержащего газа, кислородсодержащий газ подают из линий 4а, 4b и 4с подачи окислителя, при этом газ, концентрация кислорода в котором уменьшилась, удаляют из линий 5а, 5b и 5с удаления окислителя. В качестве газа, который поступает из 4а, 4b и 4с, можно использовать свежий кислородсодержащий газ или можно использовать газ, полученный путем смешивания газа, концентрация кислорода в котором уменьшилась, удаленного из 5а, 5b и 5с, со свежим кислородсодержащим газом, что позволяет обеспечить достаточную концентрацию кислорода. Когда газ, удаленный из 5а, 5b и 5с, все еще имеет достаточную концентрацию кислорода, его можно непосредственно подавать в начальную реакционную зону или другие реакционные зоны через 4а, 4b и 4с.
[0086] В первой реакционной зоне 2а часть АСН, поступающего из линии 10а подачи реакционной жидкости, превращается в HBD путем гидратации. Реакционную жидкость из выходного отверстия реакционной зоны, вытекающую из первой реакционной зоны 2а, пропускают через сливную линию 11а и подвергают временному хранению в резервуаре 12а для жидкости. После этого ее раздельно подают через 6а в первую реакционную зону в качестве циркуляционной жидкости и через 13а во вторую реакционную зону в качестве питающей жидкости при предварительно определенном соотношении. Как правило, скорость подачи жидкости во вторую реакционную зону такая же, что и скорость подачи исходного реакционного жидкого материала, поступающего из 3а.
[0087] Питающую жидкость, поступающую во вторую реакционную зону из 13а, объединяют с исходным реакционным жидким материалом, подаваемым из 3b, и циркуляционной жидкостью из выходного отверстия второй реакционной зоны, поставляемой из 6b, и полученную смесь подают во вторую реакционную зону 2b через линию 10b подачи реакционной жидкости. Во второй реакционной зоне АСН, поступающий из 3b, и АСН, циркулирующий из 6b, превращаются в HBD, и поэтому концентрация HBD в реакционной жидкости на выходе из второй реакционной зоны выше концентрации HBD в реакционной жидкости на выходе из первой реакционной зоны. Реакционную жидкость из выходного отверстия реакционной зоны, вытекающую из второй реакционной зоны 2b, пропускают через сливную линию 11b и подвергают временному хранению в резервуаре 12b для жидкости. После этого ее раздельно подают через 6b во вторую реакционную зону в качестве циркуляционной жидкости и через 13b в третью реакционную зону в качестве питающей жидкости при предварительно определенном соотношении. Как правило, скорость подачи жидкости в третью реакционную зону такая же, что и суммарная скорость подачи исходного реакционного жидкого материала, поступающего из 3b, и скорость подачи жидкости во вторую реакционную зону, поступающей из 13а.
[0088] Питающую жидкость, поступающую в третью реакционную зону из 13b, подают в третью реакционную зону 2с через 10с. В третьей реакционной зоне 2с основная часть АСН в реакционной жидкости превращается в HBD, и в конечном счете получают раствор HBD с концентрацией 40 масс. % или более, который подают из 11с в аппарат для проведения следующего процесса или в устройство для хранения.
[0089] Технологическая схема предпочтительного реакционного аппарата для реализации настоящего изобретения не ограничена фиг. 1. Например, существуют различные способы, такие как: способ, в котором в одном реакторе имеется множество реакционных зон и к каждой из указанных зон подведена циркуляционная линия реакционной жидкости (фиг. 2); способ, в котором реакционную жидкость удаляют из средней части одной реакционной зоны, температуру жидкости регулируют с помощью теплообменника и затем жидкость возвращают в реакционную зону (фиг. 3); и способ, в котором циркуляционную жидкость возвращают во множество участков в одной реакционной зоне (фиг. 4).
ПРИМЕРЫ
[0090] Далее, настоящее изобретение будет более конкретно описано с помощью примеров и сравнительных примеров. Однако объем настоящего изобретения не ограничен указанными примерами.
[0091]
Получение катализатора
К раствору, полученному путем растворения 62,92 г (0,398 моль) перманганата калия в 220 мл воды, добавляли путем быстрого вливания при перемешивании при 75°С раствор, полученный путем растворения 54,43 г (0,322 моль) моногидрата сульфата марганца в 215 мл воды и дополнительного смешивания его с 99,54 г (0,964 моль) концентрированной серной кислоты. Полученную смесь непрерывно перемешивали при 70°С в течение 2 часов и затем дополнительно перемешивали при 90°С в течение 4 часов для вызревания. После этого в указанную смесь добавляли путем быстрого вливания раствор, полученный при суспендировании 1,90 г (0,007 моль) оксида висмута (III) в 440 мл воды. Смесь перемешивали при комнатной температуре в течение 30 минут и затем полученный осадок фильтровали и промывали 4 раза 200 мл воды, получая, тем самым, осажденный фильтрационный осадок.
Полученный осадок формовали, применяя экструдер (диаметр цилиндра: 35 мм ϕ, диаметр насадки: 1,5 мм ϕ ×24 отверстия, показатель площади отверстия: 4,4%, тип, основанный на давлении масла), и продукт высушивали при 110°С в течение 15 часов с помощью вентилируемой сушильной установки, получая, тем самым, примерно 60 г прессованного катализатора в виде брикета с диаметром примерно 1 мм ϕ и длиной от 5 до 10 мм. В полученном катализаторе измеряли содержание металлических компонентов и в каждом случае отношение висмут/калий/марганец составляло 0,01/0,09/1,0 (атомное отношение).
Гидратация АСН
[0092]
[Пример 1]
Гидратацию АСН осуществляли с применением реакционного аппарата, показанного на фиг. 5. 1a, 1b и 1с представляют собой выполненный из стекла реактор с внутренним диаметром примерно 18 мм ϕ, оборудованный рубашкой (первый реактор, второй реактор и третий реактор, соответственно). 2а представляет собой первую реакционную зону, которая была заполнена 16 г катализатора, полученного согласно описанному выше способу. 2b представляет собой вторую реакционную зону, которая была заполнена 16 г катализатора, полученного согласно описанному выше способу. 2с представляет собой третью реакционную зону, которая была заполнена 8 г катализатора, полученного согласно описанному выше способу. За представляет собой первую линию подачи исходного реакционного жидкого материала, при этом первый исходный реакционный жидкий материал, содержащий 55,5 масс. % чистой воды, 9,5 масс. % ацетона и 35 масс. % АСН, подавали со скоростью 14,8 г/час. 3b представляет собой вторую линию подачи исходного реакционного жидкого материала, при этом второй исходный реакционный жидкий материал, содержащий 17 масс. % чистой воды, 13 масс. % ацетона и 70 масс. % АСН, подавали со скоростью 2,47 г/час. Доля АСН, подаваемого в первую линию подачи исходного реакционного жидкого материала, ко всему подаваемому АСН, составляла 75 масс. %. 4а представляет собой первую линию подачи окислителя, при этом кислородсодержащий газ, содержащий 9% кислорода и 91% азота в расчете на объем, подавали со скоростью 26,7 мл/час. Кислородсодержащий газ, поступающий из 4а, пропускали через первую реакционную зону 2а и направляли в выходное отверстие первого реактора 11a (в сливную линию) и в сборник 12а реакционной жидкости (резервуар для жидкости) на выходе из первой реакционной зоны и полностью отводили из первой линии 5а удаления окислителя наружу из системы. 4b представляет собой вторую линию подачи окислителя, и кислородсодержащий газ, содержащий 9% кислорода и 91% азота в расчете на объем, подавали со скоростью 26,7 мл/час. Кислородсодержащий газ, поступающий из 4b, пропускали через вторую реакционную зону 2b, выходное отверстие второго реактора 11b (сливную линию), сборник 12b реакционной жидкости (резервуар для жидкости) на выходе из второй реакционной зоны и линию 10с подачи жидкости на входе в третью реакционную зону и направляли в третий реактор 1с и дополнительно пропускали через третью реакционную зону 2с и затем удаляли из выходного отверстия третьего реактора 11с (сливной линии) наружу из системы вместе с реакционной жидкостью на выходе из третьей реакционной зоны. Всю реакционную жидкость на выходе из первой реакционной зоны, вытекающую из выходного отверстия первого реактора 11а, временно собирали в сборник 12а реакционной жидкости на выходе из первой реакционной зоны. Часть собранной реакционной жидкости направляли со скоростью 120 г/час в линию 10а подачи жидкости на входе в первую реакционную зону через циркуляционную линию 6а для реакционной жидкости, выходящей из выходного отверстия первой реакционной зоны, с помощью жидкостного нагнетательного насоса 8а. Коэффициент циркуляции реакционной жидкости, циркулирующей во впускное отверстие первой реакционной зоны, составлял 8,1. Сборник реакционной жидкости 12а на выходе из первой реакционной зоны оборудован датчиком уровня жидкости, и реакционную жидкость, вытекающую из выходного отверстия первого реактора 11а со скоростью более 120 г/час, направляли во второй реактор 1b через линию 13а нагнетания жидкости, ведущую во вторую реакционную зону, при одновременном регулировании уровня жидкости в сборнике 12а реакционной жидкости на выходе из первой реакционной зоны до постоянного значения посредством датчика уровня жидкости и жидкостного нагнетательного насоса 8t. Скорость подачи жидкости, поступающей из жидкостного нагнетательного насоса 8t, составляла 14,8 г/час. 12b представляет собой сборник реакционной жидкости (резервуар для жидкости) на выходе из второй реакционной зоны. Всю реакционную жидкость, вытекающую из выходного отверстия второго реактора 11b (сливной линии) временно собирали в сборнике 12b жидкого продукта реакции на выходе из второй реакционной зоны. Часть собранной реакционной жидкости направляли со скоростью 26,5 г/час в линию 10b подачи жидкости на входе во вторую реакционную зону через циркуляционную линию 6b для реакционной жидкости, выходящей из выходного отверстия второй реакционной зоны, с помощью жидкостного нагнетательного насоса 8b. Коэффициент циркуляции реакционной жидкости, циркулирующей во впускное отверстие второй реакционной зоны, составлял 1,5. Реакционная жидкость на выходе из второй реакционной зоны, вытекающая из выходного отверстия второго реактора 11b со скоростью более 26,5 г/час, переливалась из отверстия, расположенного на боковой поверхности сборника 12b реакционной жидкости на выходе из второй реакционной зоны и была направлена в третий реактор 1с через трубу 13b для подачи жидкости (линию нагнетания жидкости). Следует отметить, что кислородсодержащий газ, поступающий из второй линии подачи окислителя, направляли в третий реактор 1с из этой же трубы 13b для подачи жидкости. Реакционную жидкость на выходе из второй реакционной зоны, направленную в третий реактор 1с, пропускали через третью реакционную зону 2с и удаляли из выходного отверстия третьего реактора 11с наружу из системы. В каждой из реакционных зон 2а, 2b и 2с реакционная жидкость стекала на поверхность катализатора и в каждом случае слой катализатора удерживали в состоянии так называемого «орошаемого слоя». Жидкость в сборнике 12а реакционной жидкости на выходе из первой реакционной зоны, жидкость в сборнике 12b реакционной жидкости на выходе из второй реакционной зоны и жидкость на выходе из третьего реактора 11с анализировали с помощью ВЭЖХ и определяли концентрацию АСН. Температуру реакции регулировали соответствующим образом с тем, чтобы концентрация АСН на выходе из третьего реактора 11с не превышала 1 масс. %. Объем производства HBD в качестве целевого продукта и зависимое от времени изменение конверсии АСН в качестве исходного материала показаны в таблице 1 и концентрация АСН в жидкостях на входе и выходе из реакторов 1a, 1b и 1с, рассчитанная на основе результатов анализа и скоростей потоков жидкостей, показана в таблице 2. Следует отметить, что в каждый момент выход HBD в качестве целевого продукта на выходе из третьего реактора 11с составлял 95% или более. Кроме того, концентрацию марганца в жидкости в сборнике 12а реакционной жидкости на выходе из первой реакционной зоны измеряли с помощью поляризованного зеемановского атомно-абсорбционного спектрометра (изготовленного компанией Hitachi High-Technologies, Z-2000). Результаты показаны в таблице 2.
В тот момент, когда температура реакции для поддержания концентрации АСН на выходе из третьего реактора 11с на уровне 1% или менее достигла 56°С или выше, реакция прекращалась. Период работы составил 750 дней, при этом общий объем производства HBD составил 3717,8 г на 1 г катализатора.
[0093]

[0094]
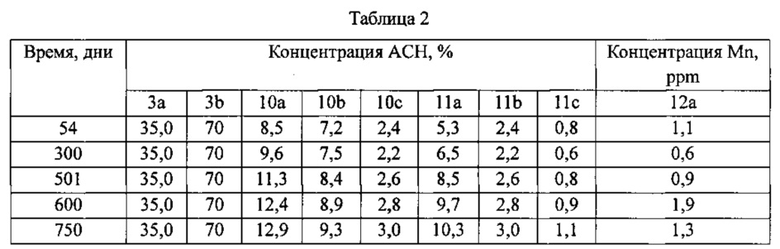
[0095]
[Пример 2]
Гидратацию АСН осуществляли в тех же условиях реакции, что и условия в примере 1, за исключением того, что исходный реакционный жидкий материал, содержащий 50 масс. % чистой воды, 10 масс. % ацетона и 40 масс. % АСН, подавали из первой линии 3а подачи исходного реакционного жидкого материала со скоростью 17,28 г/час и исходный материал не подавали из второй линии 3b подачи исходного реакционного жидкого материала. Объем производства HBD в качестве целевого продукта и зависимое от времени изменение конверсии АСН в качестве исходного материала показаны в таблице 3, и концентрация АСН в жидкостях на входе и выходе из реакторов 1a, 1b и 1с, рассчитанная на основе результатов анализа и скоростей потоков жидкостей, показана в таблице 4. Следует отметить, что в каждый момент выход HBD в качестве целевого продукта на выходе из третьего реактора 11с (сливной линии) составлял 95% или более. Кроме того, концентрацию марганца в жидкости в сборнике 12а реакционной жидкости (резервуаре для жидкости) на выходе из первой реакционной зоны измеряли с помощью поляризованного зеемановского атомно-абсорбционного спектрометра (изготовленного компанией Hitachi High-Technologies, Z-2000). Результаты показаны в таблице 4. Концентрация Mn в реакционной жидкости на выходе из первой реакционной зоны составляла от 1,8 до 2,0 ppm.
На 102 день реакции температура реакции, необходимая для поддержания концентрации АСН на выходе из третьего реактора 11с на уровне 1% или менее, составляла 47,5°С и в этот момент общий объем производства HBD составлял 483,8 г на 1 г катализатора.
[0096]
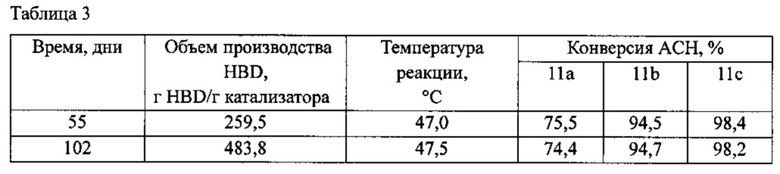
[0097]
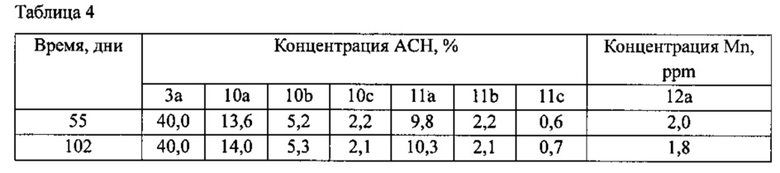
[0098]
[Пример 3]
Гидратацию ацетонциангидрина осуществляли с применением реакционного аппарата, показанного на фиг. 6. 1a, 1b и 1с представляют собой выполненный из стекла реактор с внутренним диаметром примерно 18 мм ϕ, оборудованный рубашкой (первый реактор, второй реактор и третий реактор, соответственно). 2а представляет собой первую реакционную зону, которая была заполнена 8 г катализатора, полученного согласно описанному выше способу. 2b представляет собой вторую реакционную зону, которая была заполнена 8 г катализатора, полученного согласно описанному выше способу. 2с представляет собой третью реакционную зону, которая была заполнена 8 г катализатора, полученного согласно описанному выше способу. 3а представляет собой трубу для подачи исходного материала (линию подачи), и первый исходный материал, содержащий 50,0 масс. % чистой воды, 10,0 масс. % ацетона и 40 масс. % ацетонциангидрина (обозначенного в таблицах АСН), подавали со скоростью 12,0 г/час. 4а представляет собой трубу для подачи окислителя (линию подачи), и в качестве кислородсодержащего газа подавали воздух со скоростью 16,0 мл/час. Кислородсодержащий газ, поступающий из 4а, пропускали через первую реакционную зону 2а и дополнительно пропускали через выходное отверстие реактора 11а (сливную линию), первый сборник 12а реакционной жидкости (резервуар для жидкости), трубу 13а для подачи жидкости (линию нагнетания жидкости), второй реактор 1b, вторую реакционную зону 2b, выходное отверстие реактора 11b (сливную линию), второй сборник 12b реакционной жидкости (резервуар для жидкости), трубу 13b для подачи жидкости (линию нагнетания жидкости), третий реактор 1с и третью реакционную зону 2с и выгружали вместе с реакционной жидкостью из выходного отверстия реактора 11с (сливной линии) наружу из системы. 12а представляет собой первый сборник реакционной жидкости. Всю реакционную жидкость, вытекающую из первого реактора 1а, временно собирали в первом сборнике 12а реакционной жидкости и направляли со скоростью 120 г/час в трубу 10а для подачи реакционной жидкости (линию подачи) через циркуляционную линию 6а реакционной жидкости с помощью жидкостного нагнетательного насоса 8а. Реакционная жидкость, вытекающая из первого реактора 1а со скоростью более 120 г/час, переливалась из отверстия, расположенного на боковой поверхности первого сборника 12а реакционной жидкости и была направлена во второй реактор 1b через трубу 13а для подачи жидкости. Реакционную жидкость, направляемую из трубы 10b для подачи реакционной жидкости во второй реактор 1b, пропускали через вторую реакционную зону 2b и направляли из выходного отверстия реактора 11b во второй сборник 12b жидкости для временного хранения. Реакционную жидкость направляли со скоростью 120 г/час из второго сборника 12b жидкости в трубу 10b для подачи реакционной жидкости через циркуляционную линию 6b реакционной жидкости с помощью жидкостного нагнетательного насоса 8b. Реакционная жидкость, вытекающая из второго реактора 1b со скоростью более 120 г/час, переливалась из отверстия, расположенного на боковой поверхности второго сборника 12b реакционной жидкости, и была направлена в третий реактор 1с через трубу 13b для подачи жидкости. Реакционную жидкость, направленную в третий реактор 1с, пропускали через третью реакционную зону 2с и выгружали из выходного отверстия третьего реактора 11с наружу из системы. В каждой из реакционных зон 2а, 2b и 2с реакционная жидкость стекала на поверхность катализатора и в каждом случае слой катализатора удерживали в состоянии так называемого «орошаемого слоя». Реакционную жидкость в первом сборнике 12а реакционной жидкости, реакционную жидкость во втором сборнике 12b реакционной жидкости и реакционную жидкость на выходе из третьего реактора 11с анализировали с помощью ВЭЖХ и определяли концентрацию ацетонциангидрина. Температуру реакции регулировали соответствующим образом с тем, чтобы концентрация ацетонциангидрина на выходе из третьего реактора 11с не превышала 1 масс. %. Объем производства амида α-гидроксиизомасляной кислоты (HBD) в качестве целевого продукта и зависимое от времени изменение конверсии ацетонциангидрина в качестве исходного материала показаны в таблице 5, и концентрация ацетонциангидрина в реакционных жидкостях на входе и выходе из реакторов 1a, 1b и 1с, рассчитанная на основе результатов анализа и скоростей потоков реакционных жидкостей, показана в таблице 6. Следует отметить, что в каждый момент выход амида α-гидроксиизомасляной кислоты в качестве целевого продукта на выходе из третьего реактора 11 с составлял 95% или более. Кроме того, концентрацию марганца в реакционной жидкости в первом сборнике 12а реакционной жидкости измеряли с применением атомно-абсорбционного спектрометра (изготовленного компанией Hitachi High-Technologies, Z-2000). Результаты показаны в таблице 6.
В тот момент, когда температура реакции для поддержания концентрации ацетонциангидрина на выходе из третьего реактора 11с на уровне 1% или менее достигала 56°С или выше, реакция прекращалась. Общий объем производства амида α-гидроксиизомасляной кислоты составлял 2261,5 г на 1 г катализатора.
[0099]
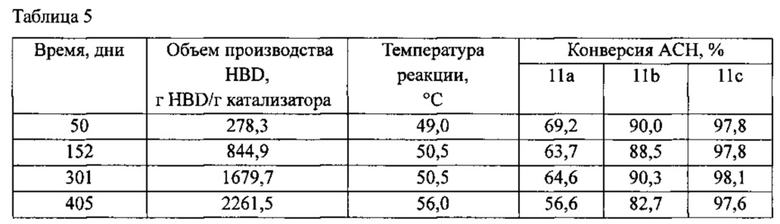
[0100]


[0101]
Настоящее изобретение также включает следующие варианты реализации:
<1> Способ получения амида α-гидроксиизомасляной кислоты путем гидратации ацетонциангидрина в присутствии катализатора, состоящего преимущественно из оксида марганца, с применением реакционного аппарата, в котором по меньшей мере две реакционные зоны соединены последовательно, при этом указанный способ включает по меньшей мере одну стадию, выбранную из:
стадии (А) подачи исходного реакционного жидкого материала, содержащего ацетонциангидрин, в первую реакционную зону (I) и по меньшей мере одну реакционную зону (II), отличную от первой реакционной зоны, в реакционном аппарате; и
стадии (В) циклической подачи по меньшей мере части реакционной жидкости, удаленной из по меньшей мере одной реакционной зоны (III), в первую реакционную зону (I) в реакционном аппарате.
<2> Способ получения амида α-гидроксиизомасляной кислоты по пункту <1>, отличающийся тем, что количество соединенных последовательно реакционных зон составляет 7 или менее.
<3> Способ получения амида α-гидроксиизомасляной кислоты по пункту <1> или <2>, отличающийся тем, что количество реакционных зон, в которые на стадии (А) подают исходный реакционный жидкий материал, содержащий ацетонциангидрин, составляет 5 или менее.
<4> Способ получения амида α-гидроксиизомасляной кислоты по любому из пунктов <1>-<3>, отличающийся тем, что молярное отношение воды и ацетонциангидрина в подаваемой в реакционную зону жидкости (С), направляемой в реакционные зоны, является таким, что количество воды составляет от 1 до 200 молей относительно 1 моля ацетонциангидрина.
<5> Способ получения амида α-гидроксиизомасляной кислоты по пункту <4>, отличающийся тем, что подаваемая в реакционную зону жидкость (С) содержит ацетон.
<6> Способ получения амида α-гидроксиизомасляной кислоты по пункту <4> или <5>, отличающийся тем, что подаваемая в реакционную зону жидкость (С) содержит амид α-гидроксиизомасляной кислоты.
<7> Способ получения амида α-гидроксиизомасляной кислоты по любому из пунктов <1>-<6>, отличающийся тем, что доля ацетонциангидрина в общем количестве подаваемой в реакционную зону жидкости (С) составляет 25 масс. % или менее.
<8> Способ получения амида α-гидроксиизомасляной кислоты по любому из пунктов <1>-<7>, отличающийся тем, что концентрация ацетонциангидрина в исходном реакционном жидком материале составляет 30 масс. % или более.
<9> Способ получения амида α-гидроксиизомасляной кислоты по любому из пунктов <1>-<8>, отличающийся тем, что на стадии (В) по меньшей мере часть реакционной жидкости, удаленной из по меньшей мере одной реакционной зоны (III), дополнительно циклически подают в по меньшей мере одну реакционную зону (II), отличную от первой реакционной зоны.
<10> Способ получения амида α-гидроксиизомасляной кислоты по любому из пунктов <1>-<9>, отличающийся тем, что в по меньшей мере одну реакционную зону (III) в реакционном аппарате подают окислитель.
<11> Способ получения амида α-гидроксиизомасляной кислоты по любому из пунктов <1>-<10>, отличающийся тем, что окислитель подают во все реакционные зоны в реакционном аппарате.
<12> Способ получения амида α-гидроксиизомасляной кислоты по пункту <10> или <11>, отличающийся тем, что в качестве окислителя применяют газ, содержащий атом кислорода.
<13> Способ получения амида α-гидроксиизомасляной кислоты по пункту <10> или <11>, отличающийся тем, что в качестве окислителя применяют кислородсодержащий газ, при этом концентрация кислорода в кислородсодержащем газе составляет от 2 до 50 об. %.
<14> Способ получения амида α-гидроксиизомасляной кислоты по пункту <13>, отличающийся тем, что замену газа в реакционной зоне обеспечивают путем подачи газа с достаточной концентрацией кислорода при одновременном удалении газа с пониженной концентрацией кислорода.
<15> Способ получения амида α-гидроксиизомасляной кислоты по любому из пунктов <12>-<14>, отличающийся тем, что способ реакции представляет собой способ непрерывной реакции в капельном потоке.
<16> Способ получения амида α-гидроксиизомасляной кислоты по любому из пунктов <1>-<15>, отличающийся тем, что катализатор, состоящий преимущественно из оксида марганца, представляет собой диоксид марганца.
<17> Способ получения амида α-гидроксиизомасляной кислоты по любому из пунктов <1>-<16>, отличающийся тем, что катализатор, состоящий преимущественно из оксида марганца, содержит соединение, состав которого представлен формулой: MnaKbMcOd,
где: Mn представляет собой марганец; K представляет собой калий; О представляет собой кислород; М представляет собой по меньшей мере один элемент, выбранный из V, Sn и Bi; и атомное соотношение элементов является следующим: когда а=1, b составляет от 0,005 до 0,5, с составляет от 0,001 до 0,1, и d составляет от 1,7 до 2,0.
<18> Способ получения амида α-гидроксиизомасляной кислоты по пункту <17>, отличающийся тем, что катализатор, состоящий преимущественно из оксида марганца, дополнительно содержит гидратную воду.
<19> Способ получения амида α-гидроксиизомасляной кислоты по пункту <1>, включающий стадию (А) и стадию (В).
<20> Способ получения амида α-гидроксиизомасляной кислоты по пункту <19>, отличающийся тем, что доля количества ацетонциангидрина, содержащегося в исходном реакционном жидком материале, подаваемом в первую реакционную зону, к общему количеству ацетонциангидрина, содержащегося в исходном реакционном жидком материале, подаваемом в реакционный аппарат на стадии (А), составляет от 50 до 98 масс. %.
<21> Способ получения амида α-гидроксиизомасляной кислоты по пункту <19> или <20>, отличающийся тем, что коэффициент циркуляции на стадии (В) составляет от 0,5 до 50 при представлении посредством отношения объемных скоростей.
<22> Реакционный аппарат для получения амида α-гидроксиизомасляной кислоты путем гидратации ацетонциангидрина в присутствии катализатора, состоящего преимущественно из оксида марганца, при этом указанный реакционный аппарат имеет по меньшей мере две соединенные последовательно реакционные зоны и дополнительно содержит:
(a) трубопровод для подачи исходного реакционного жидкого материала, содержащего ацетонциангидрин, в первую реакционную зону (I) и по меньшей мере одну реакционную зону (II), отличную от первой реакционной зоны, в реакционном аппарате; и/или
(b) трубопровод для циклической подачи по меньшей мере части реакционной жидкости, удаленной из по меньшей мере одной реакционной зоны (III), в первую реакционную зону (I) в реакционном аппарате.
<23> Реакционный аппарат по пункту <22>, отличающийся тем, что в (b) реакционный аппарат дополнительно содержит трубопровод для циклической подачи по меньшей мере части реакционной жидкости, удаленной из по меньшей мере одной реакционной зоны (III), в по меньшей мере одну реакционную зону (II), отличную от первой реакционной зоны.
<24> Реакционный аппарат по пункту <22> или <23>, который дополнительно содержит трубопровод для подачи разбавителя, содержащего по меньшей мере одно соединение, выбранное из воды, ацетона, амида α-гидроксиизомасляной кислоты и формамида, в по меньшей мере одну реакционную зону (III).
<25> Реакционный аппарат по любому из пунктов <22>-<24>, который дополнительно содержит трубопровод для подачи окислителя в по меньшей мере одну реакционную зону (III).
<26> Реакционный аппарат по любому из пунктов <22>-<25>, отличающийся тем, что с первой реакционной зоной (I) и/или участком, расположенным между по меньшей мере одной реакционной зоной (II), отличной от первой реакционной зоны, и другой реакционной зоной, или первой реакционной зоной (I) и/или средней частью по меньшей мере одной реакционной зоны (II), отличной от первой реакционной зоны, соединено оборудование для удаления окислителя.
РАСШИФРОВКА БУКВЕННЫХ ИЛИ ЧИСЛОВЫХ ОБОЗНАЧЕНИЙ
[0102]
1а: первый реактор
1b: второй реактор
1с: третий реактор
2а: первая реакционная зона
2b: вторая реакционная зона
2с: третья реакционная зона
3а, 3b: линия подачи исходного реакционного жидкого материала
4а, 4b, 4с: линия подачи окислителя
5а, 5b, 5с: линия удаления окислителя
6а, 6b: циркуляционная линия
7: охлаждающее устройство
8: насос
9: нагреватель
10а, 10b, 10с: линия подачи реакционной жидкости
11а, 11b, 11с: сливная линия для реакционной жидкости
12а, 12b: резервуар для жидкости
13а, 13b: линия нагнетания жидкости
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ МЕТАКРИЛОВОЙ КИСЛОТЫ | 2012 |
|
RU2602080C2 |
| СПОСОБ ПОЛУЧЕНИЯ АМИДА КАРБОНОВОЙ КИСЛОТЫ ИЗ КАРБОНИЛЬНОГО СОЕДИНЕНИЯ И ЦИАНИСТОВОДОРОДНОЙ КИСЛОТЫ | 2009 |
|
RU2552619C9 |
| СПОСОБ ПОЛУЧЕНИЯ АЛКИЛ(МЕТ)АКРИЛАТОВ | 2006 |
|
RU2409552C2 |
| КАТАЛИЗАТОР ДЛЯ ПРЕВРАЩЕНИЯ НИТРИЛОВ КАРБОНОВЫХ КИСЛОТ | 2009 |
|
RU2496575C2 |
| СПОСОБ ПОЛУЧЕНИЯ СЛОЖНЫХ ЭФИРОВ α-ГИДРОКСИКАРБОНОВЫХ КИСЛОТ | 2010 |
|
RU2533117C2 |
| СПОСОБ ПОЛУЧЕНИЯ АЦЕТОНЦИАНГИДРИНА | 2007 |
|
RU2497805C2 |
| СПОСОБ ПОЛУЧЕНИЯ СЛОЖНЫХ АЛКИЛОВЫХ ЭФИРОВ МЕТАКРИЛОВОЙ КИСЛОТЫ АЗЕОТРОПНОЙ ДИСТИЛЛЯЦИЕЙ | 2007 |
|
RU2472770C2 |
| ДИСТИЛЛЯЦИОННАЯ ОБРАБОТКА АЦЕТОНЦИАНГИДРИНА И СПОСОБ ПОЛУЧЕНИЯ АЛКИЛОВЫХ ЭФИРОВ МЕТАКРИЛОВОЙ КИСЛОТЫ И ПРОИЗВОДНЫХ ПРОДУКТОВ | 2007 |
|
RU2495868C2 |
| СПОСОБ ПОЛУЧЕНИЯ АЦЕТОНЦИАНГИДРИНА И ЕГО ПРОИЗВОДНЫХ ПРОДУКТОВ ПУТЕМ ЦЕЛЕНАПРАВЛЕННОГО ОХЛАЖДЕНИЯ | 2007 |
|
RU2491272C2 |
| СПОСОБ ПОЛУЧЕНИЯ АЛЬФА-ГИДРОКСИКАРБОНОВЫХ КИСЛОТ | 2007 |
|
RU2454399C2 |

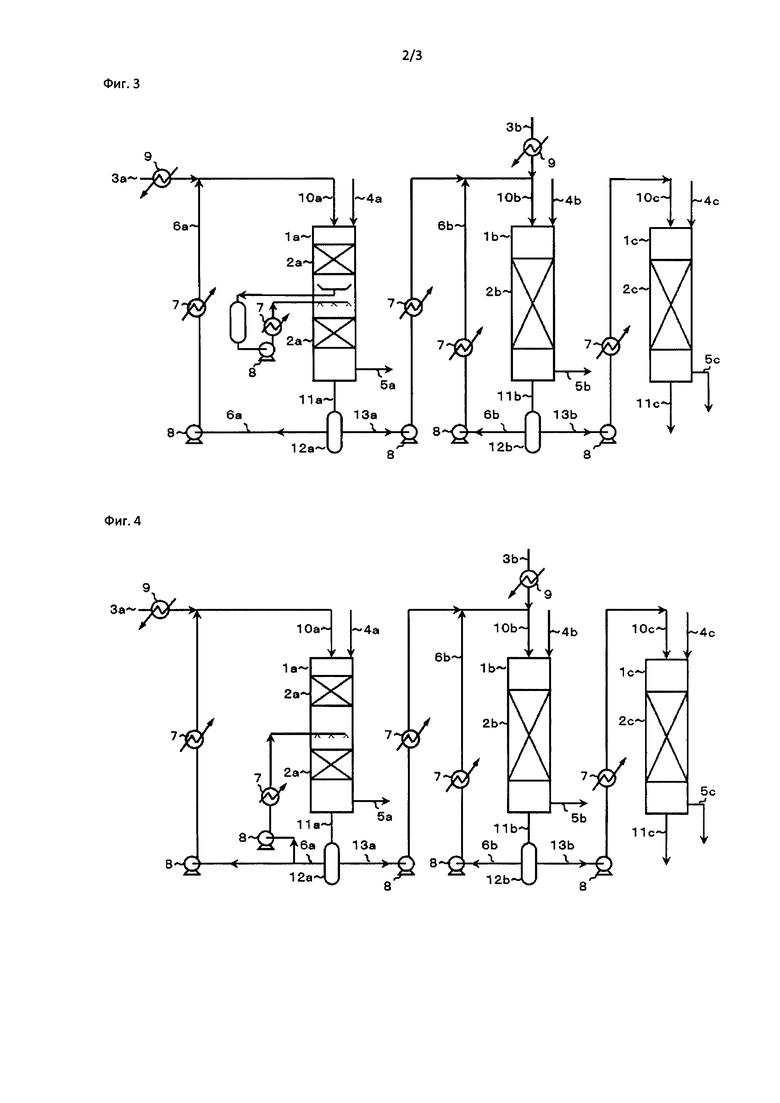
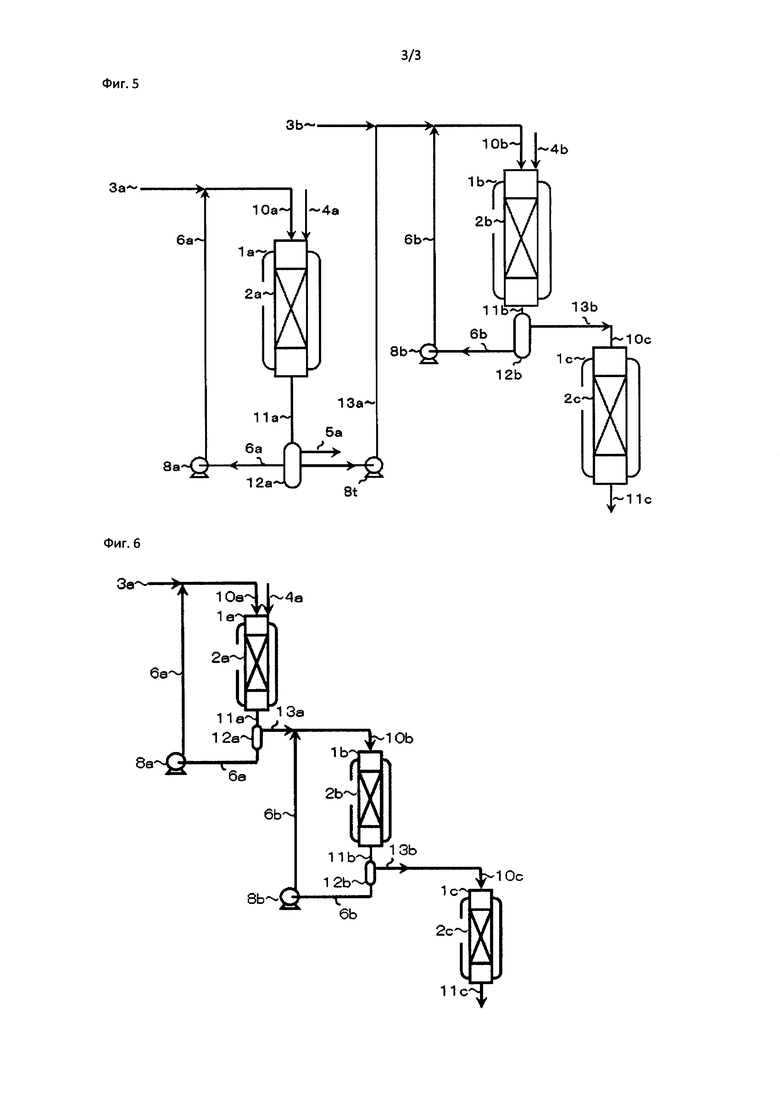
Изобретение относится к способу получения амида α-гидроксиизомасляной кислоты (вариантам) путем гидратации ацетонциангидрина в присутствии катализатора, состоящего преимущественно из оксида марганца, с применением реакционного аппарата, в котором по меньшей мере две реакционные зоны соединены последовательно. Способ включает стадию (В) циклической подачи по меньшей мере части реакционной жидкости, удаленной из по меньшей мере одной реакционной зоны, в первую реакционную зону (I) в реакционном аппарате; и стадию (b1) дополнительной циклической подачи по меньшей мере части реакционной жидкости, удаленной из по меньшей мере одной реакционной зоны, в по меньшей мере одну реакционную зону, отличную от первой реакционной зоны, при этом в по меньшей мере одну реакционную зону реакционного аппарата подают окислитель, при этом указанный способ включает стадию подачи исходного реакционного жидкого материала, содержащего ацетонциангидрин, и при этом доля ацетонциангидрина в общем количестве исходного реакционного жидкого материала составляет 30 мас.% или более. Также изобретение относится к реакционному аппарату для получения амида α-гидроксиизомасляной кислоты путем гидратации ацетонциангидрина в присутствии катализатора, состоящего преимущественно из оксида марганца, при этом указанный реакционный аппарат имеет по меньшей мере две соединенные последовательно реакционные зоны и дополнительно содержит (a) трубопровод для подачи исходного реакционного жидкого материала, содержащего ацетонциангидрин, раздельно в первую реакционную зону (I) и в по меньшей мере одну реакционную зону, отличную от первой реакционной зоны, в реакционном аппарате; и/или (b) трубопровод для циклической подачи по меньшей мере части реакционной жидкости, удаленной из по меньшей мере одной реакционной зоны, в первую реакционную зону (I) в реакционном аппарате, при этом реакционный аппарат дополнительно содержит трубопровод для подачи окислителя в по меньшей мере одну реакционную зону, при этом реакционный аппарат выполнен с учетом того, что доля ацетонциангидрина в общем количестве исходного реакционного жидкого материала составляет 30 мас.% или более. Способ позволяет получить амид α-гидроксиизомасляной кислоты с высокой конверсией ацетонциангидрина. 3 н. и 23 з.п. ф-лы, 6 ил., 6 табл., 3 пр.
1. Способ получения амида α-гидроксиизомасляной кислоты путем гидратации ацетонциангидрина в присутствии катализатора, состоящего преимущественно из оксида марганца, с применением реакционного аппарата, в котором по меньшей мере две реакционные зоны соединены последовательно, при этом указанный способ включает:
стадию (В) циклической подачи по меньшей мере части реакционной жидкости, удаленной из по меньшей мере одной реакционной зоны, в первую реакционную зону (I) в реакционном аппарате; и
стадию (b1) дополнительной циклической подачи по меньшей мере части реакционной жидкости, удаленной из по меньшей мере одной реакционной зоны, в по меньшей мере одну реакционную зону, отличную от первой реакционной зоны,
при этом в по меньшей мере одну реакционную зону реакционного аппарата подают окислитель,
при этом указанный способ включает стадию подачи исходного реакционного жидкого материала, содержащего ацетонциангидрин, и при этом доля ацетонциангидрина в общем количестве исходного реакционного жидкого материала составляет 30 мас.% или более.
2. Способ получения амида α-гидроксиизомасляной кислоты по п. 1, отличающийся тем, что стадию (b1) по меньшей мере частично проводят в участке, расположенном ближе к выходному отверстию реакционного аппарата по сравнению с реакционной зоной, расположенной ближе всего к входному отверстию реакционного аппарата, в по меньшей мере одной реакционной зоне, из которой удаляют реакционную жидкость для циклической подачи указанной реакционной жидкости в первую реакционную зону (I).
3. Способ получения амида α-гидроксиизомасляной кислоты по п. 2, отличающийся тем, что стадию (b1) по меньшей мере частично проводят в участке, расположенном ближе к выходному отверстию из реакционного аппарата по сравнению с любой реакционной зоной, из которой удаляют реакционную жидкость для циклической подачи указанной реакционной жидкости в первую реакционную зону (I).
4. Способ получения амида α-гидроксиизомасляной кислоты по любому из пп. 1-3, отличающийся тем, что на стадии (b1) указанная по меньшей мере одна реакционная зона, отличная от первой реакционной зоны, идентична указанной по меньшей мере одной реакционной зоне.
5. Способ получения амида α-гидроксиизомасляной кислоты по любому из пп. 1-3, отличающийся тем, что количество соединенных последовательно реакционных зон составляет 7 или менее.
6. Способ получения амида α-гидроксиизомасляной кислоты по любому из пп. 1-3, отличающийся тем, что доля ацетонциангидрина в общем количестве подаваемой в реакционную зону жидкости (С), направляемой в указанные по меньшей мере две реакционные зоны, составляет 25 мас.% или менее, при этом подаваемая в реакционную зону жидкость (С) поступает в каждую из реакционных зон и представляет собой по меньшей мере одну жидкость, выбранную из группы, состоящей из исходного реакционного жидкого материала, разбавителя и реакционной жидкости, вытекающей или удаляемой из реакционных зон.
7. Способ получения амида α-гидроксиизомасляной кислоты по любому из пп. 1-3, отличающийся тем, что в качестве окислителя применяют кислородсодержащий газ, при этом концентрация кислорода в кислородсодержащем газе составляет от 2 до 50 об.%.
8. Способ получения амида α-гидроксиизомасляной кислоты по п. 7, отличающийся тем, что замену газа в реакционной зоне обеспечивают путем подачи газа с достаточной концентрацией кислорода при одновременном удалении газа с пониженной концентрацией кислорода.
9. Способ получения амида α-гидроксиизомасляной кислоты по любому из пп. 1-3 и 8, отличающийся тем, что катализатор, состоящий преимущественно из оксида марганца, представляет собой диоксид марганца.
10. Способ получения амида α-гидроксиизомасляной кислоты по любому из пп. 1-3 и 8, отличающийся тем, что катализатор, состоящий преимущественно из оксида марганца, содержит соединение, состав которого представлен формулой MnaKbMcOd,
где Mn представляет собой марганец; K представляет собой калий; О представляет собой кислород; М представляет собой по меньшей мере один элемент, выбранный из V, Sn и Bi; и атомное соотношение элементов является следующим: когда a=1, b составляет от 0,005 до 0,5, с составляет от 0,001 до 0,1, и d составляет от 1,7 до 2,0.
11. Способ получения амида α-гидроксиизомасляной кислоты путем гидратации ацетонциангидрина в присутствии катализатора, состоящего преимущественно из оксида марганца, с применением реакционного аппарата, в котором по меньшей мере две реакционные зоны соединены последовательно, при этом указанный способ включает:
стадию (А) подачи исходного реакционного жидкого материала, содержащего ацетонциангидрин, раздельно в первую реакционную зону (I) и в по меньшей мере одну реакционную зону, отличную от первой реакционной зоны, в реакционном аппарате;
стадию (В) циклической подачи по меньшей мере части реакционной жидкости, удаленной из по меньшей мере одной реакционной зоны, в первую реакционную зону (I) в реакционном аппарате; и
стадию (b1) дополнительной циклической подачи по меньшей мере части реакционной жидкости, удаленной из по меньшей мере одной реакционной зоны, в по меньшей мере одну реакционную зону, отличную от первой реакционной зоны,
при этом в по меньшей мере одну реакционную зону реакционного аппарата подают окислитель,
при этом доля ацетонциангидрина в общем количестве исходного реакционного жидкого материала составляет 30 мас.% или более.
12. Способ получения амида α-гидроксиизомасляной кислоты по п. 11, отличающийся тем, что стадию (b1) по меньшей мере частично проводят в участке, расположенном ближе к выходному отверстию реакционного аппарата по сравнению с реакционной зоной, расположенной ближе всего к входному отверстию реакционного аппарата, в по меньшей мере одной реакционной зоне, из которой удаляют реакционную жидкость для циклической подачи указанной реакционной жидкости в первую реакционную зону (I).
13. Способ получения амида α-гидроксиизомасляной кислоты по п. 12, отличающийся тем, что стадию (b1) по меньшей мере частично проводят в участке, расположенном ближе к выходному отверстию из реакционного аппарата по сравнению с любой реакционной зоной, из которой удаляют реакционную жидкость для циклической подачи указанной реакционной жидкости в первую реакционную зону (I).
14. Способ получения амида α-гидроксиизомасляной кислоты по любому из пп. 11-13, отличающийся тем, что на стадии (b1) указанная по меньшей мере одна реакционная зона, отличная от первой реакционной зоны, идентична указанной по меньшей мере одной реакционной зоне.
15. Способ получения амида α-гидроксиизомасляной кислоты по любому из пп. 11-13, отличающийся тем, что количество соединенных последовательно реакционных зон составляет 7 или менее.
16. Способ получения амида α-гидроксиизомасляной кислоты по п. 11, отличающийся тем, что количество реакционных зон, в которые на стадии (А) подают исходный реакционный жидкий материал, содержащий ацетонциангидрин, составляет 5 или менее.
17. Способ получения амида α-гидроксиизомасляной кислоты по любому из пп. 11-13 и 16, отличающийся тем, что доля ацетонциангидрина в общем количестве подаваемой в реакционную зону жидкости (С), направляемой в указанные по меньшей мере две реакционные зоны, составляет 25 мас.% или менее, при этом подаваемая в реакционную зону жидкость (С) поступает в каждую из реакционных зон и представляет собой по меньшей мере одну жидкость, выбранную из группы, состоящей из исходного реакционного жидкого материала, разбавителя и реакционной жидкости, вытекающей или удаляемой из реакционных зон.
18. Способ получения амида α-гидроксиизомасляной кислоты по любому из пп. 11-13 и 16, отличающийся тем, что в качестве окислителя применяют кислородсодержащий газ, при этом концентрация кислорода в кислородсодержащем газе составляет от 2 до 50 об.%.
19. Способ получения амида α-гидроксиизомасляной кислоты по п. 18, отличающийся тем, что замену газа в реакционной зоне обеспечивают путем подачи газа с достаточной концентрацией кислорода при одновременном удалении газа с пониженной концентрацией кислорода.
20. Способ получения амида α-гидроксиизомасляной кислоты по любому из пп. 11-13, 16 и 19, отличающийся тем, что катализатор, состоящий преимущественно из оксида марганца, представляет собой диоксид марганца.
21. Способ получения амида α-гидроксиизомасляной кислоты по любому из пп. 11-13, 16 и 19, отличающийся тем, что катализатор, состоящий преимущественно из оксида марганца, содержит соединение, состав которого представлен формулой MnaKbMcOd,
где Mn представляет собой марганец; K представляет собой калий; О представляет собой кислород; М представляет собой по меньшей мере один элемент, выбранный из V, Sn и Bi; и атомное соотношение элементов является следующим: когда a=1, b составляет от 0,005 до 0,5, с составляет от 0,001 до 0,1, и d составляет от 1,7 до 2,0.
22. Реакционный аппарат для получения амида α-гидроксиизомасляной кислоты путем гидратации ацетонциангидрина в присутствии катализатора, состоящего преимущественно из оксида марганца, при этом указанный реакционный аппарат имеет по меньшей мере две соединенные последовательно реакционные зоны и дополнительно содержит:
(a) трубопровод для подачи исходного реакционного жидкого материала, содержащего ацетонциангидрин, раздельно в первую реакционную зону (I) и в по меньшей мере одну реакционную зону, отличную от первой реакционной зоны, в реакционном аппарате; и/или
(b) трубопровод для циклической подачи по меньшей мере части реакционной жидкости, удаленной из по меньшей мере одной реакционной зоны, в первую реакционную зону (I) в реакционном аппарате,
при этом реакционный аппарат дополнительно содержит трубопровод для подачи окислителя в по меньшей мере одну реакционную зону,
при этом реакционный аппарат выполнен с учетом того, что доля ацетонциангидрина в общем количестве исходного реакционного жидкого материала составляет 30 мас.% или более.
23. Реакционный аппарат по п. 22, дополнительно содержащий трубопровод для циклической подачи по меньшей мере части реакционной жидкости, удаленной из по меньшей мере одной реакционной зоны, в по меньшей мере одну реакционную зону, отличную от первой реакционной зоны.
24. Реакционный аппарат по п. 23, содержащий по меньшей мере один циркуляционный контур, состоящий из по меньшей мере одной реакционной зоны, отличной от первой реакционной зоны; по меньшей мере одной реакционной зоны, из которой удаляют реакционную жидкость для циклической подачи указанной реакционной жидкости в указанную реакционную зону; и трубопровода для соединения первой упомянутой реакционной зоны и второй упомянутой реакционной зоны, при этом по меньшей мере одна реакционная зона, отличная от первой реакционной зоны, и по меньшей мере одна реакционная зона, из которой удаляют реакционную жидкость, которые составляют по меньшей мере один циркуляционный контур (V) в указанном циркуляционном контуре, расположены в участке, находящемся ближе к выходному отверстию реакционного аппарата по сравнению с реакционной зоной, расположенной ближе всего к входному отверстию реакционного аппарата в по меньшей мере одной реакционной зоне, из которой удаляют реакционную жидкость для циклической подачи указанной реакционной жидкости в первую реакционную зону (I).
25. Реакционный аппарат по п. 24, отличающийся тем, что по меньшей мере одна реакционная зона, отличная от первой реакционной зоны, и по меньшей мере одна реакционная зона, из которой удаляют реакционную жидкость, которые составляют циркуляционный контур (V), расположены в участке, находящемся ближе к выходному отверстию реакционного аппарата по сравнению с любой реакционной зоной, из которой удаляют реакционную жидкость для циклической подачи указанной реакционной жидкости в первую реакционную зону (I).
26. Реакционный аппарат по любому из пп. 22-25, отличающийся тем, что с первой реакционной зоной (I) и/или участком, расположенным между по меньшей мере одной реакционной зоной, отличной от первой реакционной зоны, и другой реакционной зоной, или первой реакционной зоной (I) и/или средней частью по меньшей мере одной реакционной зоны, отличной от первой реакционной зоны, соединено оборудование для удаления окислителя.
| ЭЛЕКТРОТЕРМИЧЕСКОЕ ПЕЧАТАЮЩЕЕ УСТРОЙСТВО | 0 |
|
SU379111A1 |
| 4ACTOTHG-PEiraiЭЛЕКТРОПРИВОД | 1971 |
|
SU433611A1 |
| Среда для азотирования стальных деталей | 1974 |
|
SU545697A1 |
| СПОСОБ ПОЛУЧЕНИЯ а-ОКСИБУТИРИЛКАРБАМИНОВОЙ И а-ОКСИБУТИРИЛАМИДОЩАВЕЛЕВОЙ КИСЛОТ | 0 |
|
SU168682A1 |

