ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
[0001] Данная заявка притязает на приоритет в соответствии с положениями Раздела 35 Кодекса законов США, 119(е), по одновременно рассматриваемой предварительной патентной заявке США № 62/864,285, поданной 20 июня 2019, все раскрытие которой включено в данный документ путем ссылки.
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0002] Данное изобретение относится в целом к способам пултрузии для полых и сплошных пултрузионных профилей, таких как лопасти несущих винтов, аэродинамические профили, двутавровые балки и коробчатые балки, имеющих неоднородные поперечные сечения, и к полым и сплошным пултрузионным профилям, изготовленным данными способами пултрузии.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
[0003] Пултрузия представляет собой непрерывный процесс изготовления изделий из композиционных материалов, обеспечивающий возможность изготовления деталей с однородными и неоднородными поперечными сечениями. Волокна, такие как стекловолокна или углеродные волокна в разных видах, механически тянут через ванну со смолой, через формообразующую оснастку и через оснастку для выдавливания смолы. Затем они проходят через нагретую стальную головку, которая обеспечивает отверждение исходных материалов для получения твердого профиля, предназначенного для использования в разных применениях. Например, пултрузионные профили из стекловолокон широко используются для таких изделий, как перила лестниц, перильные ограждения и ограждающие решетки химических установок, рукоятки инструментов и направляющие полосы для автомагистралей.
[0004] Предшествующие пултрузионные изделия, изготавливаемые до сих пор, имеют относительно постоянную толщину поперечного сечения. Пултрузионные изделия с однонаправленными углеродными волокнами и постоянным поперечным сечением используются в некоторых лонжеронах лопаток ветровых турбин и лонжеронах крыльев больших опытных летальных аппаратов. Также активно растут возможности пултрузии деталей с полым поперечным сечением. Например, имеются демонстрационные образцы полых аэродинамических профилей, изготовленные мелкосерийно.
[0005] На операциях пултрузии по предшествующему уровню техники используется одна головка для отверждения пултрузионного профиля. Если установка для пултрузии достаточно большая, множество потоков аналогичных пултрузионных деталей образуют на одной и той же машине, используя множество головок, работающих рядом друг с другом, и это называют многопоточной обработкой. Крупноразмерные пултрузионные детали по предшествующему уровню техники были ограничены относительно постоянной толщиной поперечного сечения во всем поперечном сечении, так что отверждение происходит в головке равномерно.
[0006] Пултрузионные детали с неоднородным поперечным сечением должны обрабатываться медленнее, поскольку скорость ограничена временем, необходимым для отверждения самой толстой части поперечного сечения пултрузионной детали. Следовательно, отсутствие эффективного способа пултрузии деталей с неоднородными поперечными сечениями является ограничением, например, в аэрокосмической и авиационной промышленности.
[0007] Пултрузия аэрокосмических легких полых аэродинамических профилей была продемонстрирована только на уровне некоторых исследований и разработок, в которых используется одна пултрузионная головка. Но в том случае, когда требуются большие количества аэродинамических профилей с неоднородным поперечным сечением, например, для крыльев ракет и дронов, лопаток ветровых турбин, лопастей несущих винтов легких вертолетов или лопастей несущих винтов летательных аппаратов с электроприводом и вертикальным взлетом и посадкой (“eVTOL”), пултрузия может обеспечить низкозатратный способ изготовления для крупносерийного производства.
[0008] Тем не менее изготовление деталей с неоднородными поперечными сечениями представляет собой сложную технологическую проблему при обычной пултрузии, при которой используется одна головка. Профили с неоднородными поперечными сечениями более сложно изготавливать с высокой производительностью и стабильностью. Например, лопасть несущего винта летательного аппарата eVTOL или лопасть несущего винта легкого вертолета, как правило, требует толстого сечения, - часто называемого утолщенной частью передней кромки (leading edge slug), - в зоне передней кромки и лонжерона аэродинамического профиля с неоднородным поперечным сечением для удовлетворения требований, связанных с прочностью конструкции и динамикой полета. Кроме того, остальная часть аэродинамического профиля вплоть до задней кромки должна быть как можно более легкой для минимизации утяжеления передней кромки, необходимого для надлежащей уравновешенности.
[0009] Соответственно, имеется большое количество композиционных материалов, которые должны отверждаться в утолщенной части передней кромки и значительно меньшее количество композиционных материалов, которые должны отверждаться в остальной части основной части профиля (profile body), когда она проходит через пултрузионную головку.
[0010] Кроме того, в некоторых случаях дополнительный утяжеляющий элемент для зоны передней кромки должен быть добавлен в выполненную из композиционного материала утолщенную часть передней кромки. Это может быть выполнено посредством непрерывной вставки металлического проволочного троса в утолщенную часть передней кромки при ее изготовлении, и данный трос обеспечит утяжеление, поскольку металлическая вставка является более плотной, чем стекловолокнистый или углеволокнистый композиционный материал.
[0011] Для других применений пултрузионных профилей может возникать такая же проблема, когда зона лонжерона требует толстого поперечного сечения для обеспечения прочности, в то время как другие зоны должны быть тонкими и легкими. Также может быть желательным наличие более толстой части с дополнительными армирующими волокнами в определенных зонах пултрузионных строительных балок, таких как коробчатые балки или двутавровые балки, для обеспечения дополнительной прочности.
[0012] Несмотря на то, что демонстрационные испытания профилей, имеющих данные неоднородные поперечные сечения, были выполнены в качестве части исследований и разработок при использовании традиционной одной головки, использование одной головки может создавать проблемы для стабильного крупносерийного производства. Кроме того, оказалось, что профили по предшествующему уровню техники, имеющие неоднородное поперечное сечение и изготовленные при использовании типовой одной пултрузионной головки, имеют проблемы по многим причинам.
[0013] Во-первых, полимеризация смоляного связующего осуществляется посредством нагрева смолы при прохождении волокон и смолы через пултрузионную головку. Толстое поперечное сечение требует большего времени нагрева и выдержки для инициирования полимеризации и достижения приемлемой степени отверждения. Следовательно, толстая часть, такое как утолщенная часть передней кромки определяет скорость перемещения на производственной линии. При одной пултрузионной головке скорость перемещения на производственной линии ограничена отверждением наиболее толстой части поперечного сечения. Таким образом, время нагрева и выдержки тонкой части остальной основной части профиля будет больше, чем необходимое, при ее одновременной пултрузии.
[0014] Во-вторых, выбор длины головки, смолы, катализатора и/или отвердителя вместе с профилем температур головки при нагреве может быть другим для части профиля, имеющей толстое поперечное сечение, такой как утолщенная часть передней кромки аэродинамического профиля. Кроме того, большее количество внутренней смазки может быть желательным для части профиля, имеющей тонкое поперечное сечение, и смазочные материалы или антиадгезионная смазка могут не использоваться или использоваться в меньших количествах для части профиля, имеющей толстое поперечное сечение. Следовательно, пултрузия профиля, имеющего как тонкие, так и толстые части, требует компромиссов при данном выборе. Таким образом, будет доступно меньше возможностей для оптимизации пултрузии толстых и тонких частей аэродинамического профиля или других профилей при выполнении пултрузии в одной и той же головке.
[0015] В-третьих, уменьшение объема при втягивании большой массы волокон утолщенной части передней кромки в типовую одну головку, как правило, вызывает смещение игл головки по направлению к заднему краю части внешней поверхности головки, вследствие чего увеличиваются нагрузки при протягивании, происходит защемление профиля и потенциально образуется непрямолинейный аэродинамический профиль.
[0016] В-четвертых, когда части с толстым и тонким поперечными сечениями образуют пултрузией одновременно, имеет место большее тянущее усилие или усилие вытягивания, действующее на толстую часть, что может привести к изогнутому готовому профилю.
[0017] Таким образом, использование одной головки для изготовления пултрузионных деталей данного типа приводит к тому, что процесс является медленным, подвержен возникновению простоев и возникновению потребности в корректирующем воздействии, что приводит к нестабильному качеству продукции и нестабильной производительности.
[0018] В соответствии с данным настоящим изобретением предложено решение для пултрузии полых и сплошных профилей, имеющих неоднородные поперечные сечения, которое позволяет преодолеть данные проблемы.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[0019] Для краткого изложения сущности изобретения некоторые аспекты, преимущества и новые признаки изобретения были описаны в данном документе. Следует понимать, что необязательно все подобные преимущества могут быть достигнуты в соответствии с любым конкретным вариантом осуществления изобретения. Таким образом, изобретение может быть осуществлено или реализовано способом, который обеспечивает достижение или оптимизацию одного преимущества или группы преимуществ, приведенных в данном документе, без обязательного достижения других преимуществ, которые могут быть приведены или указаны в данном документе.
[0020] В соответствии с настоящим изобретением предложены технологический процесс и способ пултрузии, в которых используется одна головка для пултрузии имеющей толстое поперечное сечение части полого или сплошного профиля, расположенная по ходу перед основной пултрузионной головкой, используемой для пултрузии имеющей более тонкое поперечное сечение или полой части профиля. Более конкретно, раскрыты способ и технологический процесс пултрузии полых и сплошных профилей из композиционного материала, таких как аэродинамические профили, имеющих неоднородные поперечные сечения, при этом в данном способе и технологическом процессе пултрузия части с толстым поперечным сечением выполняется на одной линии и по ходу перед пултрузией остальной части пултрузионного профиля для оптимизации режимов обработки, производительности и стабильности изготавливаемого продукта.
[0021] В соответствии с настоящим изобретением части процесса пултрузии, предназначенные для образования части профиля, имеющей толстое поперечное сечение, и части профиля, имеющей тонкое поперечное сечение, выполняются одновременно на производственной линии. Однако при задании выполнения пултрузии части с более толстым поперечным сечением перед ее соединением в одно целое с частью профиля, имеющей более тонкое поперечное сечение, данный технологический процесс позволяет устранить проблемы, выявленные в подходах по предшествующему уровню техники, и создает возможность оптимизации каждого этапа технологического процесса для обеспечения большей производительности и стабильности.
[0022] В иллюстративном варианте осуществления данного изобретения предложены технологический процесс и способ пултрузии, в которых используется отдельная головка для пултрузии утолщенной части передней кромки, имеющей более толстое поперечное сечение в зоне передней кромки, по ходу перед основной пултрузионной головкой, предназначенной для пултрузии основной части профиля, которая представляет собой более тонкую или полую часть. При задании выполнения пултрузии утолщенной части передней кромки, имеющей более толстое поперечное сечение, перед соединением ее в одно целое с основной частью профиля, основной частью аэродинамического профиля или другим профилем, образуемой(-ым) посредством основной головки, данный технологический процесс позволяет устранить проблемы, выявленные в подходах по предшествующему уровню техники, и создает возможность оптимизации двух этапов технологического процесса для обеспечения большей производительности и стабильности.
[0023] Данный вариант осуществления в особенности подходит для профиля или аэродинамического профиля из композиционного материала, в котором зона передней кромки имеет толстое поперечное сечение, поскольку утолщенная часть передней кромки при входе в основную пултрузионную головку полностью сформирована и закончена, или фактически выполнена по размеру. Следовательно, часть профиля, имеющая толстое поперечное сечение, не будет толкать иглы, придающие определенную форму аэродинамическому профилю или другому профилю из композиционного материала, по направлению к заднему краю части внешней поверхности основной головки. Это предотвращает заедание игл, которое может привести к изогнутой или искривленной форме аэродинамического профиля или другого профиля из композиционного материала.
[0024] Напротив, в случае использования только одной головки часть профиля, имеющая толстое поперечное сечение, не будет выполнена по размеру и, следовательно, будет толкать иглы к заднему краю, что увеличивает нагрузки при протягивании и может привести к искривленному или изогнутому аэродинамическому профилю или другому профилю. Это обусловлено тем, что при использовании только одной головки большая масса волокон и неотвержденной смолы, не подвергнутых уменьшению объема, в части профиля, имеющей толстое сечение, входит в данную одну головку и вызывает смещение игл. Настоящее изобретение позволяет избежать данной проблемы, поскольку утолщенная часть передней кромки фактически выполнена по размеру, когда она входит в основную пултрузионную головку вместе с остальными материалами профиля.
[0025] Также уменьшаются сложность и загромождение секции подачи материалов для аэродинамического профиля или другого профиля, когда задано получение утолщенной части передней кромки, имеющей толстое сечение, или другой части профиля, имеющей толстое поперечное сечение, по ходу перед станциями подачи и пропитки материалов основной части профиля. Таким образом, технологический процесс является менее «перегруженным», что способствует повышению производительности и обеспечению меньшего простоя для выполнения корректирующего воздействия.
[0026] Соответственно, один или более вариантов осуществления настоящего изобретения позволяют преодолеть один или более недостатков известного предшествующего уровня техники.
[0027] Например в одном варианте осуществления способ пултрузии профиля из композиционного материала, имеющего неоднородное поперечное сечение, включает обеспечение наличия головки, предназначенной для образования утолщенной части передней кромки при этом данная головка предназначена для пултрузии утолщенной части передней кромки профиля из композиционного материала; обеспечение наличия основной пултрузионной головки, расположенной по ходу за головкой, предназначенной для образования утолщенной части передней кромки при этом основная пултрузионная головка предназначена для пултрузии основной части профиля из композиционного материала; заправку первого комплекта волокон в головку, предназначенную для образования утолщенной части передней кромки; заправку второго комплекта волокон в основную пултрузионную головку; нагрев головки, предназначенной для образования утолщенной части передней кромки; нагрев основной пултрузионной головки; добавление первой смолы в ванну для пропитки утолщенной части передней кромки; протягивание первого комплекта волокон и первой смолы через головку, предназначенную для образования утолщенной части передней кромки для формирования утолщенной части передней кромки; добавление второй смолы в основную ванну для пропитки; соединение утолщенной части передней кромки в одно целое с основной частью профиля для формирования профиля из композиционного материала посредством протягивания утолщенной части передней кромки через основную пултрузионную головку при одновременном протягивании второго комплекта волокон и второй смолы через основную пултрузионную головку для формирования основной части профиля.
[0028] В данном варианте осуществления способ может дополнительно включать протягивание первого комплекта волокон и первой смолы через головку, предназначенную для образования утолщенной части передней кромки для формирования утолщенной части передней кромки при этом данное протягивание дополнительно включает вставку проволочного троса для образования вставки для утяжеления зоны передней кромки; частичное отверждение утолщенной части передней кромки посредством головки, предназначенной для образования утолщенной части передней кромки или завершение отверждения утолщенной части передней кромки посредством основной пултрузионной головки.
[0029] В другом иллюстративном варианте осуществления профиль из композиционного материала, имеющий неоднородное поперечное сечение, изготавливают посредством технологического процесса, включающего этапы обеспечения наличия головки, предназначенной для образования утолщенной части передней кромки при этом данная головка предназначена для пултрузии утолщенной части передней кромки профиля из композиционного материала; обеспечения наличия основной пултрузионной головки, расположенной по ходу за головкой, предназначенной для образования утолщенной части передней кромки при этом основная пултрузионная головка предназначена для пултрузии основной части профиля из композиционного материала; заправки первого комплекта волокон в головку, предназначенную для образования утолщенной части передней кромки; заправки второго комплекта волокон в основную пултрузионную головку; нагрева головки, предназначенной для образования утолщенной части передней кромки; нагрева основной пултрузионной головки; добавления первой смолы в ванну для пропитки утолщенной части передней кромки; протягивания первого комплекта волокон и первой смолы через головку, предназначенную для образования утолщенной части передней кромки для формирования утолщенной части передней кромки; добавления второй смолы в основную ванну для пропитки; соединения утолщенной части передней кромки в одно целое с основной частью профиля для формирования профиля из композиционного материала посредством протягивания утолщенной части передней кромки через основную пултрузионную головку при одновременном протягивании второго комплекта волокон и второй смолы через основную пултрузионную головку для формирования основной части профиля.
[0030] В данном варианте осуществления первая смола в профиле из композиционного материала, имеющем неоднородное поперечное сечение и изготовленном посредством раскрытого технологического процесса, представляет собой винилэфирную смолу, и вторая смола представляет собой эпоксидную смолу, при этом первый комплект волокон содержит углеродные волокна, и второй комплект волокон содержит стекловолокна; при этом раскрытый технологический процесс может дополнительно включать подачу проволочного троса в утолщенную часть передней кромки для образования вставки для утяжеления зоны передней кромки, дополнительно включать частичное отверждение утолщенной части передней кромки посредством головки, предназначенной для образования утолщенной части передней кромки или завершение отверждения утолщенной части передней кромки посредством основной пултрузионной головки.
[0031] В еще одном иллюстративном варианте осуществления система оснастки для пултрузии, предназначенная для пултрузии профиля из композиционного материала, имеющего неоднородное поперечное сечение, содержит головку, предназначенную для образования утолщенной части передней кромки при этом данная головка предназначена для пултрузии первой части профиля из композиционного материала, имеющей первую толщину поперечного сечения; основную пултрузионную головку для пултрузии второй части профиля из композиционного материала, имеющей вторую толщину поперечного сечения, при этом вторая толщина поперечного сечения меньше первой толщины поперечного сечения; ванну для пропитки передней кромки, при этом данная ванна предназначена для добавления первой смолы в первую часть профиля из композиционного материала; иглу для придания определенной формы второй части профиля из композиционного материала; намоточный подающий инструмент для намотки волокон вокруг игл, и основную ванну для пропитки, предназначенную для добавления второй смолы во вторую часть профиля из композиционного материала.
[0032] В данном варианте осуществления система оснастки для пултрузии может дополнительно содержать катушку с проволочным тросом, предназначенную для подачи проволочного троса в первую часть профиля из композиционного материала, или в данной системе оснастки для пултрузии головка, предназначенная для образования утолщенной части передней кромки имеет длину, превышающую длину основной пултрузионной головки.
[0033] Настоящее изобретение также подходит для любого пултрузионного профиля, имеющего неравномерное распределение массы по его поперечному сечению. Примеры других возможных изделий и применений включают, среди прочего, конструкционные коробчатые балки, имеющие толстые верхние и нижние полки лонжеронов, сплошные двутавровые балки, которые не являются полыми, но имеют, например, полку, более толстую, чем стенка, или любые другие пултрузионные конструкционные профили из композиционного материала, имеющие неоднородные поперечные сечения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
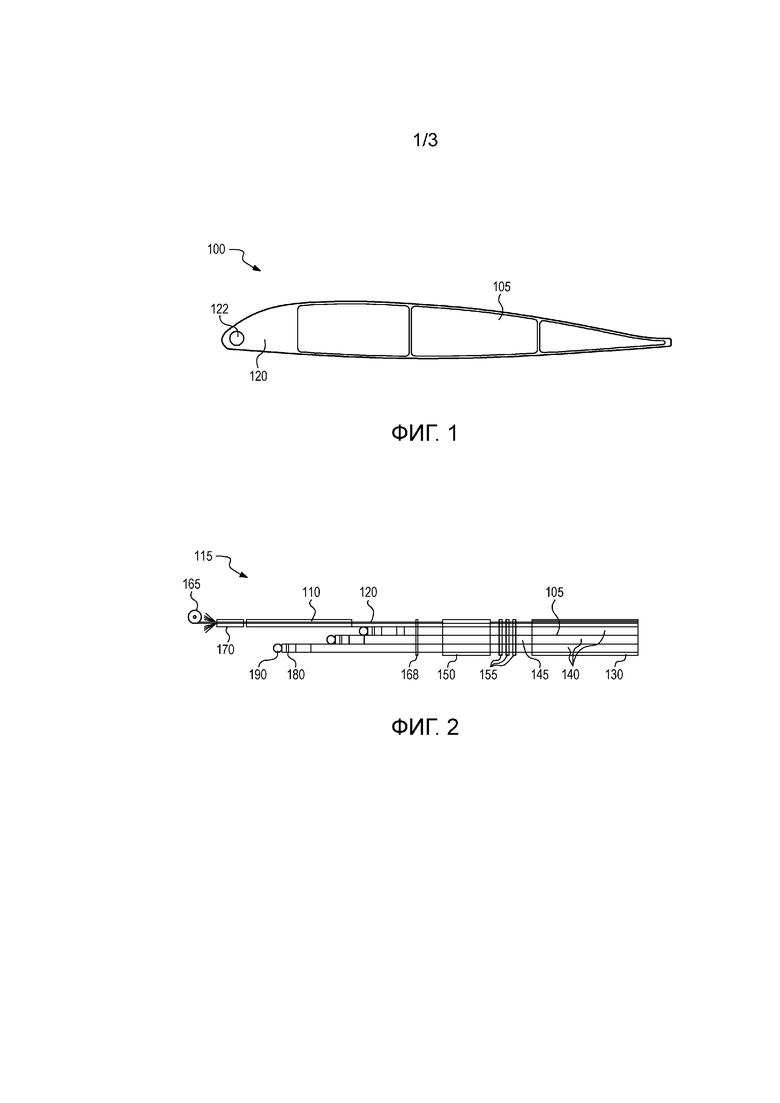
[0034] Фиг.1 иллюстрирует вид в разрезе иллюстративного профиля из композиционного материала, имеющего утолщенную часть, расположенную в зоне передней кромки, и основную часть профиля, изготовленные посредством технологического процесса и способа пултрузии по настоящему изобретению.
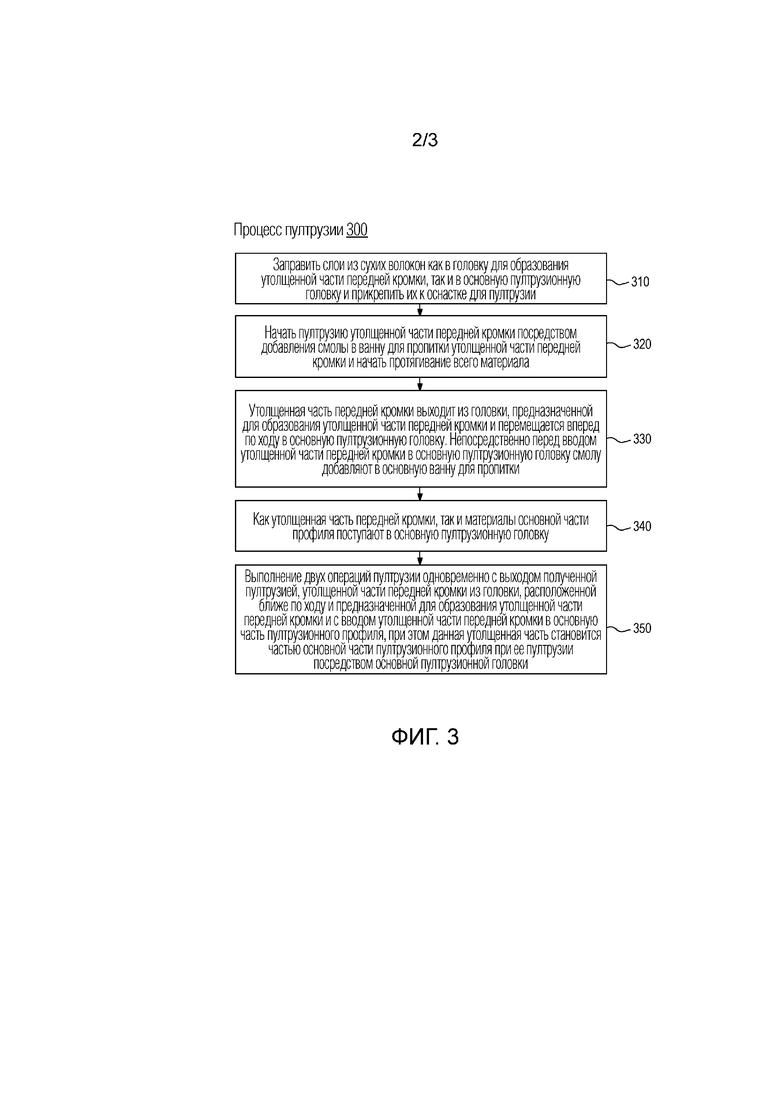
[0035] Фиг.2 иллюстрирует вид сверху оснастки и установки для пултрузии, предназначенных для пултрузии профиля из композиционного материала, при этом отдельная головка для образования утолщенной части передней кромки предназначенная для пултрузии утолщенной части передней кромки расположена по ходу перед основной пултрузионной головкой, предназначенной для пултрузии основной части профиля.
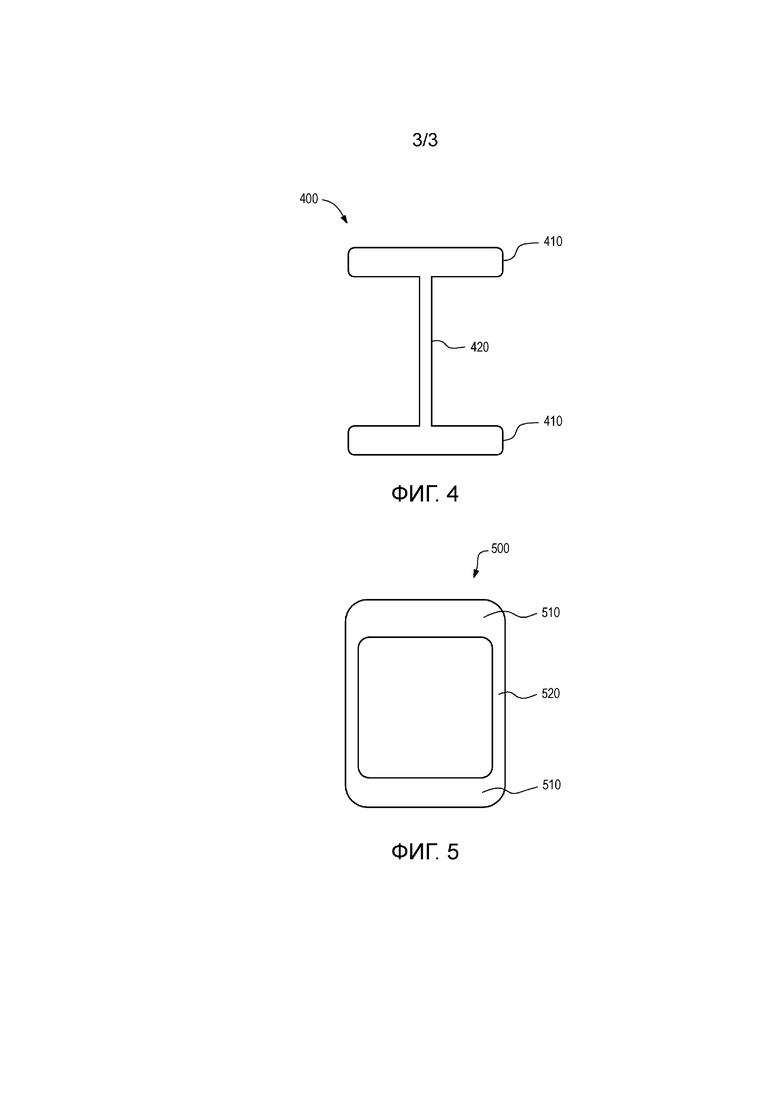
[0036] Фиг.3 иллюстрирует приведенную в качестве примера схему последовательности операций технологического процесса пултрузии по настоящему изобретению.
[0037] Фиг.4 иллюстрирует вид в разрезе приведенной в качестве примера, двутавровой балки, имеющей толстое сечение полок и тонкое сечение стенки и изготовленной посредством технологического процесса и способа пултрузии по настоящему изобретению.
[0038] Фиг.5 иллюстрирует вид в разрезе приведенной в качестве примера, коробчатой балки, имеющей толстое сечение полок и тонкое сечение стенок и изготовленной посредством технологического процесса и способа пултрузии по настоящему изобретению.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0039] Нижеследующее представляет собой подробное описание вариантов осуществления для иллюстрации принципов изобретения. Варианты осуществления представлены для иллюстрации особенностей изобретения, но изобретение не ограничено каким-либо вариантом осуществления. Объем изобретения охватывает многочисленные альтернативы, модификации и эквиваленты. Объем изобретения ограничен только формулой изобретения.
[0040] Несмотря на то, что многочисленные конкретные детали приведены в нижеследующем описании для обеспечения полного понимания изобретения, изобретение может быть реализовано на практике в соответствии с формулой изобретения без некоторых или всех из данных конкретных деталей.
[0041] Различные варианты осуществления будут описаны подробно со ссылкой на сопровождающие чертежи. При наличии возможности одни и те же ссылочные позиции используются на всех чертежах для обозначения одинаковых или аналогичных компонентов. Ссылки на конкретные примеры и варианты осуществления предназначены для иллюстрации и не предназначены для ограничения объема притязаний формулы изобретения.
[0042] Профили 100 из композиционного материала
[0043] Фиг.1 иллюстрирует вариант осуществления профиля 100 из композиционного материала, содержащего утолщенную часть 120, расположенную в зоне передней кромки, с вставкой 122 для утяжеления зоны передней кромки и основную часть 105 профиля, изготовленные посредством технологического процесса и способа пултрузии по настоящему изобретению. Утолщенная часть 120, расположенная в зоне передней кромки, изготовлена посредством использования смеси, образованной из волокон и смолы и подвергнутой пултрузии. Основная часть 105 профиля изготовлена посредством использования смеси, образованной из волокон и смолы и подвергнутой пултрузии, при этом иглы 140, показанные на фиг.2, обеспечивают придание определенной формы основной части 105 профиля.
[0044] Оснастка 115 для пултрузии
[0045] Фиг.2 иллюстрирует оснастку 115 и установку для пултрузии, предназначенные для пултрузии профиля из композиционного материала и, в частности, для пултрузии аэродинамических профилей, таких как профиль 100 из композиционного материала, имеющих неоднородные поперечные сечения. Как показано на фиг.2, отдельная головка 110 для образования утолщенной части передней кромки, предназначенная для пултрузии утолщенной части 120 передней кромки, используется по ходу перед основной пултрузионной головкой 130, предназначенной для пултрузии основной части 105 профиля посредством использования оснастки 115 для пултрузии.
[0046] Пултрузионные машины, пригодные для использования вместе с оснасткой 115 для пултрузии, хорошо известны в данной области техники и поэтому не описаны подробно в данном документе. Тем не менее следует использовать пултрузионную машину, которая обеспечивает возможность протягивания и обработки профиля заданного размера, образуемого из композиционного материала и получаемого пултрузией. В качестве примера можно привести пултрузионные машины, производимые компаниями Pultrex, Martin Pultrusion Group и Strongwell. Оснастка 115 для пултрузии, показанная на фиг.2, расположена на входном конце пултрузионной машины. Пултрузионная машина обеспечивает возможность протягивания материалов в технологическом процессе и отрезки профиля 100 из композиционного материала с заданной длиной.
[0047] Оснастка 115 для пултрузии, предназначенная для изготовления профиля 100 из композиционного материала во взаимодействии с пултрузионной машиной, содержит головку 110 для образования утолщенной части передней кромки основную пултрузионную головку 130, иглы 140, основную ванну 150 для пропитки, намоточный подающий инструмент 168, катушку 165 с проволочным тросом, ванну 170 для пропитки передней кромки, сгибающий инструмент 180 для подачи игл и устройство 190 для закрепления игл.
[0048] Иглы 140, необходимые для придания определенной формы основной части 105 профиля во время пултрузии, вставляют в оснастку 115 для пултрузии посредством сгибающего инструмента 180 для подачи игл и закрепляют посредством устройства 190 для закрепления игл. Намоточный подающий инструмент 168 обеспечивает намотку волокон вокруг игл 140, подлежащих подаче в основную ванну 150 для пропитки и основную пултрузионную головку 130 во время пултрузии.
[0049] Слои из волокон поступают из рулонов и проходят к намоточному подающему инструменту 168, который обеспечивает непрерывную намотку волокон вокруг игл 140 без морщин. После этого намотанные волокна перемещаются через основную ванну 150 для пропитки и в основную пултрузионную головку 130 вместе с утолщенной частью 120 передней кромки, которая образована пултрузией по ходу перед основной головкой 130.
[0050] Осуществляют заправку волокон, как в головку 110 для образования утолщенной части передней кромки, так и в основную пултрузионную головку 130 при натягивании перед началом процесса пултрузии, перед добавлением смолы и перед нагревом головки 110 для образования утолщенной части передней кромки и основной пултрузионной головки 130. Смолу добавляют посредством основной ванны 150 для пропитки и ванны 170 для пропитки передней кромки во время процесса пултрузии, и излишнюю смолу удаляют посредством выдавливающих плит 155.
[0051] В одном варианте осуществления проволочный трос подают в оснастку 115 для пултрузии посредством катушки 165 с проволочным тросом для образования вставки 122 для утяжеления зоны передней кромки в утолщенной части 120 передней кромки. В данном варианте осуществления проволочный трос увеличивает массу утолщенной части 120 передней кромки, но использование проволочного троса необязательно.
[0052] Головку 110, предназначенную для образования утолщенной части передней кромки нагревают для частичного отверждения волокон и смолы, поступающих из ванны 170 для пропитки передней кромки, для образования полученной пултрузией, утолщенной части 120 передней кромки. Утолщенная часть 120 передней кромки выходит из головки 110, предназначенной для образования утолщенной части передней кромки и вводится в основную часть 105 профиля и становится частью основной части 105 профиля во время пултрузии для образования профиля 100 из композиционного материала. Во время пултрузии основная часть 105 профиля проходит через основную ванну 150 для пропитки, выдавливающие плиты 155 и основную пултрузионную головку 130.
[0053] Основную пултрузионную головку 130 нагревают для отверждения волокон и смолы для образования основной части 105 профиля и для завершения отверждения утолщенной части 120 передней кромки, если утолщенная часть 120 не полностью отверждена посредством головки 110, предназначенной для образования утолщенной части передней кромки.
[0054] Тянущие захваты, которые не показаны, но хорошо известны в данной области техники, тянут волокна и смолу как через головку 110, предназначенную для образования утолщенной части передней кромки так и через основную пултрузионную головку 130 одновременно после завершения начального этапа пултрузии, и процесс пултрузии происходит в установившемся технологическом режиме. Однако пултрузия зоны передней кромки 120 должна быть начата первой.
[0055] Когда образованная пултрузией, утолщенная часть 120 передней кромки выходит из головки 110, предназначенной для образования утолщенной части передней кромки и подвергается протягиванию, она поступает в основную пултрузионную головку 130. При этом две операции пултрузии происходят одновременно с выходом утолщенной части 120 передней кромки из головки 110, расположенный ближе по ходу и предназначенной для образования утолщенной части передней кромки и ее вводом в основную часть 105 профиля, при этом обе данные части подвергаются пултрузии посредством основной пултрузионной головки 130, чтобы стать в конце профилем 100 из композиционного материала.
[0056] В одном варианте осуществления волокна для утолщенной части 120 передней кромки и для основной части 105 профиля могут содержать высокомодульное углеродное волокно для повышения продольной жесткости лопатки аэродинамического профиля, что может быть особенно желательным для утолщенной части 120 передней кромки. В альтернативном варианте осуществления, волокна также могут содержать стекловолокна. В альтернативном варианте материалы, предварительно пропитанные связующим веществом, или частично отвержденные материалы могут быть использованы в качестве материалов для утолщенной части 120 передней кромки перед соединением утолщенной части 120 в одно целое с основной частью 105 профиля для образования профиля из композиционного материала, такого как профиль 100 из композиционного материала.
[0057] В другом варианте осуществления, для утолщенной части 120 передней кромки могут быть использованы волокна, отличающиеся от волокон для основной части 105 профиля. Например, углеродные волокна могут быть использованы для утолщенной части 120 передней кромки и стекловолокна могут быть использованы для основной части 105 профиля для уменьшения стоимости профиля 100 из композиционного материала при одновременном удовлетворении требований по прочности. Кроме того, может быть обеспечено лучшее регулирование коэффициента теплового расширения различных волокон, когда утолщенная часть 120 передней кромки полностью отверждается и поступает в основную пултрузионную головку 130 с волокнами, включающими углеродные волокна.
[0058] В одном варианте осуществления, смолы для утолщенной части 120 передней кромки и для основной части 105 профиля могут представлять собой полиэфирные или винилэфирные смолы, обычно используемые в промышленно изготавливаемых пултрузионных изделиях. Однако данные смолы являются высокореактивными, и поэтому при нагреве посредством головки 110, предназначенной для образования утолщенной части передней кромки и основной пултрузионной головки 130 они могут полностью затвердеть. В другом варианте осуществления смолы могут представлять собой эпоксидные смолы, обычно применяемые для авиационно-космической техники. Эпоксидная смола отверждается медленнее, чем смолы, обычно используемые в промышленно изготавливаемых пултрузионных изделиях. Однако для эпоксидных смол существуют системы отвердителей, известные в данной области техники, которые могут быть использованы и обеспечивают более быструю полимеризацию или меньшее время отверждения.
[0059] В одном варианте осуществления, когда утолщенная часть 120 передней кромки выходит из головки 110, предназначенной для образования утолщенной части передней кромки утолщенная часть 120 передней кромки является твердой или жесткой на ощупь, но не полностью отвердевшей. Если утолщенная часть 120 передней кромки отверждена не полностью, но является еще полутвердой на ощупь, то смолы для основной части 105 профиля хорошо соединяются с утолщенной частью 120 передней кромки, когда обе данные части проходят через основную пултрузионную головку 130. Следовательно, характеристики отверждения смол могут быть использованы для усиления адгезионного сцепления утолщенной части 120 передней кромки с основной частью 105 профиля, когда основная часть 105 профиля проходит через основную пултрузионную головку.
[0060] Кроме того, смолы в основной ванне 150 для пропитки и в ванне 170, предназначенной для пропитки передней кромки, и предназначенной для получения толстого поперечного сечения утолщенной части 120 передней кромки, могут быть адаптированы для оптимизации изготовления в целом. В одном варианте осуществления состав смол и используемого катализатора может быть адаптирован для уменьшения времени отверждения, и для эпоксидных смол существуют системы отвердителей, известные в данной области техники, которые могут быть использованы и обеспечивают более быструю полимеризацию или меньшее время отверждения.
[0061] В еще одном варианте осуществления способность к отдельной адаптации процессов для образования утолщенной части 120 передней кромки и основной части 105 профиля может быть «доведена» до уровня, при котором смесь смол, используемая для утолщенной части 120 передней кромки, отличается от смеси смол, используемой для основной части 105 профиля. Например, винилэфирная смола может быть подходящей для утолщенной части 120 передней кромки, в то время как эпоксидная смола может быть более подходящей для основной части 105 профиля в зависимости от требований, обусловленных применением.
[0062] Процесс 300 пултрузии
[0063] На фиг.3 показан процесс 300 пултрузии, в котором используется оснастка 115 для пултрузии в имеющейся в промышленности, пултрузионной машине, которая обеспечивает возможность протягивания и обработки профиля 100 заданного размера, образуемого из композиционного материала. Пултрузия утолщенной части 120 передней кромки и основной части 105 профиля посредством использования отдельных головок, используемых в процессе 300 пултрузии, позволяет устранить технологические проблемы, связанные со способами по предшествующему уровню техники, и создает возможность оптимизации данных двух частей процесса пултрузии для обеспечения большей производительности и стабильности.
[0064] Сначала на этапе 310 сухие волокна (без смолы) заправляют как в головку 110, предназначенную для образования утолщенной части передней кромки так и в основную пултрузионную головку 130 и прикрепляют к оснастке 115 для пултрузии. Сухие волокна также прикрепляют к катушке для запуска (непоказанной), которая предусмотрена в пултрузионной машине и расположена по ходу непосредственно за тянущими захватами и основной пултрузионной головкой 130.
[0065] Далее, на этапе 320, пултрузия утолщенной части 120 передней кромки, имеющей большее поперечное сечение, начинается посредством добавления смолы в ванну 170 для пропитки передней кромки и протягивания всего материала. При добавлении смолы в процесс катушка для запуска тянет профиль 100 из композиционного материала дальше по ходу до тех пор, пока не будет обеспечена возможность смыкания тянущих захватов на профиле 100 из композиционного материала. В этот момент катушку для запуска выключают, и тянущие захваты выполняют задачу непрерывного протягивания материалов.
[0066] На этапе 330 утолщенная часть 120 передней кромки выходит из головки 110, предназначенной для образования утолщенной части передней кромки и непосредственно перед входом утолщенной части 120 передней кромки в основную пултрузионную головку 130 смолу добавляют в основную ванну 150 для пропитки. В этот момент волокна также снова закрепляют на катушке для запуска для уменьшения количества протягиваемых сухих волокнистых материалов (без смолы). После этого на этапе 340 утолщенная часть 120 передней кромки поступает в основную пултрузионную головку 130.
[0067] На этапе 350 две операции пултрузии выполняются одновременно с выходом утолщенной части 120 передней кромки из головки 110, расположенный ближе по ходу и предназначенной для образования утолщенной части передней кромки и ее вводом в основную часть 105 профиля, при этом утолщенная часть 120 передней кромки становится частью основной части 105 профиля при ее пултрузии посредством основной пултрузионной головки 130. При этом после выхода полного профиля 100 из композиционного материала, состоящего как из утолщенной части 120 передней кромки, так и основной части 105 профиля, из основной пултрузионной головки 130 в полностью отвержденном состоянии и его прохождения дальше достаточно далеко для входа в контактное взаимодействие с тянущими захватами пултрузионной машины завершается «переход» от катушки для запуска к тянущим захватам пултрузионной машины.
[0068] В одном варианте осуществления данного процесса 300 пултрузии расположенная ближе по ходу, утолщенная часть 120 передней кромки является твердой, но еще не полностью отвержденной при выходе из головки 110, предназначенной для образования утолщенной части передней кромки на этапе 330. Ее отверждение завершается на этапе 340, когда она подвергается совместному отверждению вместе с основной частью 105 профиля при протягивании обеих данных частей через основную пултрузионную головку 130. Это обусловлено тем, что утолщенная часть 120 передней кромки будет заключена в «оболочку» из слоев из волокон основной части 105 профиля по ходу перед основной пултрузионной головкой 130, так что данная утолщенная часть 120 будет отверждаться вместе с основной частью 105 профиля, чтобы стать профилем 100 из композиционного материала. Когда утолщенная часть 120 передней кромки будет полностью охвачена материалом основной части 105 профиля, отверждение утолщенной части 120 передней кромки также может быть оптимизировано, чтобы степень отверждения составляла меньший процент полного отверждения, когда утолщенная часть 120 выходит из головки 110, расположенный ближе по ходу и предназначенной для образования утолщенной части передней кромки для усиления адгезионного сцепления с основной частью 105 профиля.
[0069] Кроме того, во время запуска основная ванна 150 для пропитки еще не содержит смолу, и волокна основной части 105 профиля являются сухими. Однако основная пултрузионная головка 130 будет нагретой. Следовательно, непосредственно перед тем, как начнется ввод утолщенной части 120 передней кромки в основную пултрузионную головку 130 на этапе 330, смолу добавляют в основную ванну 150 для пропитки. При этом волокна основной части 105 профиля пропитываются/смачиваются смолой, когда утолщенная часть 120 передней кромки, а также волокна и смола основной части 105 профиля вводятся в основную пултрузионную головку 130 на этапе 340. В результате происходит совместное отверждение основной части 105 профиля и утолщенной части 120 передней кромки, и происходит последовательная непрерывная пултрузия профиля 100 из композиционного материала посредством оснастки 115 для пултрузии на этапе 350 при одновременном выполнении двух операций пултрузии.
[0070] В одном варианте осуществления скорость протягивания утолщенной части 120 передней кромки и основной части 105 профиля остается одинаковой как для головки 110, предназначенной для образования утолщенной части передней кромки, так и для основной пултрузионной головки 130 на этапе 350, но режимы обработки могут быть оптимизированы для каждой из них. В одном варианте осуществления длительность пултрузии в головке 110, предназначенной для образования утолщенной части передней кромки может быть больше, чем длительность пултрузии в основной пултрузионной головке 130, для обеспечения большего времени выдержки для отверждения утолщенной части 120 передней кромки при заданной скорости протягивания, разных профилях температур при нагреве и для оптимизации всего технологического процесса с учетом большей массы и большего поперечного сечения утолщенной части 120 передней кромки, независимо от основной пултрузионной головки 130.
[0071] В другом варианте осуществления начальный этап пултрузии сложного профиля 100 из композиционного материала облегчается за счет того, что сначала начинают пултрузию утолщенной части 120 передней кромки, и обеспечивают стабилизацию данной части процесса пултрузии до начала процесса пултрузии основной части 105 профиля на этапе 330. Стабилизированный процесс пултрузии представляет собой процесс, в котором волокна и смола поступают в головку заданным образом без образования комков и отверждаются надлежащим образом и с правильными размерами. Например, если температура головки при запуске слишком низкая, материал, выходящий из головки, может не затвердеть. В этом случае процесс неэффективен и еще не стабилизирован.
[0072] Альтернативные профили 400 и 500 из композиционного материала
[0073] Профиль 100 из композиционного материала, изготовленный посредством технологического процесса и способа пултрузии, раскрытых в данном документе, особенно подходит для аэродинамического профиля лопасти несущего винта, в котором утолщенная часть 120, расположенная в зоне передней кромки, имеет толстое поперечное сечение, поскольку утолщенная часть 120 передней кромки при ее входе в основную пултрузионную головку 130 фактически выполнена по размеру и, следовательно, не толкает иглы 140 в боковом направлении к заднему краю части внешней поверхности основной пултрузионной головки 130. Это предотвращает заедание игл 140, которое вызывает увеличение нагрузок при протягивании и приводит к искривленному или изогнутому аэродинамическому профилю или другому профилю из композиционного материала. Однако данное изобретение также подходит для любого полого или сплошного пултрузионного профиля, имеющего непостоянную толщину в его поперечном сечении.
[0074] Например, как показано на фиг.4, в одном альтернативном варианте осуществления, образованном посредством технологического процесса и способа пултрузии по настоящему изобретению, профиль 400 из композиционного материала представляет собой двутавровую балку. Профиль 400 из композиционного материала имеет полку 410 с толстым сечением и стенку 420 с тонким сечением. Полки 410 с толстым сечением образуют пултрузией в головке 110, предназначенной для образования утолщенной части, размещаемой в зоне передней кромки, и затем соединяют в одно целое со стенкой 420 с тонким сечением при прохождении через основную пултрузионную головку 130 для формирования профиля 400 из композиционного материала.
[0075] В другом альтернативном варианте осуществления, образованном посредством технологического процесса и способа пултрузии по настоящему изобретению, в качестве другого примера, показанного на фиг.5, профиль 500 из композиционного материала представляет собой коробчатую балку. Профиль 500 из композиционного материала имеет полку 510 с толстым сечением и стенку 520 с тонким сечением. Как в предыдущем варианте, полки 510 с толстым сечением образуют пултрузией в головке 110, предназначенной для образования утолщенной части, размещаемой в зоне передней кромки, и затем соединяют в одно целое со стенками 520 с тонким сечением при прохождении через основную пултрузионную головку 130 для формирования профиля 500 из композиционного материала.
[0076] Несмотря на то, что изобретение было описано конкретно в связи с определенными конкретными вариантами его осуществления, следует понимать, что это предусмотрено в качестве иллюстрации, а не для ограничения. Приемлемые варианты и модификации возможны в пределах объема вышеприведенного раскрытия изобретения и чертежей без отхода от сущности изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПУЛТРУЗИОННЫЙ ПРОФИЛЬНЫЙ СТЕКЛОПЛАСТИК | 2015 |
|
RU2602161C1 |
| Устройство и способ изготовления термопластичного препрега | 2023 |
|
RU2831075C1 |
| Способ непрерывного изготовления термопластичного армированного пултрузионного профиля | 2020 |
|
RU2742170C1 |
| Термопластичный армированный пултрузионный профиль | 2020 |
|
RU2738606C1 |
| ПУЛТРУЗИОННЫЙ СПОСОБ ИЗГОТОВЛЕНИЯ НЕПРЕРЫВНОГО ПРОФИЛЯ | 2007 |
|
RU2446948C2 |
| СВЯЗУЮЩЕЕ ДЛЯ СТЕКЛОПЛАСТИКА И ПУЛТРУЗИОННЫЙ ПРОФИЛЬ ИЗ СТЕКЛОПЛАСТИКА | 2012 |
|
RU2502602C1 |
| ТЕХНОЛОГИЯ ПУЛТРУЗИИ С НАПОЛНИТЕЛЕМ ИЗ ПОЛИ(МЕТ)АКРИЛИМИДНОГО ПЕНОПЛАСТА | 2013 |
|
RU2624699C2 |
| ИНЖЕКТОРНАЯ КАМЕРА ДЛЯ ПУЛТРУЗИОННОЙ УСТАНОВКИ ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ВОЛОКНОМ ПЛАСТМАССОВЫХ ПРОФИЛЕЙ, ПРЕЖДЕ ВСЕГО ПЛАСТМАССОВЫХ СТЕРЖНЕЙ | 2018 |
|
RU2755917C2 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ПОЛИМЕРНОЙ ДЕТАЛИ | 2018 |
|
RU2768460C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПРОФИЛЬНЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1993 |
|
RU2082610C1 |
Изобретение относится к изготовлению профилей из композиционных материалов, таких как лопасти несущих винтов, аэродинамические профили, двутавровые балки и коробчатые балки, имеющие неоднородное поперечное сечение. Пултрузию утолщенной части передней кромки профиля из композиционного материала осуществляют на одной линии и по ходу перед пултрузией более тонкой или более легкой основной части профиля. При этом используют отдельную головку для утолщенной части передней кромки профиля. В результате обеспечивается оптимизация условий обработки, производительности и стабильности качества профилей из композиционного материала. 3 н. и 10 з.п. ф-лы, 5 ил.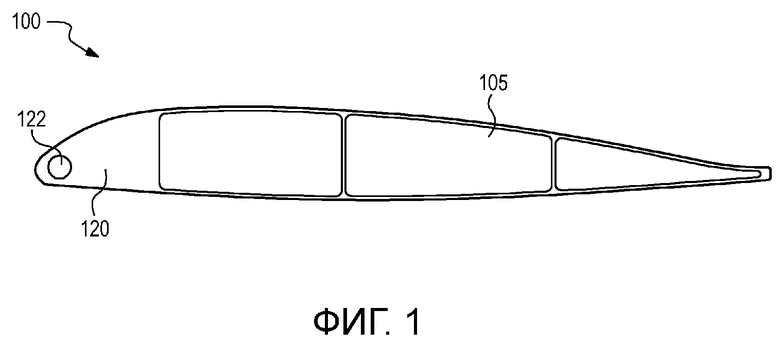
1. Способ пултрузии профиля из композиционного материала, имеющего неоднородное поперечное сечение, включающий:
обеспечение наличия головки, предназначенной для образования утолщенной части передней кромки, при этом данная головка предназначена для пултрузии утолщенной части передней кромки профиля из композиционного материала;
обеспечение наличия основной пултрузионной головки, расположенной по ходу за головкой, предназначенной для образования утолщенной части передней кромки, при этом основная пултрузионная головка предназначена для пултрузии основной части профиля из композиционного материала;
заправку первого комплекта волокон в головку, предназначенную для образования утолщенной части передней кромки;
заправку второго комплекта волокон в основную пултрузионную головку;
нагрев головки, предназначенной для образования утолщенной части передней кромки;
нагрев основной пултрузионной головки;
добавление первой смолы в ванну для пропитки утолщенной части передней кромки;
протягивание первого комплекта волокон и первой смолы через головку, предназначенную для образования утолщенной части передней кромки, для формирования утолщенной части передней кромки;
добавление второй смолы в основную ванну для пропитки; и
соединение утолщенной части передней кромки в одно целое с основной частью профиля для формирования профиля из композиционного материала посредством протягивания утолщенной части передней кромки через основную пултрузионную головку при одновременном протягивании второго комплекта волокон и второй смолы через основную пултрузионную головку для формирования основной части профиля.
2. Способ по п.1, в котором протягивание первого комплекта волокон и первой смолы через головку, предназначенную для образования утолщенной части передней кромки, для формирования утолщенной части передней кромки дополнительно включает вставку проволочного троса для образования вставки для утяжеления зоны передней кромки.
3. Способ по п.1, дополнительно включающий частичное отверждение утолщенной части передней кромки посредством головки, предназначенной для образования утолщенной части передней кромки.
4. Способ по п.3, дополнительно включающий завершение отверждения утолщенной части передней кромки посредством основной пултрузионной головки.
5. Профиль из композиционного материала, имеющий неоднородное поперечное сечение и изготовленный посредством технологического процесса, включающего этапы:
обеспечения наличия головки, предназначенной для образования утолщенной части передней кромки, при этом данная головка предназначена для пултрузии утолщенной части передней кромки профиля из композиционного материала;
обеспечения наличия основной пултрузионной головки, расположенной по ходу за головкой, предназначенной для образования утолщенной части передней кромки, при этом основная пултрузионная головка предназначена для пултрузии основной части профиля из композиционного материала;
заправки первого комплекта волокон в головку, предназначенную для образования утолщенной части передней кромки;
заправки второго комплекта волокон в основную пултрузионную головку;
нагрева головки, предназначенной для образования утолщенной части передней кромки;
нагрева основной пултрузионной головки;
добавления первой смолы в ванну для пропитки утолщенной части передней кромки;
протягивания первого комплекта волокон и первой смолы через головку, предназначенную для образования утолщенной части передней кромки, для формирования утолщенной части передней кромки;
добавления второй смолы в основную ванну для пропитки; и
соединения утолщенной части передней кромки в одно целое с основной частью профиля для формирования профиля из композиционного материала посредством протягивания утолщенной части передней кромки через основную пултрузионную головку при одновременном протягивании второго комплекта волокон и второй смолы через основную пултрузионную головку для формирования основной части профиля.
6. Профиль из композиционного материала, изготовленный посредством технологического процесса по п.5, в котором первая смола представляет собой винилэфирную смолу, и вторая смола представляет собой эпоксидную смолу.
7. Профиль из композиционного материала, изготовленный посредством технологического процесса по п.5, в котором первый комплект волокон содержит углеродные волокна, и второй комплект волокон содержит стекловолокна.
8. Профиль из композиционного материала, изготовленный посредством технологического процесса по п.5, дополнительно включающего подачу проволочного троса в утолщенную часть передней кромки для образования вставки для утяжеления зоны передней кромки.
9. Профиль из композиционного материала, изготовленный посредством технологического процесса по п.5, дополнительно включающего частичное отверждение утолщенной части передней кромки посредством головки, предназначенной для образования утолщенной части передней кромки.
10. Профиль из композиционного материала, изготовленный посредством технологического процесса по п.9, дополнительно включающего завершение отверждения утолщенной части передней кромки посредством основной пултрузионной головки.
11. Система оснастки для пултрузии, предназначенная для пултрузии профиля из композиционного материала, имеющего неоднородное поперечное сечение, содержащая:
головку для образования утолщенной части передней кромки, при этом данная головка предназначена для пултрузии первой части профиля из композиционного материала, имеющей первую толщину поперечного сечения;
основную пултрузионную головку для пултрузии второй части профиля из композиционного материала, имеющей вторую толщину поперечного сечения, при этом вторая толщина поперечного сечения меньше первой толщины поперечного сечения;
ванну для пропитки передней кромки, при этом данная ванна предназначена для добавления первой смолы в первую часть профиля из композиционного материала;
иглу для придания определенной формы второй части профиля из композиционного материала;
намоточный подающий инструмент для намотки волокон вокруг иглы; и
основную ванну для пропитки, предназначенную для добавления второй смолы во вторую часть профиля из композиционного материала.
12. Система оснастки для пултрузии по п.11, дополнительно содержащая катушку с проволочным тросом, предназначенную для подачи проволочного троса в первую часть профиля из композиционного материала.
13. Система оснастки для пултрузии по п.11, в которой длина головки для образования утолщенной части передней кромки превышает длину основной пултрузионной головки.
| Автомобиль-сани, движущиеся на полозьях посредством устанавливающихся по высоте колес с шинами | 1924 |
|
SU2017A1 |
| ГОЛОВКА И СИСТЕМА ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПОЛОЙ КОНСТРУКЦИИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2017 |
|
RU2686920C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ИЗДЕЛИЙ ИЗ ОРГАНОПЛАСТИКОВ | 2008 |
|
RU2383437C1 |
| ГОЛОВКА И СИСТЕМА НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПОЛОЙ КОНСТРУКЦИИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2017 |
|
RU2690800C1 |
| US 5556496 A1, 17.09.1996. | |||

