Предлагаемый способ относится преимущественно к машиностроению и строительству и может использоваться при сварке и наплавке деталей металлическими плавящимися штучными покрытыми электродами.
Известен способ ручной дуговой сварки штучным покрытым электродом, включающий подачу электрода в сварочную ванну в соответствии со скоростью его плавления, по которому обеспечивают постоянную скорость плавления электрода во времени, при этом плотность тока дуги во времени регулируют в соответствии с математической формулой (см. патент РФ на изобретение №2571668).
Способ не обеспечивает механизацию подачи электрода в сварочную ванну и в направлении сварки, вследствие чего имеет место высокая неоднородность свойств сварочного шва.
Известен способ сварки наклонным электродом, при которой происходит самоподача в зону дуги электрода с качественным покрытием, у которого нижний конец с выступающим краем покрытия опирается на изделие, в то время как верхняя часть электрода закрепляется в специальном скользящем электрододержателе. По мере оплавления электрод перемещается по направляющей вдоль линии сварки параллельно самому себе. Сечение сварочного валика регулируется изменением угла наклона электрода (см. Словарь - справочник по сварке. Киев, Изд-во «Наукова думка», 1974 г., с. 135).
Этот способ, обеспечивая механизацию подачи электрода в сварочную ванну и в направлении сварки, является недостаточно надежным, так как стабильность перемещения зависит от свойств скользящего электрододержателя. Также при сварке могут возникать короткие замыкания при расплавлении нижнего конца покрытия с выступающим краем из-за нестабильности горения дуги. Сварку можно вести только электродами специальных марок, разработанных для этого способа. Способ не позволяет вести сварку в положении, отличном от нижнего, так как перемещение электрода осуществляется за счет силы тяжести специального электрододержателя. Поэтому способ получил еще название гравитационного способа сварки. Вследствие этого способ также не позволяет реализовать сближение электрода со сварочной ванной за счет перемещения изделия к электроду, что бывает необходимым в ряде случаев.
Известно, что причиной неравномерности скорости расплавления покрытых электродов при сварке является наличие большого вылета электрода. Вылет электрода равен длине его стержня в начале плавления электрода и уменьшается по мере расплавления электрода. Чем ближе находится участок стержня к электрододержателю, тем больше он нагревается в процессе сварки и тем выше скорость его расплавления. Из-за неравномерности скорости расплавления электрода сложно автоматизировать процесс сварки.
Техническими результатами предлагаемого изобретения является повышение качества сварочных швов, надежности процесса сварки, создание возможности вести сварку в пространственных положениях, отличных от нижнего, вести сварку электродами любых марок, создание возможности подачи расплавленного электродного металла в сварочную ванну за счет перемещения изделия относительно электрода в направлении действия силы тяжести.
Предлагаемый способ дуговой сварки штучным покрытым электродом включает его закрепление в специальном электрододержателе, сближающимся с изделием в процессе горения дуги в соответствии со скоростью плавления электрода и перемещение сварочной ванны на изделии вдоль линии сварки с регулированием сечения наплавляемого валика по длине.
В отличие от прототипа, перед сваркой на заданных диаметре стержня и токе сварки устанавливают зависимость длины расплавленной части электрода от времени горения дуги, по которой определяют зависимость скорости расплавления электрода во времени, в процессе сварки электрод и изделие сближают автоматически, в соответствии с установленной зависимостью скорости расплавления электрода от времени, электрод или изделие перемещают вдоль линии сварки автоматически, причем зависимость скорости перемещения электрода или изделия вдоль линии сварки во времени устанавливают исходя из полученной зависимости скорости расплавления электрода во времени и требуемой зависимости площади поперечного сечения наплавляемого валика по его длине.
По одному из вариантов выполнения способа скорость автоматического перемещения электрода или изделия вдоль линии сварки устанавливают постоянной для обеспечения линейной зависимости увеличения сечения валика по его длине.
По другому варианту выполнения способа скорость автоматического перемещения электрода или изделия вдоль линии сварки увеличивают пропорционально времени сварки, обеспечивая постоянство сечения наплавляемого валика по его длине.
Техническая сущность предлагаемого способа дуговой сварки штучным покрытым электродом заключается в том, что для автоматизации сближения конца электрода с изделием и сварочной ванной, перемещения вдоль оси наплавляемого валика следует использовать зависимость скорости расплавления электрода во времени, которая не изменяется для электродов данной марки, диаметра при установленной силе тока и полярности дуги.
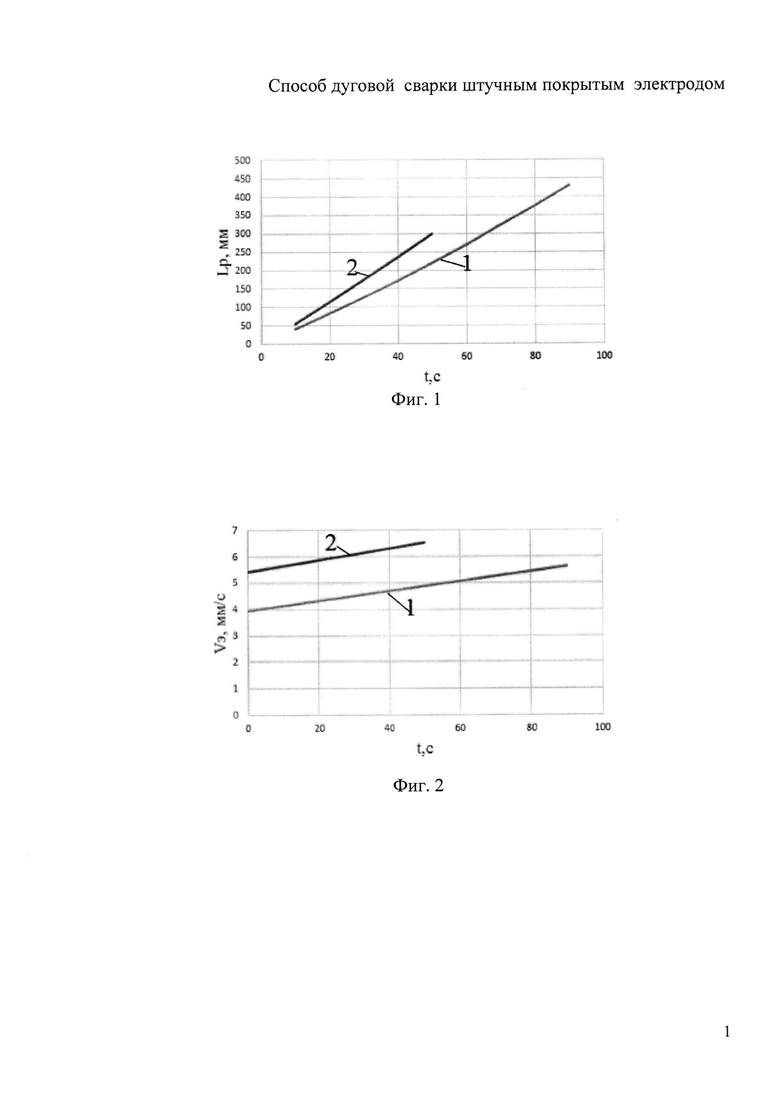
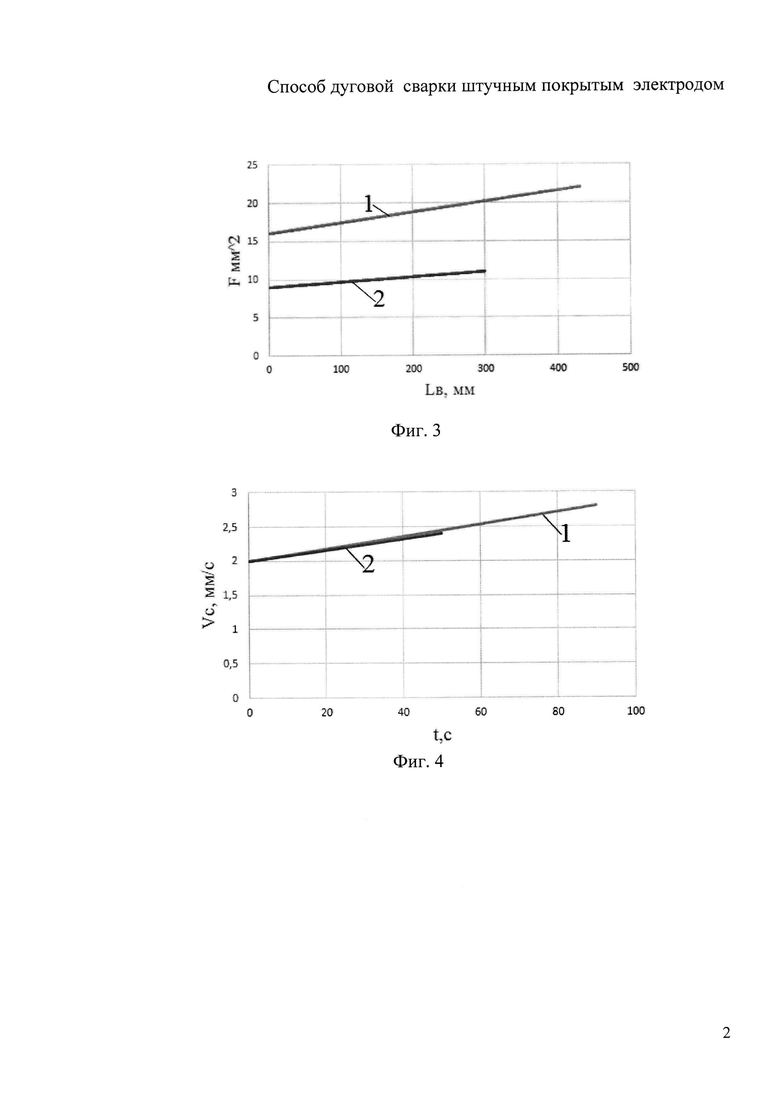
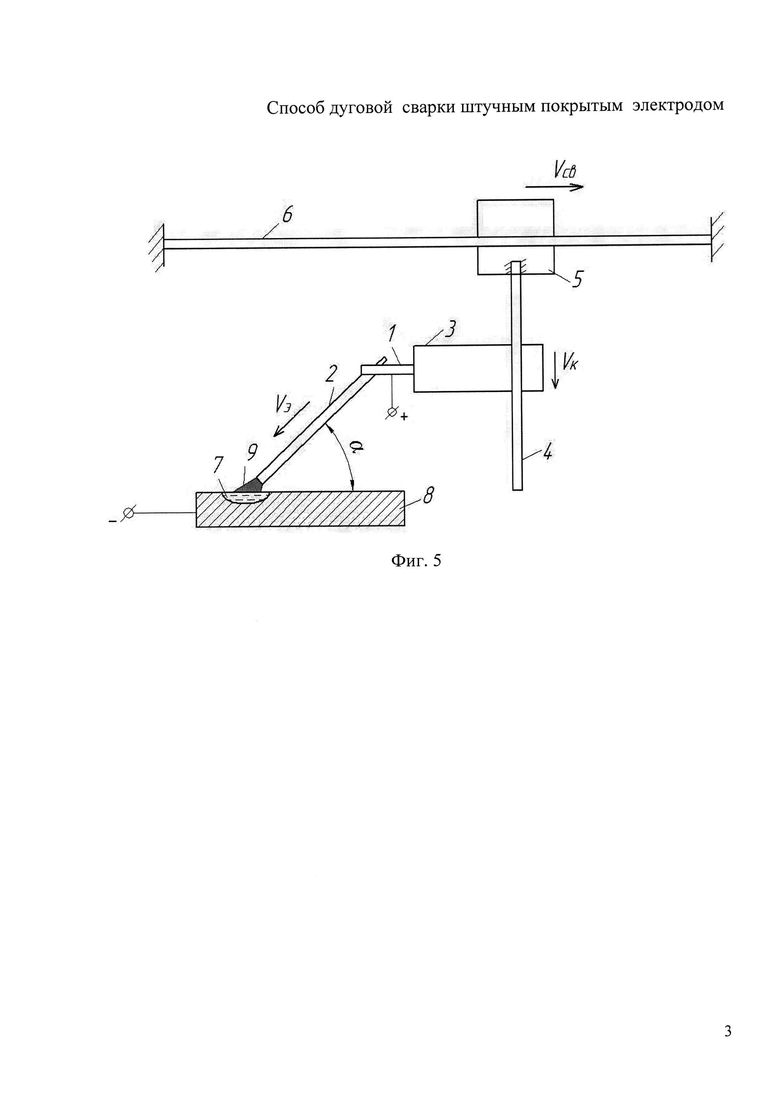
На фиг. 1 показаны зависимости изменения длины расплавленной части электродов от времени, на фиг. 2 - зависимости изменения скорости плавления электродов во времени, на фиг. 3-зависимость площади сечения наплавленного валика от времени при постоянной скорости перемещения электрода в направлении сварки, на фиг. 4 - зависимость изменения скорости перемещения в направлении сварки от времени при постоянном сечении сварочного валика, на фиг. 5 - схема реализации способа.
Экспериментально установлено, что скорость плавления покрытого электрода, из-за нагрева его в вылете растет линейно в процессе его расплавления

где Vo - начальная скорость расплавления электрода при зажигании дуги, см/с;
t - время, прошедшее с момента зажигания, секунд;
В - коэффициент пропорциональности, зависящий от диаметра электрода, тока на электроде, толщины и физических свойств покрытия, физических свойств электродного стержня, полярности дуги.
Наличие такой зависимости, устанавливаемой опытным путем с высокой точностью, позволяет автоматизировать подачу электрода в сварочную ванну и перемещение электрода в направлении сварки.
На фиг. 1 показаны расчетные зависимости длины расплавленной части электрода от времени горения дуги. Зависимости имеют нелинейный вид, когда увеличение длины расплавленной части электрода ускоряется со временем. Они получены путем последовательного расплавления частей длины электрода при фиксировании времени расплавления и длины расплавившейся части покрытия. Кривая 1 показывает изменение длины расплавленной части электрода LB-52U. Наплавка велась на постоянном токе обратной полярности. Диаметр электрода с покрытием составлял 6,4 мм, диаметр стержня 4,0 мм. Длина оголенной части составляла 30 мм. Ток дуги составлял 167 А, плотность тока J=1330 А/см2. Кривые показывают расчетные значения, полученные путем аппроксимации опытных данных с помощью метода наименьших квадратов, реализованного в специальной компьютерной программе. Аппроксимирующая функция длины расплавленной части электрода Lp от времени t задавалась в форме параболической кривой вида

где Lo, В1, В2 - коэффициенты аппроксимации.
При определении коэффициентов аппроксимации к экспериментальным точкам, полученным при снятии зависимости (2), добавляется еще одна точка для начального момента времени, поскольку известно, что при t=0 длина расплавленной части равна Lp=0. Средняя сходимость аналитических и опытных значений 1,5% по абсолютной величине при выполнении наплавки вручную квалифицированным сварщиком. При механизированной подаче электрода в сварочную ванну сходимость аппроксимированных и опытных данных значительно выше. Точность определения аппроксимирующих коэффициентов повышается при увеличении числа расплавляемых отрезков электрода. Опыты показали, что для обеспечения высокой точности определения коэффициентов (1,5%) достаточно расплавления 1/3, 2/3 и целого электрода при повторении каждого опыта 2 раза. При этом не обязательно точное соответствие длины расплавленной части в каждом опыте, так как фиксируется время его расплавления. При использовании компьютерной программы попарно вводятся все значения времени расплавления и длины расплавленного участка. Значения коэффициентов уравнения (2) для кривой 1 на фиг. 1: Lo=0,017 см=0,17 мм. В1=0,396 см/с; В2=9,22⋅10-4 см/с2.
В среднем, в данном случае, расчетные данные по длине расплавившейся части электрода совпадают по абсолютной величине с опытными значениями с точностью 1,3%.
На кривой 2 фиг. 1 показана расчетная зависимость длины расплавленной части электрода от времени для импортных электродов марки LB - 52U. Наплавка велась на постоянном токе обратной полярности на токе дуги 95 А. Плотность тока J=1789 А/см2. Диаметр электрода с покрытием составлял 3,05 мм, диаметр стержня 2,6 мм. Длина оголенной части составляла 25 мм. Значения коэффициентов аппроксимации для кривой 2 получены следующие: Lo=0,089 см=0,89 мм, В1=0,543 см/с, В2=1,11⋅10+3 см/с2. Среднее отклонение расчетных значений от опытных по абсолютной величине не превышает 1,6%, алгебраическое значительно меньше.
На фиг. 2 показаны зависимости скорости расплавления электрода во времени, полученные путем дифференцирования кривых 1 и 2 на фиг. 1. Согласно уравнению (2) скорость расплавления будет увеличиваться линейно

Получается, что коэффициент В1 численно представляет начальную скорость расплавления электрода. Коэффициент 2 В2 определяет линейный рост скорости во времени. Коэффициент 2 В2 в формуле (3) равен коэффициенту В в формуле (1).
Прямая 1 представляет расчетную зависимость скорости расплавления электрода от времени для тока диаметра электрода 4 мм, прямая 2 для диаметра 2,6 мм.
На фиг.3 показаны зависимости поперечного сечения наплавленного металла по длине валика при постоянной скорости Vc перемещения электрода в направлении сварки.
Поперечное сечение валика F определяется по формуле, полученной с помощью закона сохранения массы электродного металла

где S - площадь поперечного сечения металлического стержня электрода, ψп - коэффициент потерь электрода на угар и разбрызгивание. Поскольку скорость плавления электрода увеличивается во времени линейно, то линейно будет увеличиваться и площадь сечения наплавленного металла. Площадь поперечного сечения электрода S определяется по формуле
S=π/Dэ2/4,
где D3 - диаметр стержня электрода.
На фиг.3 прямая 1 показывает изменение сечения валика по длине шва для диаметра электрода 4 мм, прямая 2 для диаметра электрода 2,6 мм.
Сечение валика для диаметра 4 мм при постоянстве скорости перемещения электрода в направлении сварки Vc=0,3 см/с увеличилось с 16 мм2 в начале валика до 22 мм2 в конце валика.
Сечение валика для диаметра 2,6 мм при постоянстве скорости перемещения электрода в направлении сварки Vc=0,3 см/с увеличилось с 9 мм2 в начале валика до 11 мм2 в конце валика.
На фиг. 4 показаны зависимости скорости сварки Vc от времени горения дуги для сохранения постоянной площади поперечного сечения валика. Зависимость можно определить по формуле

Поскольку скорость расплавления электрода растет линейно, то требуемая скорость перемещения электрода в направлении сварки будет увеличиваться в соответствии с формулой 5 также линейно. Кривая 1 на фиг.4 показывает зависимость скорости сварки для электрода диаметром 4,0 мм, кривая 2 - для электрода диаметром 2,6 мм.
Начальная скорость сварки для кривой 1 Vc=2 мм/с. Площадь сечения наплавленного валика в начальный момент расплавления электрода F=24 мм2, в момент окончания расплавления электрода скорость сварки, чтобы сохранить постоянной площадь сечения валика, составляет 2,8 мм/с.
Начальная скорость сварки для кривой 2 Vc=2 мм/с. Площадь сечения наплавленного валика в начальный момент расплавления электрода F=14 мм2, в момент окончания расплавления электрода скорость сварки, чтобы сохранить постоянной площадь сечения валика, составляет 2,4 мм/с.
На фиг. 5 показана схема устройства для реализации способа. Устройство содержит электрододержатель 1, с закрепленным в нем оголенной частью стержнем покрытого электрода 2. Электрододержатель закрепляется на каретке 3. Каретка 3 имеет возможность перемещения по направляющей 4 в направлении, перпендикулярном направлению сварки со скоростью Vк. Направляющая 4 соединена с кареткой 5, обеспечивающей перемещение электрода 2 в направлении скорости сварки Vc по направляющей 6. На каретке 3 расположен механизм подачи покрытого электрода в сварочную ванну 7 изделия 8. Сварочная дуга 9 горит между торцом покрытого электрода 2 и сварочной ванной 7. Каретки 3 и 6 приводятся в движение специальными механизмами с цифровыми устройствами для программирования скоростей движения кареток. Ось электрода 2 и поверхность изделия 8 расположены под углом α, который может регулироваться. Изделие 8 и электрододержатель 1 подключают к клеммам сварочного источника питания. Скорость перемещения Vк каретки 3 перпендикулярно направлению сварки определяется в зависимости от скорости расплавления Vэ покрытого электрода 2 соотношением
Vк=Vэ⋅sinα.
Пример 1
Выполняли наплавку на пластину по предлагаемому способу электродами марки LB-52U диаметром 4 мм. Сварка велась на обратной полярности дуги. Предварительно была установлена зависимость длины расплавленной части электрода от времени, затем по ней зависимость скорости расплавления электрода от времени для длины покрытой части 42,0 см на токе 190 А, рекомендуемом как близкий к максимальному для данной марки электрода. Максимальная скорость составила Vк=0, 62 см/с. Начальная скорость расплавления электрода составляла Vo=0,44 см/с. Время расплавления покрытия на длине 42,0 см составило tк=79 секунд. Средняя скорость расплавления электрода Vcp=0,53 см/с. После этого с помощью двухкоординатного механизма подачи, на котором закреплялся электрододержатель с таким же электродом, осуществляли наплавку. Механизм подачи содержал электродвигатели, позволяющие программировать и корректировать начальную скорость перемещения электрода и линейную зависимость ее увеличения во времени. Скорость подачи электрода в сварочную ванну была запрограммирована в соответствии с ее зависимостью от времени. Скорость перемещения электрода в направлении сварки была установлена постоянной и составляла Vc=0,3 см/с. Дугу зажигали с помощью замыкания промежутка электрод -деталь с помощью графитового стержня. После зажигания дуги автоматически включались механизмы подачи электрода в сварочную ванну и перемещения в направлении сварки. В результате расплавления электрода получили валик наплавленного металла длиной 23,7 см. Ширина валика изменялась от 13 мм в начале до 18 мм в конце валика. Поверхность валика ровная, гладкая, с мелкой чешуйчатостью шва.
Пример 2
На тех же режимах, что и в примере 1, выполняли наплавку по предлагаемому способу при программировании скорости перемещения электрода в направлении сварки в соответствии с условием постоянства сечения валика. Скорость перемещения увеличивалась линейно. В результате расплавления электрода получили валик наплавленного металла длиной 32,8 см. Ширина валика 13 мм не изменялась. Поверхность валика ровная, гладкая, с мелкой чешуйчатостью шва.
Пример 3
На тех же режимах, что и в примере 1, выполняли сварку корневого шва образцов из труб диаметром 159x10 мм, длиной по 150 мм с V-образной разделкой кромок с углом разделки кромок 55 градусов. Притупление кромок с=2 мм, зазор b=2 мм. Сварка осуществлялась путем вращения трубы с постоянной угловой скоростью. Линейная скорость перемещения на уровне корневого слоя шва составляла 0,4 см/с. Электрод располагался перпендикулярно продольной оси трубы в верхней точке окружности с погружением в разделку кромок. Установочная длина дуги составляла 3 мм. Сближение электрододержателя с установленным в нем электродом осуществлялось автоматической подачей электрододержателя к изделию в соответствии с установленной ранее зависимостью скорости расплавления электрода во времени. В результате расплавления электрода получили валик наплавленного металла длиной 31,6 см. Ширина валика с 10 мм в начале увеличилась до 14 мм в конце. Наружная поверхность валика ровная, гладкая, с мелкой чешуйчатостью шва. Обратный валик корневого шва шириной 6 мм ровный с выпуклостью 1 мм, к концу шва его ширина увеличилась до 7 мм.
Способ позволяет автоматизировать процесс сварки штучными покрытыми электродами при повышении надежности процесса и использовать для сварки электроды любых марок при значительном повышении качества шва и стабильности качества. Сварка узкими валиками может вестись в пространственных положениях, отличных от нижнего положения. Способ дает возможность автоматизировать сближение электрододержателя и изделия, как за счет автоматизации перемещения электрододержателя, так и изделия. Способ обеспечивает регулирование сечения валика по его длине в зависимости от требований процесса.
Способ может быть осуществлен с помощью известных устройств: любых сварочных источников питания для ручной дуговой сварки, стандартных электродов любых марок и диаметров во всех рекомендуемых для них диапазонов сварочного тока, электроприводов с программированием скорости вращения механизмов перемещения электрододержателя или изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РУЧНОЙ ДУГОВОЙ СВАРКИ ШТУЧНЫМИ ПОКРЫТЫМИ ЭЛЕКТРОДАМИ | 2017 |
|
RU2661526C1 |
| Способ двухдуговой сварки покрытыми электродами | 2016 |
|
RU2648433C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОБ НАПЛАВЛЯЕМОГО МЕТАЛЛА | 2018 |
|
RU2710145C1 |
| СПОСОБ ДВУХДУГОВОЙ АВТОМАТИЧЕСКОЙ СВАРКИ | 2018 |
|
RU2687118C1 |
| Способ дуговой автоматической наплавки плавящимся электродом в инертном газе | 2022 |
|
RU2778341C1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ НАПЛАВКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457929C1 |
| Способ дуговой двухэлектродной механизированной сварки | 2019 |
|
RU2724759C1 |
| Способ электродуговой наплавки | 1989 |
|
SU1697994A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ И НАПЛАВКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2021 |
|
RU2772563C1 |
| СПОСОБ СВАРКИ, НАПЛАВКИ И ПАЙКИ КОМБИНАЦИЕЙ ДУГ ПРЯМОГО И КОСВЕННОГО ДЕЙСТВИЯ | 2020 |
|
RU2758357C1 |
Изобретение относится к способу дуговой сварки штучным покрытым электродом. Закрепляют электрод в электрододержателе, установленном с возможностью перемещения в направлении к изделию под действием силы тяжести. Сближают электрод с изделием в процессе горения дуги в соответствии со скоростью расплавления электрода и перемещение сварочной ванны на изделии вдоль линии сварки с регулированием поперечного сечения наплавляемого валика по длине. Перед сваркой для заданного диаметра стержня и тока сварки устанавливают изменение длины расплавленной части электрода в зависимости от времени горения дуги, по которой определяют изменение скорости расплавления электрода. В процессе сварки электрод и изделие сближают с изменением скорости в зависимости от скорости расплавления электрода, при этом электрод или изделие перемещают вдоль линии сварки с изменением скорости, которое устанавливают исходя из полученной скорости расплавления электрода и требуемой площади поперечного сечения наплавляемого валика по его длине. Изобретение позволяет автоматизировать подачу электрода в сварочную ванну, повысить качество выполнения сварочных швов и производительность труда при сварке коротких швов за счет использования оператора для замены электродов.1 з.п. ф-лы, 5 ил., 3 пр.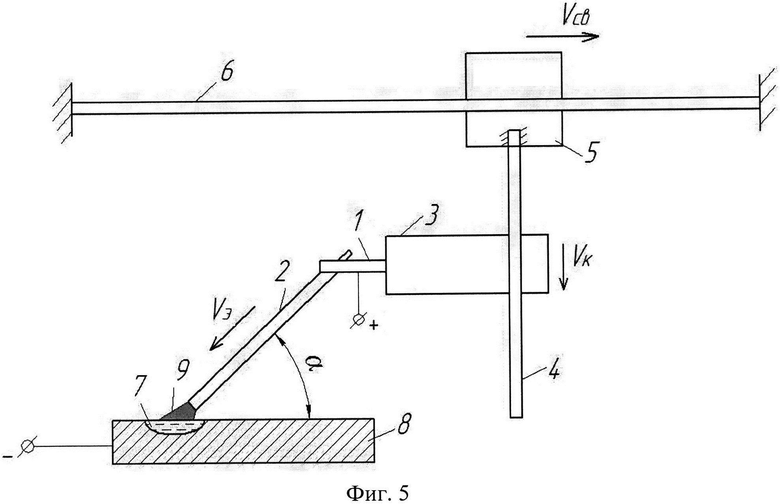
1. Способ дуговой сварки штучным покрытым электродом, включающий закрепление электрода в электрододержателе, установленном с возможностью перемещения в направлении к изделию под действием силы тяжести, сближение электрода с изделием в процессе горения дуги в соответствии со скоростью расплавления электрода и перемещение сварочной ванны на изделии вдоль линии сварки с регулированием поперечного сечения наплавляемого валика по длине, отличающийся тем, что перед сваркой для заданного диаметра стержня и тока сварки устанавливают изменение длины расплавленной части электрода в зависимости от времени горения дуги, по которой определяют изменение скорости расплавления электрода, а в процессе сварки электрод и изделие сближают с изменением скорости в зависимости от скорости расплавления электрода, при этом электрод или изделие перемещают вдоль линии сварки с изменением скорости, которое устанавливают исходя из полученной скорости расплавления электрода и требуемой площади поперечного сечения наплавляемого валика по его длине.
2. Способ по п. 1, отличающийся тем, что скорость перемещения электрода или изделия вдоль линии сварки увеличивают прямо пропорционально времени сварки с обеспечением постоянства сечения наплавляемого валика по его длине.
| СПОСОБ ДУГОВОЙ СВАРКИ ШТУЧНЫМ ПОКРЫТЫМ ЭЛЕКТРОДОМ | 2014 |
|
RU2571668C2 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА ДУГОВОЙ СВАРКИ | 1985 |
|
SU1292280A1 |
| СПОСОБ АДАПТИВНОЙ ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ | 2008 |
|
RU2410216C2 |
| WO 2013178028 A1, 05.12.2013 | |||
| CN 202028857 U, 09.11.2011. | |||

