Изобретение относится к производству изделий из КМ с металлической и карбидно-металлической матрицами, а также из керметов.
Известен способ изготовления КМ, в том числе керметов, включающий приготовление шихты из термостойкого материала и металла с последующим ее прессованием и спеканием или горячим прессованием [Л.И. Тучинский «Композиционные материалы, получаемые методом пропитки» М.: Металлургия. 1986. с.74, 174, 175].
Указанный способ из-за сложного аппаратурного оформления применим лишь для получения мелких деталей.
Известен способ изготовления КМ, включающий изготовление заготовки из пористого термостойкого материала и пропитку ее расплавом металла [Л.И. Тучинский. «Композиционные материалы, получаемые методом пропитки». М.: Металлургия. 1986, с.74, 100, 184, 198]. Способ требует менее сложного аппаратурного оформления и позволяет изготавливать более крупногабаритные детали.
Однако из-за необходимости нагрева расплава металла до температуры выше температуры его плавления, производимого с целью придания ему низкой вязкости, зачастую происходит частичная деградация пористого материала, несмотря на его термостойкость. В частности, это может быть вызвано тем, что из-за высокой температуры расплава металла между ним и термостойким материалом происходит химическое взаимодействие, в результате чего снижаются прочностные характеристики материала. Еще одним недостатком способа в ряде случаев является необходимость пропитки расплавом металла под давлением [смотри, в частности, статью В.А. Гулевского и др. «Исследование свойств медных сплавов, предназначенных для пропитки пористых графитовых каркасов с целью создания металло-углеродных композитов функционального назначения» в журнале «Перспективные материалы», 2011, №2, с.60-64].
Наиболее близким по технической сущности и достигаемому эффекту к заявляемому является способ изготовления изделий из КМ, включающий изготовление заготовки из пористого термостойкого материала и ее металлирование путем размещения заготовки и тиглей с металлом в замкнутом объеме реторты, нагрева, выдержки в течение 1…3 часов и охлаждения в вакууме в парах металла. В качестве металлирующего агента в данном способе используется кремний [Патент РФ №1834839, кл. C01B 31/02, 1993 г.].
Известно, что пары металла образуются при температуре ниже температуры его плавления [Дэшман С. Научные основы вакуумной техники. М.: Мир, 1964]. Таким образом существует принципиальная возможность металлирования при сравнительно низких температурах и без применения устройств для пропитки под давлением. В таком случае упрощается способ изготовления изделий в том числе и крупногабаритных при полном устранении возможности деградации прочностных свойств материала заготовки или по крайней мере при существенном снижении отрицательного влияния металла на материал.
Тем не менее, в указанном способе металлирование (в конкретном случае силицирование) производится при температурах, существенно превышающих температуру плавления металла, и необходимость в этом объясняется стремлением увеличить концентрацию паров металла, которая, как известно, увеличивается с увеличением температуры. Поэтому при металлировании с использованием данного способа не исключена деградация свойств металлируемого материала, приводящая в конечном итоге к получению КМ с низким уровнем физико-механических свойств.
Следует также отметить, что данный способ касается лишь получения изделий из углерод-карбидокремниевого материала с использованием процесса силицирования. Способ не предусматривает использования других металлирующих агентов. Кроме того, в данном способе рассматривается диффузионный механизм доставки металла в поры материала а, как известно, скорость его очень низкая, что приводит к низкой степени металлирования. Более того, кроме низкой степени металлирования наблюдается неравномерность металлирования, а также плохая воспроизводимость результатов металлирования от процесса к процессу.
Задачей изобретения является повышение степени и равномерности металлирования, а также повышение степени воспроизводимости результатов металлирования изделий, в том числе крупногабаритных, от процесса к процессу без существенной деградации свойств пропитываемого пористого материала.
Эта задача решается за счет того, что в способе изготовления изделий из КМ, включающем изготовление заготовки из пористого термостойкого материала, ее объемное металлирование путем размещения заготовки и тиглей с металлом в замкнутом объеме реторты, нагрева, выдержки и охлаждения в вакууме в парах металла, в соответствии с заявляемым техническим решением тигли с металлом на стадии нагрева и/или охлаждения заготовки нагревают до более высокой температуры, чем температура заготовки; при этом выдержку заготовки производят при температуре, не превышающей температуру реиспарения металла из пор материала.
Осуществление на стадии нагрева и/или охлаждения (подъема и/или снижения температуры) заготовки нагрева тиглей до более высокой температуры, чем температура металлируемой заготовки, обеспечивает возможность возникновения в окрестности заготовки пересыщенного состояния паров металла, что приводит к их конденсации непосредственно в порах материала и/или на поверхности детали.
Осуществление выдержки заготовки при температуре, не превышающей температуру реиспарения (выпотевания) металла из пор, обеспечивает наиболее быстрое завершение процесса заполнения пор конденсатом металла; причем либо полное завершение, либо - в той мере, чтобы полностью его завершить на стадии охлаждения. При этом не тратится бесполезно время на металлирование как в случае, если бы происходило реиспарение металла. Кроме того, процесс металлирования осуществляется при более низкой температуре, а значит, расплав металла оказывает меньшее отрицательное влияние на деградацию свойств металлируемого материала.
Охлаждение заготовки в парах металла в зависимости от того проводится оно при нагреве тиглей с металлом до более высокой температуры, чем металлируемая деталь, или в отсутствии такого нагрева, приводит к разной степени конденсации паров металла, а также - к завершению в целом процесса металлирования.
В новой совокупности существенных признаков у объекта изобретения появляется новое свойство: способность осуществить массоперенос металла в поры материала по диффузионно-конденсационному механизму, скорость которого существенно выше, чем по диффузионному механизму; причем скорость массопереноса металла в поры материала может быть достаточно высокой даже при температуре на заготовке меньшей или равной температуре плавления металла, что позволяет полностью исключить деградацию материала заготовки или по крайней мере существенно ее уменьшить.
Новое свойство позволяет повысить степень и равномерность металлирования, а также повысить степень воспроизводимости результатов металлирования изделий (в том числе крупногабаритных) от процесса к процессу и получить при этом КМ с достаточно высокими прочностными характеристиками.
Способ осуществляют следующим образом.
Одним из известных способов изготавливают заготовку из пористого термостойкого материала. Затем заготовку вместе с тиглями, заполненными кусочками металла, размещают в замкнутом объеме реторты. После этого заготовку и тигли с металлом нагревают в парах металла, а затем - также в парах металла - охлаждают. При этом на стадии нагрева и/или охлаждения заготовки тигли с металлом нагревают до более высокой температуры, чем температура заготовки. Если нагрев тиглей с металлом до более высокой температуры, чем металлируемая заготовка, осуществляют на стадии подъема температуры, то в окрестности заготовки возникает пересыщенное состояние паров металла, что приводит к их частичной конденсации. При этом в зависимости от температуры паров металла и температуры заготовки пары металла конденсируются на поверхности заготовки и/или в объеме материала заготовки.
Если пары металла конденсируются на поверхности, то под действием капиллярных сил конденсат паров металла пропитывает заготовку.
При капиллярной конденсации паров металла их конденсация протекает непосредственно в порах материала заготовки. Затем производят выдержку при температуре не выше температуры реиспарения металла. При этом исключается выпотевание металла из пор материала заготовки и тем самым не расходуется бесполезно время на процесс металлирования, а также снижается температура воздействия металла на материал заготовки.
Если нагрев тиглей с металлом до более высокой температуры, чем температура заготовки, осуществляют и на стадии охлаждения заготовки (при снижении температуры), то в окрестности заготовки также возникает пересыщенное состояние. Причем по величине оно гораздо больше, чем на стадии нагрева заготовки. И если на стадии нагрева и выдержки еще не произошло полное заполнение открытых пор, то оно завершается на этой стадии. После охлаждения заготовки и тиглей до комнатной температуры заготовку извлекают из реторты.
Ниже приведены примеры конкретного выполнения способа.
Пример 1.
Из углеродной ткани марки УТ-900 формировали на формообразующей оправке методом намотки каркас (заготовку из пористого термостойкого материала - ⌀160×h300×δ8 мм). Каркас и тигель с кусочками алюминия помещали в реторту; причем тигель размещали на дне реторты, а над ним каркас. Реторту закрывали крышкой, придавая ей тем самым замкнутый объем. Затем реторту устанавливали в нагреватель ⌀220 мм, имеющий в нижней части более высокую температурную зону нагрева, чем на участке, расположенном напротив алюминируемой заготовки (каркаса). Затем нагреватель закрывали крышкой. После этого сборку монтировали в вакуумной установке. Далее производили нагрев каркаса до температуры 700°C при и давлении в реакторе 12 мм рт.ст. в парах алюминия, которые уже образовывались при достижении тиглем температуры ~600°C.
При температуре 700…740°C на каркасе еще не происходит реиспарения алюминия из пор. При этом во время нагрева, производимого со скоростью 150°C/час, на тигле с алюминием устанавливалась температура, превышающая температуру каркаса на 100…120°C. Затем производили трехчасовую изотермическую выдержку при 700…740°C на алюминируемом каркасе. При этом на тигле с расплавом алюминия устанавливалась температура 760…800°C.
В период нагрева и на изотермической выдержке при 700…740°C в окрестности алюминируемого каркаса возникало пересыщенное состояние паров алюминия, в результате чего происходила их конденсация непосредственно в порах каркаса.
Затем производили охлаждение заготовки. В период охлаждения заготовки до 600°C на тигле с алюминием устанавливалась температура на 30…40°C выше. Таким образом, охлаждение производилось в парах алюминия и также сопровождалось их конденсацией.
После охлаждения до 70°C заготовку извлекали из реторты и снимали с формообразующей оправки. Затем заготовку механически обрабатывали.
Полученный при этом КМ, который называется углеалюминием, имел плотность 2,24 г/см3, что свидетельствует о высокой степени металлирования пористой заготовки.
В результате многократного повторного изготовления таких заготовок установили, что разброс по плотности материала находится в пределах 12%, что свидетельствует о достаточно высокой степени воспроизводимости результатов металлирования заявленным способом.
В результате микроструктурных и рентгеноструктурных исследований установлено отсутствие химического взаимодействия между углеродными волокнами и алюминием, что свидетельствует об отсутствии деградации материала каркаса.
Пример 2.
Изготовили заготовку из карбонизованного углепластика ⌀180×h300×δ5 мм, плотностью 1,16 г/см3. При этом для пропитки фенолформальдегидным связующим использовали такой же каркас, как в примере 1.
Алюминирование заготовки произвели по тому же режиму, что и в примере 1. В результате получили деталь из КМ (углеалюминия) с плотностью 2,05 г/см3. В результате многократного повторения процесса изготовления детали в соответствии с технологическими параметрами данного примера установлено, что разброс по плотности материала находится в пределах 15%.
Пример 3.
Изготовили заготовку путем частичного уплотнения каркаса пироуглеродом с использованием вакуумного изотермического метода. После уплотнения пироуглеродом такого же каркаса, как в примере 1, пористый материал имел плотность 0,83 г/см3.
Алюминирование заготовки произвели по тому же режиму, что и в примере 1. В результате получили деталь из КМ (углеалюминия) с плотностью 2,18 г/см3. Разброс плотности в партии деталей из 10 шт, изготовленных в соответствии с технологическими параметрами данного примера, составил 8,6%.
Пример 4.
Изготовили такую же заготовку как и в примере 3, плотностью 0,87 г/см3. Заготовку подвергли обработке в парах меди. Для этого заготовку нагрели до температуры 1180°C при давлении в реакторе 27 мм рт.ст. со скоростью -150°C/час. Затем выдержали в течение 5 часов при 1180…1220°C. При этом на стадии нагрева и выдержки температура на тигле с медью была соответственно на 60…90°C, 40…60°C больше, чем на заготовке.
В период нагрева и изотермической выдержки при 1180…1220°C в окрестности заготовки возникало пересыщение парами меди, в результате чего происходила их конденсация непосредственно в порах материала. Затем производили охлаждение заготовки в парах меди, в результате чего также происходила конденсация паров меди.
После охлаждения заготовки до 70°C ее извлекали из реторты и механически обрабатывали.
Полученный при этом КМ имел плотность 2,64 г/см3.
В результате повторных изготовлений детали в соответствии с технологическими параметрами данного примера установлено, что разброс плотности материала находится в пределах 11%.
Пример 5.
Из карбидокремниевых волокон японского производства марки «Никалон» сформировали на формообразующей оправке каркас ⌀160×h300×δ8 мм.
В садку наряду с каркасом установили тигель, заполненный кусочками кремния.
Затем произвели нагрев каркаса в парах кремния до температуры 1400°C при давлении в реакторе 27 мм рт.ст. со скоростью нагрева 180°C/час. После этого произвели 5-часовую выдержку при 1400…1450°C.
Во время нагрева и изотермической выдержки на тигле с кремнием устанавливалась температура соответственно на 100…120°C и 60…90°C выше, чем на каркасе. Затем производили охлаждение заготовки. В период охлаждения заготовки до 1100°C на тигле с кремнием устанавливалась температура на 20…30°C выше. На всех стадиях (нагрева, изотермической выдержки, охлаждения) в окрестности силицируемой заготовки возникало пересыщенное состояние паров кремния, что приводило к их конденсации в порах материала заготовки.
В результате получили заготовку из КМ с плотностью 2,46 г/см3.
В результате 5-кратного повторения процесса изготовления заготовки в соответствии с технологическими параметрами данного примера установлено, что разброс плотности составляет 18%.
Пример 6.
В качестве пористой заготовки использовали такой же каркас, как в примере 5.
Алюминирование каркаса производили в соответствии с технологическими параметрами примера 1.
В результате получили заготовку с плотностью 2,93 г/см3. В результате 4-кратного повторения процесса изготовления заготовки в соответствии с технологическими параметрами данного примера установлено, что разброс плотности составляет 14%.
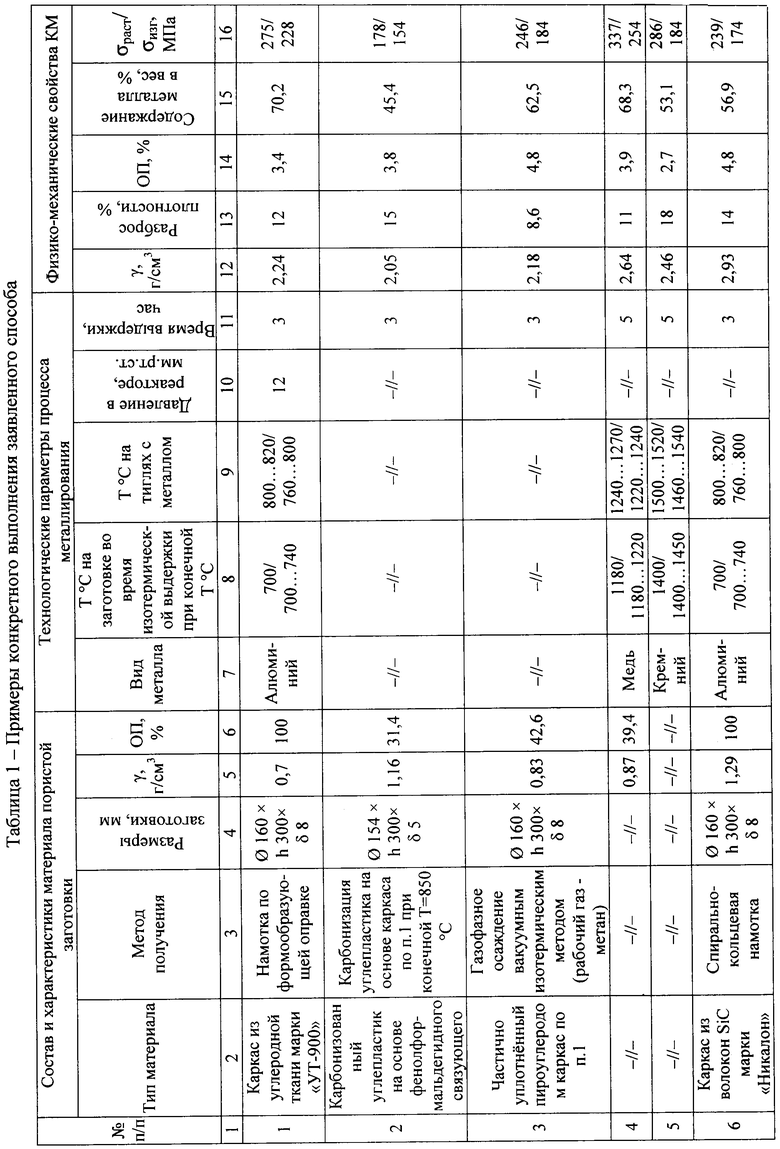
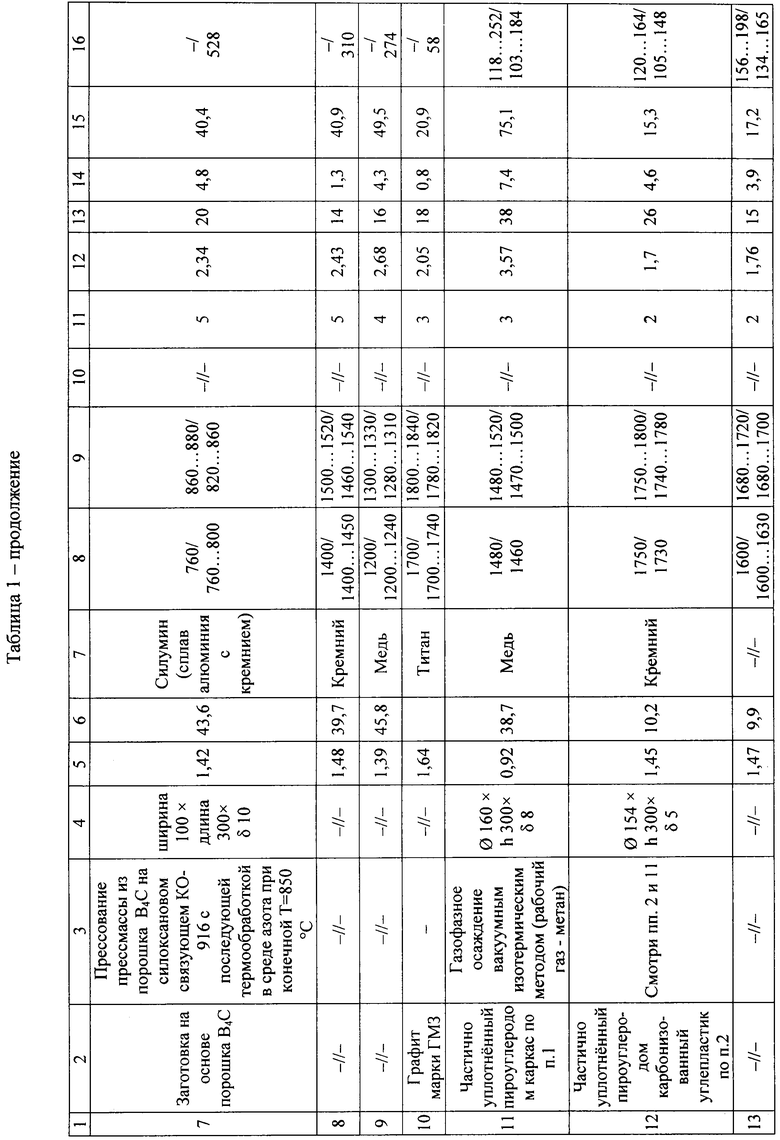
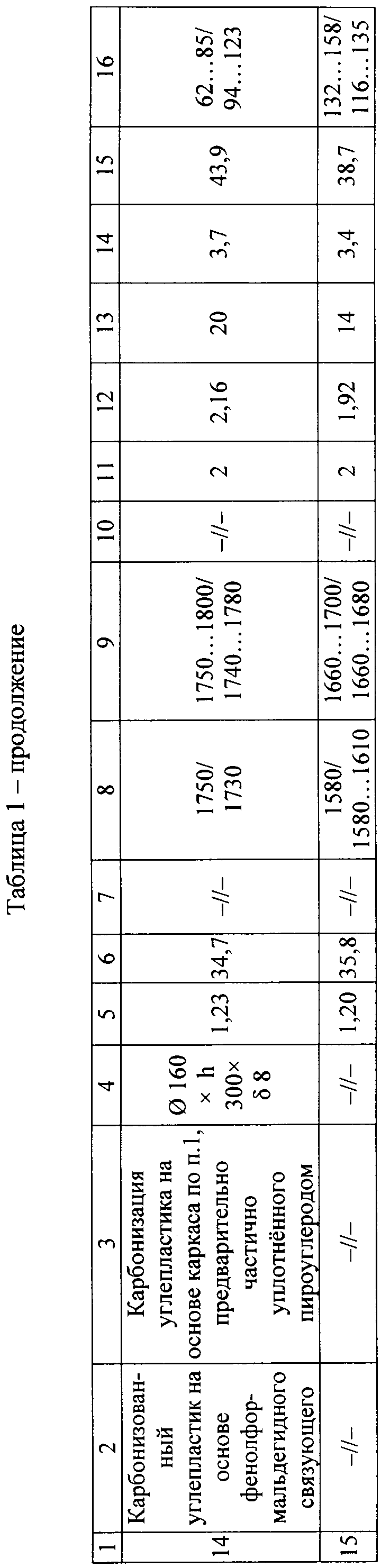
Остальные примеры, в том числе описанные выше, приведены в более кратком изложении в таблице, где примеры 1…10, 13, 15 соответствуют заявленному способу, а примеры 11, 12, 14 - способу-прототипу.
Как видно из таблицы, изготовление изделий в соответствии с предлагаемым способом в сравнении с прототипом позволяет:
1) проводить процесс металлирования при меньших температурах на заготовках;
2) получать более стабильные по воспроизводимости результаты при более высокой прочности композиционного материала.
Известно устройство для металлирования изделий паро-жидкофазным методом содержащее нагреватели, расположенные вокруг выполненной из нескольких частей реторты замкнутого объема для размещения в нем тиглей с карбидообразующим металлом и металлируемых изделий, водоохлождаемый реактор проточного типа, теплоизоляцию из пористых углеграфитовых материалов и пневмо-газо-вакуумную систему (пат. RU №1834839 кл. C01B 31/02, 1993 г.).
Недостатком устройства является низкая степень и равномерность металлирования, а также плохая воспроизводимость результатов от процесса к процессу. Еще одним недостатком устройства является недостаточная надежность его работы из-за уплотнения пористого материала теплоизоляции конденсатом паров металла, выходящих через стыки реторты в реакторное пространство, из-за чего теряются теплоизолирующие свойства материала.
Наиболее близким к предлагаемому по технической сущности и достигаемому эффекту является устройство для металлирования, содержащее нагреватель или систему нагревателей, расположенных вокруг наружной реторты, внутреннюю реторту для объемного металлирования с размещенным внутри нее металлируемыми изделиями и тиглями с металлом, реактор проточного типа, теплоизоляцию из пористых углеграфитовых материалов пневмо-газо-вакуумную систему; при этом наружная и внутренняя реторты выполнены из нескольких по высоте частей и расположены коаксиально друг к другу с зазором, а наружная реторта снабжена патрубками для соединения межретортного зазора с пневмо-газо-вакуумной системой (пат. RU на полезную модель №110089, 2011 г.)
Такое конструктивное исполнение устройства позволяет повысить надежность его работы за счет исключения доступа паров металла к пористым углеграфитовым материалам теплоизоляции.
Однако низкая степень и равномерность металлирования, а также плохая воспроизводимость результатов от процесса к процессу, проводимых в данном устройстве, сохраняется. Причиной этого является уход паров металла в стыки между частями внутренней реторты, что приводит к уменьшению их давления (концентрации) в окрестности металлируемых изделий.
Задачей изобретения является повышение степени и равномерности металлирования, а также повышение степени воспроизводимости результатов металлирования от процесса к процессу, проводимых в данном устройстве.
Эта задача решается за счет того, что устройство для металлирования, содержащее нагреватель или систему нагревателей, расположенных вокруг наружной реторты, внутреннюю реторту замкнутого объема с размещенными внутри нее металлируемыми изделиями и тиглями с металлом, реактор проточного типа, теплоизоляцию из пористых углеграфитовых материалов и пневмо-газо-вакуумную систему, в котором наружная и внутренняя реторты выполнены из нескольких по высоте частей и расположены коаксиально друг к другу с зазором, а наружная реторта снабжена патрубками для соединения межретортного зазора с пневмо-газо-вакуумной системой, данное устройство в соответствии с предлагаемым техническим решением дополнительно содержит донный нагреватель или расположенные вокруг наружной реторты нагреватели имеют в нижней части более высокотемпературную зону, расположенную напротив нижних частей наружной и внутренней реторты, а тигли с металлом сконсолидированы в нижней части внутренней реторты.
В предпочтительном варианте исполнения устройства оно содержит донный нагреватель, а также имеет более высокотемпературные зоны в нижней части нагревателей, расположенных вокруг наружной реторты.
Еще в одном предпочтительном исполнении устройства донный нагреватель снабжен автономным источником питания.
Дополнительное наличие в устройстве донного нагревателя или наличие в нижней части расположенных вокруг наружной реторты нагревателей более высокотемпературной зоны, расположенной напротив нижних частей наружной и внутренней реторты, при консолидации тиглей с металлом в нижней части реторты обеспечивает возможность нагрева тиглей с металлом до более высокой температуры, чем температура металлируемых изделий.
Если реализовать имеющуюся возможность, то в окрестности металлируемых изделий (даже при проницаемых стыках между частями внутренней реторты) на стадиях нагрева, изотермической выдержки и охлаждения возникает пересыщенное состояние паров металла, следствием чего будет их конденсация на поверхности и/или в порах материала изделий.
Снабжение донного нагревателя автономным источником питания позволяет регулировать подаваемую на нагреватель мощность, включать и выключать его, когда в этом есть необходимость, т.е. создавать тот или иной перепад температур между парами металла и металлируемыми изделиями.
Так, если на стадии охлаждения не производить нагрев тиглей до более высокой температуры, чем температура металлируемых изделий, то в их окрестности не будет возникать излишне пересыщенное состояние паров металла, следствием чего будет исключение образования наростов на металлируемых изделиях, представляющих собой застывшие капли или натеки конденсата паров металла.
В новой совокупности существенных признаков у объекта изобретения появляется новое свойство: способность эффективно влиять на массоперенос металла к металлируемым изделиям на любой стадии этого процесса.
Новое свойство позволяет повысить степень и равномерность металлирования, а также воспроизводимость результатов от процесса к процессу, проводимых в данном устройстве.
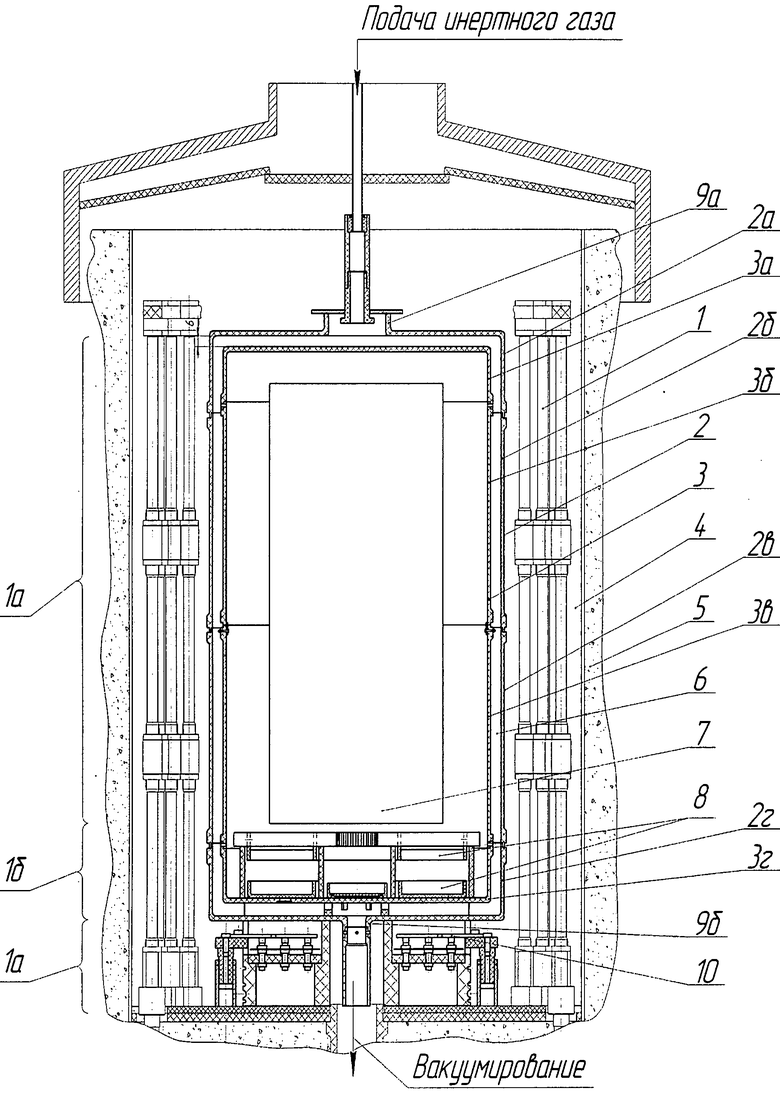
Техническая сущность предложенного технического решения поясняется чертежом, на котором изображен общий вид устройства.
Заявляемое устройство для металлирования изделий содержит нагреватели 1, наружную реторту 2, состоящую из частей 2а, 2б, 2в, 2г, внутреннюю реторту 3, состоящую из частей 3а, 3б, 3в, 3г, реактор проточного типа 4, теплоизоляцию из пористых углеграфитовых материалов 5 и пневмо-газо-вакуумную систему (с обозначением на чертеже мест подачи газа и вакуумирования).
Внутренняя реторта 3 имеет замкнутый объем и расположена с зазором 6 коаксиально наружной реторте 2. Во внутренней реторте 3 размещаются металлируемые изделия 7 и тигли с металлом 8. Наружная реторта 2 снабжена патрубками 9а и 9б для соединения межретортного зазора 6 с пневмо-газо-вакуумной системой.
Устройство дополнительно содержит донный нагреватель 10 или расположенные вокруг наружной реторты нагреватели 1 имеют в нижней части более высокотемпературную зону 1б, расположенную напротив нижних частей наружной и внутренней реторты 2г и 3г, а тигли с металлом 8 сконсолидированы в нижней части внутренней реторты 3г.
В одном из предпочтительных вариантов устройства оно содержит донный нагреватель 10, а также имеет более высокотемпературные зоны 1б в нижней части нагревателей 1, расположенных вокруг наружной реторты 2.
Еще в одном из предпочтительных вариантов донный нагреватель 10 заявляемого устройства снабжен автономным источником питания.
Устройство работает следующим образом.
При подаче мощности на нагреватели 1 происходит нагрев реторт 2 и 3, а затем и металлируемых изделий 7 и тиглей с металлом 8. Как только температура на тиглях с металлом 8 достигает температуры его испарения, происходит испарение металла.
Испарению металла способствует вакуумирование реактора 4. Оно же предохраняет изделия от окисления. При вакуумировании реактора 4 происходит вакуумирование внутренних полостей реторт 2 и 3 через стыки между их частями 2а-2г, 3а, 3г и межретортный зазор 6.
Пары металла диффузионным путем заполняют замкнутый объем внутренней реторты 3 и через стыки между ее частями 3а-3г выходят в межретортный зазор 6. Благодаря наличию наружной реторты 2, а также подаче инертного газа в межретортный зазор 6, они увлекаются в вакуумную систему, что препятствует их выходу в объем реактора 2.
Из-за выхода паров металла в межретортный зазор 6 в окрестности металлируемых изделий не может возникнуть даже насыщенное состояние паров металла, если не предпринять соответствующих мер. Так, при проведении скоростного нагрева с 1200 до 1500-1600°C в окрестности металлируемых изделий, расположенных в центре внутренней реторты 3, может сформироваться пересыщенное состояние паров металла из-за отставания температуры изделия от температуры паров металла, испаряющегося с внутренней поверхности реторты 3, где их наличие обусловлено конденсацией их на стадии промежуточного или окончательного охлаждения (это одна из соответствующих мер).
В таком случае рассчитывать на получение стабильно хороших результатов металлирования не приходится.
При наличии же в устройстве донного нагревателя 10 или наличии в нижней части расположенных вокруг наружной реторты нагревателей более высокотемпературной зоны 16 (в сравнении с зонами 1а) и консолидации тиглей с металлом 8 последние нагреваются до более высокой температуры, чем металлируемые изделия 7. Благодаря возникшему перепаду температур, не смотря на отток паров металла в проницаемые стыки реторты 3, в окрестности металлируемых изделий возникает пересыщенное состояние паров металла, что вызывает их конденсацию на поверхности и/или в порах материала изделий.
При наличии в устройстве донного нагревателя и одновременном наличии в нижней части расположенных вокруг наружной реторты нагревателей более высокотемпературной зоны 16 легче создать более высокий перепад температур между парами металла и металлируемыми изделиями и тем самым более эффективно препятствовать отрицательному влиянию оттока паров металла в проницаемые стыки реторты 3.
При снабжении донного нагревателя 10 автономным источником питания появляется возможность регулировать подаваемую на нагреватель мощность, включать и выключать его, когда в этом есть необходимость с точки зрения целесообразности процесса конденсации паров металла в том или ином интервале температур, на той или иной стадии процесса металлирования.
Все это позволяет существенно повысить вероятность достижения высокой степени и равномерности металлирования, а также получения при проведении металлирования в заявляемом устройстве воспроизводимых от процесса к процессу результатов.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБЪЁМНОГО МЕТАЛЛИРОВАНИЯ | 2014 |
|
RU2574947C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2012 |
|
RU2521170C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ МЕТАЛЛИРОВАНИЯ ИЗДЕЛИЙ ПАРО-ЖИДКОФАЗНЫМ МЕТОДОМ И СПОСОБ РЕГУЛИРОВАНИЯ ПРОНИЦАЕМОСТИ СТЫКОВ МЕЖДУ ЧАСТЯМИ РЕТОРТЫ В УКАЗАННОМ УСТРОЙСТВЕ | 2012 |
|
RU2542047C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2012 |
|
RU2516096C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ НА ОСНОВЕ МАТРИЦЫ ИЗ КАРБИДОВ МЕТАЛЛОВ, ПОЛУЧАЕМОЙ С ПРИМЕНЕНИЕМ СПОСОБА РЕГУЛИРУЕМОГО ВВЕДЕНИЯ МЕТАЛЛА В ПОРЫ УГЛЕРОДСОДЕРЖАЩЕГО МАТЕРИАЛА ЗАГОТОВКИ | 2012 |
|
RU2543243C2 |
| УСТРОЙСТВО ДЛЯ СИЛИЦИРОВАНИЯ ПАРО-ЖИДКОФАЗНЫМ МЕТОДОМ | 2019 |
|
RU2723247C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2012 |
|
RU2510386C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2011 |
|
RU2484013C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ УГЛЕРОД-КАРБИДОКРЕМНИЕВОГО МАТЕРИАЛА В ФОРМЕ ОБОЛОЧЕК | 2012 |
|
RU2513497C1 |
| СПОСОБ СИЛИЦИРОВАНИЯ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ И РЕТОРТА УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ СО СТЫКАМИ НИЗКОЙ ПРОНИЦАЕМОСТИ | 2018 |
|
RU2705185C1 |
Изобретение относится к производству изделий из композиционных материалов (КМ) с металлической и карбидно-металлической матрицами, а также из керметов. Технический результат - повышение степени и равномерности металлирования, а также повышение степени воспроизводимости результатов металлирования изделий, в том числе крупногабаритных, без существенной деградации свойств пропитываемого пористого материала. Получают заготовку из пористого термостойкого материала, размещают заготовку и тигли с металлом в замкнутом объеме реторты, нагревают, выдерживают и охлаждают в вакууме в парах металла. Тигли с металлом на стадии нагрева и/или охлаждения заготовки нагревают до более высокой температуры, чем температура заготовки; при этом выдержку заготовки производят при температуре, не превышающей температуру реиспарения металла из пор материала. Устройство для металлирования содержит нагреватель или систему нагревателей, расположенных вокруг наружной реторты, внутреннюю реторту замкнутого объема с размещенными внутри нее металлируемыми изделиями и тиглями с металлом, реактор проточного типа, теплоизоляцию из пористых углеграфитовых материалов и пневмо-газо-вакуумную систему. Наружная и внутренняя реторты выполнены из нескольких по высоте частей и расположены коаксиально друг к другу с зазором, а наружная реторта снабжена патрубками для соединения межретортного зазора с пневмо-газо-вакуумной системой. Данное устройство дополнительно содержит донный нагреватель, или расположенные вокруг наружной реторты нагреватели имеют в нижней части более высокотемпературную зону, расположенную напротив нижних частей наружной и внутренней реторты, где находятся тигли с металлом. 2 н. и 2 з.п. ф-лы, 1 табл., 1 ил.
1. Способ изготовления изделий из композиционных материалов, включающий изготовление заготовки из пористого термостойкого материала и ее объемное металлирование путем размещения заготовки и тиглей с металлом в замкнутом объеме реторты, нагрева, выдержки в вакууме и охлаждения в парах металла, отличающийся тем, что на стадии нагрева, и/или изотермической выдержки, и/или охлаждения тигли с металлом нагревают до более высокой температуры, чем температура заготовки, при этом выдержку заготовки производят при температуре, не превышающей температуру реиспарения металла из пор материала.
2. Устройство для объемного металлирования, содержащее нагреватели, расположенные вокруг наружной реторты, внутреннюю реторту замкнутого объема с размещенными внутри нее металлируемыми изделиями и тиглями с металлом, реактор проточного типа, теплоизоляцию из пористых углеграфитовых материалов и пневмо-газовакуумную систему, и в котором наружная и внутренняя реторты выполнены из нескольких по высоте частей и расположены коаксиально друг другу с зазором, а наружная реторта снабжена патрубками для соединения межретортного зазора с пневмо-газовакуумной системой, отличающееся тем, что оно дополнительно содержит донный нагреватель, или расположенные вокруг наружной реторты нагреватели имеют в нижней части более высокотемпературную зону, расположенную напротив нижних частей наружной и внутренней реторты, а тигли сконсолидированы в нижней части внутренней реторты.
3. Устройство по п.2, отличающееся тем, что оно содержит донный нагреватель, а также имеет более высокотемпературные зоны в нижней части нагревателей, расположенных вокруг наружной реторты.
4. Устройство по п.2, отличающееся тем, что донный нагреватель снабжен автономным источником питания.
| Способ насыщения изделий из пористого углеродного материала карбидом кремния | 1991 |
|
SU1834839A3 |
| КРЕПЕУКЛАДЧИК СБОРНОЙ ЖЕЛЕЗОБЕТОННОЙ КРЕПИ | 1957 |
|
SU110089A1 |
| КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ, СОДЕРЖАЩИЕ КАРБИД КРЕМНИЯ, И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 1999 |
|
RU2250887C2 |
| СПОСОБ ОЧИСТКИ ПРЕПАРАТА РАДИОНУКЛИДА НИКЕЛЯ-63 | 2002 |
|
RU2219133C1 |
| US 4935055 A, 19.06.1990 | |||
| Способ приготовления мыла | 1923 |
|
SU2004A1 |

