Предлагаемый способ относится преимущественно к машиностроению и строительству и может использоваться при разработке технологии ручной сварки и наплавки деталей металлическим плавящимся штучным покрытым электродом и нормировании сварочных работ.
Известен способ определения коэффициента расплавления стержней штучных покрытых электродов для дуговой сварки, при котором взвешивают электродную проволоку, из которой изготовлены электроды и рассчитывают массу единицы ее длины, измеряют длину стержня электрода и рассчитывают его массу, выбирают значение тока сварочной дуги, зажигают дугу расплавляют электрод с покрытием и фиксируют ток, фиксируют время горения дуги при ее отключении, измеряют длину огарка стержня электрода, рассчитывают по длине огарка его массу и коэффициент расплавления электрода определяют по формуле

где GC - масса стержня, г;
GO - масса огарка стержня, г;
t - время горения дуги, с,
IД - измеренный ток дуги, А.
3600 - коэффициент перевода размерности из г/(А⋅с) в г/(А⋅ч).
(См. Лабораторные работы по сварке. Под ред. Г.А. Николаева. М.: Высшая шк., 1971. - 320 с. - С. 177-180).
Недостатками данного способа является невысокая точность определения коэффициента расплавления, значение которого зависит от тока дуги или высокие затраты на определение коэффициента расплавления, если требуется его определение для всего диапазона рекомендуемых для электродов данной марки и типоразмера токов дуги. Недостаточная точность обусловлена также отсутствием допуска на длину остающегося огарка, который влияет на точность определения коэффициента расплавления. Фактически определяется не коэффициент расплавления всего покрытия, а только его расплавленной части. Отсутствие допуска может приводить к получению огарков большой длины, что влияет на точность определения коэффициента расплавления.
Известен также способ определения коэффициента расплавления стержней покрытых электродов для дуговой сварки при выбранном токе дуги, при котором измеряют длину и диаметр электродного стержня, задаются его плотностью и рассчитывают массу стержня, устанавливают на источнике питания выбранный ток дуги, зажигают дугу, расплавляют электрод с покрытием, фиксируя ток дуги, ведут наплавку до длины огарка, не превышающую 40 мм, фиксируют время горения дуги при ее отключении, после наплавки измеряют длину огарка, вычисляют массу огарка стержня и рассчитывают коэффициент расплавления по формуле

где GC - масса стержня, г;
G0- масса огарка стержня, г;
IД - измеренный ток дуги, А
t - время горения дуги, с.
3600 - коэффициент перевода размерности из г/(А⋅с) в г/(А⋅ч). (См. Думов С.И. Технология электрической сварки плавлением. Лабораторные работы. Л.: Машиностроение, 184 с. - С. 24-30). Этот способ принят за прототип.
Недостатками известного способа является невысокая точность определения коэффициента расплавления, значение которого зависит от тока дуги или высокие затраты на определение коэффициента расплавления, если требуется его определение для всего диапазона рекомендуемых токов дуги. Недостаточная точность обусловлена также большим допуском на длину остающегося огарка, который составляет до 40 мм. Кроме того, точность определения снижается из-за погрешности, вносимой принятием усредненного значения плотности стержня. Также в способе производится измерение длины всего стержня, хотя в этом нет необходимости, так как она стандартна и соблюдается с высокой точностью. Недостаточная точность определения коэффициента расплавления приводит к погрешностям при нормировании сварочных работ и затрудняет проектирование технологии ручной сварки.
В известном способе определения коэффициента расплавления покрытых электродов для дуговой сварки при выбранном токе дуги, при котором устанавливают на источнике питания ток дуги, зажигают дугу, фиксируют ток и ведут расплавление покрытого электрода дугой до огарка ограниченной длины, фиксируют время горения дуги в момент ее отключения, измеряют длину огарка, вычисляют массу стержня и определяют коэффициент расплавления по формуле.
В отличие от прототипа, измерения проводят при двух выбранных значениях тока дуги, одно при максимальном значении тока из диапазона рекомендуемого техническими условиями на электроды, а второе при минимальном токе из того же рекомендуемого диапазона, расплавление покрытия ведут до длины остатка, не превышающей половину длины оголенного участка, предназначенного для подключения электрода, вычисляют длины расплавленных частей электродов и средние скорости их расплавления, по скоростям рассчитывают время расплавления всего покрытия для каждого из двух измеренных токов, рассчитывают по значениям измеренных токов и расчетным значениям времени полного расплавления покрытий коэффициенты А и В зависимости

путем решения системы уравнений


где t1 - полное время расплавления покрытия при минимальном токе, секунд,
I1- измеренный минимальный ток, А,
t2 - полное время расплавления покрытия при максимальном токе, секунд,
I2 - измеренный максимальный ток, А,
после чего рассчитывают по полученной зависимости полное время расплавления покрытия для выбранного тока дуги из диапазона рекомендованных токов, взвешивают огарки электродов без покрытия, вычисляют массы оголенной части электрода и всего стержня и определение коэффициента расплавления ведут по формуле

GC - масса стержня, г,
GГ - масса оголенной части электрода, г,
IДВ - выбранный ток дуги из заданного диапазона токов, А
tP - расчетное время полного расплавления покрытия, определенное по полученной гиперболической зависимости.
Технический результат предлагаемого способа заключается в обеспечении точного определения коэффициента расплавления для всего диапазона рекомендуемых токов при минимальном количестве проводимых опытов на основании использования установленной экспериментально гиперболической зависимости времени расплавления покрытия электрода от тока дуги, которая реализуется с высокой точностью. Поэтому для получения значений коэффициента расплавления во всем диапазоне токов достаточно проведение двух опытов вблизи границ токового диапазона. При этом не обязательно соблюдение полного расплавления покрытия. Высокая точность определения коэффициента расплавления обеспечивается при не расплавлении покрытия на длине, не превышающей половину длины оголенного участка, предназначенного для подключения электрода и расчетом времени, необходимого для расплавления всего покрытия. В способе длина электродного стержня принимается стандартной и взвешивается только его нерасплавленная часть.
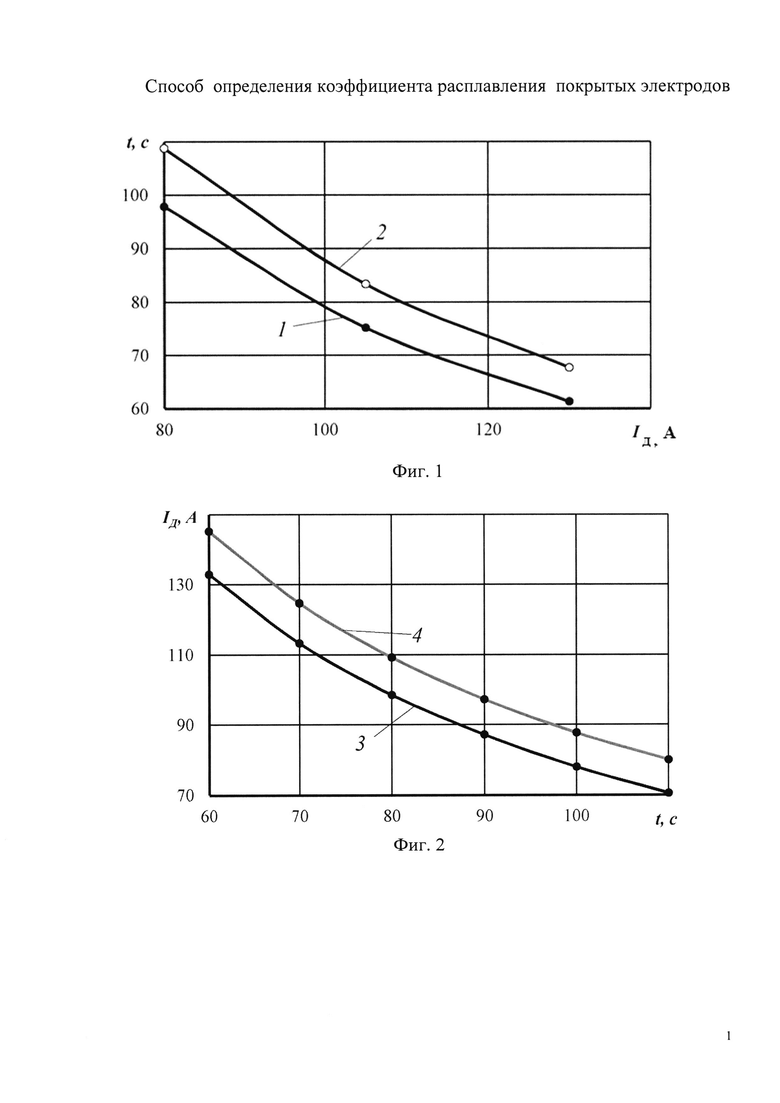
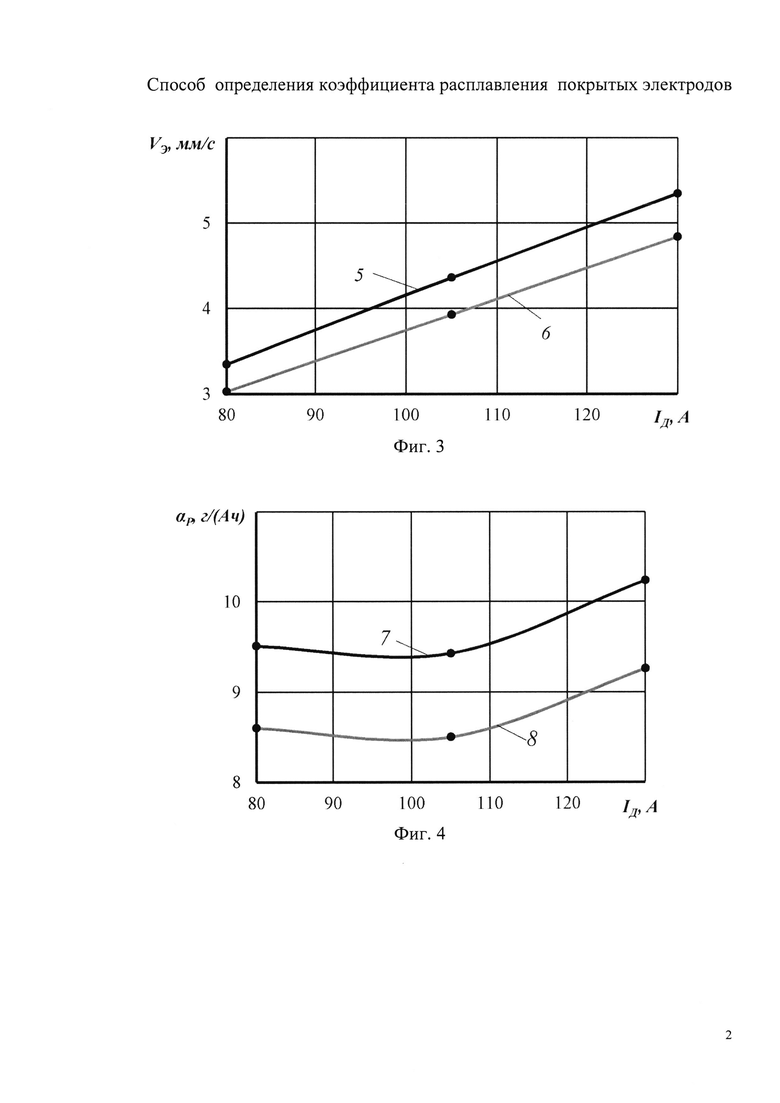
На фиг. 1 показаны зависимости изменения времени расплавления покрытия электрода t от тока дуги IД, на фиг. 2 - зависимости тока дуги IД от времени расплавления покрытия электрода t, на фиг. 3 зависимость изменения средней скорости расплавления покрытия VЭ от тока дуги, на фиг. 4 - зависимости коэффициента расплавления αР от тока дуги.
Согласно определению из технической литературы, коэффициент расплавления электрода при сварке αР определяется по формуле

где - масса расплавленного электродного металла, г;
IД - ток дуги, А;
t - время горения дуги, с.
Коэффициент расплавления ар используется в практической деятельности для определения для определения производительности расплавления П

С помощью коэффициента расплавления определяется вторая важнейшая характеристика электродов - коэффициент наплавки αН. Для этого используется эмпирический коэффициент потерь на угар и разбрызгивание ψП.

С помощью коэффициента расплавления можно определить время расплавления электрода и частоту их смены, что необходимо для нормирования сварочных работ. Также этот коэффициент необходим для определения токов при двухдуговой ручной сварке, обеспечивающих одновременность расплавления электродов. В то же время в настоящее время в большинстве случаев коэффициент расплавления в паспортных данных на электроды не приводится, а если приводится, то в диапазоне возможных изменений и без рекомендаций, как этим диапазоном пользоваться.
На фиг. 1 кривая 1 является расчетной зависимостью времени расплавления покрытия от тока дуги для электродов марки ОК 53.70 диаметром dE=3.2 мм, длиной LC=350 мм, на обратной полярности дуги, кривая 2 - аналогичная зависимость для той же марки и типоразмера электродов на прямой полярности дуги.
При исследовании времени расплавления покрытия электрода от тока дуги было установлено, что с высокой точностью реализуется гиперболическая зависимость вида (3)
t=A+(B/IД),
где IД - ток дуги, А,
А - коэффициент, с.
В - коэффициент с⋅А.
Значения коэффициентов А и В зависят от марки электрода, его диаметра и длины и определяются на основе экспериментов.
Кривые 1 и 2 на фиг. 1 получены на основе расплавления электродов на токах на минимальном, среднем и максимальном из рекомендуемых для данной марки и диаметра техническими условиями на электроды. Длина электрода по техническим условиям LC=350 мм. Длина оголенной части электрода для подключения дуги по техническим условиям LГ=22 мм. Длина покрытия на огарке в опытах не превышала 0,5LГ=11 мм. Суммарная длина огарка, таким образом, не превышала 33 мм. Диапазон рекомендуемых техническими условиями на данную марку и диаметр электродов токов IД=80…130 А.
На каждой упаковке электродов приводятся данные о рекомендуемых производителем роде тока, полярности дуги, положениях сварки и токах дуги: от минимального до максимального. При токах меньше минимального нарушается стабильность горения дуги. При токах больше максимального происходит перегрев покрытия электродов и возможно его отслаивание. Для сварки в положениях отличных от нижнего, также приводятся рекомендуемые токи, которые на 10-15% меньше, чем для сварки в нижнем положении.
Для опытов с электродами ОК 53.70 были выбраны токи IМ=80 А, IС=105 А и IБ=130 А. На каждом токе квалифицированный сварщик проводил два опыта, наплавляя на стальную пластину в нижнем положении валик шириной 10-15 мм. Для каждого из опытов измерялась длина огарка с точностью до 0.5 мм, затем рассчитывалась длина расплавленного электрода с покрытием и по времени горения дуги t рассчитывалась средняя скорость расплавления VЭ в данном опыте. По этой средней скорости расплавления VЭ рассчитывалось время расплавления всего покрытия tП на длине 328 мм.
tП=328/VЭ.
После этого значение времени расплавления всего покрытия усреднялось для двух опытов. Усредненные данные вводились в компьютерную программу определения коэффициентов гиперболической зависимости на языке Бейсик, приведенную в книге В.П. Дьяконова «Справочник по алгоритмам и программам на языке Бейсик для персональных ЭВМ» - М.: Наука, 1987 - 240 с. С. 140, программа 5.19.
Программа вычисляет коэффициенты А и В в формуле (3) при любом числе экспериментальных точек n>1. После этого вводятся последовательно значения токов и времени из эксперимента и получаются расчетные значения времени расплавления всего покрытия, которые хорошо сходятся с опытными значениями.
В таблице 1 приведены экспериментальные данные для одной марки и типоразмеров электродов и результаты определения коэффициентов А и В.
Таблица 1
Определение аппроксимирующих коэффициентов для электродов марки ОК 53.70. Диаметр стержня dE=3,2 мм, Длина электрода LC=350 мм. Длина оголенного участка LГ=22 мм. Полярность обратная
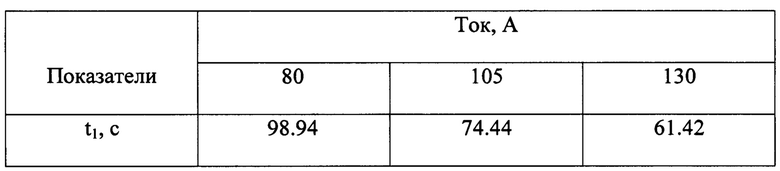
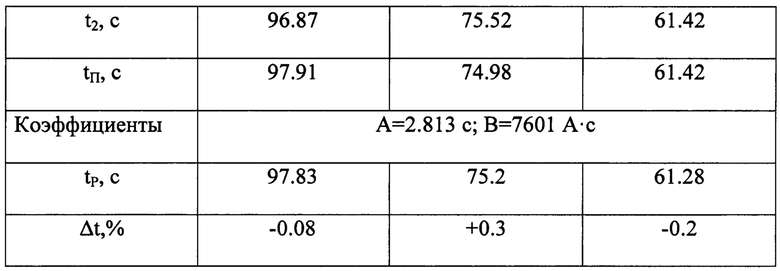
Примечание: t1 - полное время для первого опыта для всего покрытия, с; t2 - полное время для второго опыта покрытия для всего покрытия, с; tП - среднее время по двум опытам для всего покрытия, с; tP - расчетное время по формуле (3); Δt, отклонение расчетного времени от опытного, %
Среднее отклонение по абсолютной величине расчетных (аппроксимирующих) данных от опытных значений равно (0.08+0.3+0.2)/3=0.19%.
В таблице 2 приведены результаты определения коэффициентов А и В для нескольких марок электродов
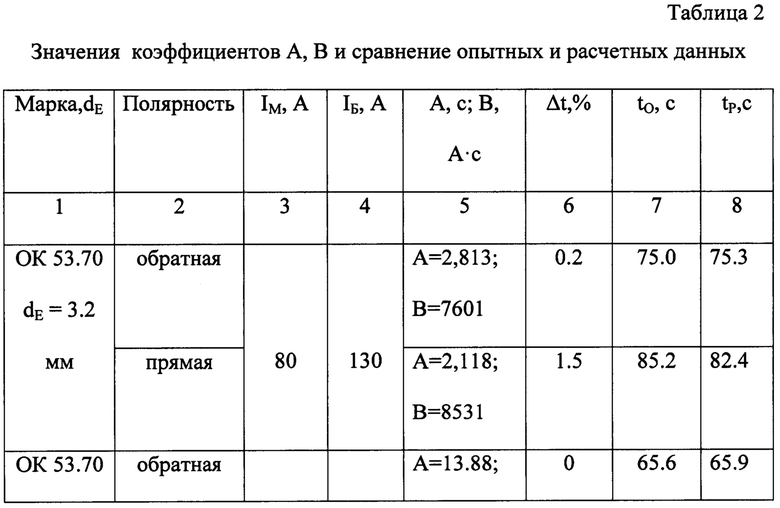
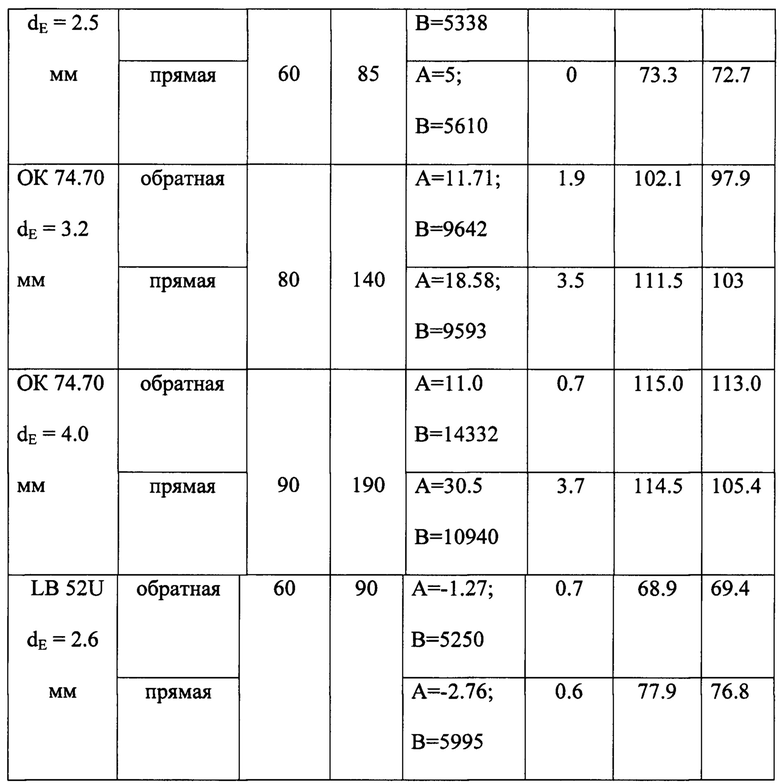
Коэффициенты А и В в таблице 2 получены по трем значениям токов. Однако они могут быть получены и по результатам двух опытов. Поэтому определяли, насколько будут отличаться результаты, полученные разным образом. Для этого вначале рассчитывали коэффициенты в формулах по крайним значениям тока IМ, IБ и времени, а затем использовали для расчета в средней точке IС и сравнивали расчетное значение с опытным. В результате получили для обратной полярности также хорошее совпадение. Сравнение приведено в последних столбцах 7 и 8 таблицы 2. В предлагаемом способе коэффициенты А и В должны определяться по двум опытам.
На прямой полярности, для сварки на которой исследованные марки электродов не рекомендованы, также получена несколько меньшая, но хорошая сходимость расчетных и опытных данных.
На фиг. 2 представлены зависимости тока дуги от полного времени расплавления покрытия для той же марки и типоразмера электродов, что и на фиг. 1. Кривая 3 получена для обратной полярности дуги, а кривая 4 для прямой полярности дуги. Зависимости получены аналогичным образом, что и для кривых на фиг. 1, путем введения в компьютерную программу данных по времени расплавления покрытия и соответствующему времени токам дуги. Коэффициенты такой зависимости обозначим A1 и B1. Для кривой 3 A1 =-4.4 A, B1 =8238 А⋅с, для кривой 4 A1 =1.5 A, B1 =8626 А⋅с. Эти зависимости могут быть использованы для получения необходимого тока, обеспечивающего заданное время расплавления электродов, что может требоваться при разработке технологии ручной сварки.
На фиг. 3 представлены зависимости средней скорости расплавления всего покрытия VЭ от тока дуги для электродов той же марки и типоразмера, что на фиг. 1 и 2. Кривая 5 представляет зависимость для обратной полярности дуги, а кривая 6 - для прямой полярности. Точки на кривых получены путем деления полной длины покрытия на время расплавления с кривых фиг. 1.
На фиг. 4 представлены зависимости коэффициента расплавления электродов αР от тока дуги для электродов той же марки и типоразмера, что на фиг. 1. Кривая 7 представляет зависимость для обратной полярности дуги, а кривая 8 - для прямой полярности.
Кривые 7 и 8 получены по предлагаемому способу по формуле (6)
αР=(СС-ОГ)3600/IДВtР.
Для этого вычисляются масса стержня электрода GC и масса оголенного участка GГ, которые постоянны для данной марки и типоразмера электрода. Значения токов IДВ выбираются из диапазона рекомендуемых токов, а время расплавления покрытия рассчитывается по формуле (3) с помощью определенных ранее коэффициентов А и В.
Разброс значений достигает для обратной полярности 0.7 г/(Ач) в диапазоне токов 50 А. В книге И.Н. Ворновицкого «Электроды для сварки оборудования тепловых электростанций». М.: Энергоатомиздат, 1983. - 96 с. коэффициент для разных марок электродов изменяется на 1-2 г/(А⋅ч) (С. 36, таблица 12).
Пример.
Выполняли определение коэффициентов расплавления электродов марки ОК 74.70 диаметром 4.0 мм по предлагаемому способу для всего диапазона рекомендованных токов. Длина электродов LC=450 мм, длина оголенного участка LГ=25 мм. Диапазон рекомендуемых токов согласно техническим условиям на электроды данной марки IД=90…190 А. Провели опыты на токах 90 и 190 А по определению времени расплавления покрытия на длине, не превышающей 0.5 длины оголенного участка то есть LГ/2=12.5 мм. На каждом токе проводили два опыта. Измеряли ток дуги и время расплавления покрытия. После каждого опыта измеряли длину огарка LО с точностью до 0.5 мм с помощью электронного электронным штангенциркулем ЩЦЦ-1-150-0.01. Затем вычисляли для каждого опыта длину расплавленного покрытия в мм, как разность между длиной электрода LC и длиной огарка LP=LC-LO После этого рассчитывали значения средней скорости расплавления покрытия в опыте VЭ=LP/t. Также рассчитывали время, необходимое для расплавления всего покрытия tП=(LC-LO)/VЭ. При этом допускаемая погрешность очень мала, так как покрытие не расплавляется максимально на величину равную 0.5 LО. Это время, полученное по результатам двух опытов, усредняли и получали tПС. Затем по двум парам точек решали систему уравнений (4), (5) для определения коэффициентов А и В гиперболической зависимости (3). Результаты решения системы помощью компьютерной программы дали такой же результат. Также после опытов счищали с огарков остаток покрытия и взвешивали массу огарков стержня с массой GО и рассчитывали массу всего стержня GC и массу оголенного участка GГ по формулам
GC=GО(LC/LО),
GГ=GО(LГ/LО),
где GО - масса огарка, г;
LО - длина огарка, мм;
LГ - длина оголенного участка электрода, мм.
Данные опытов по массе стержня GC и оголенной части GГ усредняли по данным двух опытов на одном токе.
Исходные данные и результаты расчетов приведены в таблице 3.
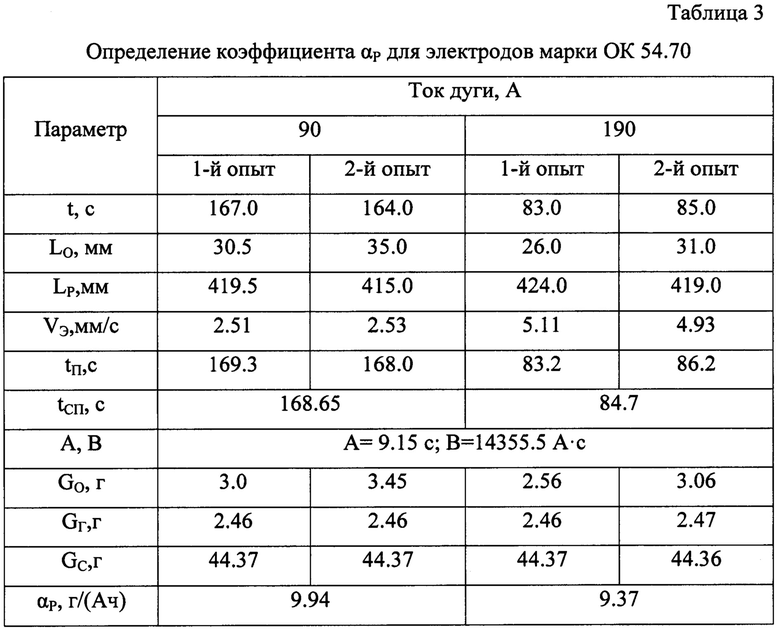
Как видно из последней строки таблицы 3 коэффициенты расплавления отличаются примерно на 0.5 (г/А⋅ч), что существенно.
Затем по зависимости (3) рассчитывали время, необходимое для расплавления покрытия в середине токового диапазона IС=140 А. Расчетное время расплавления tC=111.7 с. После этого по формуле (6) рассчитывали коэффициент расплавления при токе IС=140 А.
αР=3600(44.37-2.46)/(140⋅111.7)=9.65 г/(А⋅ч).
Аналогично, не проводя опытов, можно получить точное значение αР для любого тока из рекомендуемого диапазона токов.
При определении αР по известному способу определяли коэффициент расплавления при токе 140 А также как среднее по двум опытам. При длине огарка 40 мм получили время расплавления покрытия 9,0 г/(А⋅ч), что на 7% меньше, чем по предлагаемому способу. По известному способу необходимо определять коэффициент расплавления для каждого тока дуги отдельно.
Способ позволяет при проведении опытов в двух граничных точках токового диапазона точно определять коэффициент расплавления при любом токе дуги. Для выполнения способа могут использоваться то же оборудование и приборы, что и для известного способа. Решение системы двух простых уравнений также не представляет затруднений. Поэтому способ может использоваться в производственной практике. Возможно определение коэффициентов гиперболической зависимости непосредственно производителями электродов и указание их значений в технических условиях на электроды. Поэтому способ обладает промышленной применимостью.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ СКОРОСТИ РАСПЛАВЛЕНИЯ ПОКРЫТОГО ЭЛЕКТРОДА | 2014 |
|
RU2582170C1 |
| СПОСОБ РУЧНОЙ ДУГОВОЙ СВАРКИ ШТУЧНЫМИ ПОКРЫТЫМИ ЭЛЕКТРОДАМИ | 2017 |
|
RU2661526C1 |
| Штучный покрытый электрод для дуговой сварки | 2016 |
|
RU2627093C2 |
| Способ двухдуговой сварки покрытыми электродами | 2016 |
|
RU2648433C1 |
| Способ дуговой сварки штучным покрытым электродом | 2016 |
|
RU2641216C2 |
| Способ дуговой автоматической наплавки плавящимся электродом в инертном газе | 2022 |
|
RU2778341C1 |
| Способ дуговой двухэлектродной сварки покрытыми электродами | 2016 |
|
RU2639748C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОБ НАПЛАВЛЯЕМОГО МЕТАЛЛА | 2018 |
|
RU2710145C1 |
| СПОСОБ ДУГОВОЙ МЕХАНИЗИРОВАННОЙ ИМПУЛЬСНОЙ НАПЛАВКИ | 2017 |
|
RU2641940C1 |
| Способ автоматической наплавки в инертном газе комбинацией дуг | 2022 |
|
RU2798645C1 |
Изобретение может быть использовано при разработке технологии ручной дуговой сварки и нормировании сварочных работ. Расплавляют два электрода одной марки и типоразмера при зафиксированных максимальном и минимальном значениях тока дуги из диапазона, рекомендуемого техническими условиями на электроды. Рассчитывают коэффициенты А и В гиперболической зависимости t=А+(В/I) с учетом времени расплавления на минимальном и максимальном токах дуги. Время полного расплавления покрытой части электрода для любого выбранного тока дуги рассчитывают с использованием полученной гиперболической зависимости. Коэффициент расплавления определяют по формуле: αР=(GС-GГ)3600/IДВtР, где GC - масса стержня, GГ - масса оголенной части электрода, IДВ - выбранный ток дуги из диапазона рекомендованных токов, tP - расчетное время полного расплавления покрытой части электрода. Способ позволяет при минимальном числе опытов получить точные значения коэффициента расплавления во всем токовом диапазоне. 4 ил., 3 табл., 1 пр.
Способ определения коэффициента расплавления покрытых электродов для дуговой сварки, включающий расплавление двух электродов одной марки и типоразмера при зафиксированных максимальном и минимальном значениях тока дуги из диапазона, рекомендуемого техническими условиями на электроды, причем расплавление покрытой части электрода ведут до длины, не превышающей половину длины оголенного участка, предназначенного для подключения электрода, вычисляют длины расплавленных частей электродов и средние скорости их расплавления, по скоростям рассчитывают время расплавления всей длины покрытой части электродов для каждого из двух токов и по значениям зафиксированных токов и расчетным значениям времени полного расплавления покрытой части электродов рассчитывают коэффициенты А и В гиперболической зависимости
t=A+(B/I)
путем решения системы уравнений
t1=А+(В/I1)
t2=А+(В/I2),
где t1 - время полного расплавления покрытой части электрода при минимальном токе, с,
I1 - зафиксированный минимальный ток, А,
t2 - время полного расплавления покрытой части электрода покрытия при максимальном токе, с,
I2 - зафиксированный максимальный ток, А,
после чего по полученной зависимости рассчитывают время полного расплавления покрытой части электрода для выбранного тока дуги из диапазона рекомендованных токов, взвешивают и вычисляют массу стержня и оголенной части электрода, а коэффициент расплавления определяют по формуле:
αР=(GС-GГ)3600/IДВtР,
GC - масса стержня, г,
GГ - масса оголенной части электрода, г,
IДВ - выбранный ток дуги из диапазона рекомендованных токов, А,
tP - расчетное время полного расплавления покрытой части электрода, определенное по полученной гиперболической зависимости, с.
| СПОСОБ УПРАВЛЕНИЯ КАЧЕСТВОМ ПОКРЫТЫХ ЭЛЕКТРОДОВ ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ | 2008 |
|
RU2401186C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СКОРОСТИ РАСПЛАВЛЕНИЯ ПОКРЫТОГО ЭЛЕКТРОДА | 2014 |
|
RU2582170C1 |
| Способ дуговой сварки штучными покрытыми электродами | 2016 |
|
RU2623533C1 |
| WO 2009010867 A2, 22.01.2009 | |||
| ЕРОХИН А.А | |||
| Методика определения основных измерителей процесса расплавления электрода при дуговой электросварке, Библиотека РОТЕКСа, вып.14 | |||
| - М., 2005, с.10-21. | |||

