Настоящее изобретение относится к приспособлению для автоматического позиционирования в мотальной машине для намотки полимерной пленки в рулоны.
В настоящее время в области машин для намотки полимерной пленки в рулоны и, в особенности, на рынке так называемой растягивающейся пленки или расширяемой пленки, требуются рулоны, намотанные на гильзы, имеющие диаметр 2-х или 3-х дюймов, называемые, в отношении их традиционного использования, соответственно, как рулоны для «ручного» использования и рулоны для «автоматического» использования.
Рулоны для «ручного» использования должны быть изготовлены с относительно короткой длиной намотанного материала и, следовательно, для того, чтобы достичь высоких темпов производства, цикл заправки гильз должен осуществляться в течение короткого времени. Для того чтобы производить рулоны, имеющие 150 погонных метров материала, при скорости 600 м/мин, требуется, например, 4 смены гильз в минуту и, следовательно, необходимо выполнять замену через каждые 15 секунд.
Это не позволяет осуществлять производство в режиме «on-line» рулонов, имеющих слишком небольшой диаметр и вес при высоких скоростях, как того хотелось бы.
Кроме того, необходимость получения очень тонких пленок (предположительно, от 6 мкм до 12 мкм) привело к изучению и созданию различных приемов, подходящих для устранения основных проблем, возникающих в процессе намотки такой тонкой пленки.
Как упоминалось ранее, устройство для намотки, которое способно наматывать полимерную пленку на гильзы, имеющие выборочный наружный диаметр, т.е. 2" (5,08 см) или 3" (7,62 см) должно, следовательно, быть быстро готово к использованию различных шпинделей этих барабанов.
Наличие двух различных диаметров гильз, на которые начинается намотка рулона, по сути, делает необходимым материально изменять положение некоторых вспомогательных элементов машины, предназначенных для этой цели, которые активно участвуют в фазе намотки и смены рулонов.
В частности, как хорошо известно, мотальная машина имеет контактный валик, который сопровождает пленку, наматываемую на шпиндель барабана. Такая конструкция необходима для предотвращения попадания определенного количества воздуха между различными слоями пленки, создавая пузыри, приводя к неправильной и непостоянной намотке. В этом случае пленка не будет наматываться равномерно, а витки не будут совмещаться и накладываться друг на друга, создавая деформированный рулон с неровной поверхностью.
Наличие контактного валика, кроме того, требует приведение валика, прямо с самого первого витка намотки, в рабочее контактное положение с пленкой, оборачивающей соответствующую гильзу, то есть в такое положение, в котором валик может вмешиваться и создавать плотный контакт между гильзой и первым витком наматываемой пленки.
Таким образом, начальное положение контактного валика должно регулироваться в зависимости от начального диаметра выбранной гильзы, который, как уже было указано, может быть различным.
В современных мотальных машинах эта операция осуществляется обычно оператором линии во время предварительных пуско-наладочных фаз, используя специализированные инструменты, воздействующие на опорные рычаги валика. Необходимость вмешательства со стороны оператора всегда влечет за собой возможность человеческой ошибки и, в любом случае, как результат, последующая намотка является неправильной. Кроме того, необходимость тратить время на вмешательство с помощью этих инструментов, воздействуя на пару рычагов, требует времени простоя машины для осуществления такого вмешательства, которое, в противном случае, могло бы быть использовано для нормального производства.
Еще одна проблема, связанная с вмешательством оператора, вытекает из того факта, что для того, чтобы осуществить это вмешательство, оператор должен «войти» в мотальную машину с постоянным риском возможной аварии. Это создает многочисленные проблемы с точки зрения безопасности.
Аналогичная проблема возникает с приспособлением для поперечной резки хвоста пленки, смотанной в рулон, уже созданный и законченный, поскольку это приспособление вмешивается в каждую операцию по замене рулонов.
Пленка, наматываемая на гильзу, по сути, приводит к образованию рулона, который, как только достигнут правильный размер диаметра, удаляется из мотальной машины.
Если исходные гильзы имеют различные диаметры, то рулоны, следовательно, также имеют различные диаметры: указанный диаметр также определяется в отношении ранее указанного конечного использования.
Для удаления законченного рулона предусмотрено вышеупомянутое приспособление для поперечной резки хвоста пленки, смотанной в рулон.
При изменении диаметра рулона это приспособление должно иметь достаточный ход, такой, чтобы не повредить витки пленки или чтобы не отрезать хвост наматываемой пленки.
Что касается предыдущего приспособления, в предшествующем уровне техники предусмотрено вмешательство со стороны оператора, который изменяет положение пары рычагов, поддерживающих приспособление для поперечной резки хвоста пленки.
Это вмешательство также означает пустую трату времени, возможную ошибку позиционирования и, в любом случае, несет возможную опасность для оператора, который должен «войти» в систему без защиты, особенно в том случае, когда вмешательство выполняется вблизи режущего лезвия, при этом меры безопасности требуют дополнительного времени для выполнения всех операций.
Общей задачей настоящего изобретения является устранение недостатков, присущих известному уровню техники, указанных выше, чрезвычайно простым, экономичным и особенно функциональным образом.
Еще одной задачей настоящего изобретения является создание приспособления для автоматического позиционирования в мотальной машине для намотки полимерной пленки в рулоны, которое уменьшает потерю времени при остановке машины.
Другой задачей настоящего изобретения является создание приспособления для автоматического позиционирования в мотальной машине для намотки полимерной пленки в рулоны, которое исключает любое вмешательство человека внутри машины, сводя на нет любую опасность травмы, даже случайной.
Еще одной задачей настоящего изобретения является создание приспособления для автоматического позиционирования в мотальной машине для намотки полимерной пленки в рулоны, которое гарантирует правильное требуемое положение, независимо от любого человеческого фактора.
С учетом указанных выше задач, в соответствии с настоящим изобретением, предложено приспособление для автоматического позиционирования в мотальной машине для намотки полимерной пленки в рулоны, имеющее характеристики, указанные в прилагаемой формуле изобретения.
Конструктивные и функциональные характеристики настоящего изобретения и его преимущества в отношении известного уровня техники будут еще более очевидны из приведенного ниже описания со ссылкой на прилагаемые чертежи, на которых изображены варианты выполнения приспособления для автоматического позиционирования в мотальной машине для намотки полимерной пленки в рулоны, выполненного в соответствии с настоящим изобретением.
На чертежах:
Фиг. 1 представляет собой увеличенный схематический вид сбоку с торца, показывающий часть мотальной машины, которая содержит первый вариант выполнения предложенного приспособления для автоматического позиционирования в мотальной машине для намотки полимерной пленки в рулоны, пригодного для определения правильного положения контактного валика;
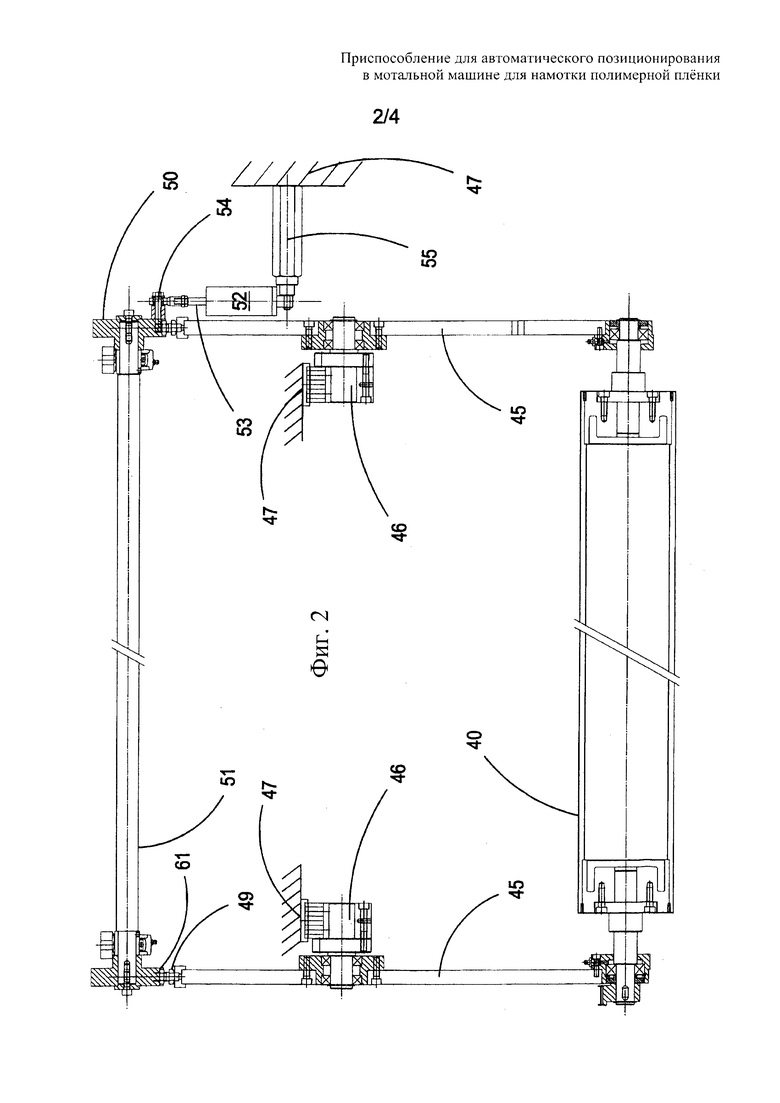
Фиг. 2 представляет собой вид спереди, показывающий в целом приспособление, изображенное на Фиг. 1, с частично показанными элементами;
Фиг. 3 представляет собой вид, аналогичный виду, показанному на Фиг. 1, включающий второй вариант выполнения предложенного приспособления для автоматического позиционирования в мотальной машине для намотки полимерной пленки в рулоны, пригодного для определения правильного положения поперечного режущего лезвия для разрезания пленки;
Фиг. 4 представляет собой вид спереди, показывающий в целом приспособление, изображенное на Фиг. 3, с частично показанными элементами.
В изображенных вариантах выполнения предполагается возможность работы для каждого показанного на чертежах приспособления в двух различных условиях, но в альтернативном варианте и почти аналогично, может быть также использовано более чем два положения.
Как уже указывалось выше, Фиг. 1 и 2 изображают первый вариант выполнения приспособления для автоматического позиционирования в мотальной машине для намотки полимерной пленки в рулоны, только частично показанного, которое выполнено в соответствии с изобретением.
В частности, это первое приспособление для автоматического позиционирования предназначено для определения правильного положения контактного валика 40 на пленке 41, наматываемой в рулон 42, создаваемый на гильзе 43, расположенной на шпинделе 44.
Предложенное приспособление, следовательно, влияет на автоматическое позиционирование поворотного рабочего элемента относительно гильзы 43 или пленки 41 при изменении диаметра гильзы или готового рулона с намотанной пленкой.
Поворотный рабочий элемент в первом варианте выполнения, показанном на Фиг. 1 и 2, состоит из контактного валика 40.
Этот валик 40 установлен с возможностью свободного поворота на первых свободных концах рычагов 45, которые, в средней части, шарнирно установлены на двух штифтах 46, соединенных своими концами с рамой машины, частично схематично показанной своими частями 47.
Указанные рычаги 45 имеют, в противоположном месте относительно конца с установленным контактным валиком 40, выступающие части 48, расположенные, в этом примере, под прямым углом относительно основной части каждого рычага 45. Указанные выступающие части 48 взаимодействуют с по меньшей мере одной парой упоров 49, 49', имеющих заранее выбранный переменный радиальный размер, расположенных на соответствующем поворотном кулачке 50. В этом примере упоры 49, 49' выполнены в виде винтовых элементов, вставленных, в большей или меньшей степени относительно оси поворота, в установочные площадки 61, расположенные по периметру кулачка 50. Каждый поворотный кулачок 50 может поворачиваться вокруг оси 51, также поддерживаемой относительно частей рамы 47, с помощью привода 52, состоящего, например, из пневматического цилиндра одностороннего действия, расположенного сбоку машины. Вал 51 коррелирует и создает перемещение обоих кулачков 50.
Шток 53 цилиндра 52 шарнирно соединен в месте 54 с кулачком 50, тогда как корпус цилиндра 52 шарнирно соединен в месте 55 с частью рамы 47.
Кроме того, каждый рычаг 45 поворачивается вокруг штифта 46 с помощью привода 56, состоящего, например, из по меньшей мере одного пневматического или гидравлического цилиндра одностороннего действия. В частности, шток 57 цилиндра 56 шарнирно соединен в месте 58 с рычагом 45, тогда как корпус цилиндра 56 шарнирно соединен в месте 59 с частью рамы 47.
На Фиг. 1 сплошной линией показано первое положение, в котором гильза 43, установленная на шпинделе 44, имеет первый размер, который меньше размера еще одной второй гильзы (не показана), которая может быть использована на мотальной машине. Наличие этой гильзы 43, имеющей меньший диаметр, определяет использование первого упора 49, имеющего меньший радиальный размер и расположенного на поворотном кулачке 50. Чтобы обеспечить возможность размещения этого первого упора 49 в контакте с выступающей частью 48, шток 53 цилиндра 52 находится в выдвинутом положении. Поскольку указанный шток 53 шарнирно соединен в месте 54 с кулачком 50, который, в свою очередь, соединен с другим кулачком 50 посредством вала 51, он определяет координаты и требуемое расположение обоих кулачков 50.
Когда на шпинделе 44 расположена гильза 43, имеющая больший диаметр, чем предыдущая, контактный валик 40 должен поддерживаться в более удаленном положении относительно шпинделя 44. Для этой цели шток 53 цилиндра 52 повторно втягивается, приводя к повороту кулачка 50 вокруг вала 51. Второй упор 49', имеющий больший радиальный размер относительно предыдущего упора, располагается, тем самым, в контакте с выступающей частью 48 рычага 45. Это приводит к остановке рычага 45 с приведением в действие цилиндра 56 в более удаленном положении относительно шпинделя 44 с установленной на нем гильзой 43, имеющей больший диаметр.
Все это осуществляется с совершенным автоматизмом и с чрезвычайной быстротой, без какого-либо вмешательства внутри машины и без каких-либо потерь времени на простои производства.
Все происходит автоматически, как только определяется, что будут использоваться гильзы, имеющие больший диаметр, чем предыдущие, решая тем самым все известные проблемы машины.
Еще один пример решения, в соответствии с настоящим изобретением, показан во втором варианте выполнения приспособления для автоматического позиционирования в мотальной машине для намотки полимерной пленки в рулоны, изображенного на Фиг. 3 и 4.
В этом варианте выполнения предложенное приспособление для автоматического позиционирования в мотальной машине для намотки полимерной пленки в рулоны предназначено для определения правильного положения поперечного режущего лезвия 60 для разрезания пленки 41, наматываемой на гильзу 43 шпинделя 44, как только рулон 42 практически готов и завершен. Это приспособление, поэтому, также осуществляет автоматическое позиционирование поворотного рабочего элемента относительно гильзы 43 или пленки 41 при изменении размера готового рулона 42 с намотанной пленкой 41.
Поворотный рабочий элемент во втором варианте выполнения, показанном на Фиг. 3, состоит из режущего лезвия 60.
В этом втором варианте выполнения, где это возможно, для одних и тех же или эквивалентных элементов используются одни и те же номера позиций.
Лезвие 60 поддерживается на первых свободных концах рычагов 45, которые, примерно в средней части, сдерживаются посредством штифта 46, соединенного своими концами с рамой машины (не показана).
Рычаги 45 имеют, в противоположном месте относительно конца с установленным лезвием 60, выступающие части 48, расположенные, в этом примере, почти совмещенными с основной частью каждого рычага 45. Выступающие части 48 взаимодействуют с по меньшей мере одной парой упоров 49, 49', расположенных на соответствующем поворотном кулачке 50. Упоры 49, 49', состоящие, в этом примере, из простых упорных поверхностей, расположены на разном радиальном расстоянии, которое является переменным и заранее выбранным, по отношению к центру поворота кулачка 50. Каждый поворотный кулачок 50 выполнен с возможностью поворота вокруг вала 51, также поддерживаемого относительно частей рамы (не показана), с помощью привода 52, состоящего, например, из пневматического цилиндра одностороннего действия.
Шток 53 цилиндра 52 шарнирно соединен в месте 54 с кулачком 50, тогда как корпус цилиндра 52 шарнирно соединен в месте 55 с частью рамы 47.
Кроме того, каждый рычаг 45 поворачивается вокруг штифта 46 с помощью привода 56, состоящего, например, из пневматического цилиндра одностороннего действия. В частности, шток 57 цилиндра 56 шарнирно соединен в месте 58 с рычагом 45, тогда как корпус цилиндра 56 шарнирно соединен в месте 59 с частью рамы 47.
На Фиг. 3 сплошной линией показано первое положение, в котором режущее лезвие 60 входит во взаимодействие с рулоном, имеющим первый диаметр, который меньше диаметра дополнительного второго рулона (не показан), который может быть изготовлен на мотальной машине.
Наличие этого рулона, имеющего меньший диаметр, определяет использование первой упорной поверхности или упора 49, на меньшем радиальном расстоянии относительно центра поворота кулачка 50.
Для того чтобы гарантировать, что позиционирование этой первой упорной поверхности или упора 49 приводит к контакту с выступающей частью 48, шток 53 цилиндра 52 находится в выдвинутом положении. Так как шток 53 шарнирно соединен в месте 54 с кулачком 50, достигается требуемое позиционирование.
Когда рулон имеет больший диаметр, относительно предыдущего рулона, созданного на шпинделе 44, режущее лезвие 60 должно быть приведено в более удаленное положение относительно шпинделя 44. Для этой цели шток 53 цилиндра 52 повторно втягивается, приводя к повороту кулачка 50 вокруг вала 51. В результате вторая упорная поверхность или упор 49', имеющий больший радиальный размер относительно центра поворота, устанавливается в контакте с выступающей частью 48 рычага 45. После приведения в действие цилиндра 56 это вызывает остановку рычага 45 в более удаленном положении по отношению к шпинделю 44 с гильзой, имеющей больший диаметр.
Кроме того, в этом втором примере все операции прекрасно автоматизированы с чрезвычайной быстротой, без какого-либо вмешательства внутри машины и без каких-либо потерь времени для остановки производства.
Все осуществляется автоматически, как только определяется, что будут создаваться рулоны, имеющие больший диаметр, чем диаметр предыдущих рулонов, решая, тем самым, все известные проблемы машины.
На Фиг. 3 выступающие части 48 рычагов 45 дополнительно имеют буферные элементы 62, которые взаимодействуют с соответствующими упорными поверхностями 49 и 49', чтобы амортизировать остановку.
В обоих случаях решена проблема, связанная с фактом наличия двух различных исходных диаметров, которые, в соответствии с известным уровнем техники, налагают необходимость существенного изменения положения некоторых вспомогательных элементов машины.
В соответствии с изобретением, все осуществляется автоматически путем приведения в действие цилиндров и кулачков.
Таким образом, настоящее изобретение исключает как возможность ошибки, так и потерю времени, затрачиваемого на эту операцию.
В обоих случаях автоматизация этих операций также полезна с точки зрения безопасности, поскольку это позволяет избежать необходимости «вхождения» оператора внутрь намоточного устройства с остаточным риском несчастных случаев.
Поэтому достигнуты все цели, упомянутые в начале описания.
Формы конструкции для получения приспособления, в соответствии с изобретением, равно как и материалы и режимы сборки, очевидно, могут отличаться от тех, которые показаны с иллюстративными и не ограничивающими целями на чертежах.
Объем правовой охраны данного изобретения, таким образом, ограничен прилагаемой формулой изобретения.



Изобретение относится к области мотальных машин и может быть использовано для автоматического позиционирования поворотного рабочего элемента относительно рулона. Приспособление для автоматического позиционирования включает поворотный рабочий элемент. Рабочий элемент поддерживается на первых свободных концах рычагов. Рычаги шарнирно установлены на штифтах. Штифты соединены с рамой мотальной машины. Рабочий элемент выполнен с возможностью поворота с помощью соответствующего привода. Рычаги имеют выступающие части на противоположном конце относительно размещения рабочего элемента. Выступающие части взаимодействуют, по меньшей мере, с одной парой упоров. Упоры расположены на кулачке. Кулачок выполнен с возможностью поворота относительно указанной рамы с помощью привода. Все упоры расположены на кулачке на различных радиальных расстояниях относительно оси поворота кулачка. Поворотный рабочий элемент выполнен в виде контактного валика или режущего лезвия. Обеспечивается повышение производительности. Исключается возможность травматизма. 5 з.п. ф-лы, 4 ил.
1. Приспособление для автоматического позиционирования в мотальной машине для намотки полимерной пленки в рулоны для определения правильного положения поворотного рабочего элемента (40, 60) относительно гильзы (43), т.е. рулона (42) пленки (41), при изменении диаметра гильзы или рулона, причем указанный поворотный рабочий элемент (40, 60) поддерживается на первых свободных концах рычагов (45), шарнирно установленных на штифтах (46), соединенных с рамой (47) мотальной машины, и выполнен с возможностью поворота с помощью соответствующего привода, отличающееся тем, что указанные рычаги (45) имеют, в противоположном местоположении относительно конца, на котором установлен указанный поворотный рабочий элемент (40, 60), выступающие части (48), взаимодействующие по меньшей мере с одной парой упоров (49, 49'), расположенных на соответствующем кулачке (50), выполненном с возможностью поворота относительно указанной рамы (47) с помощью привода (52), причем все указанные упоры (49, 49') расположены на указанном кулачке на различных радиальных расстояниях относительно оси (51) поворота указанного поворотного кулачка (50).
2. Приспособление по п. 1, отличающееся тем, что поворотный рабочий элемент выполнен в виде контактного валика (40).
3. Приспособление по п. 2, отличающееся тем, что указанная по меньшей мере одна пара упоров (49, 49') выполнена в виде винтовых элементов, в большей или меньшей степени вставленных, относительно указанной оси (51) кулачка (50), в площадки (61), расположенные по периметру кулачка (50).
4. Приспособление по п. 1, отличающееся тем, что поворотный рабочий элемент выполнен в виде режущего лезвия (60).
5. Приспособление по п. 4, отличающееся тем, что указанная по меньшей мере одна пара упоров (49, 49') выполнена в виде упорных площадок, расположенных по периметру кулачка (50), на большем или меньшем расстоянии от оси (51) поворота указанного кулачка (50).
6. Приспособление по одному или нескольким из предшествующих пунктов, отличающееся тем, что к части рамы (47) своим свободным концом (в месте 59) шарнирно прикреплен шток цилиндра (56), шарнирно прикрепленный к средней части (в месте 58) указанных рычагов (45).
| US 5267703 A, 07.12.1993 | |||
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ УРОВНЯ, ПЛОТНОСТИ И ПОЛОЖЕНИЯ ГРАНИЦЫ РАЗДЕЛА ЖИДКОСТИ В РЕЗЕРВУАРЕ | 2002 |
|
RU2238527C2 |
| DE 8633078 U1, 19.03.1987 | |||
| Листорезальная ротационная машина | 1984 |
|
SU1212398A1 |

