Область техники
Изобретение относится к пултрузионным композитным изделиям из армированного волокнами термопластичного материала, конкретнее к пултрузионным профилям из композитного материала на основе термопластичного связующего с армированием.
Уровень техники
В изобретении термопластичный пултрузионный профиль - это стеклопластиковый армированный профиль с конфигурацией, аналогичной форме пултрузионной фильеры. В качестве стекловолоконных материалов использованы термопластичные (ТП) ленты и армирующая стеклоткань.
Известно изобретение US6746747 (B2) ― 2004-06-08 PULTRUDED PART REINFORCED BY LONGITUDINAL AND TRANSVERSE FIBERS, в котором пултрузионная часть (профиль) содержит стенку, имеющую первую поверхность и вторую поверхность, отстоящие друг от друга по толщине детали, причем стенка проходит в продольном направлении пултрузии и имеет ширину, поперечную продольному направлению пултрузии; армирующие волокна внутри стенки; полимерный материал, пропитывающий волокна и заполняющий толщину между поверхностями; армирующие волокна, включающие в себя первый слой волокон в продольном направлении пултрузии и расположенный на первой поверхности; армирующие волокна, включающие второй слой волокон в продольном направлении пултрузии и расположенный на второй поверхности; армирующие волокна, включающие промежуточный слой волокон, по меньшей мере, некоторые из которых включают, по меньшей мере, их части, которые проходят в поперечном направлении и расположены между первым и вторым слоями (аналог предлагаемого простого плоского профиля). Также описан аналог профиля в форме трубы с полой внутренней частью. Смола представляет собой сшитую смолу (cross-linked resin) или уретановую смолу (urethane resin) или многофункциональную смолу (multi-functional resin). Также говорится про общее количество волокон в слоях (в унциях на квадратный фут). Предпочтительно смола представляет собой двухкомпонентный материал, отвержденный каталитическим действием, и является термореактивной. Однако другие смолы также могут быть использованы. Смола, основанная на уретане, как было показано, обеспечивает превосходные композитные свойства, включая превосходную ударную вязкость, прочность на сдвиг и устойчивость к растрескиванию.
Хотя примеры пултрузионных профилей конструктивно достаточно аналогичны предлагаемому профилю, однако в этих профилях армирование обеспечено использованием нарезанного ровинга или рубленого волокна, а не стеклоткани, и смола преимущественно термореактивная, а не термопластичная (отсутствует прямое упоминание термопластичной смолы и термопластов), из-за чего профиль очевидно не будет обладать преимуществами наличия термопластичной матрицы и упорядоченного стеклотканного армирования.
В патентной заявке US2017305078 (A1) ― 2017-10-26 METHOD FOR PRODUCING CONTINUOUS COMPOSITE SANDWICH STRUCTURES BY PULTRUSION представлена пултрузионная композитная многослойная (сэндвичная) структура, содержащая сердцевину, изготовленную из пултрузированной легковесной пряжи, в том числе, из термопластичных нитей, и внешнюю композиционную оболочку из пултрузированных армирующих стекловолоконных ровингов, имеющих гомогенную или смешанную форму. Предложен способ изготовления такой композитной многослойной структуры, включающий использование пултрузированной легковесной и совместно пропитанной пряжи и совместно пултрузированных армирующих стекловолоконных ровингов, и направления с помощью внешних направляющих средств пултрузируемой пряжи на формирование сердцевины и пултрузируемых армирующих стекловолоконных ровингов на образование наружной композитной оболочки в одной нагретой фильере с образованием композитной многослойной структуры. При этом используют предварительную пропитку пряжи и/или ровингов смолой, в том числе, термопластичной, в том числе полипропиленовой.
Однако данная пултрузионная многослойная структура из-за легковесных нитей, преимущественно шпагатов, пропитанных смолой, очевидно, не будет обладать преимуществами, определяемыми совокупными свойствами армированного термопластичного композита, особенно с упорядоченным стеклотканным армированием.
Раскрытие изобретения
Объект изобретения: композиционные термопластичные армированные профили с рядом улучшенных эксплуатационных свойств, полученные на базовой пултрузионной установке типа Pultrex с помощью доработанных технологии, средств и набора материалов для непрерывного пултрузионного изготовления профилей.
Задача изобретения: разработка оригинальных термопластичных армированных пултрузионных профилей разных поперечных сечений с рядом улучшенных эксплуатационных свойств, в том числе:
- высокой прочности (достигается как раз совокупными свойствами композита, особенно с поперечным армированием);
- ударопрочности (свойства термопластичной матрицы);
- химической стойкости (свойства термопластичной матрицы);
- термостойкости (свойства термопластичной матрицы);
- теплопроводности;
- постформируемости и короткого времени обработки (возможность изменять геометрию многократно), в том числе свариваемость вместо склеивания;
- возможности повторной переработки (изготовленный материал подвергается повторной переработке и использованию) – дополнительное экологическое преимущество термопластов.
Решение задачи изобретения и достижение технического результата обеспечивается тем, что термопластичный пултрузионный профиль представляет собой композитную многослойную структуру, полученную из композитного материала на основе термопластичного связующего с армированием. При изготовлении профиля распределение исходных материалов термопластичных (ТП) лент и полос стеклоткани произведено таким образом, что на всей внешней и при наличии внутренней поверхности профиля располагаются внешний и при наличии внутренней поверхности профиля внутренний одинарные слои термопластичных лент, перед пултрузией исходно уложенных вплотную друг к другу. При этом одинарные слои из исходных полос стеклоткани расположены внутри профиля под указанными одинарными слоями термопластичных лент, и далее между указанными одинарными слоями стеклоткани расположена основная часть материала профиля также из исходно уложенных вплотную друг к другу термопластичных лент.
Профиль изготовлен с использованием ТП лент марки «ComTape B.V.», состоящей из стекловолокна, пропитанного полипропиленом, и армирующей стеклоткани производства Tissa Textiles.
Профиль имеет два примера исполнения: простого плоского профиля с поперечным сечением 75 мм (ширина) × 3,5 мм (толщина) из 99 ТП лент и 2 слоев стеклоткани 105 гр/м2 и профиля полой прямоугольной трубы с поперечным сечением 50×40×5×R2 мм с площадью около 800 мм² из 330 ТП лент и 8 полос стеклоткани, при этом в результате испытаний образцов профилей экспериментально полученные их эксплуатационные свойства следующие:
(источник методики испытания)
(ASTM D6641)
(ASTM D6641)
(ASTM D7078/D7078M–12)
(ГОСТ Р 56682-2015)
(ГОСТ Р 56724-2015)
(ГОСТ Р 56754-2015)
(ГОСТ Р 32618.2-2014)
(ГОСТ Р 57943-2017 (ИСО 22007-4:2008))
Перечень фигур
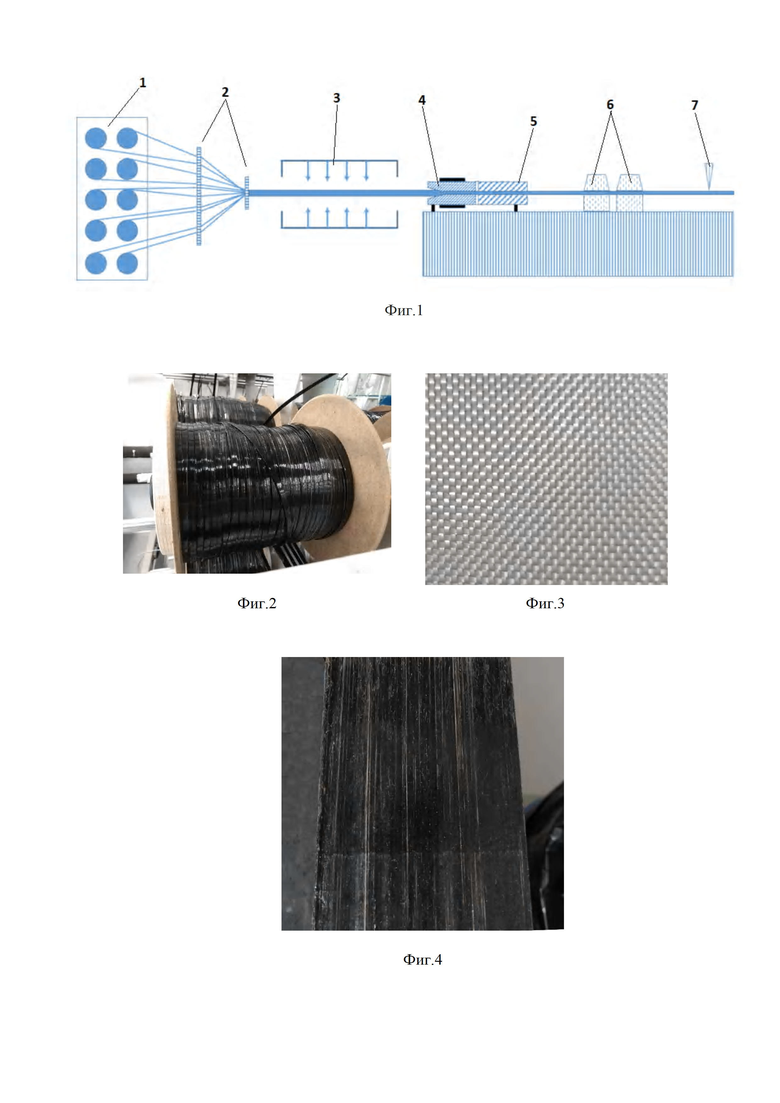
Фиг.1 – Принципиальная схема пултрузионной установки Pultrex P500×6T с доработками для изготовления предлагаемых примеров исполнения профиля.
Фиг.2 - Фото термопластичной ленты марки «ComTape B.V.».
Фиг.3 - Фото стеклоткани производства Tissa Textiles.
Фиг.4 – Фото готового плоского профиля после пултрузии.
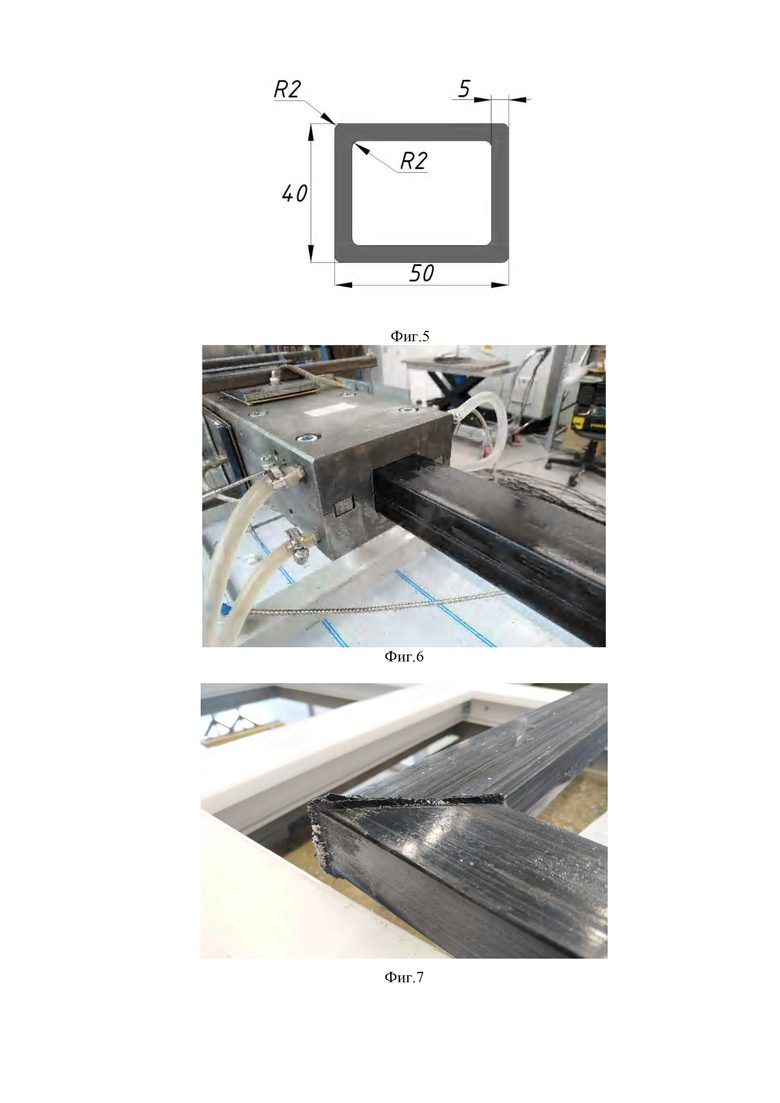
Фиг.5 – Сечение прямоугольного профиля 50×40×5×R2 мм
Фиг.6 – Фото готового профиля полой прямоугольной трубы после пултрузии.
Фиг.7 – Фото углового сварного соединения кусков профиля полой прямоугольной трубы.
Осуществление изобретения
Работа выполнялась в рамках проекта STRIP “Pultrusion structural profiles based on fibre reinforced pre-impregnated materials” в Центре Проектирования, Производственных технологий и Материалов Сколковского института науки и технологий (РФ) на базовой пултрузионной установке Pultrex P500×6T (Англия), обладающей следующими характеристиками:
• Сила протяжки, кгс – 6000;
• Сила прижатия каждого из захватов тянущего устройства, кгс: 10700;
• Стандартная длина прижимной пластины, мм: 660;
• Допустимые размеры сечения профиля, мм: высота - 160, ширина -500
• Скорость протяжки, м/мин: min – 0.04, max – 4,0;
• Кол-во зон нагрева, шт.: 6,
Вариант доработанной пултрузионной установки с использованием термопластичных материалов и набор оборудования выглядит следующим образом на принципиальной схеме (фиг.1) и включает в себя следующие узлы: 1 - шпулярник со шпулями для ТП лент и полос стеклоткани, 2 – система распределительных направляющих рамок (новое оборудование); 3 - печь предварительного прогрева, 4 - формующая (нагревающая консолидирующая) фильера, 5 - охлаждающая калибрующая фильера с чиллером (охлаждающим блоком) (не показан на фиг.1), 6 - тянущий механизм, 7 - пильная секция, блок управления (не показан на фиг.1).
Качество поверхности профиля лучше в том случае, когда слой стеклоткани находится под одним слоем термопластичных лент, поскольку однонаправленные ленты покрывают ткань и сохраняют ее в процессе вытяжки. При этом стеклоткань располагается в непосредственной близости к поверхностям профиля под одним слоем термопластичных лент, расположенных плотно друг к другу. В ходе изготовления профиля полосы ткани и лент подаются под натяжением, что исключает образование складок и смещения ткани.
Предлагаемый термопластичный армированный пултрузионный профиль (разных примеров поперечных сечений) изготовлен с использованием ТП ленты марки «ComTape B.V.», состоящей из стекловолокна, пропитанного полипропиленом (фиг.2), и укреплённый армирующей стеклотканью производства Tissa Textiles (фиг.3).
Паспортные характеристики ТП ленты «ComTape B.V.» следующие:
6
Паспортные характеристики стеклоткани производства Tissa Textiles для армирования профилей следующие:
В результате процесса пултрузии на установке, описанной выше, получены профили двух примеров исполнения: простой плоский профиль толщиной 3,5 мм из 99 ТП лент и 2 слоев стеклоткани 105 гр/м2 (фиг.4) и более сложный профиль прямоугольной трубы при площади сечения 800 мм² из 330 ТП лент 330 и 8 полос стеклоткани (фиг.5,6,7). При этом экспериментально полученные во время испытаний образцов свойства профилей указаны в разделе «Раскрытие изобретения». Также на фиг.7 в подтверждение свойства легкости сварки профиля показано сварное угловое соединение готового термопластичного армированного профиля полой прямоугольной трубы. Такой профиль расширяет возможности сборки узлов креплений, что значительно сокращает трудоемкость и материалоемкость конструкций на основе данного профиля. Например, если потребуется собрать конструкцию из профиля на основе реактопластичного профиля, то дополнительно потребуется различного рода соединительный материал, это может быть металлический крепеж или различные адгезивы. В случае с термопластичным профилем можно воспользоваться методом местного разогрева для придания необходимой геометрии либо различных методов сваривания. Для этого дополнительные материалы не требуются, необходим только инструмент, процесс сварки происходит намного быстрее процесса склейки.
Таким образом предлагаемые термопластичные армированные пултрузионные профили действительно имеют проверенные в ходе испытаний их образцов существенно улучшенные эксплуатационные свойства, в том числе:
- высокую прочность (достигается как раз совокупными свойствами композита, особенно с поперечным армированием);
- ударопрочность (свойства термопластичной матрицы);
- химическая стойкость (свойства термопластичной матрицы);
- термостойкость (свойства термопластичной матрицы);
- теплопроводность;
- постформируемость и короткое время обработки (есть возможность изменять геометрию многократно), в том числе свариваемость вместо склеивания;
- возможность повторной переработки (изготовленный материал подвергается повторной переработке и использованию) – дополнительное экологическое преимущество термопластов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывного изготовления термопластичного армированного пултрузионного профиля | 2020 |
|
RU2742170C1 |
| Термопластичный пултрузионный усилительный вкладыш в полой пластиковой раме оконного или дверного блока | 2020 |
|
RU2738062C1 |
| АРМАТУРА КОМПОЗИТНАЯ | 2011 |
|
RU2482248C2 |
| СВЯЗУЮЩЕЕ ДЛЯ СТЕКЛОПЛАСТИКА И ПУЛТРУЗИОННЫЙ ПРОФИЛЬ ИЗ СТЕКЛОПЛАСТИКА | 2012 |
|
RU2502602C1 |
| Способ получения полимерных композиционных материалов | 2016 |
|
RU2637227C1 |
| Модифицированная полимерная композитная арматура | 2023 |
|
RU2826026C1 |
| СЛОИСТЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2001 |
|
RU2185964C1 |
| КОНСТРУКТИВНЫЙ ЭЛЕМЕНТ, ИЗГОТОВЛЕННЫЙ ИЗ СПЛОШНОГО ЛИНЕЙНОГО ПРОФИЛЯ | 2011 |
|
RU2572892C2 |
| Устройство и способ изготовления термопластичного препрега | 2023 |
|
RU2831075C1 |
| ПУЛТРУЗИОННЫЙ ПРОФИЛЬНЫЙ СТЕКЛОПЛАСТИК | 2015 |
|
RU2602161C1 |
Изобретение относится к пултрузионным композитным изделиям из армированного волокнами термопластичного материала, конкретнее к пултрузионным профилям из композитного материала на основе термопластичного связующего с армированием. Термопластичный пултрузионный профиль представляет собой композитную многослойную структуру, полученную из композитного материала на основе термопластичного связующего с армированием. При изготовлении профиля распределение исходных материалов термопластичных (ТП) лент и полос стеклоткани произведено таким образом, что на всей внешней и, при наличии, внутренней поверхности профиля располагаются внешний и, при наличии внутренней поверхности профиля, внутренний одинарные слои термопластичных лент, перед пултрузией исходно уложенных вплотную друг к другу. При этом одинарные слои из исходных полос стеклоткани расположены внутри профиля под указанными одинарными слоями термопластичных лент, и далее между указанными одинарными слоями стеклоткани расположена основная часть материала профиля также из исходно уложенных вплотную друг к другу термопластичных лент. Профиль изготовлен с использованием ТП лент, состоящих из стекловолокна, пропитанного полипропиленом, и армирующей стеклоткани. Профиль имеет два примера исполнения: простого плоского профиля и профиля полой прямоугольной трубы. Технический результат - обеспечение термопластичных армированных пултрузионных профилей разных поперечных сечений с рядом улучшенных эксплуатационных свойств, в том числе высокой прочностью, ударопрочностью, химической стойкостью, термостойкостью, теплопроводностью, постформируемостью и коротким временем обработки, в том числе свариваемостью вместо склеивания, возможностью повторной переработки. 3 табл., 7 ил.
Термопластичный пултрузионный профиль, представляющий собой композитную многослойную структуру, полученный из композитного материала на основе термопластичного связующего с армированием, отличающийся тем, что при его изготовлении распределение исходных материалов термопластичных (ТП) лент и полос стеклоткани произведено таким образом, что на всей внешней и, при наличии, внутренней поверхности профиля расположены внешний и, при наличии внутренней поверхности профиля, внутренний одинарные слои термопластичных лент, исходно уложенных перед пултрузией вплотную друг к другу, при этом одинарные слои из исходных полос стеклоткани расположены внутри профиля под указанными одинарными слоями термопластичных лент, и далее между указанными одинарными слоями стеклоткани расположена основная часть материала профиля также из исходно уложенных вплотную друг к другу термопластичных лент; профиль изготовлен с использованием ТП лент, состоящих из стекловолокна, пропитанного полипропиленом, со средними величинами характеристик, в частности: содержанием волокна 33,9 мас.%, содержанием полимера 39,5 об.%, толщиной 0,47 мм, шириной 4,7 мм, и армирующей стеклоткани со средними величинами характеристик, в частности: поверхностной плотностью 105 г/м2; типом плетения - саржевым 2/2; и имеет два примера исполнения: плоского профиля с поперечным сечением 75 мм (ширина) × 3,5 мм (толщина) из исходных 99 ТП лент и 2 слоев стеклоткани 105 гр/м2 и профиля полой прямоугольной трубы с поперечным сечением 50×40×5×R2 мм с площадью 800 мм2 из исходных 330 ТП лент и 8 полос стеклоткани, в результате испытаний образцов профилей их экспериментально полученные свойства следующие:
- растяжение вдоль направления волокон: прочность при растяжении 655,6 МПа, модуль упругости при растяжении 28,1 ГПа,
- растяжение поперек направления волокон: прочность при растяжении 13,8 МПа, модуль упругости при растяжении 2,55 ГПа,
- сжатие вдоль волокон: прочность на сжатие 159,1 МПа, модуль при сжатии 24,8 ГПа,
- сжатие поперек волокон: прочность на сжатие 25,95 МПа, модуль упругости при сжатии 2,54 ГПа,
- трехточечный изгиб вдоль волокон: прочность на изгиб 295,6 МПа, модуль 26,63 ГПа,
- трехточечный изгиб поперек волокон: прочность на изгиб 23,72 МПа, модуль 2,318 ГПа,
- межслоевой сдвиг вдоль волокон: прочность вдоль 19,65 МПа, прочность поперек 2,29 МПа,
- сдвиг в плоскости образца: прочность 7,53 МПа, модуль 2,20 ГПа,
- объемная доля материалов: объемное содержание волокон 37,59%, объемное содержание связующего 61,73%, объемное содержание пористости 0,68%,
- плотность 1,53 г/см3,
- температура плавления: температура начала плавления 141,25°С, температура пика плавления 151,11°С, энтальпия плавления 23,19 Дж/г,
- коэффициенты линейного теплового расширения: вдоль 1,37 мкм/(м⋅К), поперек 78,11 мкм/(м⋅К),
- удельная теплоемкость 1,05 Дж/(г⋅К),
- теплопроводность: вдоль 0,55 Вт/м/К; поперек 0,40 Вт/м/К.
| US 2017305078 A1, 26.10.2017 | |||
| US 6746747 B2, 08.06.2004 | |||
| US 2013149521 A1, 13.06.2013 | |||
| US 2013136877 A1, 30.05.2013 | |||
| КОНСТРУКТИВНЫЙ ЭЛЕМЕНТ, ИЗГОТОВЛЕННЫЙ ИЗ СПЛОШНОГО ЛИНЕЙНОГО ПРОФИЛЯ | 2011 |
|
RU2572892C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННОГО ВОЛОКНОМ ЭКСТРУЗИОННОГО ПРОФИЛЯ И АРМИРОВАННЫЙ ВОЛОКНОМ ЭКСТРУЗИОННЫЙ ПРОФИЛЬ | 2010 |
|
RU2560375C2 |
| Пробивные щипцы | 1927 |
|
SU6859A1 |

