Изобретение относится к области дуговой сварки и может использоваться при ремонте металлических конструкций из сложно свариваемых металлов.
Известен способ дуговой двухэлектродной сварки в среде активных газов с короткими замыканиями дугового промежутка, при котором электроды плавятся поочередно вследствие обрыва дуги на одном из электродов (см. Спицын В.В. Перенос металла и горение дуги при сварке расщепленным электродом в CO2. "Сварочное производство". 1969, №4, с. 5-7).
Недостатком этого способа сварки является наличие переходного периода, когда дуга на одном электроде обрывается, а на другом возбуждается. При этом сварочный ток протекает по обоим электродам, что приводит к взаимному притяжению дуг и жидкого металла на электродах, а при малых расстояниях и к образованию общей капли, перенос которой в сварочную ванну затруднен и вызывает повышенное разбрызгивание металла.
Известен также способ дуговой двухэлектродной сварки с короткими замыканиями дугового промежутка в среде защитных газов, при котором электроды плавятся поочередно вследствие обрыва дуги на одном из электродов, причем сварочную дугу обрывают принудительно путем выключения тока в сварочной цепи одного электрода в момент начала короткого замыкания в цепи другого электрода (см. описание к А.С. СССР №998039 «Способ для двухэлектродной сварки с короткими замыканиями дугового промежутка и устройство для его осуществления. Опубл. 23.02. 1983 г.). Этот способ принят за прототип.
Недостатком данного способа сварки является то, что его сложно использовать при дуговой сварке покрытыми электродами. Сварку покрытым электродом обычно ведут без коротких замыканий. Ведение сварки покрытым электродом с короткими замыканиями приводит к нарушению стабильности процесса. Процесс еще более усложняется при двухэлектродной сварке.
Выполнение двухэлектродной сварки на одной полярности дуги на изделии снижает технологические возможности по регулированию соотношения расплавления основного и электродного металла. Расстояние между электродами при автоматической сварке в CO2 фиксируется постоянным, а электроды подаются отдельными подающими устройствами, которые могут обеспечить как одинаковые, так и различные скорости подачи электродных проволок в зависимости от тока на электродах.
При сварке покрытыми электродами с раздельными электрододержателями при необходимости вести сварку электродами на разных полярностях не обеспечивается одновременность расплавления электродов, так как электроды с различной полярностью плавятся с различной скоростью. При окончании расплавления покрытия на одном из электродов и гашения дуги на второй дуге также будет необходимо гасить дугу, чтобы сохранить стабильность характеристик шва, и не создавать помех второму сварщику по замене электрода. При ведении сварки одним сварщиком выключение двух дуг становится неизбежным. При этом один из электродов останется недорасходованным. Поэтому будет тратиться дополнительное время на замену электродов и снижаться производительность труда. Могут иметь место дополнительные случаи гашения и зажигания дуг, приводящие к снижению качества шва в месте гашения и зажигания дуг. В процессе замены электродов будет происходить застывание шлака, что потребует дополнительного времени на его зачистку.
В предлагаемом способе дуговой двухэлектродной сварки покрытые электроды помещаются в раздельные электрододержатели и плавятся поочередно вследствие отключения дуги на одном из них, причем сварочную дугу обрывают принудительно путем выключения тока в сварочной цепи электрода.
В отличие от прототипа до сварки получают зависимости времени расплавления покрытой части электродов от тока дуги при одноэлектродной сварке, при сварке изменяют периодически полярность изделия, сохраняя полярность каждого электрода, действующие значения токов в электродах выбирают по полученным до сварки зависимостям времени расплавления электродов от тока дуги, обеспечивающим одинаковое время расплавления покрытой части электродов.
По одному из вариантов способа покрытые электроды выбирают, обеспечивающими различный химический состав наплавленного металла при одноэлектродной сварке.
По другому варианту способа покрытые электроды с одинаковым или различным химическим составом наплавленного металла выбирают с различными диаметрами стержней.
По следующему варианту способа покрытые электроды с одинаковым или различным химическим составом наплавленного металла выбирают с различными длинами стержней.
Кроме того, по одному из вариантов способа покрытые электроды с одинаковым или различным химическим составом наплавленного металла выбирают отличающимися одновременно как длиной стержней, так и диаметрами.
Полярность одного из покрытых электродов может выбираться отличающейся от рекомендуемой для него при одноэлектродной сварке.
Также полярность каждого электрода может выбираться отличающейся от рекомендуемых для них при одноэлектродной сварке.
Технический результат предлагаемого способа заключается в том, что при сварке двумя покрытыми электродами обеспечивается сварка без коротких замыканий дугового промежутка каплями расплавленного металла, при этом обеспечивается одновременное окончание расплавления покрытой части электродов и одновременное возобновление горения новых электродов в месте окончания сварки, что необходимо для обеспечения качества шва и недопущения снижения производительности труда при двухэлектродной сварке покрытыми электродами. Это достигается возможностью независимой подачи электродов со скоростью их расплавления путем помещения в раздельные электрододержатели и соответствующим выбором таких параметров сварочного процесса, которые обеспечат одновременное окончание расплавления покрытой части каждого из электродов.
Различные комбинации в использовании таких характеристик, как химический состав наплавленного металла электродов, диаметры стержней, длины стержней, длины и диаметр стержней, подключение полярности электродов с учетом их физико-химических свойств в условиях попеременного горения дуги на электродах расширяют технологические возможности дуги в отношении регулирования соотношения между проплавлением основного металла и наплавленного металла, химического состава шва при одинаковом или различном химическом составе наплавленного металла каждого из электродов при одноэлектродной сварке.
При сварке покрытыми электродами с различным химическим составом наплавленного металла и другими характеристиками еще более сложно синхронизировать одновременность расплавления каждого из электродов по сравнению с одинаковыми электродами, дуга с которых горит на разных полярностях. Этому способствует то, что вылет электрода при сварке покрытыми электродами изменяется и нагревается больше к концу расплавления электрода в отличие от автоматической сварки. Нагрев вылета зависит от диаметра, длины и состава стержня, толщины и свойств покрытия и тока дуги.
Коэффициент расплавления покрытых электродов при сварке в данный момент времени определяется суммой двух слагаемых

где αрд - составляющая коэффициента расплавления от действия мощности дуги;
αрв - составляющая коэффициента расплавления от действия нагрева вылета электрода.
По мере расплавления электрода при неизменном токе дуги первое слагаемое выражения (1) не изменяется, а второе слагаемое увеличивается, так как отрезок электрода находится под действием тока больше времени. Вследствие этого скорость расплавления покрытого электрода, в отличие от автоматической сварки, неравномерна.
Скорость расплавления электрода связана с коэффициентом расплавления αр известным соотношением

где j - плотность тока дуги на электроде, А/см2;
ρ - плотность материала стержня, г/см3. Размерность коэффициента расплавления αр в этом случае г/(А⋅с), размерность скорости расплавления см/с.
Коэффициент расплавления электрода зависит от тока дуги, диаметров стержня и покрытия, физических и химических свойств покрытия и стержня, времени горения дуги. При двухэлектродной сварке необходимо учесть все эти особенности и обеспечить одновременность окончания расплавления электродов.
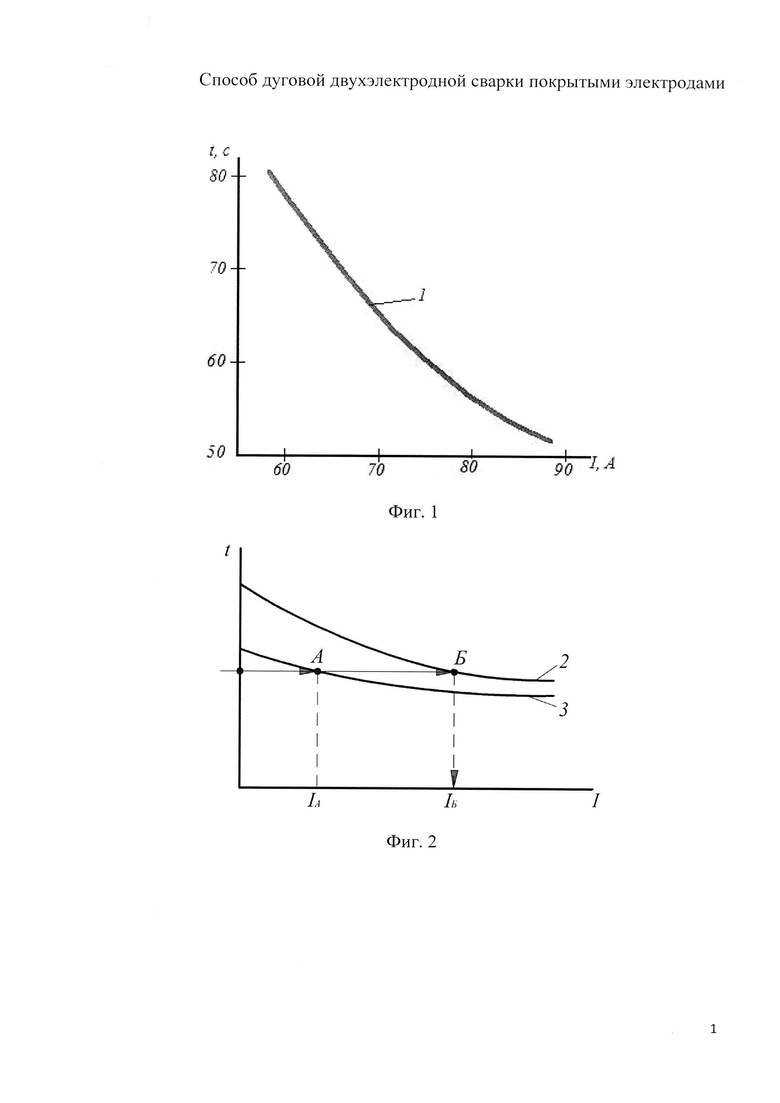
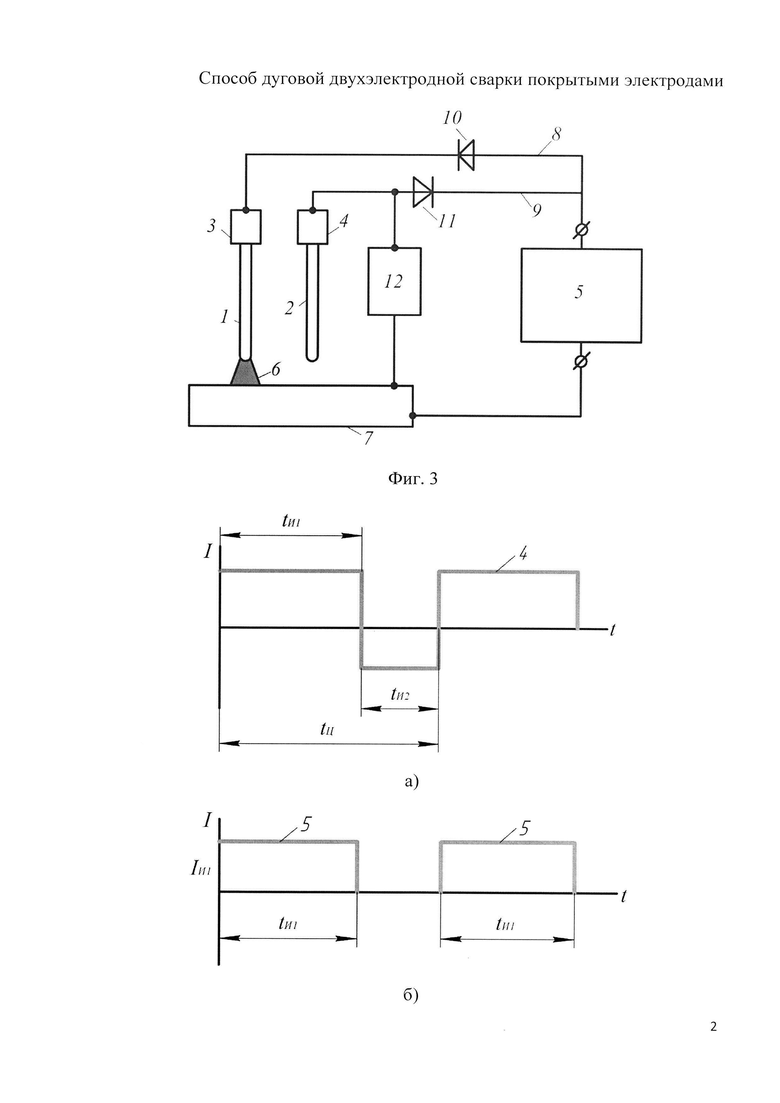
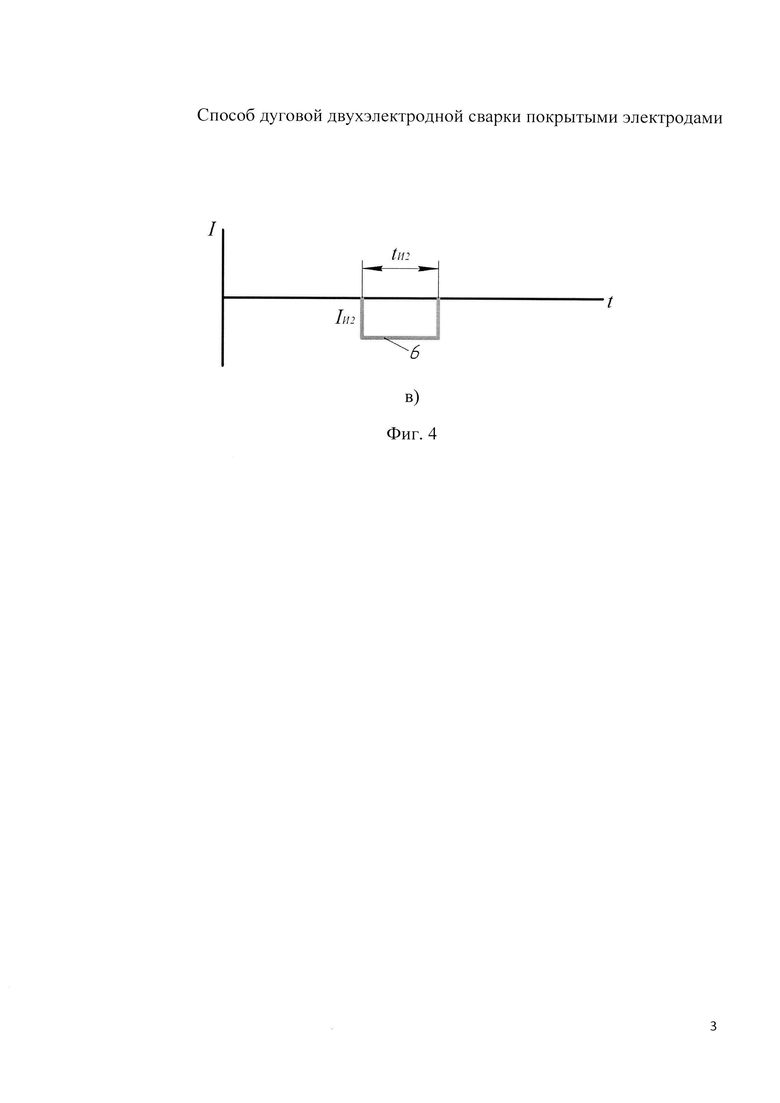
На фиг. 1 приведены зависимость времени полного расплавления покрытия электрода от тока дуги, на фиг. 2 - зависимости времени полного расплавления разных покрытых электродов от тока дуги; на фиг. 3 показана схема размещения и подключения покрытых электродов и источника питания по предлагаемому способу, на фиг. 4 - циклограмма токов в изделии и электродах по предлагаемому способу.
На фиг. 1 представлена зависимость 1 времени полного расплавления покрытия электрода марки ОК 53.70 от тока дуги в электроде. Диаметр стержня электрода d=2,5 мм. Длина расплавляемой покрытой части составляла Lп=31 см.
С увеличением тока дуги интенсивность уменьшения времени расплавления покрытия электрода снижается. Зависимость получена экспериментально. Для этого провели три опыта в рекомендуемом для данной марки электрода диапазоне токов: на минимальном, среднем и максимальном токах. После этого с помощью известной компьютерной программы можно аппроксимировать зависимость подходящей формулой.
На фиг. 2 представлены зависимости 2, 3, аналогичные зависимости на фиг. 1 для двух различных марок электрода, обеспечивающих различный химический состав наплавленного металла при одноэлектродной сварке. При одинаковых токах дуг получается различное полное время расплавления покрытия. При необходимости получения одинакового времени расплавления электродов следует провести прямую с требуемым временем, параллельную оси токов. Прямая пересечет зависимости 2, 3 в точках А, Б, по которым опусканием из них перпендикуляра на ось токов определятся необходимые значения токов IА, IБ.
Общее число таких зависимостей равно количеству электродов, имеющих названные различия и которые могут совместно использоваться для сварки. Число сочетаний двух электродов из n различных электродов Сn2 определяется формулой

Число сочетаний при пяти различных электродах составляет С52=10, а при шести С62=15, при десяти С102=45. Число сочетаний быстро растет с увеличением числа возможных электродов. Это делает перспективным применение различных сочетаний сварочных электродов при двухэлектродной сварке в отношении получения большого разнообразия химического состава шва, так как в производстве используются сотни марок покрытых электродов с различными свойствами. Многие из сочетаний электродов обеспечат уникальный химический состав наплавленного металла и характеристик шва, что особенно необходимо при ремонтной сварке конструкций из сложносвариваемых материалов.
На фиг. 3 показаны покрытые электроды 1 и 2, помещенные в раздельные электрододержатели 3 и 4, имеющие возможность независимого относительного перемещения по всем координатам. Электрододержатели 3 и 4 подключены к одному полюсу источнику питания переменного тока 5. Сварочная дуга 6 горит между электродом 1 и изделием 7, также подключенным к другому полюсу источника питания 5. В проводники 8 и 9, соединяющие полюс источника питания с электродами 1 и 2 встречно включены диоды 10 и 11, пропускающие ток только в одном направлении. Минимальное расстояние между электродами равно сумме толщин покрытия электродов. Максимальное расстояние между электродами ограничивается условием устойчивого повторного зажигания дуги на каждом из электродов или необходимостью образовывать при сварке общую сварочную ванну. Электроды 1 и 2 могут быть расположены под углом друг к другу. При одной полярности сварочного источника питания 5 подключенным к нему оказывается электрод 1 и дуга 6 горит между электродом 1 и изделием 7.
При смене полярности источника питания переменного тока 5 подключенным к нему оказывается электрод 2 и дуга 6 горит между ним и изделием 7. Значения тока и времени его протекания в электродах подбираются такими, чтобы обеспечить одинаковое время расплавления длины покрытой части электродов 1 и 2. Для обеспечения устойчивости повторных зажиганий дуг в необходимых случаях параллельно дуговому промежутку может подключаться стабилизатор дуги 12. Стабилизатор 12 дуги 6 подключается к отрицательному электроду, так как обеспечение катодных процессов на электроде более затруднительно, чем анодных на аноде. Каждый из электродов 1 и 2 в процессе сварки сохраняет одну и ту же полярность. Это улучшает условия повторного зажигания дуги.
На фиг. 4 показаны циклограммы тока дуги в электродах и изделии при сварке по предлагаемому способу от источника питания с разнополярными импульсами переменного тока прямоугольной формы. Современные источники питания такой конструкции обеспечивают регулирование длительности импульса любой полярности или величину тока импульса тока данной полярности или оба вида регулирования тока совместно.
Кривая 4 показывает форму протекания тока в изделии. Импульсы тока имеют прямоугольную форму. Частота процесса в пределах 50-150 Гц. Прямоугольная форма импульсов тока обеспечивает высокую устойчивость повторных зажиганий дуги. Ток в детали (кривая 4) имеет разную величину и длительность протекания на прямой и обратной полярностях тока дуги. Величина и длительность тока в одном из электродов равна величине и длительности протекания токов в изделии, но различен полюс подключения электрода и изделия. Кривая 5 представляет осциллограмму тока в одном электроде, кривая 6 - в другом. Общее время цикла на фиг. 4 обозначено tЦ, время протекания тока одной полярности tИ1, другой - tИ2. Токи дуги во время импульсов обозначены соответственно IИ1 и IИ2.
Величины действующих значений токов в электродах при двухэлектродной сварке должны быть равны величинам токов при одноэлектродной сварке, полученным по зависимостям времени расплавления покрытия от тока дуги (фиг. 2).
Величину действующего значения тока в электроде Iд при питании дуги от источника питания с разнополярными импульсами тока можно определить по формуле

где IИ - значение тока в период протекания по электроду,
tИ - время действия импульса прямой или обратной полярности тока IИ,
tЦ - период действия разнополярных импульсов.
Может потребоваться получить такой химический состав шва, который могут обеспечить электроды разных марок, которые отличаются диаметром стержня. Поэтому в предлагаемом способе могут использоваться различные электроды одинаковой длины, но разного диаметра.
Также может потребоваться получить такой химический состав шва, который могут обеспечить электроды разных марок, которые отличаются длиной стержня. Поэтому в предлагаемом способе могут использоваться различные электроды одинакового диаметра, но разной длины.
Не исключена ситуация, когда может потребоваться получить такой химический состав шва, который могут обеспечить электроды разных марок, которые отличаются длиной и диаметром стержня. Поэтому в предлагаемом способе могут использоваться различные электроды разного диаметра и длины.
Так как при двуэлектродной сварке существенно изменяются условия горения дуг, их стабильности и устойчивости повторных зажиганий, то может создаться ситуация, при которой электроды могут обеспечивать качественную сварку на роде тока и полярности, для которых не рекомендуется их работа при одноэлектродной сварке. Это создаст дополнительные возможности по выбору скорости расплавления электродов и, следовательно, химического состава шва.
Пример 1
Определяли одинаковое время расплавления необходимое для электродов марки ОК 53.70 диаметром 3,2 мм и LB-52U диаметром 2,6 мм на длине покрытия 30,0 см при одноэлектродной сварке.
Получили для дуги обратной полярности на электродах LB-52U выражение для определения времени расплавления электродов марки в виде
I=-7+593/t.
Задав время расплавления 60 секунд, получили требуемый действующий ток обратной полярности 83 А (округлен до 1 А).
Для электродов марки ОК 53.70 определяли на прямой полярности формулу для тока дуги
I=-7+7957/t.
Задав время расплавления 60 секунд, получили требуемый ток прямой полярности 126 А (округлен до 1 А).
На полученных токах и полярностях проверяли длину расплавившейся части покрытия при заданных режимах, ведя сварку в течение 60 секунд. После выключения дуг замеры длины расплавленной части показали разницу 2 мм, что составляет 0,7% длины покрытой части и соответствует точности аппроксимирующих формул.
Среднее значение тока за период Iс=(83+126)=209 А. Сварку выполняли от источника питания разнополярными импульсами тока TIG ELITECH AUC 200 ATM с номинальным током 250 А. Источник позволяет регулировать соотношение между длительностями прямоугольных импульсов тока прямой и обратной полярности в пределах 20-80% цикла.
Для полученных токов для одноэлектродной сварки определяли параметры протекания токов в электродах по предлагаемому способу. В соответствии с формулой (4) имеем
tи/tц=IиIц.
Для электрода LB-52U с прямой полярностью тока получили
tи/tц=83/209=0,4.
Для электрода ОК 53.70 на обратной полярности
tи/tц=126/209=0,6.
При наплавке на пластину двумя сварщиками одновременно электродами, помещенными в различные электрододержатели на установленном токе 209 А при соотношении длительностей протекания импульсов 40%:60%, покрытая часть обоих электродов расплавилась одновременно. Расстояние между электродами поддерживалось таким, чтобы образовывалась единая сварочная ванна при горении дуги с электродов.
Пример 2
Определяли одинаковое время расплавления, необходимое для электродов марки ОК 53.70 диаметром 3,2 мм и LB-52U диаметром 2,6 мм на длине покрытия 30,0 см при изменении полярности электродов на противоположную по сравнению с примером 1 при одноэлектродной сварке.
Получили для дуги прямой полярности на электродах LB-52U выражение для определения времени расплавления электродов марки в виде
I=-21,5+6384/t.
Задав время расплавления 60 секунд, получили требуемый действующий ток прямой полярности 85 А (округлен до 1 А).
Для электродов марки ОК 53.70 получили на обратной полярности формулу для тока дуги
I=-10,2+8208/t.
Задав время расплавления 60 секунд, получили требуемый ток обратной полярности 127 А (округлен до 1 А).
На полученных токах и полярностях проверяли длину расплавившейся части покрытия при заданных режимах, ведя сварку в течение 60 секунд. После выключения дуг замеры длины расплавленной части показали разницу 2 мм, что составляет 0,7% длины покрытой части и соответствует точности аппроксимирующих формул.
Среднее значение тока равно сумме полученных токов прямой и обратной полярностей
Ic=85+127=212A.
Для полученных токов для одноэлектродной сварки определяли параметры протекания токов в электродах по предлагаемому способу. В соответствии с формулой (4) имеем
tи/tц=IиIц.
Для электрода LB-52U с прямой полярностью тока получили
tи/tц=85/212=0,4.
Для электрода ОК 53.70 на обратной полярности
tи/tц=127/212=0,4.
Способ реализовали аналогично примеру 1 на источнике питания с прямоугольными разнополярными импульсами тока.
Пример 3
Определяли одинаковое время расплавления, необходимое для электродов марки МР-3 диаметром 2,0 мм и марки МР-3С диаметром 2,0 мм на длине покрытия 22,0 см при одноэлектродной сварке.
Получили для дуги обратной полярности на электродах МР-3 выражение для определения времени расплавления электродов марки в виде
I=-18,6+2820/t.
Задав время расплавления 35 секунд, получили требуемый действующий ток обратной полярности 62 А (округлен до 1 А).
Для электродов марки МР-3С определяли на прямой полярности формулу для тока дуги
I=-24,5+2201/t.
Задав время расплавления 35 секунд, получили требуемый ток прямой полярности 38 А (округлен до 1 А).
На полученных токах и полярностях проверяли длину расплавившейся части покрытия при заданных режимах, ведя сварку в течение 35 секунд. После выключения дуг замеры длины расплавленной части показали разницу 1,5 мм, что составляет 0,7% длины покрытой части и соответствует точности аппроксимирующих формул.
Значение тока в импульсах равно сумме полученных токов
Ic=62+38=100A.
Для полученных токов для одноэлектродной сварки определяли длительности протекания токов в электродах по предлагаемому способу при одинаковых токах в импульсах. В соответствие с формулой (4) имеем
tи/tц=IиIц.
Для электрода марки МР-3 на обратной полярности:
tи/tц=62/100=0,62.
Для электрода марки МР-3С на прямой полярности:
tи/tц=38/100=0,38.
Пример 4
Определяли одинаковое время расплавления, необходимое для электродов марки МР-3 диаметром 2,0 мм на длине покрытия 22,0 см на прямой и обратной полярностях тока дуги при одноэлектродной сварке.
Получили для дуги обратной полярности на электродах МР-3 выражение для определения времени расплавления электродов марки в виде
I=-18,6+2820/t.
Задав время расплавления 40 секунд, получили требуемый действующий ток обратной полярности 52 А (округлен до 1 А).
Для электродов марки МР-3 определяли на прямой полярности формулу для тока дуги
I=-17,2+2128/t.
Задав время расплавления 40 секунд, получили требуемый ток прямой полярности 36 А (округлен до 1 А).
На полученных токах и полярностях проверяли длину расплавившейся части покрытия при заданных режимах, ведя сварку в течение 40 секунд. После выключения дуг замеры длины расплавленной части показали разницу 1,5 мм, что составляет 0,7% длины покрытой части и соответствует точности аппроксимирующих формул.
Аналогично примерам 1-3 определяли значения длительностей протекания тока при условии одинакового тока в импульсах.
Пример 5
Определяли одинаковое время расплавления, необходимое для электродов марки МР-3С диаметром 2,0 мм на длине покрытия 22,0 см на прямой и обратной полярностях тока дуги при одноэлектродной сварке.
Получили для дуги обратной полярности на электродах МР-3С выражение для определения времени расплавления электродов марки в виде
I=-15,8+2567/t.
Задав время расплавления 40 секунд, получили требуемый действующий ток обратной полярности 48 А (округлен до 1 А).
Для электродов марки МР-3С определяли на прямой полярности формулу для тока дуги
I=-24,5+2201/t.
Задав время расплавления 40 секунд, получили требуемый ток прямой полярности 31 А (округлен до 1 А).
На полученных токах и полярностях проверяли длину расплавившейся части покрытия при заданных режимах, ведя сварку в течение 40 секунд. После выключения дуг замеры длины расплавленной части показали разницу 1,5 мм, что составляет 0,7% длины покрытой части и соответствует точности аппроксимирующих формул.
Аналогично примерам 1-3 определяли значения длительностей протекания тока при условии одинакового тока в импульсах.
Реализацию способа проще осуществить при наличии источников питания разнополярными импульсами, которые позволяют регулировать не только длительность протекания токов различной полярностей, но и величины токов в импульсах. Такие источники изготавливаются для автоматической сварки под флюсом и могут использоваться для сварки по предлагаемому способу на минимальных токах токового диапазона.
Реализация предлагаемого способа может стимулировать изготовление электродов, специально предназначенных для двухэлектродной сварки, в которых при различном химическом составе наплавленного металла обеспечивается одинаковое время расплавления во всем диапазоне рекомендуемых токов.
Реализация предлагаемого способа также может стимулировать разработку технических условий для изготовления покрытых электродов, в которых указываются более подробные данные о скоростях расплавления электродов в диапазоне рекомендуемых токов.
Способ может быть реализован с помощью использования серийно выпускаемых источников питания для сварки разнополярными импульсами прямоугольной формы для ручной дуговой сварки для электродов любых марок и размеров. Подключение электродов к полюсу источника питания может осуществляться с помощью серийно выпускаемых диодов. Также для реализации способа могут использоваться электрододержатели известных конструкций.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ двухдуговой сварки покрытыми электродами | 2016 |
|
RU2648433C1 |
| Способ дуговой механизированной двухэлектродной сварки | 2016 |
|
RU2639586C1 |
| СПОСОБ РУЧНОЙ ДУГОВОЙ СВАРКИ ШТУЧНЫМИ ПОКРЫТЫМИ ЭЛЕКТРОДАМИ | 2017 |
|
RU2661526C1 |
| Способ дуговой двухэлектродной механизированной сварки | 2019 |
|
RU2724759C1 |
| Способ дуговой сварки штучным покрытым электродом | 2016 |
|
RU2641216C2 |
| Способ дуговой сварки штучными покрытыми электродами | 2016 |
|
RU2623533C1 |
| Штучный покрытый электрод для дуговой сварки | 2016 |
|
RU2627093C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОБ НАПЛАВЛЯЕМОГО МЕТАЛЛА | 2018 |
|
RU2710145C1 |
| СПОСОБ ДУГОВОЙ МЕХАНИЗИРОВАННОЙ ИМПУЛЬСНОЙ НАПЛАВКИ | 2017 |
|
RU2641940C1 |
| СПОСОБ СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2017 |
|
RU2646302C1 |
Изобретение относится к способу дуговой двухэлектродной сварки изделия покрытыми электродами. Осуществляют размещение электродов в раздельные электрододержатели, поочередное расплавление электродов путем отключения дуги на одном из них и поддержание ее на другом. Причем сварочную дугу принудительно отключают путем выключения тока в сварочной цепи электрода. До сварки определяют время расплавления покрытой части электродов в зависимости от тока дуги при одноэлектродной сварке. При этом в процессе сварки периодически изменяют полярность изделия, сохраняя полярность каждого электрода. При этом действующие значения токов в электродах выбирают с учетом времени расплавления покрытой части электродов в зависимости от тока дуги при одноэлектродной сварке, определенном до сварки, и из условия одинакового времени расплавления покрытой части электродов. Изобретение позволяет обеспечить сварку без коротких замыканий дугового промежутка и повысить качество шва. 6 з.п. ф-лы, 4 ил., 5 пр.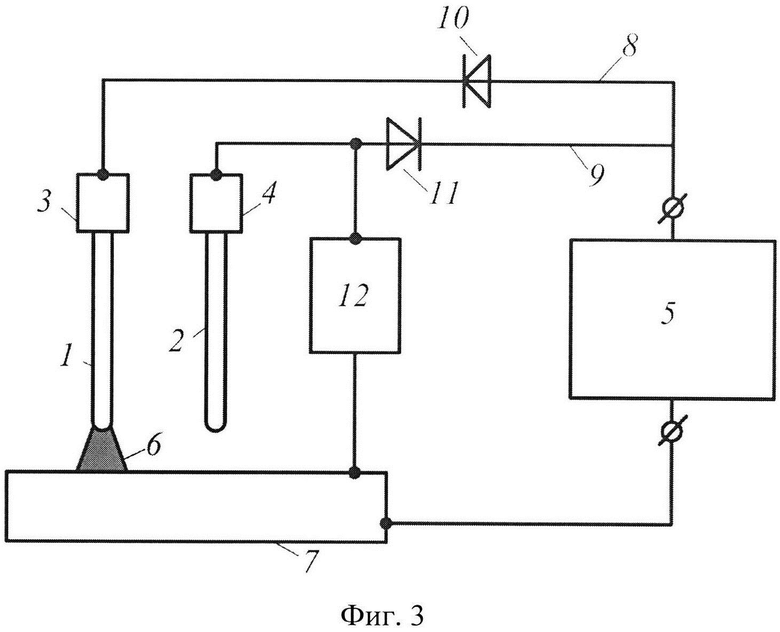
1. Способ дуговой двухэлектродной сварки изделия покрытыми электродами, включающий размещение электродов в раздельные электрододержатели, поочередное расплавление электродов путем отключения дуги на одном из них и поддержание ее на другом, причем сварочную дугу принудительно отключают путем выключения тока в сварочной цепи электрода, отличающийся тем, что до сварки определяют время расплавления покрытой части электродов в зависимости от тока дуги при одноэлектродной сварке, при этом в процессе сварки периодически изменяют полярность изделия, сохраняя полярность каждого электрода, при этом действующие значения токов в электродах выбирают с учетом времени расплавления покрытой части электродов в зависимости от тока дуги при одноэлектродной сварке, определенном до сварки, и из условия одинакового времени расплавления покрытой части электродов.
2. Способ сварки по п. 1, отличающийся тем, что покрытые электроды выбирают с учетом получения заданного химического состава наплавленного металла.
3. Способ по п. 1 или 2, отличающийся тем, что используют покрытые электроды с различным диаметром стержней.
4. Способ по п. 1 или 2, отличающийся тем, что используют электроды с различными длинами стержней.
5. Способ по п. 1 или 2, отличающийся тем, что используют электроды с различными длинами и диаметрами стержней.
6. Способ по п. 1 или 2, отличающийся тем, что полярность одного из покрытых электродов выбирают отличной от рекомендуемой для него при одноэлектродной сварке.
7. Способ по п. 1 или 2, отличающийся тем, что полярность каждого покрытого электрода выбирают отличной от рекомендуемых для него при одноэлектродной сварке.
| Способ для двухэлектродной сварки с короткими замыканиями дугового промежутка и устройство для его осуществления | 1981 |
|
SU998039A1 |
| Двухэлектродная горелка для дуговой сварки не плавящимися электродами в защитных газах | 1977 |
|
SU660797A2 |
| Способ сварки плавлением несколькими последовательно расположенными электродами | 1972 |
|
SU437587A1 |
| Способ получения нанопорошка сложного никель-кобальтового оксида со структурой шпинели | 2021 |
|
RU2756678C1 |
| US 4436982 А, 13.03.1984. | |||

