Область техники
Настоящее изобретение в общем, но не исключительно, относится к буровому долоту, способу изготовления корпуса бурового долота, композиту с металлической матрицей, и способу изготовления композита с металлической матрицей.
Уровень техники
Взаимодействующие с грунтом буровые долота широко применяютcя в промышленности, в том числе в горных разработках, добыче нефти и газа для разведки и добычи минерального и углеводородного сырья. Примеры взаимодействующих с грунтом буровых долот включают в себя буровые долота с неподвижным вооружением ("режущие буровые долота").
Буровое долото изнашивается при трении о горную породу или металл трубы обсадной колонны. Буровые долота выходят из строя. Охлаждающий и смазывающий буровой раствор в общем циркулирует через буровое долото с применением высокой гидравлической энергии. Буровой раствор может содержать абразивные частицы, например песок, который при приведении в движение высокой гидравлической энергией усугубляет износ на поверхности бурового долота и в других местах.
Буровые долота могут иметь корпус, содержащий по меньшей мере одно из закаленной и отпущенной стали, и композита с металлической матрицей (далее MMC). Стальной корпус бурового долота может иметь увеличенную ковкость и может быть предпочтительным для изготовления. Стальной корпус бурового долота может быть изготовлен по методикам литья и ковки, примеры которых включают в себя, но без ограничения этим методики горячей штамповки или прокатки валками. Свойства стали после термической обработки являются единообразными и повторяющимися. Появление трещин буровых долот со стальным корпусом является редким; вместе с тем, изношенный стальной корпус бурового долота может представлять трудности для ремонта оператором.
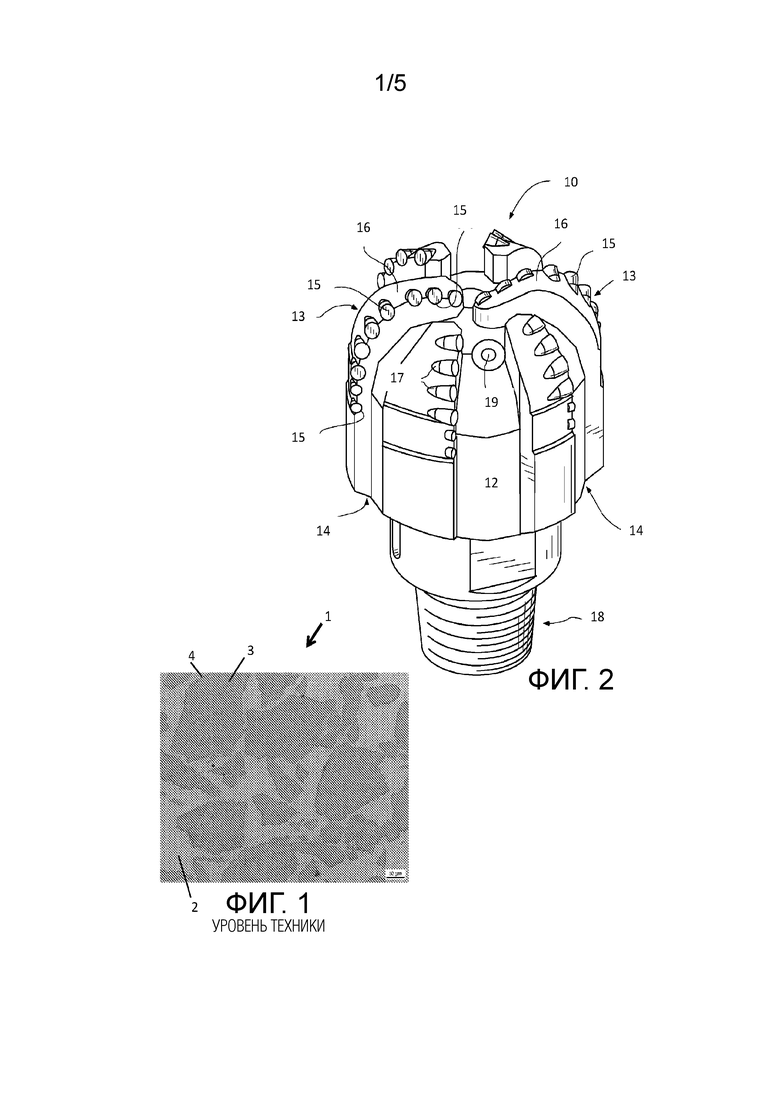
MMC в общем, но не обязательно содержит керамику с высокой температурой плавления, например порошок карбида вольфрама, пропитанный одним металлом или чаще сплавом, например медью или сплавом на основе меди, имеющим температуру плавления ниже, чем у керамического порошка. MMC можно изготавливать, применяя заранее перемешанный порошок, содержащий металлический порошок и керамический порошок. Заранее перемешанный порошок может быть порошком кермета. На фиг. 1 показана микрофотография с оптического микроскопа существующей техники MMC 1, подготовленная с применением металлографических методик.
МMC 1 состоит из двух принципиальных фаз. Мягкая фаза 2 образована посредством пропитки жидким металлом твердых частиц 3. Мягкая фаза 2 находится в литом состоянии. Мягкую фазу 2 можно считать такой, которая значительно мягче твердых частиц 3 и может быть классифицирована, как имеющая сопротивление локализованному вдавливанию меньше 1000 HV (единиц твердости по Виккерсу) и даже меньше 250 HV. Модуль упругости мягкой фазы 2 также гораздо ниже, чем у твердых частиц 3.
Твердые частицы 3 обычно являются карбидами металла, боридами или оксидами, например карбидом вольфрама, семикарбидом вольфрама или цементированным карбидом. Твердые частицы 3 обычно имеют сопротивление локализованному вдавливанию больше 1000 HV. Твердость WC (монокарбид вольфрама) составляет – 2500 HV. Между мягкой фазой 2 и твердыми частицами 3 имеется стык 4 на котором находится связующее вещество между твердыми частицами 3 и мягкой фазой 2. Связующее вещество имеет вид межатомной диффузии частиц между твердыми частицами 3 и мягкой фазой 2. Прочность на сдвиг по поверхности раздела может быть высокой вследствие химической совместимости. Твердые частицы 3 делают полученный в результате MMC 1 жестче и прочнее в сравнении с одной мягкой фазой 2.
Корпус из MMC бурового долота может изнашиваться медленнее, чем стальной корпус бурового долота. Корпуса из MMC буровых долот, вместе с тем, чаще трескаются во время отливки и/или обработки и/или применения от термического и механического удара. Растрескивание может вызывать ранний вывод бурового долота из эксплуатации, поскольку долото может иметь конструктивные или внешние дефекты. Альтернативно, корпус из MMC бурового долота может выходить из строя катастрофически, с потерей части вооружения, что может приводить к показателям бурения ниже оптимальных и раннему извлечению бурового долота.
Во многих случаях трескается перо или лопасть бурового долота. Выход из строя пера или лопасти наносит экономический ущерб изготовителям бурового долота. Еженедельные или ежемесячные происшествия могут снижать рентабельность и подрывать репутацию. Если производитель буровых долот изготавливает 300 долот в месяц, и 1 из каждой 1000 долот выходит из строя, явление растрескивания должно происходить в среднем приблизительно раз каждые три месяца, указанное можно считать слишком частым. Одно растрескивание для каждых 10000 долот, хотя все еще не идеальное, может улучшить прибыль и репутацию изготовителя буровых долот.
MMC в общем считают легко раскалывающимся материалом. Образцы семейства предметов из легко раскалывающегося материала демонстрируют вариации прочности вследствие уникальных пороков и дефектов. Прочность образца MMC можно определить, применяя испытание сопротивления поперечному разрыву (TRS), где нагрузку центрально прикладывают к образцу MMC кубической или цилиндрической формы, опирающемуся на две точки. Можно испытать множество образцов, чтобы вывести среднюю прочность и стандартное отклонение приложенного механического напряжения в момент разлома, которое затем берут за показатель.
Извлечение из скважины изношенного или вышедшего из строя бурового долота, является нежелательным. Затрачиваемое непродуктивное время для извлечения из скважины и спуска в
скважину сменного бурового долота может стоить миллионы долларов. Буровые долота и другие взаимодействующие с грунтом инструменты с увеличенной износостойкостью и пониженной частотой отказов могут экономить значительное время и деньги.
Сущность изобретения
В данном документе раскрыто буровое долото. Буровое долото содержит корпус из композита с металлической матрицей (MMC). МMC содержит смесь, содержащую одно множество частиц и другое множество частиц. Каждая из другого множество частиц мягче, чем каждая из одного множества частиц. МMC содержит металлический связующий материал, металлургически связанный с каждой из одного множества частиц и другого множества частиц.
В варианте осуществления каждая из одного множества частиц содержит первый материал, каждая из другого множества частиц содержит второй материал, и удельная теплопроводность второго материала больше удельной теплопроводности первого материала.
В варианте осуществления каждая из другого множества частиц имеет плотность с величиной 0,7–1,3 плотности каждой из одного множества частиц.
В варианте осуществления удельная теплопроводность первый материал не больше 120 W⋅m–1⋅K–1.
В варианте осуществления одно множество частиц содержит по меньшей мере один из карбида и нитрида.
В варианте осуществления одно множество частиц содержит по меньшей мере один из карбида вольфрама, цементированного карбида вольфрама (WC–Co), карбида кадмия, карбида тантала, карбида ванадия и карбида титана.
В варианте осуществления одно множество частиц содержит по меньшей мере одно из WC и сплавленного карбида вольфрама.
В варианте осуществления смесь содержит 69–91% по массе WC, 7 –16% по массе сплавленного карбида вольфрама, 0–5% по массе железа и 2–10% по массе вольфрама.
В варианте осуществления смесь содержит 80% по массе WC, 13% по массе сплавленного карбида вольфрама, 2% по массе железа и 5% по массе вольфрама.
В варианте осуществления удельная теплопроводность второго материала не меньше 155 W⋅m–1⋅K–1.
В варианте осуществления другое множество частиц содержит металл.
В варианте осуществления другое множество частиц содержит множество металлических частиц вольфрама.
В варианте осуществления металлический связующий материал содержит медь, марганец, никель и цинк.
В варианте осуществления металлический связующий материал содержит 47–58% по массе меди, 23–25% по массе марганца, 14–16% по массе никеля и 7–9% по массе цинка.
В варианте осуществления металлический связующий материал содержит монолитную матрицу металлического связующего материала.
В варианте осуществления каждая из одного множества частиц имеет показатель 60 меш по ситу 635.
В варианте осуществления каждая из другого множества частиц имеет фракцию 635 в 325 меш.
В варианте осуществления пустоты между одним множеством частиц содержат другое множество частиц.
В варианте осуществления объемная долевая концентрация одного множества частиц в MMC составляет по меньшей мере 60% по объему.
В варианте осуществления объемная долевая концентрация другого множества частиц в MMC составляет по меньшей мере 5% по объему.
В варианте осуществления, каждая частица одного множества имеет твердость больше 1000 HV.
В варианте осуществления, каждая частица другого множества имеет твердость меньше 350 HV.
В варианте осуществления MMC имеет жесткость больше 280 ГПа.
В варианте осуществления MMC имеет жесткость меньше 400 ГПа.
В варианте осуществления MMC имеет сопротивление поперечному разрыву больше 700 МПа.
В варианте осуществления MMC имеет сопротивление поперечному разрыву меньше 1400 МПа.
В варианте осуществления MMC имеет модуль Вейбулла больше 20.
В варианте осуществления смесь пропитана металлическим связующим материалом.
Вариант осуществления содержит взаимодействующее с грунтом лопастное буровое долото.
В данном документе раскрыт способ изготовления корпуса бурового долота. Способ содержит MMC. Способ содержит этап, на котором в форму для литья корпуса бурового долота укладывают смесь, содержащую одно множество частиц и другое множество частиц. Каждая из другого множества частиц мягче, чем каждая из одного множества частиц. Способ содержит этап, на котором металлургически связывают металлический связующий материал с каждой из одного множества частиц и каждой из другого множества частиц.
Вариант осуществления содержит этап, на котором смесь пропитывают металлическим связующим материалом.
В варианте осуществления этап, на котором смесь пропитывают металлическим связующим материалом, содержит расположение металлического связующего материала на смеси, расположенной в литейной форме, нагрев металлического связующего материала для образования расплавленного металлического связующего материала, и обеспечение расплавленному металлическому связующему материалу пропитки смеси в направлении вниз.
Вариант осуществления содержит этап, на котором охлаждают расплавленный металлический связующий материал, которым пропитана в направлении вниз смесь для образования монолитной матрицы металлического связующего материала.
В варианте осуществления этап, на котором укладывают в литейной форме смесь, содержит этап, на котором укладывают смесь в литейной форме и затем вибрируют литейную форму для уплотнения смеси.
В варианте осуществления каждая из одного множества частиц содержит первый материал, каждая из другого множества частиц содержит второй материал, и удельная теплопроводность второго материала больше удельной теплопроводности первого материала.
В варианте осуществления каждая из другого множества частиц имеет плотность величиной 0,7–1,3 плотности каждой из одного множества частиц.
В варианте осуществления удельная теплопроводность первого материала не больше 120 W⋅m–1⋅K–1.
В варианте осуществления множество частиц содержит по меньшей мере один из карбида и нитрида.
В варианте осуществления множество частиц содержит по меньшей мере один из карбида вольфрама, цементированного карбида вольфрама (WC–Co), карбида кадмия, карбида тантала, карбида ванадия и карбида титана.
В варианте осуществления множество частиц содержит по меньшей мере одно из WC и сплавленного карбида вольфрама.
В варианте осуществления смесь содержит 69–91% по массе WC, 7–16% по массе сплавленного карбида вольфрама, 0–5% по массе железа и 2–10% по массе вольфрама.
В варианте осуществления смесь содержит 80% по массе WC, 13% по массе сплавленного карбида вольфрама, 2% по массе железа и 5% по массе вольфрама.
В варианте осуществления удельная теплопроводность второго материала не меньше 155 W⋅m–1⋅K–1.
В варианте осуществления другое множество частиц содержит металл.
В варианте осуществления другое множество частиц содержит множество металлических частиц вольфрама.
В варианте осуществления металлический связующий материал содержит медь, марганец, никель и цинк.
В варианте осуществления металлический связующий материал содержит 47–58% по массе меди, 23–25% по массе марганца, 14–16% по массе никеля и 7–9% по массе цинка.
В варианте осуществления металлургически связанный металлический связующий материал содержит монолитную матрицу металлического связующего материала.
В варианте осуществления каждая из одного множества частиц имеет фракцию 635 в 60 меш.
В варианте осуществления каждая из другого множества частиц имеет фракцию 635 в 325 меш.
В варианте осуществления объемная долевая концентрация одного множества частиц в MMC составляет по меньшей мере 60% по объему.
В варианте осуществления объемная долевая концентрация другого множества частиц в MMC составляет по меньшей мере 5% по объему.
В варианте осуществления, каждая частица одного множества имеет твердость больше 1000 HV.
В варианте осуществления каждая частица другого множества имеет твердость меньше 350 HV.
В варианте осуществления MMC имеет жесткость больше 280 ГПа.
В варианте осуществления MMC имеет жесткость меньше 400 ГПа.
В варианте осуществления MMC имеет сопротивление поперечному разрыву больше 700 МПа.
В варианте осуществления MMC имеет сопротивление поперечному разрыву меньше 1400 МПа.
В варианте осуществления MMC имеет модуль Вейбулла больше 20.
В данном документе раскрыт MMC. МMC содержит смесь, содержащую одно множество частиц и другое множество частиц. Каждая из другого множества частиц мягче, чем каждая из одного множества частиц. МMC содержит металлический связующий материал, металлургически связанный с каждой из одного множества частиц и другого множества частиц.
В варианте осуществления каждая из одного множества частиц содержит первый материал, каждая из другого множества частиц содержит второй материал, и удельная теплопроводность второго материала больше удельной теплопроводности первого материала.
В варианте осуществления каждая из другого множества частиц имеет плотность величиной 0,7–1,3 плотности каждой из одного множества частиц.
В варианте осуществления удельная теплопроводность первого материала не больше 120 W⋅m–1⋅K–1.
В варианте осуществления множество частиц содержит по меньшей мере один из карбида и нитрида.
В варианте осуществления множество частиц содержит по меньшей мере один из карбида вольфрама, цементированного карбида вольфрама (WC–Co), карбида кадмия, карбида тантала и карбида титана.
В варианте осуществления множество частиц содержит по меньшей мере одно из WC и сплавленного карбида вольфрама.
В варианте осуществления смесь содержит 69–91% по массе WC, 7–16% по массе сплавленного карбида вольфрама, 0–5% по массе железа и 2–10% по массе вольфрама.
В варианте осуществления смесь содержит 80% по массе WC, 13% по массе сплавленного карбида вольфрама, 2% по массе железа и 5% по массе вольфрама.
В варианте осуществления удельная теплопроводность второго материала не меньше 155 W⋅m–1⋅K–1.
В варианте осуществления другое множество частиц содержит металл.
В варианте осуществления другое множество частиц содержит множество металлических частиц вольфрама.
В варианте осуществления металлический связующий материал содержит медь, марганец, никель и цинк.
В варианте осуществления металлический связующий материал содержит 47–58% по массе меди, 23–25% по массе марганца, 14–16% по массе никеля и 7–9% по массе цинка.
В варианте осуществления металлический связующий материал содержит монолитную матрицу металлического связующего материала.
В варианте осуществления плотность каждой из другого множества частиц составляет до 30% плотности каждой из одного множества частиц.
В варианте осуществления каждая из одного множества частиц имеет фракцию 635 в 60 меш.
В варианте осуществления каждая из другого множества частиц имеет фракцию 635 в 325 меш.
В варианте осуществления пустоты между одним множеством частиц содержат другое множество частиц.
В варианте осуществления объемная долевая концентрация одного множества частиц в MMC составляет по меньшей мере 60% по объему.
В варианте осуществления объемная долевая концентрация другого множества частиц в MMC составляет по меньшей мере 5% по объему.
В варианте осуществления, каждая частица одного множества имеет твердость больше 1000 HV.
В варианте осуществления каждая частица другого множества имеет твердость меньше 350 HV.
В варианте осуществления MMC имеет жесткость больше 280 ГПа.
В варианте осуществления MMC имеет жесткость меньше 400 ГПа.
В варианте осуществления MMC имеет сопротивление поперечному разрыву больше 700 МПа.
В варианте осуществления MMC имеет сопротивление поперечному разрыву меньше 1400 МПа.
В варианте осуществления MMC имеет модуль Вейбулла больше 20.
В варианте осуществления смесь пропитана металлическим связующим материалом.
В данном документе раскрыт способ изготовления MMC. Способ содержит этап, на котором укладывают в литейной форме смесь, содержащую одно множество частиц и другое множество частиц. Каждая из другого множества частиц мягче, чем каждая из одного множества частиц. Способ содержит этап, на котором металлургически связывают металлический связующий материал с каждой из одного множества частиц и каждой из другого множества частиц.
В варианте осуществления этап, на котором пропитывают смесь металлическим связующим материалом, содержит расположение металлического связующего материала на смеси уложенной в литейной форме, нагрев металлического связующего материала для образования расплавленного металлического связующего материала, и обеспечение расплавленному металлическому связующему материалу пропитки смеси в направлении вниз.
Вариант осуществления содержит этап, на котором охлаждают расплавленный металлический связующий материал, которым пропитана в направлении вниз смесь, для образования монолитной матрицы металлического связующего материала.
В варианте осуществления этап, на котором укладывают в литейной форме смесь, содержит этап, на котором укладывают смесь в литейной форме и затем вибрируют литейную форму для уплотнения смеси.
В варианте осуществления каждая из одного множества частиц содержит первый материал, каждая из другого множества частиц содержит второй материал, и удельная теплопроводность второго материала больше удельной теплопроводности первого материала.
В варианте осуществления каждая из другого множества частиц имеет плотность величиной 0,7–1,3 плотности каждой из одного множества частиц.
В варианте осуществления удельная теплопроводность первого материала не больше по меньшей мере 120 W⋅m–1⋅K–1.
В варианте осуществления множество частиц содержит по меньшей мере один из карбида и нитрида.
В варианте осуществления множество частиц содержит по меньшей мере один из карбида вольфрама, цементированного карбида вольфрама (WC–Co), карбида кадмия, карбида тантала и карбида титана.
В варианте осуществления множество частиц содержит по меньшей мере одно из WC и сплавленного карбида вольфрама.
В варианте осуществления смесь, содержит 69–91% по массе WC, 7–16% по массе сплавленного карбида вольфрама, 0–5% по массе железа и 2–10% по массе вольфрама.
В варианте осуществления смесь, содержит 80% по массе WC, 13% по массе сплавленного карбида вольфрама, 2% по массе железа и 5% по массе вольфрама.
В варианте осуществления удельная теплопроводность второго материала не меньше 155 W⋅m–1⋅K–1.
В варианте осуществления другое множество частиц содержит металл.
В варианте осуществления другое множество частиц содержит множество металлических частиц вольфрама.
В варианте осуществления металлический связующий материал содержит медь, марганец, никель и цинк.
В варианте осуществления металлический связующий материал содержит 47–58% по массе меди, 23–25% по массе марганца, 14–16% по массе никеля и 7–9% по массе цинка.
В варианте осуществления металлургически связанный металлический связующий материал содержит монолитную матрицу металлического связующего материала.
В варианте осуществления плотность каждой из другого множества частиц составляет до 30% плотности каждой из одного множества частиц.
В варианте осуществления каждая из одного множества частиц имеет фракцию 635 в 60 меш.
В варианте осуществления каждая из другого множества частиц имеет фракцию 635 в 325 меш.
В варианте осуществления объемная долевая концентрация одного множества частиц в MMC составляет по меньшей мере 60% по объему.
В варианте осуществления объемная долевая концентрация другого множества частиц в MMC составляет по меньшей мере 5% по объему.
В варианте осуществления, каждая частица одного множества имеет твердость больше 1000 HV.
В варианте осуществления, каждая частица другого множества имеет твердость меньше 350 HV.
В варианте осуществления MMC имеет жесткость больше 280 ГПа.
В варианте осуществления MMC имеет жесткость меньше 400 ГПа.
В варианте осуществления MMC имеет сопротивление поперечному разрыву больше 700 МПа.
В варианте осуществления MMC имеет сопротивление поперечному разрыву меньше 1400 МПа.
В варианте осуществления MMC имеет модуль Вейбулла больше 20.
Любые из различных признаков каждого из приведенных выше раскрытий и различных признаков вариантов осуществления, описанных ниже, можно комбинировать, как подходит и требуется.
Краткое описание фигур
Варианты осуществления описаны ниже только в качестве примера со ссылкой на прилагаемые фигуры, на которых показано следующее.
На фиг. 1 показана микрофотография с оптического микроскопа MMC существующей техники ("MMC 1"), подготовленная с применением металлографических методик.
На фиг. 2 показан в изометрии вариант осуществления бурового долота, содержащий вариант осуществления MMC ("MMC 2").
На фиг. 3 показан образец микрофотография с помощью оптического микроскопа "MMC 2", подготовленной с применением металлографических методик.
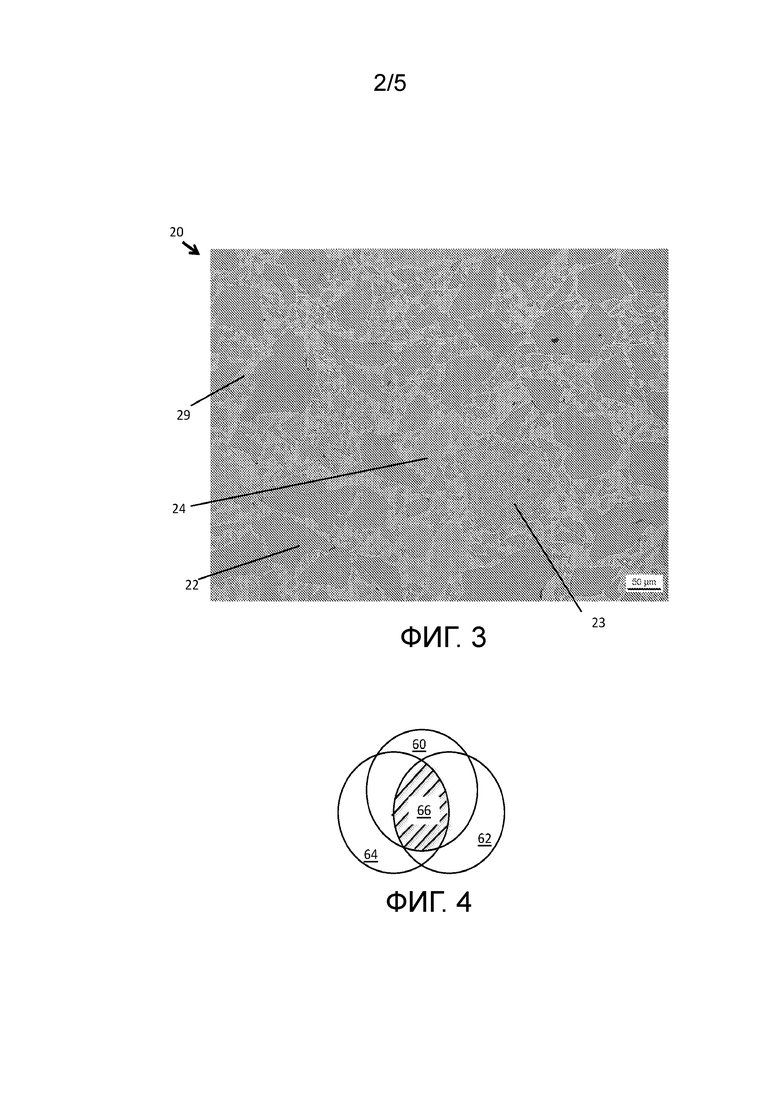
На фиг. 4 показана диаграмма Венна для трех наборов желательных свойств частиц для MM2.
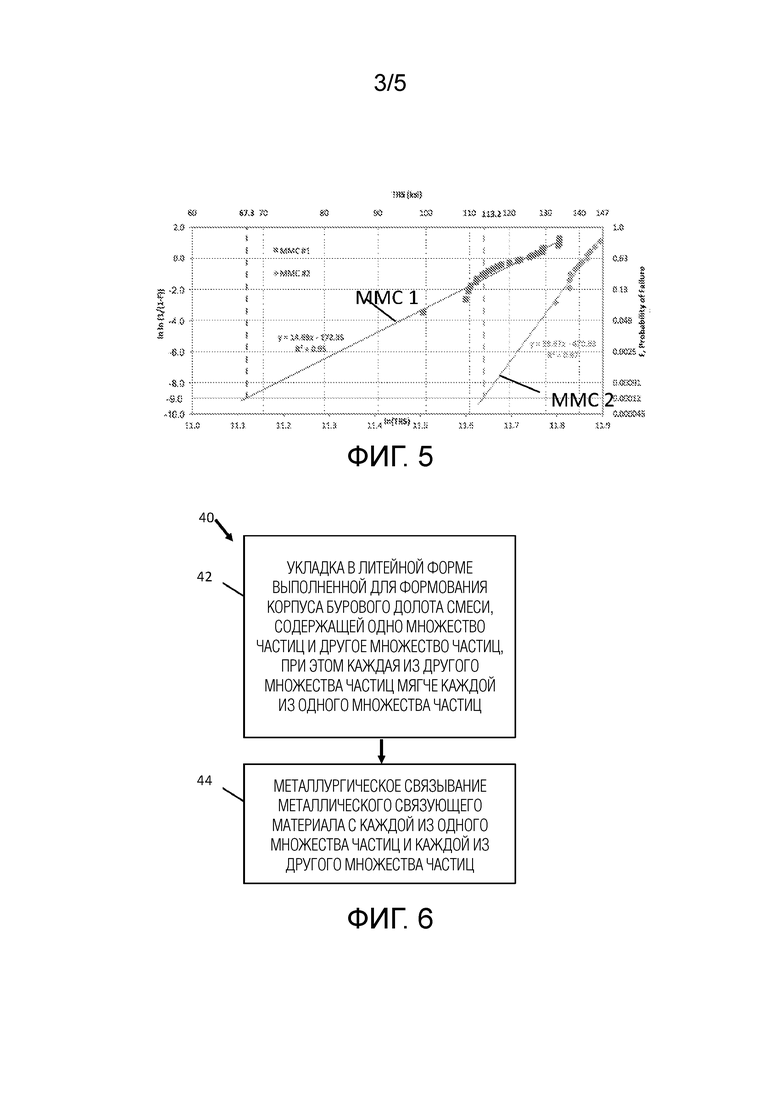
На фиг. 5 показан график распределения Вейбулла эмпирических данных прочности для множества образцов MMC одного типа с показанным на фиг. 1 и множества образцов MMC одного типа с показанным на фиг. 3.
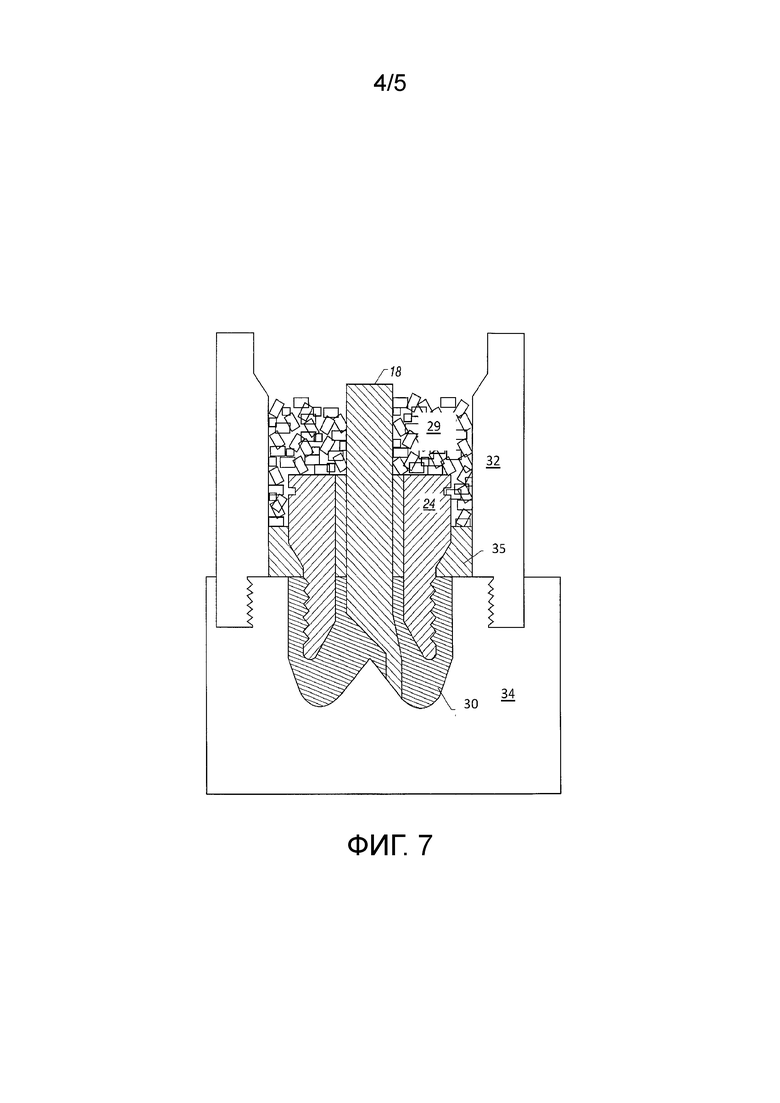
На фиг. 6 показана блок–схема последовательности операций варианта осуществления способа изготовления корпуса бурового долота фиг. 2.
На фиг. 7 показан вид с разрезом примера литейной формы, применяемой для изготовления корпуса бурового долота фиг.2.
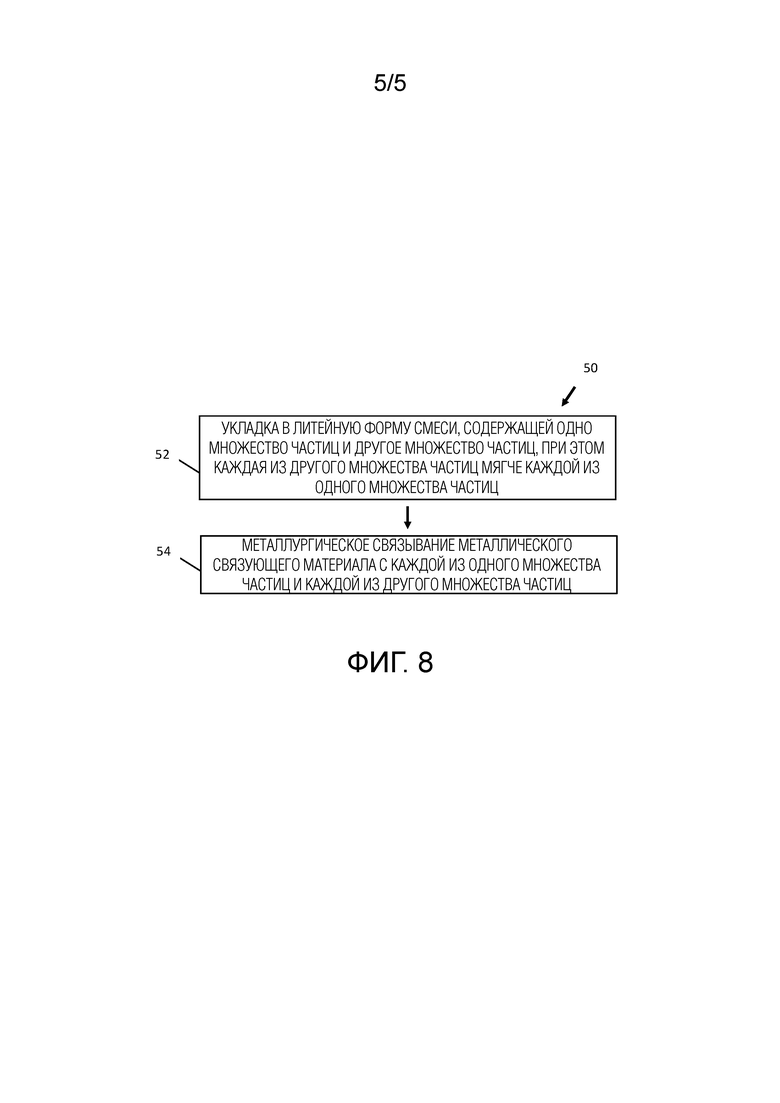
На фиг. 8 показана блок–схема последовательности операций варианта осуществления способа изготовления композита с металлической матрицей.
Описание вариантов осуществления
На фиг. 2 показан в изометрии вариант осуществления бурового долота в виде долота с неподвижным вооружением ("режущее буровое долото") которое содержит корпус 12 долота, содержащий композит 20 с металлической матрицей (MMC). На фиг. 3 показана образец микрофотографии, выполненной с помощью оптического микроскопа образца MMC 20, подготовленной с применением металлографических методик. МMC 20 содержит смесь, которая содержит одно множество частиц 22 и другое множество частиц 24. Каждая из другого множества частиц 24 мягче, чем каждая из одного множества частиц 22. Смесь содержит металлический связующий материал 29, металлургически связанный с каждой из одного множества частиц 22 и другого множества частиц 24.
Металлургические связи, раскрытые в данном документе, могут содержать диффузионные атомы и/или атомные взаимодействия, и могут включать в себя химические связи. Металлургическая связь это больше чем просто механическая связь. В таких условиях составные части могут быть "смочены" металлическим связующим материалом.
В настоящем варианте осуществления множество других частиц 24 представляет собой множество частиц металлического вольфрама. До встраивания в MMC смесь имеет форму порошка. Порошки, содержащие множество мягких частиц, в общем не являются значительным вкладом для изготовления MMC, вместе с тем, понятно что более дешевые порошки содержащие частицы железа, которые являются относительно мягкими и которые вытесняют частицы карбида, можно применять, как значительный вклад, но без ущерба для износостойкости. Твердость железа обычно принимают около 30–80 HV. Улучшение износостойкости и прочности MMC вытеснением карбида металлическим вольфрамом противоречит такому пониманию с учетом износостойкости карбидов, превосходящей износостойкость металлического вольфрама.
Металлический связующий материал 29 может, например, являться любым подходящим высокотемпературным металлическим припоем, в том числе, медью, хромом, оловом, серебром, кобальтом никелем, кадмием, марганцем, цинком и кобальтом или сплавом двух или больше металлов. Можно применять четырехкомпонентную систему материала. Компонент в виде хрома может повышать твердость формируемого сплава. Металлический связующий материал может также содержать порошок кремния и/или бора для улучшения характеристик офлюсовывания и расположения. В настоящем варианте осуществления связующий материал является четырехкомпонентной системой, содержащей медь (47–58% по массе), марганец (23–25% по массе), никель (14–16% по массе) и цинк (7–9% по массе). Заявителем установлено, что данная композиция обеспечивает подходящую комбинацию свойств для пропитки жидким металлом и получаемых механических свойств MMC. Металлический связующий материал в данном варианте осуществления пропитывает смесь.
Ниже описаны конструктивные элементы бурового долота 10, вместе с тем другие варианты осуществления бурового долота могут иметь или не иметь некоторых из описанных конструктивных элементов, или могут иметь другие конструктивные элементы. Корпус 12 долота имеет выступы в виде радиально выступающих и продольно проходящих перьев или лопастей 13, которые разделены каналами на поверхности 16 бурового долота 10 и каналами 14 для выноса шлама на боковых сторонах бурового долота 10. Множество резцов 15 из цементированного карбида вольфрама, природных алмазов промышленного качества или поликристаллических алмазных вставок (PDC) можно припаивать высокотемпературным припоем, прикреплять с помощью адгезива или механически прикреплять в гнездах на передних поверхностях лопастей 13 проходящих по торцу 16 корпуса 12 долота. Резцы 15 можно подкреплять сзади подпорками 17, например, которые могут быть выполнены, как одно целое с корпусом 12 долота. В общем можно применять твердые режущие элементы любого подходящего вида.
Буровое долото 10 может, кроме того, иметь хвостовик 18 в виде части с присоединительной резьбой стандарта API для прикрепления бурового долота 10 к бурильной колонне (не показано). Кроме того, продольный канал (не показано) проходит продольно через по меньшей мере участок корпуса 12 долота, и внутренние проходы текучей среды (не показано) обеспечивают сообщение по текучей среде между продольными каналами и соплами 19, обеспеченными на торце 16 корпуса 12 долота и открывающимися на каналы, ведущие в каналы 14 для выноса шлама для удаления бурового раствора и выбуренной породы от торца долота. Бурильная колонна может содержать ряд удлиненных трубных сегментов, соединенных концами, которые проходят в скважину с поверхности, либо напрямую или через промежуточные скважинные компоненты, которые комбинируют с буровым долотом 10 для создания компоновки низа бурильной колонны (КНБК). КНБК может содержать забойный двигатель для вращения бурового долота 10, или бурильную колонну могут вращать с поверхности для вращения бурового долота 10.
Во время разрушения горной породы буровое долото 10 установлено на дно забоя и вращается с приложением осевой нагрузки на долото. Буровой раствор, например, промывочный раствор, подаваемый по бурильной колонне, к которой буровое долото прикреплено, подается насосом через проходное отверстие, внутренние проходы текучей среды и сопла 19 на торец 16 корпуса 12 долота. При вращении бурового долота 10, резцы 15 PDC скалывают, и отодвигают лежащую под ними горную породу. Выбуренная порода, смешанная с буровым раствором и суспендированная в нем, проходит через каналы 14 для выноса шлама и вверх через кольцевое пространство между стенкой скважины, например, и наружной поверхностью бурильной колонны к земной поверхности.
Каждая из одного множества частиц содержит первый материал, и каждая из другого множества частиц содержит второй материал. Удельная теплопроводность второго материала больше удельной теплопроводности первого материала. Удельная теплопроводность первого материала не больше 120 W⋅m–1⋅K–1. Удельная теплопроводность второго материала не меньше 155 W⋅m–1⋅K–1. Хотя в настоящем варианте осуществления другой материал является металлическим вольфрамом, он может содержать другой материал в другом варианте осуществления. Множество частиц может содержать по меньшей мере один из карбида и нитрида, например по меньшей мере один из карбида вольфрама (который может быть WC или сплавленным карбидом вольфрама, иначе известным как литой карбид вольфрама, например), цементированного карбида вольфрама (WC–Co), карбида кадмия, карбида тантала, карбида ванадия и карбида титана.
В настоящем, но не во всех вариантах осуществления смесь содержит 69–91% по массе WC,
7–16% по массе сплавленного карбида вольфрама, 0–5% по массе железа и 2–10% по массе вольфрама. Конкретно, смесь содержит 80% по массе WC, 13% по массе сплавленного карбида вольфрама 23,2% по массе железа и 5% по массе вольфрама, хотя можно применять другие пропорции и композиции в других вариантах осуществления. Сплавленный карбид вольфрама 23 является смесью WC и семикарбида вольфрама (W2C). Множество частиц 23 сплавленного карбида вольфрама являются в данном варианте осуществления компонентом одного множества частиц 22, вместе с тем они могут отсутствовать в другом варианте осуществления. Литой карбид вольфрама содержит W2C и WC, которые можно применять в некоторых альтернативных вариантах осуществления. Карбид вольфрама может быть раздельнозернистым карбидом вольфрама или поликристаллическим карбидом вольфрама. Цементированный карбид вольфрама можно применять в некоторых альтернативных вариантах осуществления. Включение железа может содействовать проходу пропитки в виде металлической связки в скелет смеси.
Каждая из другого множества частиц может иметь плотность величиной 0,7–1,3 плотности каждой из одного множества частиц.
Хотя можно применять частицы разных размеров, в данном варианте осуществления каждая из одного множества частиц имеет фракцию 635 в 60 меш. Каждая из другого множества частиц имеет фракцию 635 в 325 меш. Распределения размеров частиц являются Гауссовыми или близкими к Гауссовым в настоящем варианте осуществления. Можно достичь высокой плотности утрамбовки, которая может обеспечивать прочность и надежность. Распределение размеров частиц может быть не Гауссовым в другом варианте осуществления. Заявители испытывали образцы, содержащие частицы различных размеров и установили, что образцы, имеющие частицы указанных выше фракций имели самые лучшие модуль Вейбулла и TRS. Пустоты между одним множеством частиц содержат другое множество частиц. Объемная долевая концентрация одного множества частиц в MMC может составлять по меньшей мере 60% по объему. Объемная долевая концентрация другого множества частиц в MMC может составлять по меньшей мере 5% по объему.
Каждая частица одного множества может иметь твердость больше 1000 HV. Каждая частица другого множества может иметь твердость меньше 350 HV. МMC может иметь жесткость больше 280 ГПа. МMC может иметь жесткость меньше 400 ГПа.
На фиг. 4 показана диаграмма Венна из трех групп подходящих показателей. Одна группа частиц 60 является группой частиц с плотностью одинаковой с карбидом вольфрама. Например, плотность мягких частиц может отличаться меньше, чем на 30% от плотности твердых частиц. Другая группа частиц 62 это частицы, металлургически связываемые и смачиваемые связующим, представленным металлическим сплавом на основе меди. Другая группа частиц 64 является группой частиц, которая при включении в состав MMC должна увеличивать его термостойкость. Заштрихованная площадь 66 является наложением групп и представляет группу мягких частиц, которые можно применять в варианте осуществления композита 20 с металлической матрицей и которая при таком применении может увеличивать TSR и может уменьшать частоту появления трещин.
МMC 20 может иметь TRS больше 700 МПа. МMC 20 может иметь TRS меньше 1400 МПа. Хотя прочность образца MMC можно определить, применяя испытание TRS, заявители определили, что статистические результаты испытания TRS в общем:
• не указывают вероятность выхода из строя
• не дают оценки вероятности выхода из строя при данной величине механического напряжения
• не обеспечивают измерение изменений или улучшений композиций порошка и MMC, изготовленных из порошков, в частности, взаимосвязи между механическим напряжением и надежностью.
Заявитель обнаружил, что распределение прочности в группе образцов MMC 20, примененных в буровом долоте 10, можно определить, применяя Статистику Вейбулла, которая дает вероятностный подход, обеспечивая определение вероятности выхода из строя при данном приложенном механическом напряжении. Заявитель имеет установил, что варианты осуществления MMC, которые можно применять в вариантах осуществления взаимодействующего с грунтом инструмента 10, например, в общем справедливы для распределения Вейбулла.
Распределение прочности по Вейбуллу описывает следующее уравнение:
Где:
F вероятность выхода из строя для образца;
σ приложенное механическое напряжение;
σu нижний предел механического напряжения, требуемого для обеспечения выхода из строя, который часто принимают за ноль; σ0 нормативная прочность;
m модуль Вейбулла, мера вариабельности прочности материала; и V объем образца.
Приведенное выше уравнение обычно преобразовывают и представляют на графике распределения с логарифмическими координатами по обеим осям зависимости (1/(1 – F) от логарифма σ, и наклонный участок применяют для вычисления m, принимая σu за ноль. Традиционная керамика может иметь модуль Вейбулла <3, специализированная керамика может иметь модуль Вейбулла в диапазоне 5–10, цементированный WC/Co может иметь модуль Вейбулла в диапазоне 6–63, чугун может имеет модуль Вейбулла 30–40, и алюминий и сталь могут иметь модули Вейбулла в диапазоне 90–100.
На фиг. 5 показан График распределения Вейбулла эмпирических данных прочности для множества образцов MMC одного типа с показанным на фиг. 1 ("MMC 1") и множества образцов MMC фиг.3 ("MMC 2"), то есть MMC, из которого состоит корпус режущего бурового долота 10. Величины на левой оси указывают функцию вероятности выхода из строя, величины на правой оси указывают процент вероятности выхода из строя, и величины нижней оси указывают функцию приложенного механического напряжения во время выхода из строя во время испытания TRS. Эмпирические данные прочности для образцов MMC 1 и образца MMC 2, каждого, следуют распределению Вейбулла. Наклон каждой линии образует соответствующие модули Вейбулла. Первый MMC имеет модуль Вейбулла приблизительно 14,69 и второй MMC имеет модуль Вейбулла приблизительно 39,67. В общем, но не обязательно, варианты осуществления настоящего изобретения содержат MMC с модулем Вейбулла больше 20.
Механическое напряжение, требуемое для выхода из строя образца MMC 1 с самыми лучшими показателями работы, было одинаковым с механическим напряжением, требуемым для выхода из строя образца MMC 2 с самыми худшими показателями работы.
Линейная экстраполяция до 1 к 10000 вероятности выхода из строя соответствует приложенному механическому напряжению около 67,3 тыс. фунт/кв.дюйм (460 МПа) и 113,2 тыс. фунт/кв.дюйм (770 КПа) для MMC 1 и MMC 2, соответственно. При приложении механического напряжения 113,2 тыс. фунт/кв.дюйм (770 КПа), MMC 2 имеет около 1 к 10000 вероятность выхода из строя. Для того–же приложенного механического напряжения 113,2 тыс. фунт/кв.дюйм (770 КПа) MMC 1 имеет приблизительно 50% или 1 к 2 вероятность выхода из строя. При данных условиях давления, второй MMC является надежнее приблизительно в 5000 раз. Применение такого подхода в лабораторных испытаниях образцов можно считать релевантным и подходящим для надежности содержащего MMC корпуса бурового долота.
График распределения Вейбулла можно применять для проектирования высоты и ширины лопастей корпуса бурового долота для заданной частоты выхода из строя и, в частности, для определения возможной толщины и высоты лопастей корпуса бурового долота для заданной частоты выхода из строя. Более высокая и тонкая лопасть может удалять горную породу быстрее, чем более короткая и широкая лопасть, но вместе с тем может иметь неприемлемую вероятность выхода из строя. Альтернативно, надежность бурового долота, содержащего MMC 1, можно сравнить с надежностью другого идентично сконфигурированного бурового долота, содержащего MMC 2. Данные вычисления не могут быть выполнены с применением среднего и стандартного отклонения величин прочности, полученных по испытанию TRS.
Во время изготовления корпуса 12 из MMC бурового долота может проходить множество термических циклов. В любом из множества циклов формуемый корпус 12 из MMC бурового долота нагревают и охлаждают. Корпус 12 из MMC бурового долота может трескаться в результате термического воздействия во время изготовления, например. Примеры включают в себя необходимость повторного нагрева и охлаждения корпуса бурового долота для высокотемпературной отпайки и повторной пайки режущих элементов. Предварительный нагрев долота выполняют для обеспечения успешной пайки высокотемпературным припоем, и температуры могут иметь порядок 400–600 градусов Цельсия. Позиции резцов локально нагревают либо напрямую или в окружающих зонах значительно ниже температуры плавления высокотемпературного припоя на основе серебра. Принято, что температуры могут иметь диапазон 750–1000 градусов Цельсия. После пайки высокотемпературным припоем обеспечивают охлаждение корпуса бурового долота. Охлаждение можно усилить, применяя вентилятор или замедлить, применяя теплоизоляцию, закрывающую буровое долото. Повторные операции пайки высокотемпературным припоем можно выполнять во время эксплуатации долота. Быстрый нагрев и охлаждение считают приводящим к возникновению остаточных механических напряжений в корпусе бурового долота. Быстрый нагрев можно рассматривать, как скачок вверх, и охлаждение, как скачок вниз.
Вероятность термического растрескивания корпуса из MMC бурового долота во время изготовления и применения зависит от TSR MMC и его материалов–прекурсоров. Математическая функция для определения расчетного TSR следующая:
T
Где переменные в математической функции следующие: σ – средняя TRS; k – удельная теплопроводность MMC; E – динамический модуль Юнга MMC; α коэффициент теплового расширения MMC.
Можно выполнить сравнение TSR отличающихся MMC для определения их относительной термостойкости (RTSR). Хотя поведение растрескивания нельзя прогнозировать, можно прогнозировать имеет ли один конкретный MMC более высокий RTSR и в свою очередь уменьшенную предрасположенность или вероятность растрескивания при скачке вверх или скачке вниз.
Высокая прочность, высокая удельная теплопроводность и уменьшенные модули упругости и уменьшенное тепловое расширение считаются предпочтительными. В прошлом не было известно, как достигать данных условий в MMC.
Раскрыты соображения надежности для успешной разработки и применения MMCs в конструкции корпусов буровых долот. Применение статистики Вейбулла может обеспечивать вероятностный подход к установлению выхода из строя. Разработка для улучшенного RTSR отдаляет, исключает или минимизирует события растрескивания от повторяющихся термических циклов. Поэтому можно понять, что любой разработанный MMC имеет подходящую комбинацию обоих без снижения удобства изготовления или неадекватного ущерба для износостойкости.
Увеличение числа элементов на единицу объема может в общем улучшить износостойкость MMC 20. Как следствие, плотная укладка может обеспечить относительно высокую конструктивную целостность посредством относительно лучшего соединения множества круглых частиц и в большой степени исключить дефекты, которые можно встретить в системах материалов припаиваемых высокотемпературным припоем, обусловленные слишком большими расстояниями между частицами. На фиг. 6 показана блок схема последовательности операций варианта осуществления способа 40 изготовления корпуса бурового долота 10, содержащего MMC 20. Вариант осуществления способа описан ниже со ссылкой на фиг. 7, где показан пример литейной формы для изготовления корпуса 12 бурового долота 10. Этап 42 варианта осуществления способа 40 содержит укладку смеси 30 в литейной форме 32, 34 выполненной для формования корпуса бурового долота 20, причем смесь 30 содержит одно множество частиц 22 и другое множество частиц 24. Этап 44 содержит металлургическое связывание металлического связующего материала 29 с каждой из одного множества частиц и каждой из другого множества частиц. Литейную форму 32, 34 можно, например, конфигурировать, как ответную для формы бурового долота 10. Литейная форма 32, 34 может содержать поддающийся механической обработке графит или литую керамику.
В данном, но не обязательно во всех вариантах осуществления порошкообразный вольфрам 35 расположен смежно (и выше) смеси 30.
Смесь 30 пропитывается металлическим связующим материалом 29 при расплавлении. Металлический связующий материал, расположенный в литейной форме 32,34 может вначале иметь вид комков, проволоки, стержней или зерен. Металлический связующий материал 29 располагается в данном варианте осуществления поверх смеси 30, и затем металлический связующий материал 29 нагревается для образования расплавленного металлического связующего материала 29. Расплавленному металлическому связующему материалу 29 обеспечивают пропитку вниз пустот в смеси 30. Смесь 30 содержит сеть твердых частиц, которые обеспечивают систему сообщающихся пор и каналов для действия капиллярных сил, повсеместно продвигающих расплавленный металлический связующий материал 29 через них. Металлический связующий материал 29 проникает в конструкцию скелета, образованную смесью 30, и в общем заполняет внутренние полости и/или проходы, для образования матрицы. Данное обеспечивает дополнительное механическое скрепление смеси.
Металлический связующий материал 29 при добавлении в литейную форму 32, 34 может также дополнительно содержать порошкообразный кремний и/или бор для улучшения характеристик офлюсовывания и укладки. Флюсующие добавки можно также добавлять в металлический связующий материал. Добавки могут являться самофлюсующими и/или химическими флюсующими добавками. Примеры самофлюсующих добавок содержат кремний и бор, а химические офлюсовывающие материалы могут содержать бораты.
Расплавленный металлический связующий материал вначале пропитывает порошкообразный вольфрам 35 и затем пропитывает порошок 30 на основе карбида вольфрама. Воздух в пустотах порошкообразного вольфрама 35 и смеси 30 вытесняется расплавленным металлическим связующим материалом, затем затвердевающим, при этом пустоты заполняются твердым металлическим связующим материалом. Как следствие, пропитанный порошок 35 и пропитанная смесь 30 образуют два неодинаковых MMC. Во время загрузки порошкообразного вольфрама 35 на порошкообразный карбид вольфрама 30, может происходить некоторое смешивание двух порошков.
Для нагрева металлического связующего материала 29 литейные формы 32, 34 помещают в печь и применяют нагрев литейных форм 32, 34 и металлического связующего материала 29, при котором металлический связующий материал 29 плавится. Печи подходящих типов могут включать в себя, например, камерные печи и печи с толкателем,
электрические, газовые, микроволновые или индукционные печи или в общем любые подходящие печи. Печь может иметь незащищенную атмосферу, нейтральную атмосферу, защищенную атмосферу, содержащую водород, воздушную атмосферу или азотную атмосферу, например. Время и температуру нагрева печи выбирают для металлического связующего материала 29. Например, для настоящего варианта осуществления, в котором применяют металлический связующий материал в виде припоя из сплава меди, литейную форму 32, 34 можно держать в печи с внутренней температурой 1100–1200 градусов стоградусной шкалы 60–300 минут, например. После охлаждения металлический связующий материал 29 образует матрицу в виде монолитной матрицы металлического связующего материала 29, которая связывает множество одних частиц и множество других частиц для образования корпуса из композитного материала в виде MMC. Металлургическая связь образуется между смесью 30 и металлическим связующим материалом 29. Металлический связующий материал 29 может так же, как в данном варианте осуществления, образовывать металлургическую связь с любыми другими внутрипоровыми частицами, которые можно включить в состав.
Процесс пропитки может улучшить показатели работы инструмента, исключая пористость без приложения наружного давления, посредством жидкого металла. Пропитка в общем может происходить, когда наружный источник жидкости входит в контакт с пористым компонентом и втягивается в него под действием капиллярного давления.
Литейную форму 32,34 можно отделить от инструмента 10, отвинтив трубчатую часть 32 от базовой части 34 и затем обстучав литейную форму, или альтернативно отделить от инструмента 10 по методике механической обработки или резания, например шлифования, фрезерования, применяя токарный станок, пилу, зубило и т.д.
В литейной форме расположен компонент 18 из песка, функцией которого является образование зон в результате литья, которые свободны от MMC. Данные зоны могут проходить к водным каналам или отверстиям в долоте для выноса бурового шлама и каналам питания текучей средой. Стальную вставку 24 применяют для образования интегрального соединения с корпусом из MMC бурового долота и затем сварного соединения с резьбовым ниппелем.
В общем, можно применять любой подходящий способ контактной пропитки или альтернативной подходящей пропитки, например пропитку травильным раствором, контактную фильтрацию, пропитку с гравитационной подачей и пропитку под действием наружного давления. Альтернативно, инструмент может быть изготовлен с применением спекания с жидкой фазой, где компонент порошкообразного металла плавится и заполняет поровое пространство. Можно также альтернативно применять методику импрегнирования, в которой применяют углеводороды для улучшения смазочной способности.
Смесь обычно, но не обязательно, засыпают в литейную форму 32,34. После засыпки плотность порошка должна быть близкой к измеренной по стандарту ATSM B212: Apparent Density of Free–Flowing Metal Powders Using the Hall Flowmeter Funnel. Такое уплотняющее устройство значительно ниже полной теоретической плотности, измеренной по стандарту ATSM B923: Metal Powder Skeletal Density by Helium or Nitrogen Pycnometry и считается недостаточно оптимальным по показателям TRS, модуля упругости и износостойкости получаемого в результате MMC. Осаждение несильными ударами по литейной форме 16 молотком или другим ручным инструментом дает уплотнение порошка, которое в общем выше, чем при свободном засыпании порошков, но ниже чем при обстукивании порошков. Альтернативным способом уплотнения является виброуплотнение. Литейная форма может быть соединена c вибростолом. Высокочастотные аксиальные перемещения производят с помощью вращающегося эксцентрика или сервоуправляемого гидравлического исполнительного механизма. Частоты обычно составляют 100–10000 Гц и ускорение составляет 0,1–50 G. При виброуплотнении уплотняющее устройство предпочтительно может превышать показатели, получаемые обстукиванием. Вибрация может не разделять одно множество частиц и другое множество частиц, поскольку их плотности являются одинаковыми, указанное не является справедливым для случая применения частиц железа, например.
Сильное уплотнение может улучшить капиллярное действие, которое перемещает расплавленный высокотемпературный припой через множество частиц во время связывания, в котором высокотемпературный припой пропитывает пустоты между одним множеством частиц.
В Таблице 1 представлены различные испытания, применяемые для измерения плотности смеси, в том числе испытание кажущейся плотности, плотности утряски, и скелетной плотности порошка. Раскрыт релевантный стандарт испытания, который является описанием испытания.
ТАБЛИЦА 1. ИСПЫТАНИЯ, ПРИМЕНЯЕМЫЕ ДЛЯ ВЫЧИСЛEНИЯ СОДЕРЖАНИЯ КАРБИДА И ПЛОТНОСТИ ПРОПИТКИ
испытания
ASTM
плотность
– AD
порошков, применяя
литниковую воронку прибора Холла
для определения текучести
свободно насыпаемых металлических
порошков. Является подходящим
только для порошков, которые
самопроизвольно сыплются через
конкретную воронку прибора Холла
для определения текучести
утряски
– TD
плотности утряски
металлических
порошков и компаундов
(объемной плотности в уплотненном
состоянии) металлических порошков
и компаундов, то есть плотности
порошка после утряски для уплотнения содержимого в контейнере в заданных условиях
плотность
порошка
– PD
(истинная
плотность
порошка)
плотность металлического
порошка посредством
пикнометрии по гелию
или азоту
металлических порошков
процент объемной долевой концентрации содержания карбида в МMC дает функция:
 x 100%
x 100%
плотность пропитки МMC (нижний конец) дает функция:
(1– ) x Плотность BDR+AD
) x Плотность BDR+AD
плотность пропитки МMC (верхний конец) дает функция:
(1– ) x Плотность BDR+TD
В приведенных выше уравнениях BDR является аббревиатурой для связывающего сплава.
Теперь раскрываем примеры вычисления содержания карбида и плотности пропитки для MMC1 и MMC2.
MMC 1:
AD=7,24 г/см3; TD=8,93 г/см3; PD=15,34 г/см3; BDR плотность=7,97 г/см3
Содержание карбида в объемной долевой концентрации (%) = x 100% =8,9/1,3×100% = 58,2%
x 100% =8,9/1,3×100% = 58,2%
Плотность пропитки (нижний конец) = (1– ) x плотность BDR+AD = (1–7,2/1,3) x 7,97+7,24=11,45 г/см3
Плотность пропитки (верхний конец) = (1– ) x плотность BDR+TD = (l– 8,9/1,3) x 7,97+8,93 =
12.26 г/см3
Таким образом:
11,45 < Плотность пропитки < 12,26 г/см3
MMC 2:
AD=7,85 г/см3; TD=10,00 г/см3; PD=15,53 г/см3; плотность BDR=7,97 г/см3
Содержание карбида в объемной долевой концентрации (%) = x 100% =1,0/1,5×100% = 64,4%
Плотность пропитки (нижний конец) = (1– ) x плотность BDR+AD = (1– 7,8/1,5) x 7,97+7,85=11,79 г/см3
Плотность пропитки (верхний конец) = (1– ) x плотность BDR+TD = (1– 1,0/1,5) x 7,97+10,00=12,84 г/см3
Таким образом:
11,79 < Плотность пропитки < 12,84 г/см3
Распределение размеров частиц карбида вольфрама для MMC2 было определено с применением ситового анализа и показано в таблице 2.
ТАБЛИЦА 2. РАСПРЕДЕЛЕНИЕ РАЗМЕРОВ ЧАСТИЦ КАРБИДА ВОЛЬФРАМА ДЛЯ MMC2.
США
В Таблице 3 приведены свойства материалов и их термостойкость. Металлический вольфрам (W) имеет TSR в среднем в 9,43 раз больше, чем WC, что может быть причиной, по которой относительно небольшое количество W улучшает TSR MMC. WC–6Cо составляет 6% по массе Co.
На фиг. 8 показан блок–схема последовательности операций для варианта осуществления способа 50 изготовления композита с металлической матрицей (MMC). Способ содержит этап 52, на котором размещают в литейной форме смесь, содержащую одно множество частиц и другое множество частиц. Каждая из другого множества частиц мягче, чем каждая из одного множества частиц. Способ содержит этап 54, на котором металлургически связывают металлический связующий материал с каждой из одного множества частиц и каждой из другого множества частиц. Вариант осуществления 50 может в общем содержать любой из большего числа этапов, описанных выше для способа изготовления вариантов осуществления бурового долота 10, которое подходит и требуется. Композит с металлической матрицей может быть композитом с металлической матрицей с высокой надежностью.
Поскольку варианты осуществления описаны, понятно, что некоторые варианты осуществления могут иметь некоторые из следующих преимуществ:
Раскрытые варианты осуществления MMC и инструменты, выполненные из них, могут с меньшей вероятностью трескаться во время изготовления, ремонта или применения, имеют увеличенную прочность, улучшенный модуль упругости, увеличенный модуль Вейбулла и, как следствие, имеют увеличенный эксплуатационный ресурс.
Имеется уменьшенная вероятность возникновения ситуации, требующей преждевременного подъема из скважины буровых долот раскрытых вариантов осуществления, что может сэкономить много времени и денег.
Число ремонтов корпуса бурового долота может стать меньше, что может улучшить экономические показатели.
Геометрию лопасти или пера можно предпочтительно модифицировать. Увеличение высоты и уменьшение ширины лопасти увеличивает объем пространства в зоне долота для выноса бурового шлама. Данное может способствовать более эффективной очистке от отходов и бурового шлама режущих элементов, таким образом улучшая скорости бурения.
Изготовители буровых долот могут назначать рекомендованные нагрузки на долото, которые можно безопасно прикладывать. Увеличение осевой нагрузки на долото выше статистических ограничений может обеспечивать увеличение скоростей бурения.
С применением статистики Вейбулла можно реализовать вероятностный подход для определения вероятности выхода из строя. Можно принимать деловые решения на основе риска выхода из строя для данного приложенного механического напряжения.
ТАБЛИЦА 3. СВОЙСТВА МАТЕРИАЛОВ И ИХ ТЕРМОСТОЙКОСТЬ
на растяжение
(МПа)
–σ
(W⋅m–1⋅K–1)–k
упругости
/модуль
Юнга
(ГПа) –Е
теплового
расширения
(1/К10–6)
–α
термостойкости
(kW/m)
–TSR
диапазон
–TSR
средн.
тельная
величина
TSR к WС
сталь
(1020)
В описанных вариантах осуществления можно выполнять вариации и/или модификации без отхода от сущности или объема изобретения. Например, хотя описанный MMC содержит карбид вольфрама, частично замещенный вольфрамовой металлической связью вместе с припоем из медного сплава, понятно что возможны другие композиции MMC. Например, карбид может содержать карбид титана, карбид тантала, карбид бора, карбид ванадия или карбид ниобия. Смесь может содержать нитрид бора. Припой может быть сплавом никеля, или в общем любым подходящим металлом. Настоящие варианты осуществления, поэтому, следует считать во всех аспектах иллюстративными и не ограничивающими. Ссылки на элементы в данном документе не означают, что все варианты осуществления должны включать в себя такие элементы.
Если существующая техника, описана в данном документе, описание не должно считаться утверждением, что такая техника образует часть обычного общего знания в любой юрисдикции.
В следующей формуле и в приведенном выше описании изобретения, кроме случаев, когда контекст требует иного вследствие ясно выраженного языкового или необходимого значения, слово "содержат" или вариации, такие как "содержит" или "содержащий" применяютcя в инклюзивном смысле, то есть указывают на присутствие заявленных элементов, но не исключают присутствие или добавление других элементов в различных вариантах осуществления изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| БУРОВОЕ ДОЛОТО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2643235C2 |
| БУРОВОЕ ДОЛОТО ДЛЯ РОТОРНОГО БУРЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2412326C2 |
| БУРОВОЕ ДОЛОТО ДЛЯ РОТОРНОГО БУРЕНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ БУРОВОГО ДОЛОТА С КОРПУСОМ ИЗ КОМПОЗИТА ИЗ СВЯЗУЮЩЕГО МАТЕРИАЛА С ДРУГИМИ ЧАСТИЦАМИ | 2006 |
|
RU2429104C2 |
| БУРОВЫЕ ДОЛОТА НА ОСНОВЕ КОМПОЗИТА "МАТРИЦА-ЧАСТИЦЫ" С ТВЕРДОСПЛАВНЫМ УПРОЧНЕНИЕМ И СПОСОБЫ ИЗГОТОВЛЕНИЯ И РЕМОНТА ТАКИХ ДОЛОТ С ИСПОЛЬЗОВАНИЕМ ТВЕРДОСПЛАВНЫХ МАТЕРИАЛОВ | 2007 |
|
RU2457281C2 |
| КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ С МЕТАЛЛИЧЕСКОЙ МАТРИЦЕЙ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 2016 |
|
RU2664119C2 |
| МОДУЛЬНОЕ БУРОВОЕ ДОЛОТО С НЕПОДВИЖНЫМИ РЕЖУЩИМИ ЭЛЕМЕНТАМИ, КОРПУС ДАННОГО МОДУЛЬНОГО БУРОВОГО ДОЛОТА И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2432445C2 |
| БУРОВОЕ ДОЛОТО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2376442C2 |
| БУРОВОЕ ДОЛОТО И ДРУГИЕ ИЗДЕЛИЯ, СОДЕРЖАЩИЕ ЦЕМЕНТИРОВАННЫЙ КАРБИД | 2009 |
|
RU2508178C2 |
| ФОРМОВАНИЕ БУРОВЫХ ДОЛОТ С ИСПОЛЬЗОВАНИЕМ МЕТОДОВ ПРОПИТКИ | 2009 |
|
RU2537343C2 |
| БУРОВОЕ ДОЛОТО С РЕЖУЩИМ ЭЛЕМЕНТОМ, СПЕЧЕННЫМ С КОРПУСОМ ШАРОШКИ | 2008 |
|
RU2456427C2 |
Изобретение раскрывает буровое долото, содержащее корпус, который содержит композит с металлической матрицей (MMC), причем MMC содержит: смесь, содержащую одно множество частиц и другое множество частиц, при этом каждая из другого множества частиц мягче, чем каждая из одного множества частиц и металлический связующий материал, металлургически связанный с каждой из одного множества частиц и другого множества частиц, причем MMC имеет модуль Вейбулла больше 20. Также раскрыт способ изготовления корпуса бурового долота, композит с металлической матрицей и способ изготовления композита с металлической матрицей. 4 н. и 111 з.п. ф-лы, 3 табл., 8 ил.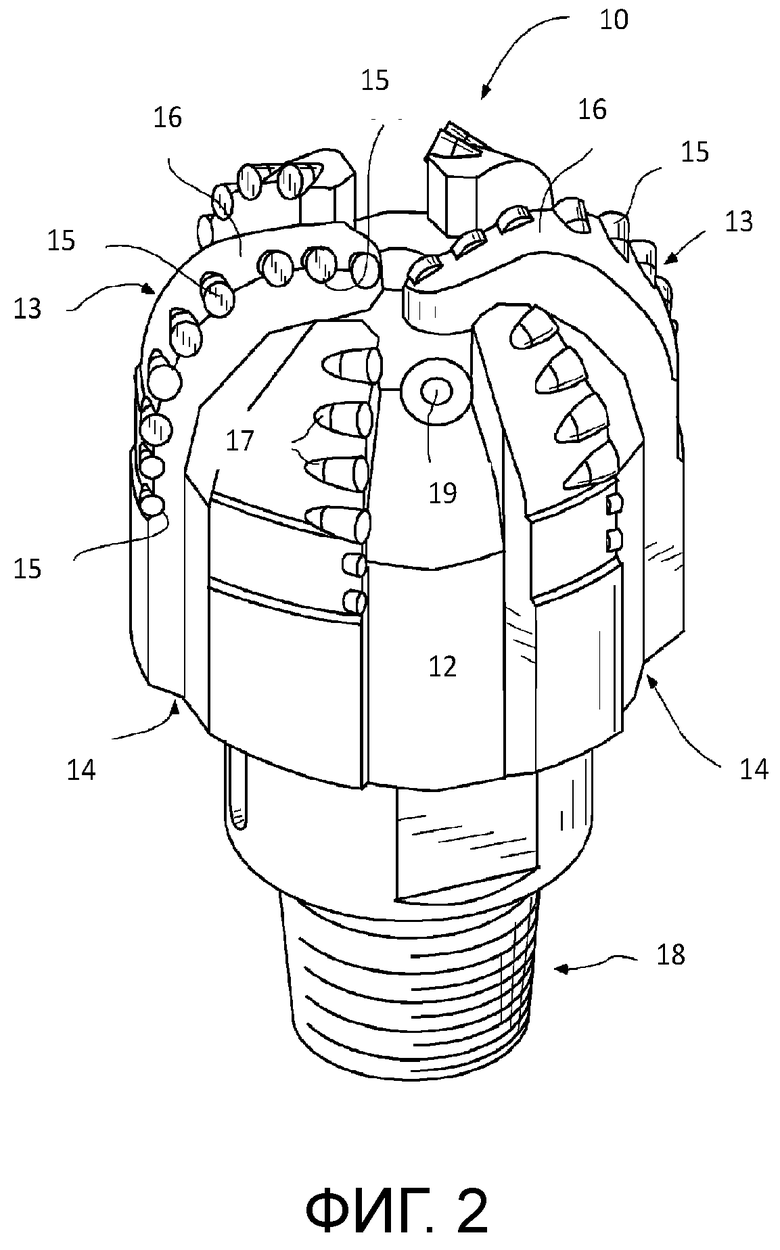
1. Буровое долото, содержащее корпус, который содержит композит с металлической матрицей (MMC), причем MMC содержит:
смесь, содержащую одно множество частиц и другое множество частиц, при этом каждая из другого множества частиц мягче, чем каждая из одного множества частиц; и
металлический связующий материал, металлургически связанный с каждой из одного множества частиц и другого множества частиц,
причем MMC имеет модуль Вейбулла больше 20.
2. Буровое долото по п. 1, в котором каждая из одного множества частиц содержит первый материал, каждая из другого множества частиц содержит второй материал и удельная теплопроводность второго материала больше удельной теплопроводности первого материала.
3. Буровое долото по пп. 1 и 2, в котором каждая из другого множества частиц имеет плотность величиной 0,7–1,3 от плотности каждой из одного множества частиц.
4. Буровое долото по любому из предшествующих пунктов, в котором удельная теплопроводность первого материала не больше 120 W⋅m–1⋅K–1.
5. Буровое долото по любому из предшествующих пунктов, в котором одно множество частиц содержит по меньшей мере один из карбида и нитрида.
6. Буровое долото по п. 5, в котором одно множество частиц содержит по меньшей мере одно из следующего:
карбид вольфрама, цементированный карбид вольфрама (WC–Co), карбид кадмия, карбид тантала, карбид ванадия и карбид титана.
7. Буровое долото по п. 6, в котором одно множество частиц содержит по меньшей мере одно из WC и сплавленного карбида вольфрама.
8. Буровое долото по любому из предшествующих пунктов, в котором смесь содержит 69–91% по массе WC, 7–16% по массе сплавленного карбида вольфрама, 0–5% % по массе железа и 2–10% по массе вольфрама.
9. Буровое долото по любому из предшествующих пунктов, в котором смесь содержит 80% по массе WC, 13% по массе сплавленного карбида вольфрама, 2% по массе железа и 5% по массе вольфрама.
10. Буровое долото по любому из пп. 2–9, в котором удельная теплопроводность второго материала не меньше 155 W⋅m–1⋅K–1.
11. Буровое долото по любому из предшествующих пунктов, в котором другое множество частиц содержит металл.
12. Буровое долото по п. 11, в котором другое множество частиц содержит множество металлических частиц вольфрама.
13. Буровое долото по любому из предшествующих пунктов, в котором металлический связующий материал содержит медь, марганец, никель и цинк.
14. Буровое долото по п. 13, в котором металлический связующий материал содержит 47–58% по массе меди, 23–25% по массе марганца, 14–16% по массе никеля и 7–9% по массе цинка.
15. Буровое долото по любому из предшествующих пунктов, в котором металлический связующий материал содержит монолитную матрицу из металлического связующего материала.
16. Буровое долото по любому из предшествующих пунктов, в котором каждая из одного множества частиц имеет фракцию 635 в 60 меш.
17. Буровое долото по любому из предшествующих пунктов, в котором каждая из другого множества частиц имеет фракцию 635 в 325 меш.
18. Буровое долото по любому из предшествующих пунктов, в котором пустоты между одним множеством частиц содержат другое множество частиц.
19. Буровое долото по любому из предшествующих пунктов, в котором объемная долевая концентрация одного множества частиц в MMC составляет по меньшей мере 60% по объему.
20. Буровое долото по любому из предшествующих пунктов, в котором объемная долевая концентрация другого множества частиц в MMC составляет по меньшей мере 5% по объему.
21. Буровое долото по любому из предшествующих пунктов, в котором каждая частица одного множества имеет твердость больше 1000 HV.
22. Буровое долото по любому из предшествующих пунктов, в котором каждая частица другого множества имеет твердость меньше 350 HV.
23. Буровое долото по любому из предшествующих пунктов, в котором MMC имеет жесткость больше 280 ГПа.
24. Буровое долото по любому из предшествующих пунктов, в котором MMC имеет жесткость меньше 400 ГПа.
25. Буровое долото по любому из предшествующих пунктов, в котором MMC имеет сопротивление поперечному разрыву больше 700 МПа.
26. Буровое долото по любому из предшествующих пунктов, в котором MMC имеет сопротивление поперечному разрыву меньше 1400 МПа.
27. Буровое долото по любому из предшествующих пунктов, в котором смесь пропитана металлическим связующим материалом.
28. Буровое долото по любому из предшествующих пунктов, представляющее собой взаимодействующее с грунтом лопастное буровое долото.
29. Способ изготовления корпуса бурового долота, содержащего композит с металлической матрицей (MMC), способ содержит этапы, на которых:
помещают в форму для литья корпуса бурового долота смесь, содержащую одно множество частиц и другое множество частиц, при этом каждая из другого множества частиц мягче, чем каждая из одного множества частиц; и
металлургически связывают металлический связующий материал с каждой из одного множества частиц и каждой из другого множества частиц, причем MMC имеет модуль Вейбулла больше 20.
30. Способ по п. 29, содержащий этап, на котором пропитывают смесь металлическим связующим материалом.
31. Способ по п. 30, в котором этап, на котором пропитывают смесь металлическим связующим материалом, содержит расположение металлического связующего материала на смеси, уложенной в литейной форме, нагрев металлического связующего материала для образования расплавленного металлического связующего материала и обеспечение расплавленному металлическому связующему материалу пропитки смеси в направлении вниз.
32. Способ по п. 31, содержащий этап, на котором охлаждают расплавленный металлический связующий материал, которым пропитана в направлении вниз смесь, для образования монолитной матрицы металлического связующего материала.
33. Способ по любому из пп. 29–32, в котором этап, на котором укладывают в литейной форме смесь, представляет собой этап, на котором укладывают смесь в литейной форме и затем вибрируют литейную форму для уплотнения смеси.
34. Способ по любому из пп. 29–33, в котором каждая из одного множества частиц содержит первый материал, каждая из другого множества частиц содержит второй материал и удельная теплопроводность второго материала больше удельной теплопроводности первого материала.
35. Способ по любому из пп. 29–34, в котором каждая из другого множества частиц имеет плотность величиной 0,7–1,3 плотности каждой из одного множества частиц.
36. Способ по любому из пп. 29–35, в котором удельная теплопроводность первого материала не больше 120 W⋅m–1⋅K–1.
37. Способ по любому из пп. 29–36, в котором одно множество частиц содержит по меньшей мере один из карбида и нитрида.
38. Способ по любому из пп. 29–37, в котором одно множество частиц содержит по меньшей мере одно из карбида вольфрама, цементированного карбида вольфрама (WC–Co), карбида кадмия, карбида тантала, карбида ванадия и карбида титана.
39. Способ по любому из пп. 29–38, в котором одно множество частиц содержит по меньшей мере один из WC и сплавленного карбида вольфрама.
40. Способ по любому из пп. 29–39, в котором смесь содержит 69–91% по массе WC, 7–16% по массе сплавленного карбида вольфрама, 0–5% по массе железа и 2–10% по массе вольфрама.
41. Способ по любому из пп. 29–40, в котором смесь содержит 80% по массе WC, 13% по массе сплавленного карбида вольфрама, 2% по массе железа и 5% по массе вольфрама.
42. Способ по любому из пп. 29–41, в котором удельная теплопроводность второго материала не меньше 155 W⋅m–1⋅K–1.
43. Способ по любому из пп. 29–42, в котором другое множество частиц содержит металл.
44. Способ по любому из пп. 29–43, в котором другое множество частиц содержит множество металлических частиц вольфрама.
45. Способ по любому из пп. 29–44, в котором металлический связующий материал содержит медь, марганец, никель и цинк.
46. Способ по любому из пп. 29–45, в котором металлический связующий материал содержит 47–58% по массе меди, 23–25% по массе марганца, 14–16% по массе никеля и 7–9% по массе цинка.
47. Способ по любому из пп. 29–46, в котором металлургически связанный металлический связующий материал содержит монолитную матрицу металлического связующего материала.
48. Способ по любому из пп. 29–47, в котором каждая из одного множества частиц имеет фракцию 635 в 60 меш.
49. Способ по любому из пп. 29–48, в котором каждая из другого множества частиц имеет фракцию 635 в 325 меш.
50. Способ по любому из пп. 29–49, в котором объемная долевая концентрация одного множества частиц в MMC составляет по меньшей мере 60% по объему.
51. Способ по любому из пп. 29–50, в котором объемная долевая концентрация другого множества частиц в MMC составляет по меньшей мере 5% по объему.
52. Способ по любому из пп. 29–51, в котором каждая частица одного множества имеет твердость больше 1000 HV.
53. Способ по любому из пп. 29–52, в котором каждая частица другого множества имеет твердость меньше 350 HV.
54. Способ по любому из пп. 29–53, в котором MMC имеет жесткость больше 280 ГПа.
55. Способ по любому из пп. 29–54, в котором MMC имеет жесткость меньше 400 ГПа.
56. Способ по любому из пп. 29–55, в котором MMC имеет сопротивление поперечному разрыву больше 700 МПа.
57. Способ по любому из пп. 29–56, в котором MMC имеет сопротивление поперечному разрыву меньше 1400 МПа.
58. Композит с металлической матрицей (MMC), содержащий:
смесь, содержащую одно множество частиц и другое множество частиц, при этом каждая из другого множества частиц мягче, чем каждая из одного множества частиц; и
металлический связующий материал, металлургически связанный с каждой из одного множества частиц и другого множества частиц, причем MMC имеет модуль Вейбулла больше 20.
59. Композит по п. 58, в котором каждая из одного множества частиц содержит первый материал, каждая из другого множества частиц содержит второй материал и удельная теплопроводность второго материала больше удельной теплопроводности первого материала.
60. Композит по любому одному из пп. 58 и 59, в котором каждая из другого множества частиц имеет плотность величиной 0,7–1,3 плотности каждой из одного множества частиц.
61. Композит по любому из пп. 58–60, в котором удельная теплопроводность первого материала не больше 120 W⋅m–1⋅K–1.
62. Композит по любому из пп. 58-61, в котором одно множество частиц содержит по меньшей мере один из карбида и нитрида.
63. Композит по любому из пп. 58–62, в котором одно множество частиц содержит по меньшей мере одно из вольфрама, цементированного карбида вольфрама (WC–Co), карбида кадмия, карбида тантала, карбида ванадия и карбида титана.
64. Композит по п. 63, в котором одно множество частиц содержит по меньшей мере WC и сплавленный карбид вольфрама.
65. Композит по любому из пп. 58–64, в котором смесь содержит 69–91% по массе WC, 7–16% по массе сплавленного карбида вольфрама, 0–5% по массе железа и 2–10% по массе вольфрама.
66. Композит по любому из пп. 58–65, в котором смесь содержит 80% по массе WC, 13% по массе сплавленного карбида вольфрама, 2% по массе железа и 5% по массе вольфрама.
67. Композит по любому из пп. 58–66, в котором удельная теплопроводность второго материала не меньше 155 W⋅m–1⋅K–1.
68. Композит по любому из пп. 58–67, в котором другое множество частиц содержит металл.
69. Композит по любому из пп. 58–68, в котором другое множество частиц содержит множество металлических частиц вольфрама.
70. Композит по любому из пп. 58–69, в котором металлический связующий материал содержит медь, марганец, никель и цинк.
71. Композит по п. 70, в котором металлический связующий материал содержит 47–58% по массе меди, 23–25% по массе марганца, 14–16% по массе никеля и 7–9% по массе цинка.
72. Композит по любому из пп. 58–71, в котором металлический связующий материал содержит монолитную матрицу металлического связующего материала.
73. Композит по любому из пп. 58–72, в котором плотность каждой из другого множества частиц составляет до 30% плотности каждой из одного множества частиц.
74. Композит по любому из пп. 58-73, в котором каждая из одного множества частиц имеет фракцию 635 в 60 меш.
75. Композит по любому из пп. 58–74, в котором каждая из другого множества частиц имеет фракцию 635 в 325 меш.
76. Композит по любому из пп. 58–75, в котором пустоты между одним множеством частиц содержат другое множество частиц.
77. Композит по любому из пп. 58–76, в котором объемная долевая концентрация одного множества частиц в MMC составляет по меньшей мере 60% по объему.
78. Композит по любому из пп. 58–77, в котором объемная долевая концентрация другого множества частиц в MMC составляет по меньшей мере 5% по объему.
79. Композит по любому из пп. 58–78, в котором каждая частица одного множества имеет твердость больше 1000 HV.
80. Композит по любому из пп. 58–79, в котором каждая частица другого множества имеет твердость меньше 350 HV.
81. Композит по любому из пп. 58–80, в котором MMC имеет жесткость больше 280 ГПа.
82. Композит по любому из пп. 58-81, в котором MMC имеет жесткость меньше 400 ГПа.
83. Композит по любому из пп. 58–82, в котором MMC имеет сопротивление поперечному разрыву больше 700 МПа.
84. Композит по любому из пп. 58–83, в котором MMC имеет сопротивление поперечному разрыву меньше 1,400 МПа.
85. Композит по любому из пп. 57–84, в котором смесь пропитана металлическим связующим материалом.
86. Способ изготовления композита с металлической матрицей (MMC), способ содержит этапы, на которых:
укладывают в литейной форме смесь, содержащую одно множество частиц и другое множество частиц, при этом каждая из другого множества частиц мягче, чем каждая из одного множества частиц; и
металлургически связывают металлический связующий материал с каждой из одного множества частиц и каждой из другого множества частиц, причем MMC имеет модуль Вейбулла больше 20.
87. Способ по п. 86, содержащий этап, на котором пропитывают смесь металлическим связующим материалом.
88. Способ по п. 87, в котором этап, на котором пропитывают смесь металлическим связующим материалом, содержит укладку металлического связующего материала на смеси, расположенной в литейной форме, нагрев металлического связующего материала для образования расплавленного металлического связующего материала и обеспечение пропитки расплавленным металлическим связующим материалом смеси в направлении вниз.
89. Способ по п. 88, содержащий этап, на котором охлаждают расплавленный металлический связующий материал, которым пропитана в направлении вниз смесь для образования монолитной матрицы металлического связующего материала.
90. Способ по любому из пп. 86–89, в котором этап, на котором укладывают в литейной форме смесь, содержит этап, на котором укладывают смесь в литейной форме и потом вибрируют литейную форму для уплотнения смеси.
91. Способ по любому из пп. 86–90, в котором каждая из одного множества частиц содержит первый материал, каждая из другого множества частиц содержит второй материал и удельная теплопроводность второго материала больше удельной теплопроводности первого материала.
92. Способ по любому из пп. 86–91, в котором каждая из другого множества частиц имеет плотность величиной 0,7–1,3 плотности каждой из одного множества частиц.
93. Способ по любому из пп. 86-92, в котором удельная теплопроводность первого материала не больше 120 W⋅m–1⋅K–1.
94. Способ по любому из пп. 86–93, в котором одно множество частиц содержит по меньшей мере один из карбида и нитрида.
95. Способ по любому из пп. 86–94, в котором одно множество частиц содержит по меньшей мере один из карбида вольфрама, цементированного карбида вольфрама (WC–Co), карбида кадмия, карбида тантала, карбида ванадия и карбида титана.
96. Способ по любому из пп. 86–95, в котором одно множество частиц содержит по меньшей мере одно из WC и сплавленного карбида вольфрама.
97. Способ по любому из пп. 86–96, в котором смесь содержит 69–91% по массе WC, 7–16% по массе сплавленного карбида вольфрама, 0–5% по массе железа и 2–10% по массе вольфрама.
98. Способ по любому из пп. 86–97, в котором смесь содержит 80% по массе WC, 13% по массе сплавленного карбида вольфрама, 2% по массе железа и 5% по массе вольфрама.
99. Способ по любому из пп. 86–98, в котором удельная теплопроводность второго материала не меньше 155 W⋅m–1⋅K–1.
100. Способ по любому из пп. 86-99, в котором другое множество частиц содержит металл.
101. Способ по любому из пп. 86–100, в котором другое множество частиц содержит множество металлических частиц вольфрама.
102. Способ по любому из пп. 86–101, в котором металлический связующий материал содержит медь, марганец, никель и цинк.
103. Способ по любому из пп. 86-102, в котором металлический связующий материал содержит 47–58% по массе меди, 23–25% по массе марганца, 14–16% по массе никеля и 7–9% по массе цинка.
104. Способ по любому из пп. 86–103, в котором металлургически связанный металлический связующий материал содержит монолитную матрицу металлического связующего материала.
105. Способ по любому из пп. 86–104, в котором плотность каждой из другого множества частиц составляет до 30% плотности каждой из одного множества частиц.
106. Способ по любому из пп. 86–105, в котором каждая из одного множества частиц имеет фракцию 635 в 60 меш.
107. Способ по любому из пп. 86–106, в котором каждая из другого множества частиц имеет фракцию 635 в 325 меш.
108. Способ по любому из пп. 86–107, в котором объемная долевая концентрация одного множества частиц в MMC составляет по меньшей мере 60% по объему.
109. Способ по любому из пп. 86–108, в котором объемная долевая концентрация другого множества частиц в MMC составляет по меньшей мере 5% по объему.
110. Способ по любому из пп. 86–109, в котором каждая частица одного множества имеет твердость больше 1000 HV.
111. Способ по любому из пп. 86–110, в котором каждая частица другого множества имеет твердость меньше 350 HV.
112. Способ по любому из пп. 86–111, в котором MMC имеет жесткость больше 280 ГПа.
113. Способ по любому из пп. 86–112, в котором MMC имеет жесткость меньше 400 ГПа.
114. Способ по любому из пп. 86–113, в котором MMC имеет сопротивление поперечному разрыву больше 700 МПа.
115. Способ по любому из пп. 86–114, в котором MMC имеет сопротивление поперечному разрыву меньше 1400 МПа.
| WO 2017052504 A1, 30.03.2017 | |||
| Mitra at al | |||
| Interfaces in Discontinuously Reinforced Metal-matrix Composites | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| БУРОВЫЕ ДОЛОТА НА ОСНОВЕ КОМПОЗИТА "МАТРИЦА-ЧАСТИЦЫ" С ТВЕРДОСПЛАВНЫМ УПРОЧНЕНИЕМ И СПОСОБЫ ИЗГОТОВЛЕНИЯ И РЕМОНТА ТАКИХ ДОЛОТ С ИСПОЛЬЗОВАНИЕМ ТВЕРДОСПЛАВНЫХ МАТЕРИАЛОВ | 2007 |
|
RU2457281C2 |
| US 7051783 B1, 30.05.2006. | |||

