ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
[0001] Настоящая заявка испрашивает приоритет на основании заявки на патент Китая №201510887962.8, поданной 7 декабря 2015 года: «Композиционный материал с металлической матрицей и способ его аддитивного получения», которая включена в настоящее описание посредством ссылки во всей ее полноте. Настоящая заявка также испрашивает приоритет на основании заявки PCT/CN2016/072748, поданной 29 января 2016 года: «Композиционный материал с металлической матрицей и способ его аддитивного получения», которая также включена в данное описание посредством ссылки во всей ее полноте.
ЗАЯВЛЕНИЕ О ФИНАНСИРОВАНИИ ИССЛЕДОВАНИЙ ИЛИ РАЗРАБОТОК ИЗ ФЕДЕРАЛЬНОГО БЮДЖЕТА
[0002] Не применимо.
УРОВЕНЬ ТЕХНИКИ
[0003] Изобретение в целом относится к композиционным материалам с металлической матрицей и способам их получения. В частности, изобретение относится к аддитивным способам получения композиционных материалов с металлической матрицей и компонентам из таких композиционных материалов.
[0004] Композиционные материалы с металлической матрицей (КММ) представляют собой композиционные материалы из двух или более компонентов, по меньшей мере одним из которых является металл. Обычно другой компонент(-ы) может представлять собой металлы или неметаллы, например, керамику или органические соединения.
[0005] КММ получают путем диспергирования и введения армирующего материала в сплошную металлическую матрицу. Металлическая матрица часто представляет собой металл с относительно низкой массой, например алюминий, магний или титан, обеспечивающий соответствующую поддержку армирующего материала. Для использования материалов в условиях высоких температур металлическую матрицу часто изготавливают из кобальта или сплава кобальта и никеля. Армирующий материал может способствовать повышению прочности, износостойкости или теплопроводности металлической матрицы. Например, карбид вольфрама (WC) можно использовать в качестве армирующего материала в КММ для повышения стойкости к износу, эрозии, коррозии, а также ударопрочности металлической матрицы, в которую он введен. КММ с карбидом вольфрама в качестве армирующего материала используют в различных компонентах и областях промышленности.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0006] Варианты реализации согласно настоящему описанию включают аддитивные способы получения компонентов из композиционных материалов с металлической матрицей. В одном варианте реализации способ получения компонента из композиционного материала с металлической матрицей представляет собой расплавление порошкообразной смеси электронным пучком. Порошкообразная смесь содержит порошкообразный карбид вольфрама в количестве от 45% масс. до 72% масс. от массы порошкообразной смеси и порошкообразное связующее в количестве от 28% масс. до 55% масс. от массы порошкообразной смеси. Порошкообразное связующее содержит бор, кремний и никель.
[0007] Варианты реализации согласно настоящему описанию также включают композиционные материалы с металлической матрицей. В одном из вариантов реализации композиционный материал с металлической матрицей содержит карбид вольфрама в количестве 45% масс. до 72% масс. от массы указанного композиционного материала. Кроме того, композиционный материал с металлической матрицей содержит связующее в количестве от 28% масс. до 55% масс. от массы указанного композиционного материала. Связующее содержит бор в количестве от 0,5% масс. до 6,0% масс. от массы связующего. Связующее также содержит кремний в количестве от 2,0% масс. до 6,0% масс. от массы связующего. Кроме того, связующее содержит никель в количестве по меньшей мере 70% масс. от массы связующего.
[0008] Варианты реализации согласно настоящему описанию также включают компоненты из композиционных материалов с металлической матрицей. В одном из вариантов реализации буровое долото для бурения скважины в земляной формации содержит корпус долота, изготовленный из композиционного материала с металлической матрицей. Композиционный материал с металлической матрицей содержит карбид вольфрама в количестве от 45% масс. до 72% масс. от массы указанного композиционного материала. Композиционный материал с металлической матрицей также содержит связующее в количестве от 28% масс. до 55% масс. от массы указанного композиционного материала. Связующее содержит бор, кремний и никель.
[0009] Варианты реализации согласно настоящему описанию включают комбинацию признаков и преимуществ, нацеленных на устранение различных недостатков, связанных с определенными известными устройствами, системами и способами. Вышеизложенные в общих чертах признаки и технические преимущества настоящего изобретения необходимы для лучшего понимания подробного описания изобретения, которое следует далее. Различные характеристики, описанные выше, а также другие признаки будут очевидны специалистам в данной области техники при чтении подробного описания, следующего далее, со ссылками на прилагаемые чертежи. Специалистам в данной области техники должно быть понятно, что предложенную концепцию и конкретные варианты реализации можно легко использовать в качестве основы для изменений или разработки других структур для тех же целей, что и в настоящем изобретении. Специалисты в данной области техники также должны понимать, что подобные аналогичные конструкции не выходят за пределы сущности и объема настоящего изобретения, изложенных в прилагаемой формуле изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0010] Для подробного описания предпочтительных вариантов реализации изобретения далее будут даны ссылки на прилагаемые чертежи.
[0011] Фигура I представляет собой схематический вид варианта реализации устройства электронно-лучевой плавки (ЭЛП) для получения вариантов реализации компонентов из композиционных материалов с металлической матрицей в соответствии с принципами, описанными в данном документе;
[0012] Фигура 2 представляет собой блок-схему, на которой показан вариант реализации способа изготовления компонента из композиционного материала с металлической матрицей в соответствии с принципами, описанными в данном документе;
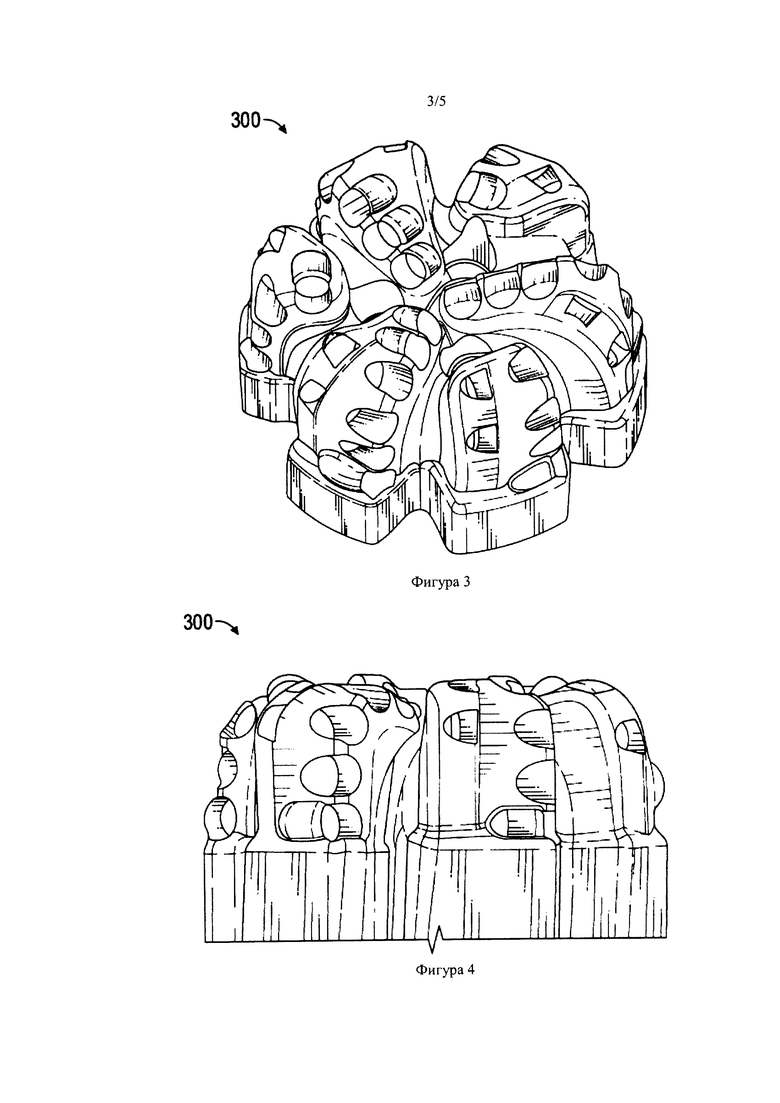
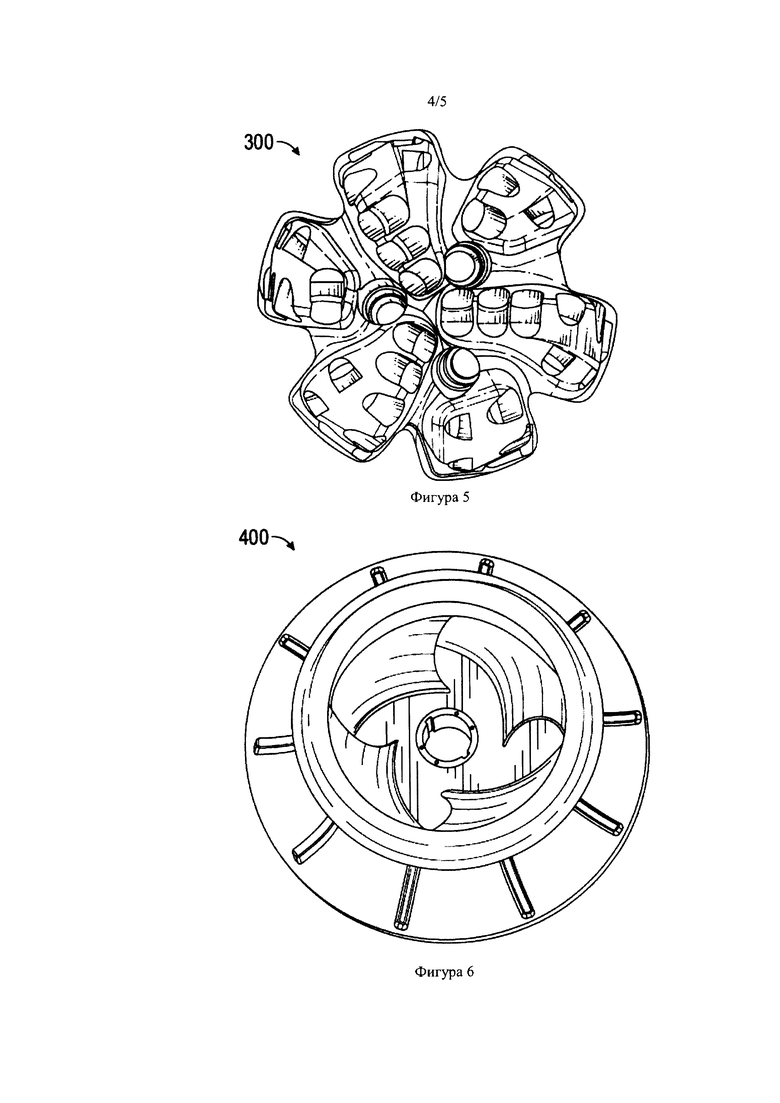
[0013] Фигура 3 представляет собой вид сверху варианта реализации бурового долота для бурения скважины, изготовленного в соответствии с Примером 3;
[0014] Фигура 4 представляет собой частичный вид сбоку бурового долота, изображенного на Фигуре 3;
[0015] Фигура 5 представляет собой вид с торца бурового долота, изображенного на Фигуре 3;
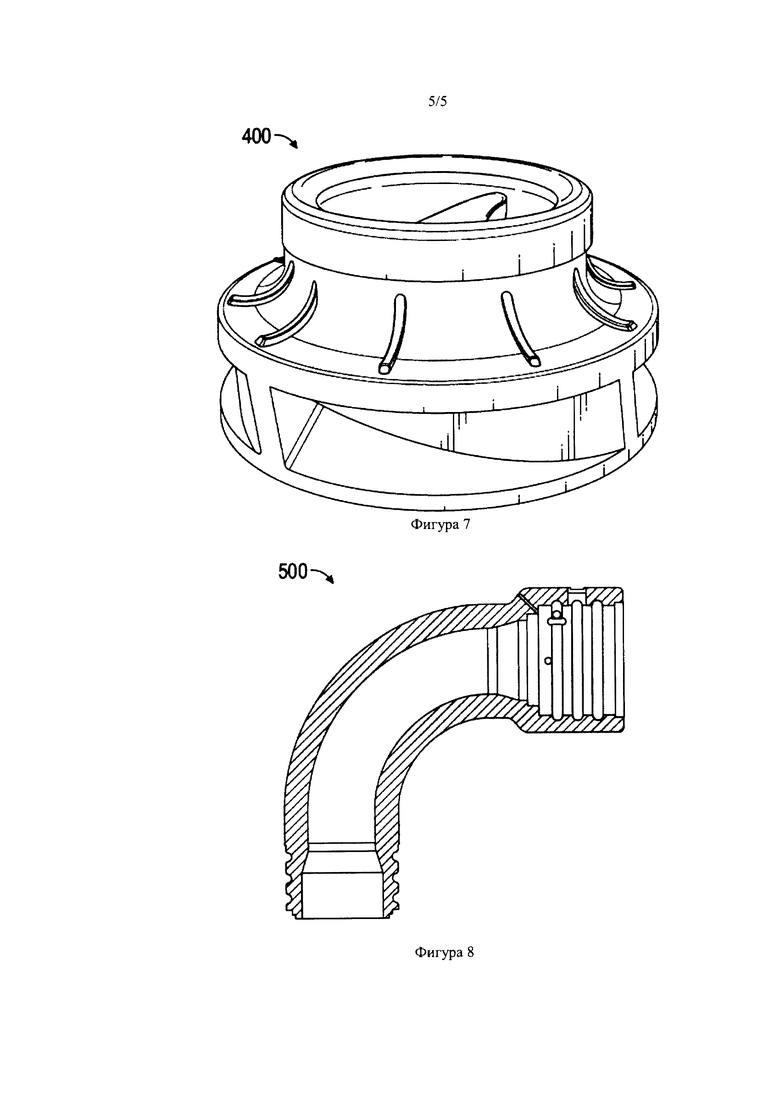
[0016] Фигура 6 представляет собой вид сверху варианта реализации импеллера насоса, изготовленного в соответствии с Примером 4;
[0017] Фигура 7 представляет собой вид сбоку импеллера насоса, изображенного на Фигуре 6; и
[0018] Фигура 8 представляет собой схематическое поперечное сечение варианта реализации колена жидкостного трубопровода, изготовленного в соответствии с Примером 5.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ РЕАЛИЗАЦИИ ИЗОБРЕТЕНИЯ
[0019] Далее рассмотрены различные примеры вариантов реализации настоящего изобретения. Специалисту в данной области техники понятно, что описанные здесь примеры имеют широкое применение и что обсуждение любого варианта реализации изобретения предназначено только для приведения примеров этого варианта реализации и не означает, что объем изобретения, включая формулу изобретения, ограничен этим вариантом реализации.
[0020] В тексте нижеследующих описания и формулы изобретения использованы определенные термины для обозначения конкретных отличительных признаков или компонентов. Специалисту в данной области техники понятно, что разные лица могут называть один и тот же отличительный признак или компонент по-разному. В настоящем документе не проводится различие между компонентами или отличительными признаками, отличающимися по наименованию, а не назначению. Чертежи не обязательно выполнены в масштабе. Некоторые отличительные признаки и компоненты могут быть показаны в увеличенном масштабе или в несколько схематичной форме, а некоторые детали обычных элементов могут быть не показаны для простоты и лаконичности.
[0021] В нижеследующем описании и в формуле изобретения термины «содержащий» и «включающий» использованы в неограничивающей форме и, таким образом, должны быть истолкованы как «содержащий, но не только…». Кроме того, термин "соединены" или "соединен" обозначает непрямое или прямое соединение. Таким образом, если первое устройство соединено со вторым устройством, то такое соединение может быть осуществлено путем прямого соединения или непрямого соединения посредством других устройств, компонентов и соединений. Кроме того, в настоящем описании термины «осевой» и «по оси» в целом означают вдоль или параллельно центральной оси (например, центральной оси корпуса или части), в то время как термины «радиальный» и «радиально» в целом означают перпендикулярно центральной оси. Например, осевое расстояние относится к расстоянию, измеренному вдоль или параллельно центральной оси, а радиальное расстояние означает расстояние, измеренное перпендикулярно центральной оси. Кроме того, термин «компонент» в данном описании может быть использован для обозначения непрерывной цельной или монолитной части или устройства. Следует понимать, что компонент может быть использован отдельно или как часть более крупной системы или узла.
[0022] Буровое долото для бурения скважины обычно устанавливают на нижнем конце бурильной колонны и вращают путем вращения бурильной колонны на поверхности и/или с помощью погружного двигателя. За счет веса, действующего на бурильную колонну, вращающееся долото захватывает формацию и бурит в ней скважину.
[0023] Неподвижные резцы, также известные как вращающееся режущее долото, являются типом бурового долота для бурения скважин, включающим корпус долота со множеством лопастей, расположенных под углом на торце долота, и множеством режущих элементов, установленных на лопастях. Обычно корпус долота можно изготовить из стальной или твердосплавной матрицы. Стальной корпус долота изготавливают из стального блока или цилиндра (то есть с помощью производственного процесса с обработкой резанием). На наружную поверхность стального корпуса долота затем можно нанести твердосплавное покрытие с помощью процесса термического напыления до того, как режущие элементы будут закреплены в пазах лопастей путем пайки твердым припоем. Матричный корпус долота изготавливают методом порошковой металлургии. В частности, порошкообразный карбид вольфрама и связующий материал, такой как Cu-Ni-Mn-Zn, Cu-Zn или Cu-Ni-Mn-Sn помещают в форму из углеграфита. Обычно порошковый материал, который помещают в форму (то есть, карбид вольфрама и связующее), имеет состав от 50% масс. до 80% масс. карбида вольфрама и от 20% масс. до 50% масс. от массы связующего. Затем форму нагревают в печи до температуры выше 2000°F (выше 1100°С) в течение примерно одного часа для того, чтобы связующий материал пропитал карбид вольфрама и сформировал цельнометаллический матричный корпус долота. Далее форму с находящимся в ней матричным корпусом долота направленно охлаждают до комнатной температуры, после чего форму удаляют из корпуса долота путем ее разламывания, долбления и высверливания. Такой процесс изготовления корпуса металлического матричного долота может занимать более 24 часов.
[0024] Режущие элементы включают удлиненный и обычно цилиндрический опорный элемент из карбида вольфрама, который вставлен и закреплен в пазу, сформированном на поверхности одной из нескольких лопастей корпуса долота (стального или матричного). Твердый режущий слой поликристаллического алмаза («ПА») или другого суперабразивного материала (например, кубического нитрида бора, термически стабильного алмаза, поликристаллического кубического нитрида бора и т.д.) крепится к свободному концу опорного элемента.
[0025] Во время операций бурения буровое долото подвергается сильному абразивному износу, ударным нагрузкам и термическим напряжениям. В некоторых случаях буровое долото может также подвергаться воздействию коррозионных жидкостей. Соответственно, буровые долота подвержены сильному износу, коррозии и физическим повреждениям в процессе бурения. Например, на корпусе долота (стального или матричного) могут образовываться сколы или трещины из-за столкновения с твердыми породами и скалистым грунтом. Значительное повреждение бурового долота может существенно снизить его режущую способность и скорость проходки. В таких случаях может возникнуть необходимость замены бурового долота путем посекционного извлечения из скважины всей бурильной колонны, длина которой может составлять несколько сот метров. После извлечения бурильной колонны и установки нового долота его необходимо опустить на дно скважины на бурильной колонне, которую вновь необходимо собрать посекционно. Этот процесс, который называют «спуск-подъем» бурильной колонны, требует значительного времени, усилий и затрат.
[0026] Погружной насос представляет собой насос, имеющий герметизированный двигатель, который позволяет полностью погружать насос в перекачиваемую жидкость. Погружные насосы часто используют для «механизированной эксплуатации» для перекачки жидкостей (например, нефти) из скважины на поверхность. Многие погружные насосы представляют собой многоступенчатые центробежные насосы, в которых каждая ступень включает импеллер и диффузор, направляющий поток жидкости к следующей ступени насоса. Флюиды скважин, перекачиваемые погружными насосами, обычно содержат жидкости, в состав которых входят твердые частицы. Флюиды скважин также могут содержать коррозионные жидкости и/или газы. В результате во время откачивания из скважины импеллеры подвергаются абразивному износу, эрозии, а также могут быть подвержены воздействию коррозионных жидкостей. Непрерывное и длительное вращение импеллеров в таких скважинных флюидах может привести к абразивному износу, эрозии и коррозии, которые могут неблагоприятно изменить геометрические характеристики импеллера и в конечном итоге сократить срок службы погружного насоса.
[0027] По ходу каналов (например, трубопроводов), по которым транспортируют жидкости, предусмотрены колена для изменения направления потока жидкости. В некоторых случаях жидкости, протекающие через трубопроводы и колена, содержат абразивные твердые частицы и/или коррозионные жидкости. Протекание таких жидкостей через колено в течение длительного периода времени может привести к абразивному износу, эрозии и коррозии на внутренних поверхностях колена и к необходимости нежелательного ремонта или замены колена.
[0028] Как описано выше, многие компоненты и устройства, используемые в промышленных процессах, такие как буровые долота для бурения скважин, импеллеры насосов и колена жидкостных трубопроводов, подвергаются ударным нагрузкам, воздействию абразивных материалов, коррозионных жидкостей или комбинации указанных факторов. Со временем такие жесткие условия эксплуатации могут приводить к абразивному износу, эрозии, коррозии и повреждению конкретного компонента или устройства. Поэтому желательно использовать материалы и производственные технологии для изготовления компонентов и устройств, обладающих повышенной ударной прочностью, износостойкостью и коррозионной стойкостью для увеличения срока эксплуатации компонентов и устройств.
[0029] В традиционном подходе к решению таких проблем основное внимание уделяют использованию карбидных материалов. Например, обычные буровые долота для бурения скважин, импеллеры погружных насосов и колена жидкостных трубопроводов часто изготавливают из материала на основе стального сплава с одной или несколькими вставками из цементированного карбида, внедренными в поверхности, которые находятся в самых суровых условиях эксплуатации и наиболее подвержены повреждениям. Однако существенный износ или повреждение основного стального сплава вокруг включений может привести к ущербу для таких включений. Другой подход к решению указанных проблем сконцентрирован на нанесении покрытий из твердых сплавов на основу для эффективной защиты материала основы. Как правило, покрытие наносят на поверхности, которые находятся в самых суровых условиях и наиболее подвержены повреждениям. Однако различия физических свойств основного материала и покрытия (например, различные коэффициенты термического расширения) могут привести к отслоению или растрескиванию покрытия, что в конечном итоге может привести к обнажению материала основы.
[0030] Что касается буровых долот для сверления скважин, имеющих металлический матричный корпус, то в центре внимания большинства исследований и разработок, направленных на повышение ударной прочности, износостойкости и коррозионной стойкости, находятся армированные композиционные материалы с металлической матрицей из карбида вольфрама. Как указано выше, в процессе порошковой металлургии, который обычно используют для получения таких матричных долот из твердого сплава, используют порошкообразную смесь связующего материала и карбида вольфрама. Порошкообразную смесь прессуют или помещают в форму, а затем спекают для получения конечного продукта. Из-за использования формы, ограниченной способности порошкообразных смесей к пластическому течению и других ограничений трудно производить компоненты сложной формы при использовании обычных технологий порошковой металлургии. Кроме того, компоненты, полученные с использованием таких обычных технологий порошковой металлургии, могут иметь дефекты, или в них могут образоваться трещины из-за неравномерного нагревания во время спекания или неравномерного охлаждения после спекания. Дефекты и трещины могут существенно уменьшить износостойкость, стойкость к эрозии, коррозионную стойкость и ударную прочность полученного компонента.
[0031] Как будет описано более подробно далее, варианты реализации композиционного материала с металлической матрицей и способы изготовления, раскрытые в данном описании, позволяют получить материалы и компоненты с улучшенными ударной прочностью, износостойкостью, стойкостью к эрозии, коррозионной стойкостью, а также долгим сроком службы. Такие потенциальные преимущества могут быть достигнуты без использования встроенных включений или нанесения покрытий. Кроме того, варианты реализации согласно настоящему описанию также дают возможность производить компоненты со сложными формами и геометрическими характеристиками аддитивными способами изготовления, которые сочетают использование технологий порошковой металлургии и электронно-лучевой плавки.
[0032] В вариантах реализации способов изготовления согласно настоящему описанию использованы аддитивные электронно-лучевые технологии, которые также называют «электронно-лучевой плавкой» или просто «ЭЛП» (ЕВМ). В целом аддитивная технология ЭЛП представляет собой метод 3D-печати, в результате которой получают плотное компонент из металла (или композиционного материала с металлической матрицей) путем уплотнения в результате контролируемого и выборочного расплавления металлического порошка послойно с превращением в твердую массу с использованием электронного пучка в качестве источника тепла. Аддитивная технология ЭЛП осуществляется и контролируется устройством ЭЛП, которое считывает данные 3D-модели САПР, наносит последовательные слои порошкообразного металла и расплавляет каждый последующий слой (по одному за раз) электронным пучком для послойного создания (то есть «печати») металлического компонента. Каждый слой расплавляют для получения точной геометрической формы, определенной с помощью 3D-модели САПР, таким образом, возможно получение компонентов с очень сложной геометрией без использования инструментов, приспособлений или форм, а также без отходов. Аддитивный процесс ЭЛП проводят в вакууме (т.е. под давлением ниже атмосферного), чтобы обеспечить возможность использования металлов и материалов, обладающих высоким сродством к кислороду (например, титана), а также при повышенных температурах. Примеры устройств ЭЛП, которые могут выполнять производственные процессы ЭЛП, включают, в частности, Arcam А2Х, Arcam Q10 и Arcam Q20, доступные от компании Arcam АВ, Мельндаль, Швеция.
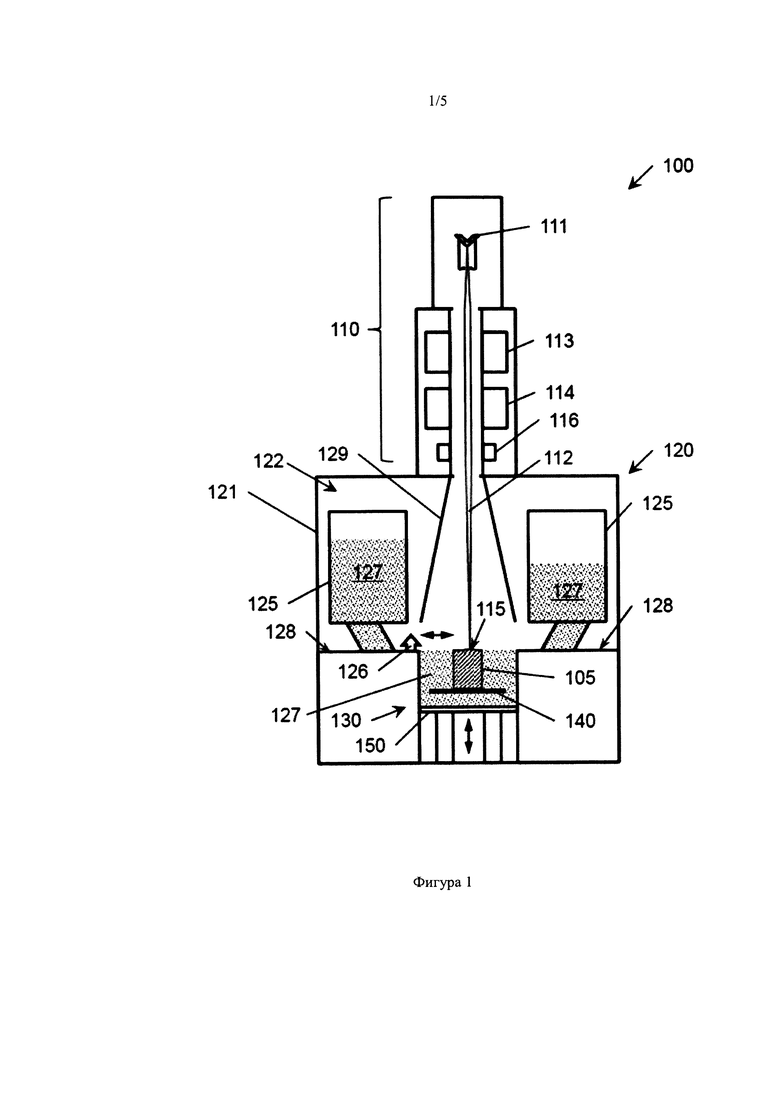
[0033] На Фигуре 1 показан вариант реализации устройства ЭЛП 100. В целом устройство ЭЛП 100 можно использовать в вариантах реализации способов изготовления, раскрытых в настоящем описании, таких как аддитивный способ изготовления 200, более подробно описанный далее и показанный на Фигуре 2. На Фигуре 1 изображено устройство ЭЛП 100, на котором получают компонент 105 в качестве примера. В этом варианте реализации устройство ЭЛП 100 включает электронную пушку 110, вакуумную камеру 120, соединенную с пушкой 110, несколько воронок 125, расположенных в камере 120, встроенный резервуар 130, расположенный в камере 120, устройство для распределения порошка 126, расположенное в камере 120 между воронками 125 ближе к верхней части встроенного резервуара 130, исходную пластину 140, расположенную во встроенном резервуаре 130, и встроенную платформу 150, расположенную подвижно в резервуаре 130. Электронная пушка 110 включает нить накала 111, которая создает электронный пучок 112, стигматор 113 для контролируемого уменьшения астигматизма электронного пучка 112, фокусную линзу или катушку 114 для сведения электронов в пучок 112 в радиальном направлении для формирования фокусного пятна 115 и отклоняющие линзы или катушки 116 для изменения направления или траектории электронного пучка 112 и фокального пятна 115.
[0034] Вакуумная камера 120 включает наружный корпус 121 и внутреннюю полость 122, расположенную внутри корпуса 121. Вакуум (т.е. давление ниже атмосферного давления или давления окружающей среды) может быть контролируемо создан в полости 122. В воронках 125, расположенных в полости 122, осуществляются хранение и подача порошкообразной смеси 127, которую используют для формирования компонента 105. Как будет описано более подробно далее, порошкообразная смесь 127 представляет собой гомогенную смесь из нескольких выбранных порошкообразных исходных или сырьевых материалов. Соответственно, смесь 127 также упоминается в данном описании как порошкообразная смесь 127 выбранных исходных материалов. Воронки 125 подают порошкообразную смесь 127 на горизонтальную плоскую поверхность 128 в камере 120. Тепловой экран 129 проходит сверху вниз от колонки 110 в полость 122 между электронным пучком 112 и воронками 125 для защиты воронок 125 и находящейся в них порошкообразной смеси 127 от электронного пучка 112.
[0035] На Фигуре 1 встроенный резервуар 130 представляет собой емкость или полость, которая прилегает и продолжается вниз от поверхности 128. Резервуар 130 расположен сбоку между воронками 125. В этом варианте реализации устройство для распределения порошка 126 представляет собой гребенку, которая перемещается в поперечном направлении в пределах камеры 120 по поверхности 128 и открытой верхней части встроенного резервуара 130 (то есть влево и вправо, как показано на Фигуре 2), чтобы распределить порошкообразную смесь 127, которую подают воронки 125 по краям встроенного резервуара 130. Платформа 150 подвижно размещена в резервуаре 130. В частности, платформа 150 может перемещаться вертикально вверх и вниз в пределах резервуара 130, чтобы эффективно уменьшить или увеличить полезный объем резервуара 130. В целом размеры резервуара 130 определяют максимальные размеры компонента 105, который может быть изготовлен с использованием устройства ЭЛП 100. В вариантах реализации, описанных в данном документе, встроенный резервуар 130 предпочтительно имеет длину по горизонтали более 200 мм, ширину по горизонтали более 200 мм и высоту по вертикали (с платформой 150 в самом нижнем положении) более 380 мм. Исходная пластина 140 расположена внутри резервуара 130 над платформой 150 и функционирует в качестве расходуемой основы, на которой создают компонент 105.
[0036] Для управления устройством ЭЛП 100 используют систему управления (например, с компьютерным управлением) и соответствующее оборудование (например, приводы, аппаратуру, насосы, датчики и т.д.) (не показаны на Фигуре 1). Система питания (не показана) обеспечивает питание системы управления, устройства ЭЛП 100 и связанного оборудования.
[0037] Для изготовления в качестве примера компонента 105 исходную пластину 140 устанавливают в верхней части встроенного резервуара 130 в результате подъема платформы 150, и создают разрежение в камере 120. Затем из воронки(-ок) 125 подают порошкообразную смесь 127 на поверхность 128, и гребенка 126 распределяет слой порошкообразной смеси 127 на исходной пластине 140. Система управления (не показана) устройства ЭЛП 100 считывает данные из 3D-модели САПР, чтобы направить и контролировать электронный пучок 112 и выборочно и контролируемо расплавлять слой порошкообразной смеси 127 до точных геометрических характеристик, определяемых 3D-моделью САПР. Часть порошкообразной смеси 127, которую расплавляет электронный пучок 112, превращается в твердую массу на исходной пластине 140. Платформу 150 затем опускают примерно на толщину следующего слоя порошкообразной смеси 127 для добавления к ранее расплавленному слою, гребенка 126 распределяет следующий слой порошкообразной смеси 127, подаваемой из воронки(-ок) 125, на ранее расплавленный слой, и процесс повторяется для наращивания компонента 105 слой за слоем. Во время процесса изготовления электронный пучок 112 доставляет достаточную энергию к границе раздела между пучком 112 и порошкообразной смесью на фокусном пятне 115, и контролируемо перемещается линейно вперед и назад по порошкообразной смеси 127 с подходящей скоростью, чтобы в достаточной степени расплавить слой порошкообразной смеси 127.
[0038] Порошкообразная смесь 127, перемещенная в резервуар 130 с помощью устройства 126 и не расплавленная электронным пучком 112 для формирования части компонента 105, может собираться в резервуаре 130 вокруг исходной пластины 140 и компонента 150. Лишнюю порошкообразную смесь 127 можно удалить из резервуара 130 после изготовления компонента 105 и повторно использовать в дальнейшем.
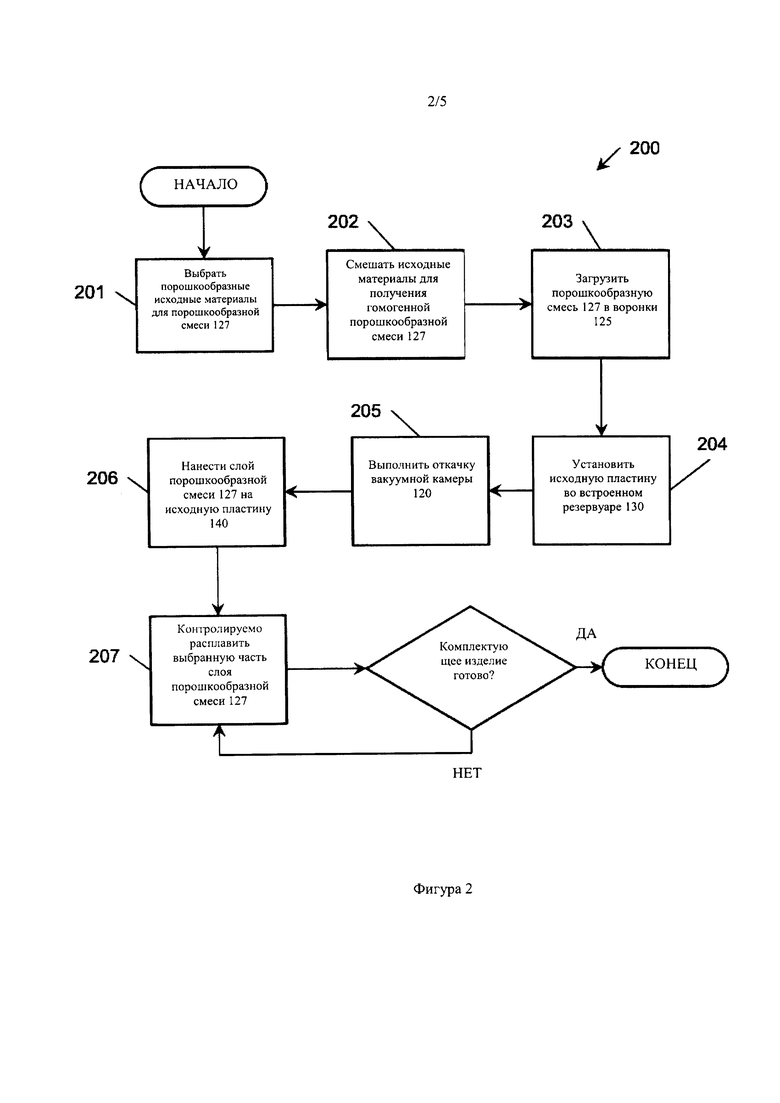
[0039] На Фигуре 2 показан вариант реализации способа 200 изготовления компонента из композиционного материала с металлической матрицей. В этом варианте реализации способ 200 представляет собой электронно-лучевой аддитивный способ изготовления. Для наглядности способ 200 описан далее в контексте изготовления примера компонента 105 из композиционного материала с металлической матрицей с помощью устройства ЭЛП 100, как описано выше. Однако в целом способ 200 можно использовать для изготовления (с помощью электронно-лучевых аддитивных технологий) любого компонента из композиционного материала с металлической матрицей и, кроме того, для выполнения вариантов реализации способа 200 можно использовать другие устройства или системы, отличающиеся от устройства ЭЛП 100.
[0040] Описание реализации способа 200 начинается с блока 201 и включает выбор исходных материалов или ингредиентов, смешиваемых друг с другом с образованием порошкообразной смеси 127, которую в конечном итоге расплавляют в единую массу для получения компонента 105. Как было описано ранее, способ 200 представляет собой аддитивный способ изготовления с использованием ЭЛП, и, таким образом, исходные материалы находятся в порошкообразной форме, пригодной для формирования порошкообразной смеси 127, предназначенной для использования в устройстве ЭЛП 100.
[0041] В целом тип и относительные количества исходных материалов определяют окончательный состав компонента, полученного с помощью аддитивного способа изготовления с использованием ЭЛП. Другими словами, состав компонента, полученного с помощью аддитивного способа изготовления с использованием ЭЛП (например, компонента 105, изготовленного с помощью способа 200) является таким же, как состав порошкообразной смеси 127, который определяется типом и относительными количествами исходных материалов. В вариантах реализации настоящего изобретения изготовленный компонент (например, компонент 105) выполнен из композиционного материала с металлической матрицей, в состав которого входит карбид вольфрама, равномерно распределенный в связующем веществе. Соответственно, исходные материалы содержат порошкообразный карбид вольфрама и порошкообразное связующее. В вариантах реализации настоящего изобретения исходные материалы предпочтительно по существу состоят из порошкообразного карбида вольфрама и порошкообразного связующего. В данном описании фразы «состоит(-ят)» и «состоящий из» использованы для обозначения исключительно компонентов композиции и означают, что только явно указанные компоненты входят в состав композиции; в то время как фразы «по существу состоит (-ят) из» и «по существу состоящий из» использованы для обозначения основных компонентов композиции и означают, что только небольшие или следовые количества компонентов, отличных от явно указанных компонентов (например, примеси, побочные продукты и т.д.), могут быть включены в композицию. Например, композиция, состоящая из X и Y, относится к композиции, которая содержит только X и Y и, таким образом, не содержит любые другие компоненты; а композиция, по существу состоящая из X и Y, относится к композиции, которая содержит в основном X и Y, но может включать небольшие или следовые количества компонентов, отличных от X и Y. В вариантах реализации настоящего изобретения любые такие небольшие или следовые количества других компонентов, за исключением явно указанных в продолжение фразы «по существу состоит (-ят) из» или «по существу состоящий из», предпочтительно составляют менее 5,0% масс. от массы композиционного материала, более предпочтительно менее 4,0% масс. от массы композиционного материала, еще более предпочтительно менее 3,0% масс. от массы композиционного материала и еще более предпочтительно менее 1,0% масс. от массы композиционного материала.
[0042] В вариантах реализации согласно настоящему описанию исходные материалы предпочтительно содержат порошкообразный карбид вольфрама в количестве от 45% масс. до 72% масс. от массы порошкообразной смеси 127 и порошкообразное связующее в количестве от 28% масс. до 55% масс. от массы порошкообразной смеси 127 (то есть порошкообразное связующее дополняет порошкообразную смесь 127 до 100%); более предпочтительно содержание карбида вольфрама от 50% масс. до 65% масс. от массы порошкообразной смеси 127 и содержание порошкообразного связующего от 35% масс. до 50% масс. от массы порошкообразной смеси 127 (то есть порошкообразное связующее дополняет порошкообразную смесь 127 до 100%); и еще более предпочтительно содержание карбида вольфрама от 55% масс. до 60% масс. от массы порошкообразной смеси и содержание порошкообразного связующего от 40% масс. до 45% масс. от массы порошкообразной смеси 127 (то есть порошкообразное связующее дополняет порошкообразную смесь 127 до 100%).
[0043] В вариантах реализации согласно настоящему описанию порошкообразный карбид вольфрама может содержать сферические частицы WC/W2C, дробленые частицы WC/W2C, макрокристаллический WC или их комбинации. В целом WC/W2C со сферическими частицами обеспечивает большую прочность, чем макрокристаллический WC и WC/W2C с дроблеными частицами, WC/W2C со сферическими частицами и WC/W2C с дроблеными частицами имеют большую твердость, чем макрокристаллический WC, и WC/W2C со сферическими частицами обладает пониженной восприимчивостью к концентрации напряжений. Таким образом, для улучшения прочности и жесткости изготовленного компонента при одновременном снижении концентрации напряжений WC/W2C со сферическими частицами является предпочтительным. Соответственно, в вариантах реализации настоящего изобретения по меньшей мере 50% об. порошкообразного карбида вольфрама в целом в исходных материалах предпочтительно представляет собой WC/W2C со сферическими частицами, более предпочтительно по меньшей мере 60% об. порошкообразного карбида вольфрама в целом в исходных материалах предпочтительно представляет собой WC/W2C со сферическими частицами, еще более предпочтительно по меньшей мере, 70% об. порошкообразного карбида вольфрама в целом в исходных материалах предпочтительно представляет собой WC/W2C со сферическими частицами и еще более предпочтительно по меньшей мере 80% об. порошкообразного карбида вольфрама в целом в исходных материалах предпочтительно представляет собой WC/W2C со сферическими частицами.
[0044] В вариантах реализации согласно настоящему описанию порошкообразный карбид вольфрама предпочтительно имеет размер частиц порошка (сито по стандарту США) от 50 меш до 400 меш (то есть каждая частица карбида вольфрама предпочтительно имеет размер от 37,0 мкм до 300,0 мкм), более предпочтительно от 80 меш до 400 меш (то есть каждая частица карбида вольфрама предпочтительно имеет размер от 37,0 мкм до 180,0 мкм), еще более предпочтительно от 150 меш до 350 меш (то есть каждая частица карбида вольфрама предпочтительно имеет размер от 43 мкм до 100,0 мкм) и еще более предпочтительно от 200 до 300 меш меш (то есть каждая частица карбида вольфрама предпочтительно имеет размер от 50,0 мкм до 74,0 мкм).
[0045] В вариантах реализации согласно настоящему описанию порошкообразное связующее предпочтительно имеет размер частиц порошка (сито по стандарту США) от 60 меш до 400 меш (то есть каждая частица связующего имеет размер от 38,0 мкм до 250,0 мкм), более предпочтительно от 70 меш до 325 меш (то есть каждая частица связующего имеет размер от 45,0 мкм до 212,0 мкм), еще более предпочтительно от 150 меш до 350 меш (то есть каждая частица связующего имеет размер от 43,0 мкм до 100,0 мкм) и еще более предпочтительно от 200 меш до 300 меш (то есть каждая частица связующего имеет размер от 50,0 мкм до 75,0 мкм).
[0046] В вариантах реализации согласно настоящему описанию исходный материал порошкообразного связующего предпочтительно представляет собой порошкообразное связующее на основе никеля. Более конкретно, в вариантах реализации настоящего изобретения исходный материал порошкообразного связующего предпочтительно имеет состав, содержащий бор (В), кремний (Si) и никель (N). Кроме того, порошкообразное связующее предпочтительно представляет собой связующее на основе никеля с относительно низкой температурой плавления. В частности, для использования в аддитивном процессе изготовления с использованием ЭЛП порошкообразное связующее на основе никеля предпочтительно имеет температуру плавления ниже 1250°С, более предпочтительно от 600°С до 1200°С, более предпочтительно от 650°С до 1100°С, еще более предпочтительно от 800°С до 1000°С.
[0047] В вариантах реализации согласно настоящему описанию порошкообразное связующее предпочтительно содержит Ni в количестве более 70% масс. от массы порошкообразного связующего. Более конкретно, в описанных здесь вариантах реализации порошкообразное связующее предпочтительно имеет состав, включающий В в количестве от 0% масс. до 6,0% масс. от массы порошкообразного связующего, Si в количестве от 0% масс. до 6,0% масс. от массы порошкообразного связующего и Ni в количестве по меньшей мере 70% масс. от массы порошкообразного связующего; более предпочтительно порошкообразное связующее имеет состав, включающий В в количестве от 0,5% масс. до 6,0% масс. от массы порошкообразного связующего, Si в количестве от 2,0% масс. до 6,0% масс. п от массы порошкообразного связующего и Ni в количестве по меньшей мере 70% масс. от массы порошкообразного связующего, еще более предпочтительно порошкообразное связующее имеет состав, включающий В в количестве от 1,0% масс. до 3,0% масс. от массы порошкообразного связующего, Si в количестве от 2,5% масс. до 4,5% масс. от массы порошкообразного связующего и Ni в количестве по меньшей мере 90% масс. от массы порошкообразного связующего и еще более предпочтительно порошкообразное связующее имеет состав, включающий В в количестве от 1,5% масс. до 2,5% масс. от массы порошкообразного связующего, Si в количестве от 3,0% масс. до 4,0% масс. от массы порошкообразного связующего и Ni - остальная часть порошкообразного связующего.
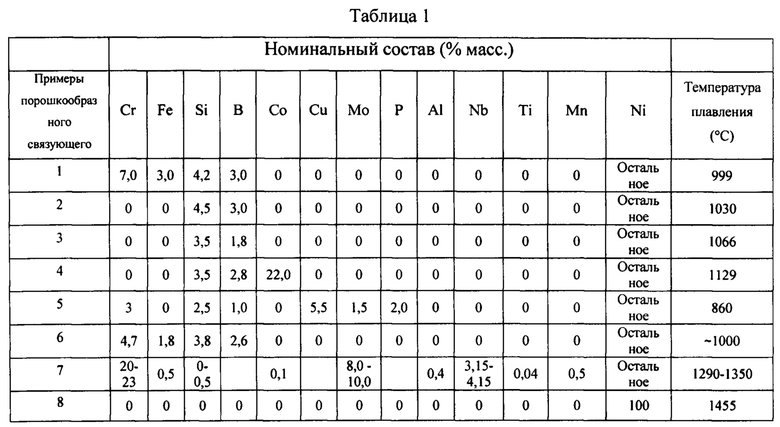
[0048] В некоторых вариантах реализации другие порошкообразные материалы, такие как хром (Cr), железо (Fe), кобальт (Со), медь (Cu), молибден (Мо), фосфор (Р), алюминий (Al), ниобий (Nb), титан (Ti), марганец (Mn) или их комбинации могут быть включены в исходный материал порошкообразного связующего. В таких вариантах реализации с содержанием элементов в дополнение или вместо одного или более из В, Si, или Ni порошкообразное связующее предпочтительно содержит Cr в количестве менее или равном 23% масс. от массы порошкообразного связующего, более предпочтительно в количестве менее или равном 7,0% масс. порошкообразного связующего; Fe в количестве менее или равном 3,0% масс. от массы порошкообразного связующего; Со в количестве менее или равном 22,0% масс. от массы порошкообразного связующего; Cu в количестве менее или равном 5,5% масс. от массы порошкообразного связующего; Мо в количестве менее или равном 1,5% масс. от массы порошкообразного связующего; Р в количестве менее или равном 2,0% масс. от массы порошкообразного связующего; Al в количестве менее или равном 0,4% мас; Nb в количестве менее или равном 4,15% мас; Ti в количестве менее или равном 0,05% мас от массы порошкообразного связующего. Составы некоторых порошкообразных связующих для примера приведены в Таблице 1 ниже.
[0049] После выбора порошкообразных исходных материалов (то есть порошкообразного карбида вольфрама и порошкообразного связующего), указанного в блоке 201 на Фигуре 2, исходные материалы смешивают с образованием порошкообразной смеси 127, как указано в блоке 202. Выбранные исходные материалы предпочтительно смешивают таким образом, чтобы они были равномерно и однородно распределены во всей полученной смеси 127 (то есть порошкообразная смесь 127 предпочтительно представляет собой гомогенную или практически гомогенную смесь выбранных исходных материалов). В блоке 203 указано, что порошкообразную смесь 127 загружают в воронку(-и) 125 устройства ЭЛП 100. Кроме того, исходную пластину 140 устанавливают во встроенном резервуаре 130, как указано в блоке 204. Как было описано выше, исходная пластина 140 представляет собой основание, определяющее поверхность, на которой создают компонент 105. В целом исходная пластина 140 может быть выполнена из любого подходящего металла или неметалла. Примеры подходящих металлов, которые могут быть использованы для формирования исходной пластины 140, включают, без ограничения, никель, железо, кобальт, алюминий, медь, титан и их сплавы. Примеры подходящих неметаллов, которые могут быть использованы для формирования исходной пластины 140, включают, без ограничений, керамику, металлокерамические композиты, такие как SiC-Al2O3, Si3N4-M (где М - металл) и углеграфитовые композиты. В вариантах реализации согласно настоящему описанию исходная пластина 140 предпочтительно выполнена из немагнитного металла, углеродистой стали или легированной стали. Для изготовления буровых долот для бурения скважин, как описано более подробно далее, исходную пластину 140 предпочтительно выполнять из углеродистой стали или легированной стали.
[0050] После загрузки воронки(-ок) 125 порошкообразной смесью 127 и установки исходной пластины 140 во встроенном баке 130 создают разрежение в вакуумной камере 120 и электронно-лучевой пушке 110 устройства ЭЛП 100, как показано в блоке 205. В вариантах реализации согласно настоящему описанию в полости 122 и электронно-лучевой пушке 110 предпочтительно создают разрежение до давления менее 8×10-6 мБар (8×10-10 МПа). Следует понимать, что фактическое давление внутри электронно-лучевой пушки 110 и вакуумной камеры 120 может незначительно отличаться. В качестве дополнительной меры предосторожности полость 122 предпочтительно продувают инертным газом, таким как азот (N2) или гелий (Не), во время или сразу после откачки для удаления газа (-ов) из полости 122, способного вступать в реакцию с порошкообразной смесью 127 или любой ее составной частью.
[0051] Как указано в следующем блоке 206 на Фигуре 2, порошкообразную смесь 127 подают из воронки(-ок) 125, и происходит распределение слоя порошкообразной смеси 127 на поверхности исходной пластины 140 с помощью устройства 126. Как было описано ранее, устройство 126 перемещается в поперечном направлении по верхней части встроенного резервуара 130 для нанесения порошкообразной смеси 127 из воронки(-ок) на исходную пластину 140. Для облегчения последовательного и равномерного расплавления порошкообразной смеси 127 электронным пучком 112 каждый слой порошкообразной смеси 127, нанесенный устройством 126, предпочтительно имеет равномерную и постоянную толщину. Более конкретно, в вариантах реализации согласно настоящему описанию каждый слой порошкообразной смеси 127, нанесенный устройством 126, предпочтительно имеет равномерную и постоянную толщину от 0,04 мм до 0,12 мм, более предпочтительно от 0,06 мм до 0,10 мм.
[0052] Затем, как указано в блоке 207, электронная пушка 110 генерирует электронный пучок 112 и управляемо перемещает фокусное пятно 115 пучка 112 по слою порошкообразной смеси 127. Электронный пучок 112 с помощью интерфейса системы управления и 3D-модели САПР компонента 105 выборочно расплавляет желаемый контур и профиль слоя порошкообразной смеси 127 на исходной пластине 140. В частности, так как фокальное пятно 115 непрерывно перемещается или продвигается линейно вперед и назад по слою порошкообразной смеси 127, часть порошкообразной смеси 127 попадает в зону фокального пятна 115, и участки слоя непосредственно рядом с фокальным пятном 115 расплавляются, а затем охлаждаются и затвердевают по мере того, как фокальное пятно 115 продолжает перемещение на соседний участок слоя. При продвижении фокального пятна 115 по слою порошкообразной смеси 127 соседние участки слоя последовательно расплавляются, охлаждаются и затвердевают вместе, тем самым контролируемо превращая слой порошкообразной смеси 127 в один сплошной монолитный твердый слой на исходной пластине 140.
[0053] В целом мощность, передаваемую с помощью электронного пучка 112 на фокальное пятно 115, ширину (или диаметр) фокального пятна 115, скорость линейного сканирования фокального пятна 115 (то есть скорость, с которой фокальное пятно 115 перемещается линейно вперед и назад по слою порошкообразной смеси 127) и интервал сканирования фокального пятна 115 (то есть расстояние по горизонтали, измеренное от центра до центра между каждым латерально соседним линейным проходом фокального пятна 115 по слою порошкообразной смеси 127) выбирают таким образом, чтобы достаточное количество тепловой энергии генерировалось на поверхности соприкосновения электронного пучка 112 и порошкообразной смеси 127 для выборочного расплавления слоя порошкообразной смеси 127 в одну сплошную однородную монолитную массу. В вариантах реализации согласно настоящему описанию мощность, передаваемая с помощью электронного пучка 112 фокусному пятну 115, составляет предпочтительно от 200 Вт до 3000 Вт, более предпочтительно от 800 Вт до 2500 Вт, еще более предпочтительно от 1500 Вт до 2000 Вт; фокусное пятно 115 предпочтительно имеет ширину (или диаметр) от 0,1 мм до 0,2 мм, более предпочтительно от 0,12 мм до 0,18 мм, еще более предпочтительно 0,14 мм до 0,16 мм; скорость линейного сканирования фокального пятна 115 предпочтительно составляет от 5,0 мм/с до 30,0 мм/с, более предпочтительно от 10,0 мм/с до 25,0 мм/с, еще более предпочтительно от 15,0 мм/с до 20,0 мм/с; и интервал сканирования фокального пятна 115 предпочтительно составляет от 0,07 мм до 0,18 мм, более предпочтительно от 0,10 мм до 0,15 мм.
[0054] После формирования первого или основного слоя компонента 105 на исходной пластине 140 действия, указанные в блоках 206 и 207, повторяют для послойного получения компонента 105. Так как фокальное пятно 115 непрерывно перемещается или продвигается линейно вперед и назад по слою порошкообразной смеси 127, часть порошкообразной смеси 127 попадает в зону фокального пятна 115, и участки слоя непосредственно рядом с фокальным пятном 115 расплавляются, а затем охлаждаются и затвердевают по мере того, как фокальное пятно 115 продолжает перемещение на соседний участок слоя. При продвижении фокального пятна 115 по каждому последовательному слою порошкообразной смеси 127 примыкающие соседние участки слоя последовательно плавятся, охлаждаются и затвердевают друг с другом и с ранее нанесенным слоем, тем самым контролируемо превращая слой порошкообразной смеси 127 и ранее нанесенный слой в одну сплошную монолитную твердую массу.
[0055] В целом операции в блоках 206 и 207 повторяют до тех пор, пока будет готов компонент 105, имеющий заданную 3D-форму. Готовый компонент 105 представляет собой цельную, сплошную, монолитную твердую массу, имеющую однородный и гомогенный состав в соответствии с составом порошкообразной смеси 127. Другими словами, состав композиционного материала с металлической матрицей компонента 105 такой же, как состав описанной ранее порошкообразной смеси 127.
[0056] Как будет более подробно описано далее, варианты реализации композиционных материалов с металлической матрицей, описанные в настоящем документе, обладают относительно высокой твердостью, износостойкостью, стойкостью к коррозии, прочностью при сжатии, скоростью деформации при сжатии и прочностью на изгиб (также называется пределом прочности при изгибе или сопротивлением изгибу). Более конкретно, варианты реализации композиционных материалов с металлической матрицей согласно настоящему описанию обладают твердостью более 50 HRA (от 76 до 87 HRA), износостойкостью в 75-85 раз больше, чем сталь 42CrMo, стойкостью к коррозии в 25-32 раза выше по сравнению с нержавеющей сталью 316, прочностью при сжатии более 1700 МПа, скоростью деформации при сжатии более 12% и пределом прочности при изгибе от 1200 МПа до 1400 МПа (от примерно 174 ksi до 203 ksi). Такие физические свойства позволяют повысить прочность, износостойкость и коррозионную стойкость по сравнению со многими обычными материалами для изготовления компонентов, которые испытывают ударные нагрузки, подвергаются воздействию абразивных материалов, коррозионных жидкостей или комбинации этих факторов.
[0057] Следует также понимать, что варианты реализации композиционных материалов с металлической матрицей, описанные в настоящем документе, обладают гомогенным составом, равномерным распределением элементов и равномерной плотностью всего материала. Такие характеристики снижают склонность к растрескиванию по сравнению с обычными материалами с металлической матрицей, изготовленными с использованием обычных методов порошковой металлургии, которые часто приводят к получению менее однородного состава, неравномерному распределению элементов и неравномерной плотности материала. Кроме того, указанные характеристики (то есть однородный состав, равномерное распределение элементов и равномерная плотностью всего материала) приводят к относительно низкой микросегрегации и пористости состава. Кроме того, варианты реализации аддитивных способов изготовления, раскрытых в настоящем описании, дают возможность сократить производственный цикл, уменьшить производственные затраты, а также повысить эффективность использования исходных материалов (то есть уменьшить количество отходов исходных материалов) по сравнению с технологиями обычной порошковой металлургии, которые используют для изготовления материалов с металлической матрицей, так как в описанных здесь вариантах реализации отсутствуют стадии изготовления форм, прессования порошка, диспергирования порошка, спекания, пропитки и прецизионной обработки.
[0058] В целом варианты реализации композиционных материалов с металлической матрицей и способов изготовления (например, способа 200), раскрытые в настоящем описании, можно использовать для изготовления любого типа компонентов. Как было описано ранее, долота для бурения скважин, импеллеры насосов, а также колена жидкостных трубопроводов могут подвергаться негативному влиянию ударных нагрузок, воздействию абразивных материалов, коррозионных жидкостей или комбинации этих факторов. Со временем жесткие условия эксплуатации могут приводить к абразивному износу, эрозии, коррозии и повреждению таких компонентов. Кроме того, многие долота для бурения скважин, импеллеры насосов и колена жидкостных трубопроводов имеют довольно сложные формы, которые непросто изготовить обычными способами литья и формования. Однако варианты реализации композиционных материалов с металлической матрицей и способов изготовления, раскрытые в настоящем документе, предлагают возможность изготовления бурильных долот, импеллеров насосов и колен жидкостных трубопроводов, обладающих повышенной твердостью, износостойкостью, коррозионной стойкостью, прочностью при сжатии, скоростью деформации при сжатии и прочностью на изгиб по сравнению с большинством обычных композиций и способов изготовления. Такие потенциальные преимущества могут быть достигнуты без использования включений или нанесения покрытий. Кроме того, поскольку в вариантах реализации способов изготовления, описанных в настоящем документе, используют аддитивные технологии с использованием ЭЛП и не используют формы (например, предварительно формованные или предварительно подвергнутые механической обработке формы), такие методы дают возможность изготовления компонентов, имеющих более сложные формы и геометрические характеристики (например, конструкции со сложными полостями, тонкостенные конструкции и так далее), чем те, которые могут быть изготовлены с использованием наиболее распространенных технологий. Соответственно, варианты реализации композиционных материалов с металлической матрицей и способы изготовления, описанные в настоящем документе, могут быть особенно подходящими для долот для бурения скважин, импеллеров насосов и колен жидкостных трубопроводов.
[0059] Следующие далее примеры представлены для дополнительного пояснения вариантов реализации настоящего изобретения.
ПРИМЕР 1
[0060] Образец для испытаний в форме куба 10 мм × 10 мм × 10 мм из композиционного материала с металлической матрицей, содержащего 65% масс. WC, 0,63% масс. В, 1,23% масс. Si, 29,6% масс. Ni и менее 0,1% масс. другого элемента(-ов), изготовили в соответствии с вариантом реализации аддитивного способа изготовления с использованием ЭЛП, раскрытого в настоящем документе. Износостойкость образца определяли в соответствии с китайским стандартом MLS-225B, GB / Т 12444 «Металлические материалы. Испытания на износ. Испытание на износ блок на кольце», согласно которому используют стандартную установку для определения коэффициента сухого трения скольжения «блок на кольце» с эталоном или стандартом, представляющим собой стальное кольцо 42CrMo.
[0061] Стальное кольцо 42CrMo было подвергнуто закалке и отпуску до твердости 53 HRC и вращалось со скоростью 400 об/мин. Образец композиционного материала с металлической матрицей был прижат к вращающемуся кольцу с нормальной нагрузкой 20 кгс в течение 60 минут с общим путем трения 3800 м. Для сравнения износостойкости композиционного материала с металлической матрицей и стали 42CrMo относительную износостойкость определили следующим образом:

В этом случае «стандартом» было стальное кольцо 42CrMo, а «образцом для испытания» служил образец композиционного материала с металлической матрицей. Рассчитанные результаты относительной износостойкости показали, что износостойкость композиционного материала с металлической матрицей была в 60-85 раз выше, чем износостойкость стали 42CrMo.
ПРИМЕР 2
[0062] Образец для испытаний из композиционного материала с металлической матрицей, содержащего 72% масс. WC, 0,5% масс В, 0,98% масс Si, 26,42% масс Ni и менее 0,1% масс другого элемента(-ов), изготовили в соответствии с вариантом реализации аддитивного способа изготовления с использованием ЭЛП, раскрытого в настоящем документе. Для оценки коррозионной стойкости образца из композиционного материала с металлической матрицей по сравнению с эталоном или стандартом, представляющим собой образец из нержавеющей стали 316, провели испытание на подводную коррозию.
[0063] Испытание на подводную коррозию проводили в водном растворе хлористоводородной кислоты 0,5 моль/л при 20°С в течение 168 часов. Для сравнения коррозионной стойкости композиционного материала с металлической матрицей и нержавеющей стали 316 относительную стойкость к коррозии определили следующим образом:

В этом случае «стандартом» было образец из нержавеющей стали 316, а «образцом для испытания» служил образец композиционного материала с металлической матрицей. Рассчитанные результаты относительной коррозионной стойкости показали, что коррозионная стойкость композиционного материала с металлической матрицей была в 25-32 раза больше, чем коррозионная стойкость нержавеющей стали 316.
Пример 3
[0064] Приготовили гомогенную порошкообразную смесь, содержащую 65% масс. порошкообразного карбида вольфрама 80 меш и 35% масс. порошкообразного связующего на основе никеля 150 меш, поместили смесь в устройство ЭЛП. Связующее на основе никеля содержало 0,54% масс. В, 1,05% масс. Si, 33,4% масс. Ni и менее 0,1% масс. другого элемента(-ов). Вакуумную камеру устройства для ЭЛП откачали до 8×10-6 мБар (8×10-10 МПа) и продули азотом. Затем нанесли слой порошкообразной смеси и выборочно расплавили в соответствии с 3D-моделью САПР с использованием электронного пучка для аддитивного изготовления долота для бурения скважин 300, изображенного на Фигурах 3-5. Мощность электронного пучка составляла от 1000 Вт до 1200 Вт, ширина фокального пятна электронного пучка составляла 0,16 мм, скорость линейного сканирования фокального пятна составляла от 25 мм/с до 30 мм/с, толщина каждого слоя порошкообразной смеси составляла 0,1 мм, интервал сканирования электронного пучка составлял 0,1 мм. Буровое долото 300 имело высоту 82,37 мм и наружный диаметр (или полноразмерный диаметр) 82,37 мм.
[0065] Определили твердость, прочность при сжатии, скорость деформации при разрушении, прочность на изгиб, относительную износостойкость и относительную коррозионную стойкость бурового долота 300. В частности, твердость определяли с помощью обычного теста по Роквеллу, прочность при сжатии и скорость деформации при сжатии определили в соответствии с китайским стандартом GB / Т7314-2005 «Металлические материалы. Метод испытания на сжатие при комнатной температуре», прочность на изгиб определили в соответствии с китайским стандартом GB / Т 6569-86 «Инженерная керамика. Метод испытания прочности на изгиб», относительную износостойкость определили в соответствии с методикой испытания, описанной ранее в Примере 1, и относительную стойкость к коррозии определили в соответствии с методикой испытания, описанной ранее в Примере 2. Получены следующие результаты: твердость бурового долота 300 составила 78 HRA, прочность при сжатии бурового долота 300 составила 1774 МПа, скорость деформации при сжатии бурового долота 300 составила 14,3%, предел прочности при изгибе бурового долота 300 составил 1302 МПа, относительная износостойкость бурового долота 300 составила 78,5 (то есть в 78,5 раз больше, чем износостойкость стали 42CrMo), а относительная коррозионная стойкость бурового долота 300 составила 28,4 (то есть в 28,4 раза больше, чем коррозионная стойкость нержавеющей стали 316).
[0066] Как указано выше, твердость бурового долота 300, выполненного из композиционного материала с металлической матрицей, раскрытого в настоящем документе, и в соответствии с вариантом реализации аддитивного способа изготовления с использованием устройства ЭЛП, раскрытого в настоящем документе, составила 78 HRA. Для сравнения изготовили обычный матричный корпус долота с использованием обычных методов (литье) и порошкообразной смеси, содержащей 70,0% масс. порошкообразного карбида вольфрама с размером частиц 80,0 мкм и 30,0% масс. порошкообразного связующего на основе меди. Связующее на основе меди содержало 53,0% масс. Cu, 23,0% масс. Mn, 15,0% масс. Ni и 0,9% масс. Zn. Твердость обычного матричного корпуса долота составила 65-73 HRA.
[0067] Как указано выше, прочность на изгиб бурового долота 300, выполненного из варианта реализации композиционного материала с металлической матрицей, раскрытого в настоящем документе, и в соответствии с вариантом реализации аддитивного способа изготовления с использованием устройства ЭЛП, раскрытого в настоящем документе, составила 1302 МПа (примерно 189 Ksi). В то же время большинство обычных матричных корпусов долот обладают прочностью на изгиб около 758-930 МПа (примерно 110-135 Ksi).
Пример: 4
[0068] Приготовили гомогенную порошкообразную смесь, содержащую 70% масс. порошкообразного карбида вольфрама 80 меш и 30% масс. порошкообразного связующего на основе никеля 150 меш, поместили смесь в устройство ЭЛП. Связующее на основе никеля содержало 1,8% масс. В, 3,5% масс. Si, 94,6% масс. Ni и менее 0,1% масс. другого элемента(-ов). Вакуумную камеру устройства ЭЛП откачали до 8×10-6 мБар (8×10-10 МПа) и продули азотом. Затем нанесли слой порошкообразной смеси и выборочно расплавили в соответствии с 3D-моделью САПР с использованием электронного пучка для аддитивного изготовления импеллера насоса 400, изображенного на Фигурах 6 и 7. Мощность электронного пучка составляла от 2000 Вт до 2200 Вт, ширина фокального пятна электронного пучка составляла 0,20 мм, скорость линейного сканирования фокального пятна составляла от 15 мм/с до 20 мм/с, толщина каждого слоя порошкообразной смеси составляла 0,12 мм, интервал сканирования электронного пучка составлял 0,15 мм.
[0069] Определили твердость, прочность при сжатии, скорость деформации при разрушении, прочность на изгиб, относительную износостойкость и относительную коррозионную стойкость импеллера насоса 400. В частности, твердость определяли с помощью обычного теста по Роквеллу, прочность при сжатии и скорость деформации при сжатии определили в соответствии с китайским стандартом GB / Т7314-2005 «Металлические материалы. Метод испытания на сжатие при комнатной температуре», прочность на изгиб определили в соответствии с китайским стандартом GB / Т 6569-86 «Инженерная керамика. Метод испытания прочности на изгиб», относительную износостойкость определили в соответствии с методикой испытания, описанной ранее в Примере 1, и относительную стойкость к коррозии определили в соответствии с методикой испытания, описанной ранее в Примере 2. Получены следующие результаты: твердость импеллера насоса 400 составила 85,5 HRA, прочность при сжатии импеллера насоса 400 составила 1833 МПа, скорость деформации при сжатии импеллера насоса 400 составила 15,1%, предел прочности при изгибе импеллера насоса 400 составила 1267 МПа, относительная износостойкость импеллера насоса 400 составила 82,7 (то есть в 82,7 раза больше, чем износостойкость стали 42CrMo), а относительная коррозионная стойкость импеллера насоса 400 составила 30,7 (то есть в 30,7 раза больше, чем коррозионная стойкость нержавеющей стали 316).
Пример 5:
[0070] Приготовили гомогенную порошкообразную смесь, содержащую 72% масс. порошкообразного карбида вольфрама 80 меш и 28% масс. порошкообразного связующего на основе никеля 150 меш, поместили смесь в устройство ЭЛП. Связующее на основе никеля содержало 1,8% масс. В, 3,5% масс. Si, 94,6% масс. Ni и менее 0,1% масс. другого элемента(-ов). Вакуумную камеру устройства ЭЛП откачали до 8×10-6 мБар (8×10-10 МПа) и продули азотом. Затем нанесли слой порошкообразной смеси и выборочно расплавили в соответствии с 3D-моделью САПР с использованием электронного пучка для аддитивного изготовления колена жидкостного трубопровода 500, изображенного на Фигуре 8. Мощность электронного пучка составляла от 1500 Вт до 1800 Вт, ширина фокального пятна электронного пучка составляла 0,18 мм, скорость линейного сканирования фокального пятна составляла от 15 мм/с до 20 мм/с, толщина каждого слоя порошкообразной смеси составляла 0,10 мм, интервал сканирования электронного пучка составлял 0,15 мм.
[0071] Определили твердость, прочность при сжатии, скорость деформации при разрушении, прочность на изгиб, относительную износостойкость и относительную коррозионную стойкость колена 500. В частности, твердость определяли с помощью обычного теста по Роквеллу, прочность при сжатии и скорость деформации при сжатии определили в соответствии с китайским стандартом GB / Т7314-2005 «Металлические материалы. Метод испытания на сжатие при комнатной температуре», прочность на изгиб определили в соответствии с китайским стандартом GB / Т 6569-86 «Инженерная керамика. Метод испытания прочности на изгиб», относительную износостойкость определили в соответствии с методикой испытания, описанной ранее в Примере 1, и относительную стойкость к коррозии определили в соответствии с методикой испытания, описанной ранее в Примере 2. Результаты были следующими: твердость колена 500 составила 82,5 HRA, прочность при сжатии колена 500 составила 1873 МПа, скорость деформации при сжатии колена 500 составила 14,1%, прочность на изгиб колена 500 составила 1291 МПа, относительная износостойкость колена 500 составила 77,4 (то есть в 77,4 раза больше, чем износостойкость стали 42CrMo), а относительная коррозионная стойкость колена 500 составила 28,2 (то есть в 28,2 раза больше, чем коррозионная стойкость нержавеющей стали 316).
Пример 6.
[0072] Приготовили гомогенную порошкообразную смесь, содержащую 60% масс. порошкообразного карбида вольфрама 100 меш и 40% масс. порошкообразного связующего на основе никеля 125 меш, поместили смесь в устройство ЭЛП. Связующее на основе никеля представляло собой связующее 5 в Таблице 1 выше. Таким образом, связующее на основе никеля содержало 1,0% масс. В, 2.5% масс. Si, 3,0% масс. Cr, 5,5% масс. Cu, 1,5% масс. Мо, 2,0% масс. Р и 84,5% масс. Ni. Вакуумную камеру устройства ЭЛП откачали до 8×10-6 мБар (8×10-10 МПа) и продули гелием. Затем нанесли слой порошкообразной смеси и выборочно расплавили в соответствии с 3D-моделью САПР с использованием электронного пучка для аддитивного изготовления долота для бурения скважин. Мощность электронного пучка составляла от 920 Вт до 1100 Вт, ширина фокального пятна электронного пучка составляла 0,14 мм, скорость линейного сканирования фокального пятна составляла от 28 мм/с до 35 мм/с, толщина каждого слоя порошкообразной смеси составляла 0,09 мм, интервал сканирования электронного пучка составлял 0,09 мм.
Пример 7.
[0073] Приготовили гомогенную порошкообразную смесь, содержащую 55% масс. порошкообразного карбида вольфрама 120 меш и 45% масс. порошкообразного связующего на основе никеля 125 меш, поместили смесь в устройство ЭЛП. Связующее на основе никеля представляло собой связующее 1 в Таблице 1 выше. Таким образом, связующее на основе никеля содержало 3,0% масс. В, 4,2% масс. Si, 7,0% масс. Cr, 3,0% масс. Fe и 82,8% масс. Ni. Вакуумную камеру устройства ЭЛП откачали до 8×10-6 мБар (8×10-10 МПа) и продули гелием. Затем нанесли слой порошкообразной смеси и выборочно расплавили в соответствии с 3D-моделью САПР с использованием электронного пучка для аддитивного изготовления долота для бурения скважин. Мощность электронного пучка составляла от 850 Вт до 1040 Вт, ширина фокального пятна электронного пучка составляла 0,12 мм, скорость линейного сканирования фокального пятна составляла от 30 мм/с до 38 мм/с, толщина каждого слоя порошкообразной смеси составляла 0,09 мм, интервал сканирования электронного пучка составлял 0,10 мм.
Пример 8.
[0074] Приготовили гомогенную порошкообразную смесь, содержащую 60% масс. порошкообразного карбида вольфрама 100 меш и 40% масс. порошкообразного связующего на основе никеля 125 меш, поместили смесь в устройство ЭЛП. Связующее на основе никеля представляло собой связующее 2 в Таблице 1 выше. Таким образом, связующее на основе никеля содержало 3,0% масс. В, 4,5% масс. Si и 92,5% масс. Ni. Вакуумную камеру устройства ЭЛП откачали до 8×10-6 мБар (8×10-10 МПа) и продули гелием. Затем нанесли слой порошкообразной смеси и выборочно расплавили в соответствии с 3D-моделью САПР с использованием электронного пучка для аддитивного изготовления долота для бурения скважин. Мощность электронного пучка составляла от 900 Вт до 1050 Вт, ширина фокального пятна электронного пучка составляла 0,13 мм, скорость линейного сканирования фокального пятна составляла от 32 мм/с до 40 мм/с, толщина каждого слоя порошкообразной смеси составляла 0,10 мм, интервал сканирования электронного пучка составлял 0,09 мм.
[0075] Определили твердость, прочность при сжатии, скорость деформации при разрушении, прочность на изгиб, относительную износостойкость и относительную коррозионную стойкость бурового долота. В частности, твердость определяли с помощью обычного теста по Роквеллу, прочность при сжатии и скорость деформации при сжатии определили в соответствии с китайским стандартом GB / Т7314-2005 «Металлические материалы. Метод испытания на сжатие при комнатной температуре», прочность на изгиб определили в соответствии с китайским стандартом GB / Т 6569-86 «Инженерная керамика. Метод испытания прочности на изгиб», относительную износостойкость определили в соответствии с методикой испытания, описанной ранее в Примере 1, и относительную стойкость к коррозии определили в соответствии с методикой испытания, описанной ранее в Примере 2. Получены следующие результаты: твердость бурового долота составила 83,8 HRA, прочность при сжатии бурового долота составила 1845 МПа, скорость деформации при сжатии бурового долота составила 11,8%, предел прочности при изгибе бурового долота составил 1014 МПа, относительная износостойкость бурового долота составила 61,4 (то есть в 61,4 раз больше, чем износостойкость стали 42CrMo), а относительная коррозионная стойкость бурового долота составила 42,1 (то есть в 42,1 раза больше, чем коррозионная стойкость нержавеющей стали 316).
Пример 9.
[0076] Приготовили гомогенную порошкообразную смесь, содержащую 65% масс. порошкообразного карбида вольфрама 60 меш и 35% масс. порошкообразного связующего на основе никеля 80 меш, поместили смесь в устройство ЭЛП. Связующее на основе никеля представляло собой связующее 4 в Таблице 1 выше. Таким образом, связующее на основе никеля содержало 2,8% масс. В, 3,5% масс. Si, 22,0% масс. Со и 71,7% масс. Ni. Вакуумную камеру устройства ЭЛП откачали до 8×10-6 мБар (8×10-10 МПа) и продули гелием. Затем нанесли слой порошкообразной смеси и выборочно расплавили в соответствии с 3D-моделью САПР с использованием электронного пучка для аддитивного изготовления долота для бурения скважин. Мощность электронного пучка составляла от 1200 Вт до 1500 Вт, ширина фокального пятна электронного пучка составляла 0,10 мм, скорость линейного сканирования фокального пятна составляла от 20 мм/с до 25 мм/с, толщина каждого слоя порошкообразной смеси составляла 0,18 мм, интервал сканирования электронного пучка составлял 0,12 мм.
[0077] Определили твердость, прочность при сжатии, скорость деформации при разрушении, прочность на изгиб, относительную износостойкость и относительную коррозионную стойкость бурового долота. В частности, твердость определяли с помощью обычного теста по Роквеллу, прочность при сжатии и скорость деформации при сжатии определили в соответствии с китайским стандартом GB / Т7314-2005 «Металлические материалы. Метод испытания на сжатие при комнатной температуре», прочность на изгиб определили в соответствии с китайским стандартом GB / Т 6569-86 «Инженерная керамика. Метод испытания прочности на изгиб», относительную износостойкость определили в соответствии с методикой испытания, описанной ранее в Примере 1, и относительную стойкость к коррозии определили в соответствии с методикой испытания, описанной ранее в Примере 2. Получены следующие результаты: твердость бурового долота составила 79,5 HRA, прочность при сжатии бурового долота составила 1584 МПа, скорость деформации при сжатии бурового долота составила 13,1%, предел прочности при изгибе бурового долота составил 1108 МПа, относительная износостойкость бурового долота составила 70,4 (то есть в 70,4 раз больше, чем износостойкость стали 42CrMo), а относительная коррозионная стойкость бурового долота составила 33,2 (то есть в 33,2 раза больше, чем коррозионная стойкость нержавеющей стали 316).
Пример 10.
[0078] Приготовили гомогенную порошкообразную смесь, содержащую 55% масс. порошкообразного карбида вольфрама 120 меш и 45% масс. порошкообразного связующего на основе никеля 125 меш, поместили смесь в устройство ЭЛП. Связующее на основе никеля представляло собой связующее 3 в Таблице 1 выше. Таким образом, связующее на основе никеля содержало 1,8% масс. В, 3,5% масс. Si и 94,7% масс. Ni. Вакуумную камеру устройства ЭЛП откачали до 8×10-6 мБар (8×10-10 МПа) и продули гелием. Затем нанесли слой порошкообразной смеси на поверхность исходной пластины из углеродистой стали 1018 и выборочно расплавили в соответствии с 3D-моделью САПР с использованием электронного пучка для аддитивного изготовления долота для бурения скважин. Мощность электронного пучка составляла от 850 Вт до 1040 Вт, ширина фокального пятна электронного пучка составляла 0,12 мм, скорость линейного сканирования фокального пятна составляла от 30 мм/с до 38 мм/с, толщина каждого слоя порошкообразной смеси составляла 0,09 мм, интервал сканирования электронного пучка составлял 0,1 мм.
Пример 11.
[0079] Приготовили две гомогенные порошкообразные смеси, имеющие следующие составы: (1) 40% масс. порошкообразного карбида вольфрама 60 меш и 60% масс. порошкообразного связующего на основе никеля 80 меш; и (2) 60% масс. порошкообразного карбида вольфрама 60 меш и 40% масс. порошкового связующего на основе никеля 80 меш, содержащего 100% масс. Ni. Связующее на основе никеля в порошкообразной смеси (1) представляло собой связующее 7 в Таблице 1 выше, а никелевое связующее в порошкообразной смеси (2) представляло собой связующее 8 в Таблице 1 выше. Таким образом, порошкообразное связующее на основе никеля в смеси (1) содержало 20,0-23,0% масс. Cr, 0,5% масс. Fe, 0-0,5% масс. Si, 0,1% масс. Со, 8,0-10,0% масс. Мо, 0,4% масс. Al, 3,15-4,15% масс. Nb, 0,04% масс. Ti, а остальное составлял Ni; и никелевое связующее в смеси (2) содержало 100% масс. Ni.
[0080] Каждую порошкообразную смесь приготовили и по отдельности поместили в устройство ЭПЛ для аддитивного изготовления долота для бурения скважин. В каждом случае в вакуумной камере устройства ЭЛП создавали разрежение до 8×10-6 мБар (8×10-10 МПа) и продували гелием, порошкообразную смесь наносили слоями и выборочно расплавляли в соответствии с 3D-моделью САПР с использованием электронного пучка. В каждом случае мощность электронного пучка составляла от 1200 Вт до 1500 Вт, ширина фокального пятна электронного пучка составляла 0,10 мм, скорость линейного сканирования фокального пятна составляла от 20 мм/с до 25 мм/с, толщина каждого слоя порошкообразной смеси составляла 0,18 мм, интервал сканирования электронного пучка составлял 0,12 мм.
[0081] Определили твердость и прочность на изгиб каждого бурового долота. В частности, твердость определили с помощью обычного теста по Роквеллу, а прочность на изгиб в соответствии с китайским стандартом GB / Т 6569-86 «Инженерная керамика. Метод испытаний прочности на изгиб». Результаты приведены в Таблице 2 ниже.

[0082] Несмотря на то, что предпочтительные варианты реализации показаны и описаны, специалист в данной области техники может внести в них изменения, не выходя за рамки объема или принципов изобретения. Варианты реализации изобретения в данном описании являются только иллюстративными и не являются ограничивающими. Многие варианты и модификации систем, устройств и способов, описанных в данном документе, являются возможными и находятся в пределах объема изобретения. Например, могут быть изменены относительные размеры различных частей, материалы, из которых выполнены различные части, и другие параметры. Соответственно, объем охраны не ограничен описанными вариантами реализации, но ограничен только нижеследующей формулой изобретения, объем которой включает все эквиваленты заявленного изобретения. Если явно не указано иное, стадии в пункте формулы изобретения на способ могут выполняться в любом порядке. Перечисление идентификаторов, таких как (а), (б), (в) или (1), (2), (3) перед стадиями в пункте формулы изобретения на способ не предназначены для указания и не указывают конкретный порядок стадий, а использованы для упрощения последующей ссылки на такие стадии.
| название | год | авторы | номер документа |
|---|---|---|---|
| БУРОВОЕ ДОЛОТО, СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА БУРОВОГО ДОЛОТА, КОМПОЗИТ С МЕТАЛЛИЧЕСКОЙ МАТРИЦЕЙ И СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТА С МЕТАЛЛИЧЕСКОЙ МАТРИЦЕЙ | 2017 |
|
RU2753565C2 |
| БУРОВОЕ ДОЛОТО И ДРУГИЕ ИЗДЕЛИЯ, СОДЕРЖАЩИЕ ЦЕМЕНТИРОВАННЫЙ КАРБИД | 2009 |
|
RU2508178C2 |
| БУРОВОЕ ДОЛОТО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2376442C2 |
| БУРОВЫЕ ДОЛОТА НА ОСНОВЕ КОМПОЗИТА "МАТРИЦА-ЧАСТИЦЫ" С ТВЕРДОСПЛАВНЫМ УПРОЧНЕНИЕМ И СПОСОБЫ ИЗГОТОВЛЕНИЯ И РЕМОНТА ТАКИХ ДОЛОТ С ИСПОЛЬЗОВАНИЕМ ТВЕРДОСПЛАВНЫХ МАТЕРИАЛОВ | 2007 |
|
RU2457281C2 |
| АЛМАЗНЫЙ ПОЛИКРИСТАЛЛИЧЕСКИЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ С ДИСПЕРСНО-УПРОЧНЕННОЙ ДОБАВКОЙ | 2013 |
|
RU2550394C2 |
| Способ уменьшения интерметаллических соединений по границе сцепления матричного долота методом пониженной температуры | 2016 |
|
RU2722380C2 |
| ИЗНОСОСТОЙКИЙ СЛОЙ | 2018 |
|
RU2773177C2 |
| БУРОВОЕ ДОЛОТО ДЛЯ РОТОРНОГО БУРЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2412326C2 |
| СУПЕРАБРАЗИВНЫЙ МАТЕРИАЛ С ЗАЩИТНЫМ АДГЕЗИВНЫМ ПОКРЫТИЕМ И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОГО ПОКРЫТИЯ | 2014 |
|
RU2666390C2 |
| МАТРИЦА ДЛЯ ТВЕРДОГО КОМПОЗИТНОГО СОЕДИНЕНИЯ | 1996 |
|
RU2141001C1 |
Изобретение относится к способу аддитивного изготовления компонента из композиционного материала с металлической матрицей. Способ включает расплавление электронным пучком порошкообразной смеси, которая содержит порошкообразный карбид вольфрама в количестве от 45 до 72 мас.% от массы порошкообразной смеси и порошкообразное связующее в количестве от 28 до 55 мас.% от массы порошкообразной смеси. Указанное порошкообразное связующее содержит никель в количестве по меньшей мере 70 мас.% от массы порошкообразного связующего. Обеспечивается повышение стойкости к износу, эрозии, коррозии и ударопрочности. 18 з.п. ф-лы, 8 ил., 2 табл., 11 пр.
1. Способ аддитивного изготовления компонента из композиционного материала с металлической матрицей, включающий:
расплавление порошкообразной смеси электронным пучком, при этом указанная порошкообразная смесь содержит порошкообразный карбид вольфрама в количестве от 45 до 72 мас.% от массы порошкообразной смеси и порошкообразное связующее в количестве от 28 до 55 мас.% от массы порошкообразной смеси, причем указанное порошкообразное связующее содержит никель в количестве по меньшей мере 70 мас.% от массы порошкообразного связующего.
2. Способ по п. 1, отличающийся тем, что указанное порошкообразное связующее дополнительно содержит:
бор в количестве до 6,0 мас.% от массы порошкообразного связующего и
кремний в количестве до 6,0 мас.% от массы порошкообразного связующего.
3. Способ по п. 2, отличающийся тем, что указанное порошкообразное связующее состоит, по существу, из бора, кремния и никеля.
4. Способ по п. 1, отличающийся тем, что указанное порошкообразное связующее содержит никель в количестве по меньшей мере 90 мас.% от массы порошкообразного связующего.
5. Способ по п. 1, отличающийся тем, что порошкообразный карбид вольфрама имеет размер частиц от 50 до 400 меш, при этом указанное порошкообразное связующее имеет размер частиц от 60 до 400 меш.
6. Способ по п. 5, отличающийся тем, что порошкообразный карбид вольфрама имеет размер частиц от 150 до 350 меш, при этом указанное порошкообразное связующее имеет размер частиц от 150 до 350 меш.
7. Способ по п. 1, дополнительно включающий:
подачу электронного пучка на фокальное пятно на порошкообразной смеси при мощности от 200 до 3000 Вт и
прохождение фокального пятна электронного пучка по порошкообразной смеси со скоростью линейного сканирования от 5,0 до 30,0 мм/с.
8. Способ по п. 7, отличающийся тем, что фокальное пятно имеет ширину от 0,1 до 0,2 мм.
9. Способ по п. 8, отличающийся тем, что мощность составляет от 1500 до 2000 Вт, при этом скорость линейного сканирования составляет от 15,0 до 20,0 мм/с, а ширина фокального пятна составляет от 0,14 до 0,16 мм.
10. Способ по п. 8, дополнительно включающий прохождение фокального пятна линейно вперед и назад по порошкообразной смеси с интервалом сканирования от 0,7 до 0,18 мм.
11. Способ по п. 1, дополнительно включающий:
распределение слоя порошкообразной смеси равномерно с толщиной от 0,04 до 0,12 мм; и
расплавление указанного слоя порошкообразной смеси электронным пучком.
12. Способ по п. 7, дополнительно включающий:
размещение порошкообразной смеси в вакуумной камере перед расплавлением указанной порошкообразной смеси;
создание разрежения в вакуумной камере до давления менее 8×10-6 мБар (8×1010 МПа) после размещения порошкообразной смеси в указанной вакуумной камере;
расплавление указанной порошкообразной смеси электронным пучком после создания разрежения в указанной вакуумной камере.
13. Способ по п. 1, отличающийся тем, что указанный компонент из композиционного материала с металлической матрицей представляет собой буровое долото для бурения скважин, импеллер насоса или колено жидкостного трубопровода.
14. Способ по п. 1, отличающийся тем, что указанное порошкообразное связующее состоит, по существу, из никеля.
15. Способ по п. 1, отличающийся тем, что указанное порошкообразное связующее не содержит Si и В.
16. Способ по п. 15, отличающийся тем, что указанное порошкообразное связующее содержит 100 мас.% Ni.
17. Способ по п. 1, отличающийся тем, что указанное порошкообразное связующее содержит хром, молибден и ниобий.
18. Способ по п. 17, отличающийся тем, что указанное порошкообразное связующее содержит:
хром в количестве от 20,0 до 23,0 мас.% от массы порошкообразного связующего;
молибден в количестве от 8,0 до 10,0 мас.% от массы порошкообразного связующего и
ниобий в количестве от 3,15 до 4,15 мас.% от массы порошкообразного связующего.
19. Способ по п. 18, отличающийся тем, что указанное порошкообразное связующее дополнительно содержит:
железо;
кремний в количестве до 0,5 мас.% от массы порошкообразного связующего;
кобальт;
алюминий;
титан и
марганец.
| WO 2015030879 A2, 05.03.2015 | |||
| US 201000276208 A1, 04.11.2010 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ИЗ СМЕСИ ПОРОШКОВ НА ОСНОВЕ ВОЛЬФРАМА, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ПИТАТЕЛЬ УСТРОЙСТВА | 2005 |
|
RU2305024C2 |

