Область техники, к которой относится изобретение
Изобретение относится к композициям для предварительной обработки металлов и к способам обработки металлической подложки перед окраской с использованием указанной композиции для предварительной обработки металлов.
Уровень техники
Применение защитных покрытий на металлических подложках в целях улучшения коррозионной стойкости и адгезии красок является общепринятой практикой. Обычные технологии нанесения покрытий на такие подложки включают технологии, которые подразумевают предварительную обработку металлической подложки фосфатным конверсионным покрытием и промывку хромсодержащим раствором. Однако использование таких содержащих фосфаты и/или хроматы композиций заставляет учитывать проблемы, связанные с заботой о здоровье и окружающей среде. В результате были разработаны композиции для предварительной обработки, не содержащие фосфатов и/или хроматов. Такие композиции, как правило, основываются на химических смесях, которые определенным образом реагируют с поверхностью подложки и связываются с ней с образованием защитного слоя. Например, в последнее время получили большую распространенность композиции для предварительной обработки, основанные на соединениях металлов Группы IV(b).
При этом обычно после предварительной обработки подложек с помощью композиций для предварительной обработки такие обработанные подложки затем приводятся в контакт с электроосаждаемой композицией покрытия. В промышленности используются как катионное, так и анионное электроосаждение, с предпочтением катионного электроосаждения в случаях необходимости высокого уровня антикоррозионной защиты. К сожалению, многие композиции для предварительной обработки, основывающиеся на соединениях металлов Группы IV(b), в частности, содержащие ионы меди, при их использовании для обработки металлических подложек перед нанесением катионной электроосаждаемой композиции покрытия, приводят к относительно слабой кроющей способности электроосаждаемой композиции покрытия.
Раскрытие изобретения
В некоторых аспектах настоящее изобретение относится к композиции для обработки металлических подложек, содержащей ион металла Группы IV(b), ион меди, фторид-ион и органофосфоновую кислоту.
В других аспектах настоящее изобретение относится к способу предварительной обработки металлической подложки, включающему контактирование подложки, при котором сначала осуществляют предварительную обработку металлической подложки ионом металла Группы IV(b), за которой следует обработка указанной предварительно обработанной подложки вышеописанной композицией, за которой следует электроосаждение на указанной обработанной подложке катионного электроосаждаемого покрытия.
Было обнаружено, что органофосфоновая кислота приводит к увеличению кроющей способности наносимой впоследствии катионной электроосаждаемой композиции покрытия по сравнению с предварительной обработкой металлической подложки композицией для предварительной обработки, не содержащей органофосфоновой кислоты.
Краткое описание чертежей
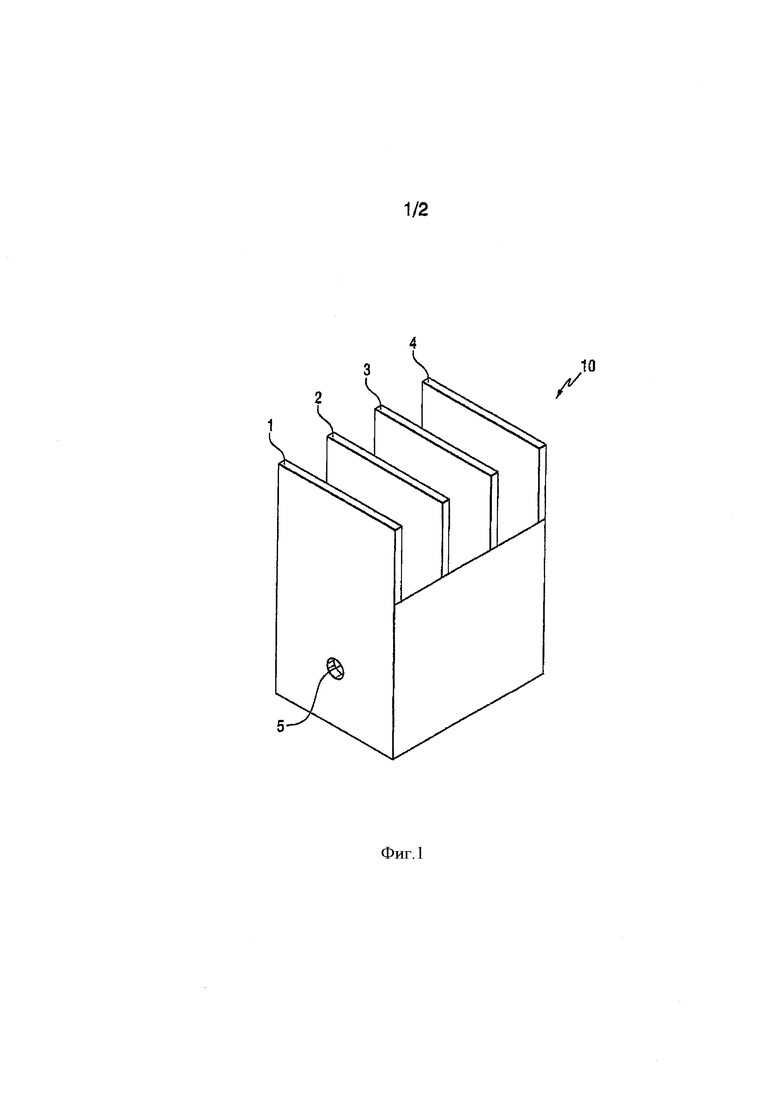
Фиг. 1 является видом в перспективе, демонстрирующим камеру, используемую для оценки кроющей способности; и
Фиг. 2 представляет собой схему оценки кроющей способности.
Осуществление изобретения
Для целей следующего далее подробного описания следует понимать, что изобретение может допускать различные альтернативные варианты и порядок следования стадий, за исключением случаев явного указания обратного. Кроме того, за исключением всех рабочих примеров или случаев, когда указывается иное, все используемые в описании и формуле изобретения числа, выражающие, например, количества ингредиентов, во всех случаях должны пониматься как сопровождаемые термином «около». Соответственно, если не указывается иного, представленные в нижеследующем описании и прилагаемой формуле изобретения числовые параметры являются приближенными и могут варьировать в зависимости от желаемых для достижения с помощью настоящего изобретения свойств. По меньшей мере, и не как попытка ограничения применимости доктрины эквивалентов к объему формулы изобретения, каждый числовой параметр должен истолковываться по меньшей мере с учетом количества представленных значимых цифр и с применением обычных методов округления.
Несмотря на то, что числовые диапазоны и параметры, определяющие объем изобретения в целом, являются приближенными, представленные в конкретных примерах численные величины устанавливаются настолько точно, насколько это возможно. Однако любая численная величина по своему существу содержит некоторые погрешности, заведомо следующие из стандартного разброса, обнаруживаемого при соответствующих контрольных измерениях.
Кроме того, следует понимать, что любой представляемый здесь числовой диапазон предполагает включение всех входящих в него поддиапазонов. Например, диапазон «от 1 до 10» предназначается для включения всех поддиапазонов между (и включительно) указанной минимальной величиной 1 и указанной максимальной величиной 10, то есть как имеющий минимальною величину, равную или превышающую 1, и максимальную величину, равную или ниже 10.
Использование в данной заявке формы единственного числа включает также и множественное число, а форма множественного числа охватывает и единственное, если специальным образом не заявляется иного. Помимо этого, использование в данной заявке союза «или», если специальным образом не заявляется иного, означает «и/или», даже притом, что в некоторых случаях может прямо использоваться «и/или».
Как ранее упоминалось, некоторые воплощения настоящего изобретения относятся к композициям для обработки металлических подложек и к способам обработки металлических подложек. Подходящие для использования в настоящем изобретении металлические подложки включают те, которые часто используются при сборке автомобильных кузовов, в деталях для автомобилей и в других изделиях, таких как небольшие по размерам металлические детали, включая крепежные элементы, то есть гайки, болты, винты, штифты, гвозди, скобы, кнопки и другие подобные. Конкретные примеры подходящих металлических подложек включают, но не ограничиваются холоднокатаной сталью, горячекатаной сталью, сталью с покрытием из металлического цинка, соединений цинка или цинковых сплавов, такой как сталь с гальваническим цинковым покрытием, сталь горячего цинкования, сталь с покрытием из гальванила и сталь, плакированная цинковым сплавом. Кроме того, могут использоваться алюминиевые сплавы, подложки из плакированной алюминием стали и стали, плакированной алюминиевыми сплавами. Другие подходящие цветные металлы включают медь и магний, а также сплавы этих материалов. Кроме того, предназначаемая для нанесения покрытия с помощью способов настоящего изобретения подложка из незащищенного металла может являться обрезанной кромкой подложки, остальная часть поверхности которой обработана и/или покрыта каким-либо иным образом. Металлическая подложка, покрытая в соответствии со способами настоящего изобретения, может быть в форме, например, листа металла или заготовки.
Предназначенная для обработки в соответствии со способами и с помощью композиций настоящего изобретения подложка может быть вначале очищена в целях обезжиривания и удаления загрязнений или других посторонних веществ. Часто это делается с помощью умеренно или сильно щелочных чистящих растворов, таких как предлагаемые в продаже и традиционно применяемые для процессов предварительной обработки металлов. Примеры щелочных чистящих растворов, подходящих для использования в настоящем изобретении, включают Chemkleen 2010 LP, Chemkleen 163, Chemkleen 177 и Chemkleen 490MX, все из которых представлены в продаже компанией PPG Industries. Применение таких чистящих растворов часто сопровождается и/или предваряется промывкой водой.
Как указывалось ранее, некоторые воплощения настоящего изобретения относятся к композициям и способам, предназначенным для обработки металлических подложек, которые включают контактирование металлической подложки с композицией для предварительной обработки, содержащей ион металла Группы IV(b). В данном контексте термины «композиция для обработки» и «композиция для предварительной обработки» относятся к композиции, которая наносится на металлическую подложку перед нанесением пигментированного покрытия или краски, в частности, покрытия, наносимого электроосаждением. Предполагается, что композиция для обработки при контакте с подложкой реагирует и химически изменяет поверхность подложки, связывается с ней с образованием защитного слоя, усиливающего адгезию и антикоррозионные свойства наносимого впоследствии пигментированного покрытия.
Композиция для обработки содержит носитель, часто водную среду, так, чтобы данная композиция была представлена в форме раствора соединения металла Группы IV(b) в носителе. В этих воплощениях раствор может быть приведен в контакт с подложкой любым из множества различных способов, таким как окунание или погружение, распыление, импульсное распыление, окунание с последующим распылением, распыление с последующим окунанием, нанесение кистью или с помощью валиков. В некоторых воплощениях раствор или дисперсия при их нанесении на металлическую подложку находятся при температуре в диапазоне от 60 до 150°F (от 15 до 65°С). Продолжительность контакта часто составляет от 10 секунд до 5 минут, например, от 30 секунд до 2 минут.
В данном контексте термин «металл Группы IV(b)» относится к элементу, который находится в Группе IV(b) Периодической таблицы элементов CAS, как показано, например, в Handbook of Chemistry and Physics («Справочник по химии и физике», 63-е изд., 1983). Соединение металла Группы IV(b) является по меньшей мере частично растворимым в носителе, обеспечивая образование иона металла Группы IV(p).
В некоторых воплощениях используемое в композиции для обработки соединение металла Группы IV(b) является соединением циркония, титана, гафния или их смесями. Подходящие соединения циркония включают, но не ограничиваются гексафторциркониевой кислотой, ее солями с щелочными металлами и аммонием, карбонатом аммония-циркония, нитратом цирконила, карбоксилатами циркония и гидроксикарбоксилатами циркония, такими как гидрофторциркониевая кислота, ацетатом циркония, оксалатом циркония, гликолятом аммония-циркония, лактатом аммония-циркония, цитратом аммония-циркония и их смесями. Подходящие соединения титана включают, но не ограничиваются фтортитановой кислотой и ее солями. Подходящее соединение гафния включает, но не ограничивается нитратом гафния.
В некоторых воплощениях ион металла группы IV(b) присутствует в композиции для обработки в количестве по меньшей мере 10 частей на миллион (ч./млн) металла, таком как по меньшей мере 100 ч./млн металла или в некоторых случаях по меньшей мере 150 ч./млн металла. В некоторых воплощениях ион металла группы IV(b) присутствует в композиции для обработки в количестве не более 5000 ч./млн металла, таком как не более 300 ч./млн металла или в некоторых случаях не более 250 ч./млн металла. Количество металла группы IV(b) в композиции для обработки может находиться в диапазоне, ограничиваемом любым сочетанием указанных величин, включая и сами указанные величины. Показатели ч./млн основываются на элементарном металле и на общей массе композиции для обработки и элементарного металла Группы IV(b).
Композиция для обработки также содержит ион меди.
Источником иона меди в композиции для обработки является соль меди, по меньшей мере частично растворимая в носителе. Конкретные примеры соединений меди, являющихся подходящими для использования в настоящем изобретении, включают, но не ограничиваются цианидом меди, двойным цианидом меди и калия, сульфатом меди, нитратом меди, пирофосфатом меди, тиоцианатом меди, тетрагидратом четырехзамещенного этилендиаминтетраацетата меди и натрия, бромидом меди, оксидом меди, гидроксидом меди, хлоридом меди, фторидом меди, глюконатом меди, цитратом меди, лауроилсаркозинатом меди, формиатом меди, ацетатом меди, пропионатом меди, бутиратом меди, лактатом меди, оксалатом меди, фитатом меди, тартратом меди, малатом меди, сукцинатом меди, малонатом меди, малеатом меди, бензоатом меди, салицилатом меди, аспартатом меди, глутаматом меди, фумаратом меди, глицерофосфатом меди, натрий-медь-хлорофиллином, фторсиликатом меди, фторборатом меди и йодатом меди, а также медными солями карбоновых кислот в гомологическом ряду от муравьиной кислоты до декановой кислоты, медными солями многоосновных кислот ряда от щавелевой кислоты до субериновой кислоты и медными солями оксикарбоновых кислот, включая гликолевую, молочную, виннокаменную, яблочную и лимонную кислоты.
Когда ионы меди, поступающие из водорастворимого соединения меди, осаждаются в качестве примеси в форме сульфата меди, оксида меди и т.д., предпочтительным может оказаться добавление комплексообразующего реагента, который подавляет осаждение ионов меди, тем самым стабилизируя их в растворе в виде комплексного соединения меди.
В некоторых воплощениях соединение меди добавляется в виде комплексной соли меди, такой как K3Cu(CN)4 или Cu-EDTA, которая сама по себе может устойчиво существовать в данной композиции, но также возможно получение комплексного соединения меди, способного устойчиво присутствовать в композиции, посредством соединения комплексообразующего реагента с веществом, которое само по себе является труднорастворимым. Их примеры включают медно-цианидный комплекс, образованный объединением CuCN и KCN или объединением CuSCN и KSCN или KCN, и комплексное вещество Cu-EDTA, образованное объединением GuSO4 и EDTA⋅2Na.
Что касается комплексообразующего реагента, то использоваться может соединение, которое способно образовывать комплексное соединение с ионами меди; их примеры включают такие неорганические соединения, как цианидные соединения и тиоцианатные соединения, а также многоосновные карбоновые кислоты, их конкретные примеры включают этилендиаминтетрауксусную кислоту, соли
этилендиаминтетрауксусной кислоты, такие как дигидрат двузамещенной натриевой соли этилендиаминтетрауксусной кислоты, аминокарбоновые кислоты, такие как нитрилотриуксусная кислота и иминодиуксусная кислота, оксикарбоновые кислоты, такие как лимонная кислота, винная кислота, янтарная кислота, щавелевая кислота, этилендиаминтетраметиленфосфоновая кислота и аминоуксусная кислота.
Ион меди присутствует в композициях для обработки в количестве по меньшей мере 1 ч./млн, таком как по меньшей мере 5 ч./млн, или в некоторых случаях по меньшей мере 10 ч./млн. В некоторых воплощениях ион меди включен в такие композиции для обработки в количестве, не превышающем 500 ч./млн, таком как не превышающее 100 ч./млн, или в некоторых случаях не более 40 ч./млн общего содержания металла (в расчете на элементарный металл). Количество иона меди в композиции для предварительной обработки может находиться в диапазоне, ограничиваемом любым сочетанием указанных величин, включая и сами указанные величины. Количество меди рассчитывается на основе общей массы композиции для обработки и элементарной меди.
Композиции для обработки, кроме того, содержат ион фтора или свободный фтор.
Источники снабжения ионом фтора специальным образом не ограничивается; их примеры включают фториды, такие как фтористоводородная кислота (HF), фторид аммония (NH4F), фтороборная кислота, гидрофторид аммония (NH4HF2), фторид натрия (NaF) и гидрофторид натрия (NaHF). Как правило, ион фтора присутствует в композиции для обработки в количествах от 20 до 300 ч./млн, обычно от 50 до 200 ч./млн. Данное количество основывается на элементарном фторе и общей массе композиции для обработки.
Соединение органофосфоновой кислоты подразумевает органическое соединение, содержащее фосфоновую группу (-РО3Н2), и это соединение предпочтительно является соединением, в котором фосфоновая группа (-РО3Н2) объединяется с органической группой, содержащей 6 или менее атомов углерода, обычно от 2 до 4 атомов углерода. Органофосфоновая кислота в типичном случае представлена монофосфоновой кислотой. Примеры подходящих фосфоновых кислот представляют бутилфосфоновая кислота, пентилфосфоновая кислота и гексилфосфоновая кислота.
Данные соединения органофосфоновых кислот могут использоваться индивидуально или в комбинациях по две или более.
Количество органофосфоновой кислоты в типичном случае имеет нижний предел в 15 ч./млн и верхний предел в 500 ч./млн. Когда это количество составляет менее 15 ч./млн, наблюдается лишь незначительное увеличение кроющей способности наносимого впоследствии электроосаждаемого покрытия. Количества, превышающие 500 ч./млн, не оказывают благоприятного воздействия на увеличение кроющей способности. Обычно нижний предел отвечает 15 ч./млн, а верхний предел соответствует 50 ч./млн. Данное количество основывается на элементарном фосфоре и общей массе композиции для обработки.
Композиция для обработки может содержать добавки, такие как поверхностно-активные вещества, которые действуют в качестве смачивающих подложку добавок или противовспенивающих агентов. Могут использоваться анионные, катионные, амфотерные или неионогенные поверхностно-активные вещества. Подходящими также являются совместимые смеси таких материалов. По отношению к общему объему раствора пеноудаляющие поверхностно-активные вещества часто присутствуют при уровнях содержания вплоть до 1 %, например, вплоть до 0,1 об. %, а увлажнители часто присутствуют при уровнях вплоть до 2 %, например, вплоть до 0,5 об. %.
Композиция для обработки обычно имеет рН от 3 до 7. Содержание твердых веществ композиции для обработки в типичном случае составляет от около 0,1 до 10% смолистого твердого вещества.
В некоторых воплощениях степень покрытия пленки из остатка композиции для обработки, обычно составляет от 1 до 1000 миллиграммов на квадратный метр (мг/м), например, от 10 до 400 мг/м2. Толщина такого подготовительного покрытия может варьировать, но, как правило, оно является очень тонким, часто имея толщину менее 1 микрометра, в некоторых случаях от 1 до 500 нанометров, а в других случаях от 10 до 300 нанометров.
После контактирования с композицией для обработки подложка может быть промыта водой и высушена.
Коррозионная устойчивость обработанных металлических подложек может быть улучшена с помощью предварительной обработки, обычно предварительным промыванием подложки ионом металла Группы IV(b), перед нанесением композиции для обработки. Как правило, предварительное промывание выполняется после очистки металла щелочным очистителем и промывки деионизованной водой.
Обычно раствор иона металла Группы IV(b) приводится в контакт с подложкой любым из множества различных способов, включая окунание или погружение, распыление, импульсное распыление, окунание с последующим распылением, распыление с последующим окунанием, нанесение кистью или с помощью валиков. В некоторых воплощениях используются технологии окунания или погружения, и раствор при его нанесении на металлическую подложку находится при температуре в пределах от комнатной до слегка повышенной температуры вплоть до около 140°F (от около 15 до 60°С). Продолжительность контакта часто составляет от 10 секунд до пяти минут, например, от 30 секунд до 2 минут. После извлечения голой подложки из раствора подложка обычно промывается водой и высушивается.
Вышеупомянутый раствор для предварительной обработки часто является водным раствором растворимого в воде соединения металла Группы IV(b), такого как указанные выше соединения циркония и титана.
Как правило, ион металла Группы IV(b) включается в раствор для предварительной обработки в количестве по меньшей мере 1 ч./млн, таком как по меньшей мере 50 ч./млн., или в некоторых случаях по меньшей мере 100 ч./млн. В некоторых воплощениях ион металла Группы IV(b) включается в раствор в количестве не более 5000 ч./млн, таком как не более 1000 ч./млн, или в некоторых случаях не более 300 ч./млн. Количество иона металла Группы IV(b) в растворе может находиться в пределах между любым сочетанием указанных величин, включая и сами указанные величины. В некоторых воплощениях ион металла Группы IV(b) включается в раствор в количестве от около 5 до 100 ч./млн. Количество металла Группы IV(b) основывается на элементарном металле Группы IV(b) и общей массе раствора для предварительной обработки.
После контактирования металлической подложки с композицией для обработки металлическая подложка приводится в контакт с катионной электроосаждаемой композицией покрытия, содержащей пленкообразующую смолу.
В данном контексте термин «пленкообразующая смола» относится к смолам, которые могут образовывать самоподдерживающуюся непрерывную пленку на по меньшей мере горизонтальной поверхности подложки после удаления всех присутствующих в композиции растворителей или носителей и после отверждения при окружающей или повышенной температуре. Пригодные для использования традиционные пленкообразующие смолы без ограничений включают обычно используемые в автомобильных OEM-композициях для нанесения покрытий.
В некоторых воплощениях композиция для нанесения покрытия содержит термоотверждающуюся пленкообразующую смолу. При использовании в данном контексте термин «термоотверждающаяся» относится к смолам, которые необратимо «отверждаются» после отверждения или сшивки, при этом полимерные цепочки полимерных компонентов соединятся друг с другом ковалентными связями. Это свойство обычно связывается с реакцией поперечной сшивки компонентов композиции, часто вызываемой, например, высокой температурой или излучением. Реакции отверждения или сшивки также могут проводиться в условиях окружающей среды. После отверждения или сшивки термоотверждающаяся смола не будет плавиться под воздействием высокой температуры и становится нерастворимой в растворителях. В других воплощениях композиция для нанесения покрытия содержит термопластичную пленкообразующую смолу. В данном контексте термин «термопластичная» относится к смолам, которые содержат полимерные компоненты, не соединенные ковалентными связями, и поэтому они могут демонстрировать жидкое течение после нагревания и поддаются растворению в растворителях.
Как отмечено ранее, в некоторых воплощениях подложка приводится в контакт с композицией для нанесения покрытия, содержащей пленкообразующую смолу, на стадии нанесения покрытия электроосаждением, на которой электроосаждаемая композиция наносится на металлическую подложку электроосаждением. В процессе электроосаждения обрабатываемая металлическая подложка, выступающая в качестве электрода, и электропроводящий противоэлектрод размещаются в контакте с ионной электроосаждаемой композицией. При протекании электрического тока между электродом и противоэлектродом притом, что они находятся в контакте с электроосаждаемой композицией, на металлической подложке по существу непрерывным образом будет осаждаться сцепленная с ней пленка электроосаждаемой композиции.
Электроосаждение обычно выполняется при постоянном напряжении в диапазоне от 1 вольта до нескольких тысяч вольт, обычно от 50 до 500 вольт. Плотность тока обычно составляет от 1,0 ампер до 15 ампер на квадратный фут (от 10,8 до 161,5 ампер на квадратный метр) и имеет тенденцию быстро снижаться в ходе процесса электроосаждения, указывая на образование непрерывной самоизолирующейся пленки.
Электроосаждаемая композиция, используемая в некоторых воплощениях настоящего изобретения, часто содержит смолистую фазу, диспергированную в водной среде, при этом смолистая фаза содержит: (а) катионную электроосаждаемую смолу, содержащую активную водородную группу, и (b) отверждающий агент, имеющий функциональные группы, реакционноспособные по отношению к активным водородным группам в (а).
Известно большое количество электроосаждаемых пленкообразующих смол, которые могут использоваться в настоящем изобретении, при условии, что данные полимеры являются «диспергируемыми в воде», то есть пригодными для растворения, диспергирования или эмульгирования в воде. Диспергируемый в воде полимер имеет катионную природу, то есть такой полимер будет содержать катионные функциональные группы, придающие положительный заряд.
Примеры таких катионных пленкообразующих смол включают смолы, содержащие группу аминной соли, такие как солюбилизированные кислотой продукты реакции полиэпоксидов и первичных или вторичных аминов, например, описываемые в патентах США №№3663389, 3984299, 3947338 и 3947339. Часто эти содержащие группу аминной соли смолы используются в комбинации с отверждающим агентом на основе блокированного изоцианата. Изоцианат может быть полностью блокированным, как описывается в патенте США №3984299, или же изоцианат может быть частично блокированным и может вступать в реакцию с основной цепью смолы, как описано в патенте США №3947338. Кроме того, в качестве пленкообразующей смолы могут быть использованы однокомпонентные композиции, как описано в патенте США №4134866 и DE-OS №2707405. Помимо продуктов реакции эпоксидов и аминов, пленкообразующие смолы могут быть также выбраны из катионных акриловых смол, таких как описываются в патентах США №№3455806 и 3928157.
Помимо смол, содержащих группы аминных солей, также могут использоваться смолы, содержащие группы четвертичных аммониевых солей, например, полученные при реакции органического полиэпоксида с солью третичного амина, как описывается в патентах США №№3962165; 3975346 и 4001101. Примерами других катионных смол являются смолы, содержащие группы третичных сульфониевых солей, и смолы, содержащие группы четвертичных фосфониевых солей, такие как описываются в патентах США №№3793278 и 3984922, соответственно. Кроме того, могут использоваться пленкообразующие смолы, отверждаемые посредством переэтерификации, такие как описываются в европейской патентной заявке №12463. Кроме того, могут также использоваться катионные композиции, приготовленные из оснований Манниха, такие как описываются в патенте США №4134932.
В некоторых воплощениях содержащая активный водород катионная электроосаждаемая смола присутствует в электроосаждаемой композиции в количестве от 1 до 60 масс. %, например от 5 до 25 масс. % по отношению к общей массе ванны для электроосаждения.
Полиизоцианатные отверждающие агенты обычно используются в сочетании с содержащей активный водород катионной электроосаждаемой смолой в количествах от 5 до 60 масс. %, например от 20 до 50 масс. %, при этом проценты рассчитываются по отношению к общей массе твердой фазы смолы в электроосаждаемой композиции.
Описанные здесь электроосаждаемые композиции находятся в форме водной дисперсии. Предполагается при этом, что термин «дисперсия» относится к двухфазной прозрачной, просвечивающей или непрозрачной смоляной системе, в которой смола находится в дисперсной фазе, а вода находится в непрерывной фазе. Средняя величина частиц смоляной фазы, как правило, составляет менее 1,0 и обычно менее 0,5 мкм, часто менее 0,15 мкм.
Концентрация смоляной фазы в водной среде часто составляет по меньшей мере 1 масс. %, например, от 2 до 60 масс. % по отношению к общей массе водной дисперсии. Когда такие композиции находятся в форме концентратов смолы, они, как правило, имеют содержание сухих веществ смолы от 20 до 60 масс. % по отношению к массе водной дисперсии.
После осаждения покрытие часто нагревается для отверждения осажденной композиции. Операции нагревания или отверждения часто выполняются при температуре в диапазоне от 120 до 250°С, такой как от 120 до 190°С, в течение времени в пределах от 10 до 60 минут. В некоторых воплощениях толщина образующейся пленки составляет от 10 до 50 мкм.
Следующие далее примеры иллюстрируют данное изобретение, а их конкретные особенности ни в коем случае не следует рассматривать в качестве ограничивающих изобретение. Все части и проценты в примерах, а также повсюду в описании представлены по отношению к массе, если не указывается иного.
Примеры
Упоминаемая в данном документе способность предназначаемой для нанесения покрытий электроосаждаемой композиции покрывать внутренние углубления подложки при данной температуре и напряжении именуется «кроющей способностью». Более высокая «кроющая способность» означает, что электроосаждаемая композиция для нанесения покрытий глубже «забрасывается» в углубления имеющей углубления подложки. Поэтому можно сказать, что более высокая кроющая способность тождественна большей степени покрытия поверхности на труднодостижимых, располагающихся в углублениях участках подложки.
Кроющая способность была оценена в соответствии со способом "Nagoya Box Method", как показано на Фиг. 1 и 2. Nagoya камера 10 содержит 4 параллельных металлических пластины 1, 2, 3 и 4, имеющие габариты 6,9 см (ш) × 15,2 см (д), размещенных с интервалом в 20 мм между ними, и имеет герметизированные дно и стенки. В 5 см от нижней кромки металлических пластин 1, 2 и 3, но не 4 центрированным образом располагаются сквозные отверстия 5 диаметром 1,6 см.
Камера 10 была погружена в контейнер 20 для нанесения покрытия электроосаждением, заполненный материалом для нанесения покрытия катионным электроосаждением. В этом случае материал для нанесения покрытия катионным электроосаждением проникает в камеру 10 только через сквозные отверстия 5.
При перемешивании материала для нанесения покрытия катодным электроосаждением металлические пластины 1-4 являются электрически связанными, а противоэлектрод 21 располагается на расстоянии 150 мм от металлической пластины 1. Для выполнения нанесения покрытия катодным электроосаждением к металлическим пластинам 1-4, выступающим в качестве отрицательного электрода, и к противоэлектроду 21 в качестве положительного электрода прикладывается напряжение.
Камера 10 была погружена в электроосаждаемую композицию (ED 7000Z от PPG), нагретую до 32°С, которая перемешивалась с помощью магнитной мешалки. Каждая пластина выполняла роль катода, который был электрически связан с противоэлектродом, располагавшимся в 150 мм от первой пластины. Продолжительность приложения напряжения к пластинам была такой, что линейное возрастание напряжения от исходной величины до максимальной протекало в течение 30 с. Максимально прикладываемое напряжение было определено как величина, которая приводила к образованию на поверхности А электроосажденного покрытия, толщина которого по истечении 180 секунд составляла 20 микрон. В последующих экспериментах была определена продолжительность времени приложения максимального напряжения посредством наблюдения покрытия, которое развивалось на поверхности G. В этих экспериментах напряжение прикладывалось по шкале времени, приводящей к образованию покрытия, наносимого электроосаждением на поверхность G, толщиной в 20 микрон при полным покрытии поверхности пластины и обеспечении однородности толщины.
Пластины с покрытием были тщательно промыты в деионизованной воде и на 25 минут помещены в электрическую печь, нагретую до 175°С. Толщина и однородность покрытия на каждой поверхности пластин оценивались на четырех расположенных под прямым углом участках, отдаленных на 1 мм от центрального отверстия на пластинах 1, 2 и 3. Эти позиции были также исследованы на поверхности пластины 4, которая не содержала отверстия. Для оценки кроющей способности электроосаждаемой композиции на различных предварительно обработанных поверхностях толщина пленки на поверхности G была разделена на толщину пленки на поверхности А. Изменения в кроющей способности, обеспечиваемые добавлением при предварительной обработке органофосфоновой кислоты, отслеживались с нормализацией кроющей способности контрольной предварительно обработанной поверхности, которая не содержала какой-либо органофосфоновой кислоты, как отвечающей "0".
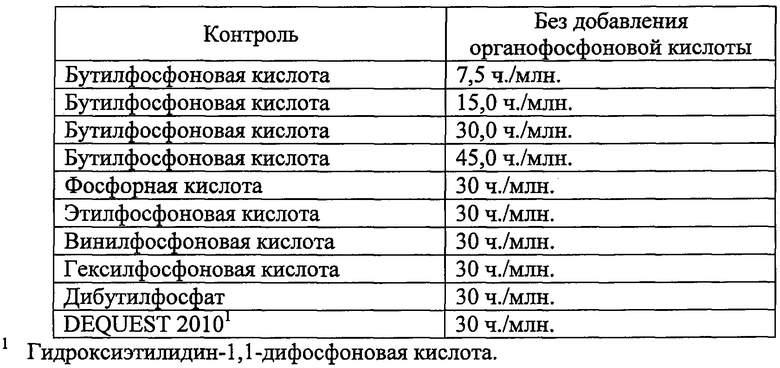
Для испытаний был приготовлен ряд композиций для обработки с различными органофосфоновыми кислотами и контрольная композиция, не содержащая органофосфоновых кислот.
Композиция для обработки имела следующую базовую рецептуру: 175 ч./млн Zr, 20 ч./млн Сu, рН 4,6-4,7 и 70-75 ч./млн. свободного фторида. Каждая ванна для предварительной обработки готовилась следующим образом. В чистую 5-галлонную емкость было добавлено 16,9 г фторциркониевой кислоты (45 масс. % в воде, PPG Industries), 20,0 г раствора нитрата меди (2 масс. % Cu в деионизированной (DI) воде) и 10,0 г Chemfos AFL (PPG Industries). В случае ее использования затем в ванну для предварительной обработки добавлялась фосфоновая кислота для обеспечения подходящего уровня содержания элементарного фосфора. Показатель рН ванны доводился до 4,6-4,7 с помощью буфера Chemfil, который представляет собой щелочной материал, выпускаемый компанией PPG Industries. Для DEQUEST 2010 вместо 10,0 г было добавлено только 1,1 г Chemfos AFL. Измеренное содержание свободного фторида для гексилфосфоновой кислоты составило 95-100 ч./млн вместо ожидавшихся 70-75 ч./млн.
К базовой рецептуре были добавлены следующие органофосфоновые кислоты в следующих количествах, выраженных в виде частей на миллион (ч./млн) элементарного фосфора.
Показанные на Фиг.2 холоднокатаные стальные пластины 1, 2, 3 и 4 были обработаны представленными выше композициями следующим образом. Холоднокатаные стальные пластины были получены в ACT (позиция #26920, без полировки, только высечка, 150×70 мм). Пластины 1, 2, 3 и 4 в течение 2 минут обезжиривались при 120°F (49°С) в брызгальном баке. Щелочной очиститель состоял из 1,25 масс. % Chemkleen 2010LP (PPG Industries) и 0,13 масс. % Chemkleen 181 ALP (PPG Industries) в DI воде. После обезжиривания пластины были на 30 секунд погружены в DI воду, после чего следовала 30-секундная повторная струйная промывка DI водой. После промывания пластины были на две минуты погружены в Zr-ванну для предварительной обработки при 80°F (27°С). Затем пластины были подвергнуты 30-секундной струйной промывке DI водой и высушены горячим воздухом в течение 5 минут при 130°F (54°С).
Затем подвергнутые обработке пластины были проверены на кроющую способность, как описано выше. Результаты представлены ниже в таблице I.
Также были оценены обработанные пластины, подготовленные так же, как описано выше, но притом, что эти пластины были предварительно обработаны циркониевым промыванием. Композиция для предварительной обработки содержащим цирконий промывающим раствором была приготовлена следующим образом: 200 ч./млн Zr, 155 ч./млн. свободного фторида, рН 3,48. В брызгальный бак было добавлено 19,96 г фторциркониевой кислоты, за которой следовало 30,0 г Chemfos AFL. Раствор был нейтрализован буфером Chemfil до рН 3,48.
Холоднокатаные стальные пластины 1, 2, 3 и 4 были подвергнуты предварительной обработке таким же способом, как и в случае, когда Zr-промывание не использовалось. Однако стадия промывания цирконием проводилась в течение одной минуты при 75°F (24°С) между стадией струйной промывки DI-водой и стадией предварительной обработки с погружением в содержащий Zr раствор предварительной обработки.
Все подвергшиеся предварительной обработке пластины исследовались рентгеноспектральным флюоресцентным анализом для изучения композиции для нанесения покрытий. С помощью рентгеновского флюоресцентного (XRF) спектрофотометра Axios Max-Advance (PANanytical, Almelo, Нидерланды) можно было определить массовую процентную долю циркония, меди и фосфора для каждой применявшейся при предварительной обработке комбинации. Результаты показаны в нижеследующей таблице.
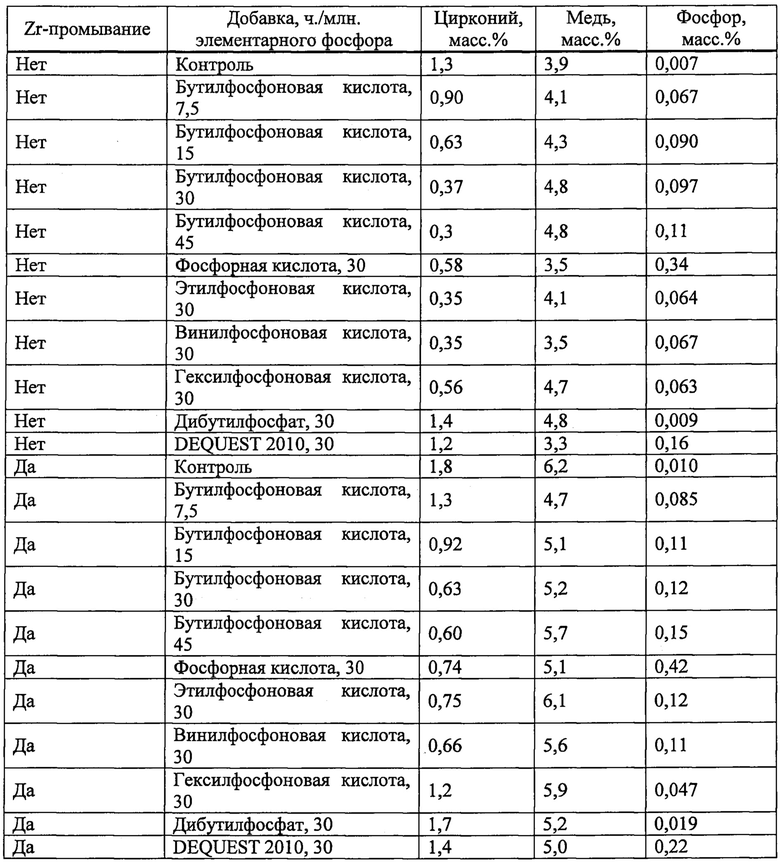
Данные по кроющей способности для этих металлических пластин также представлены в нижеследующей Таблице I. Для целей сравнения использовалась нормализация в качестве "О" по пластине, обработанной контрольным раствором, не содержавшим никаких добавок, с или без предварительного Zr-промывания, для каждого набора данных, в котором добавки включались в контрольную предварительную обработку, которая использовалась с или без предварительного Zr-промывания. Это позволило определить, привело ли включение добавки к значительному улучшению по сравнению с контролем. Положительные величины указывают на увеличенную кроющую способность и улучшение относительно контроля.


Из предшествующего описания очевидно, что настоящее изобретение относится к композиции для обработки металлических подложек, содержащей ион металла Группы IV(b), ион меди, фторид-ион и органофосфоновую кислоту, и к способам нанесения покрытия на металлическую подложку, включающим: (а) контактирование металлической подложки с ионом металла Группы IV(b), (b) контактирование подложки с композицией для обработки, содержащей ион металла Группы IV(b), ион меди, свободный фтор и органофосфоновую кислоту, и (с) электрофоретическое осаждение катионной электроосаждаемой композиции покрытия на подложку.
Эти три стадии (а), (b) и (с) в типичном случае выполняются последовательно без каких-либо промежуточных стадий или процессов. В некоторых других воплощениях между любыми из стадий (а), (b) и/или (с) могут выполняться одна или несколько промежуточных стадий или процессов.
При том, что конкретные воплощения настоящего изобретения были описаны выше в настоящем документе в иллюстративных целях, специалистам в данной области очевидно, что различные изменения особенностей настоящего изобретения могут быть выполнены без отступления от настоящего изобретения, как оно ограничивается прилагаемой формулой изобретения.
Хотя различные воплощения данного изобретения были описаны в категориях «содержащий», воплощения, «состоящие по существу из» или «состоящие из», также охватываются объемом настоящего изобретения.

Изобретение относится к обработке металлической подложки перед окраской. Композиция для обработки металлической подложки содержит: (a) ион металла Группы IV(b), (b) ион меди, (c) фторид-ион, (d) органофосфоновую кислоту и (e) носитель - водную среду. Причем (а) обеспечен из соединения циркония, титана или гафния или из их смесей, (b) присутствует в количестве от 5 до 40 ч./млн в расчете на элементарную медь и общую массу композиции, а органическая группа органофосфоновой кислоты имеет шесть или менее атомов углерода. Указанная композиция имеет pH от 3 до 7. Способ нанесения покрытия на металлическую подложку включает (a) предварительную обработку металлической подложки композицией с ионом металла Группы IV(b), за которой следует (b) обработка подложки со стадии (a) указанной композицией для обработки металлической подложки, за которой следует (c) электроосаждение на подложку со стадии (b) катионной электроосаждаемой композиции. Изобретение обеспечивает увеличение кроющей способности наносимой катионной электроосаждаемой композиции покрытия. 2 н. и 15 з.п. ф-лы, 2 ил., 3 табл.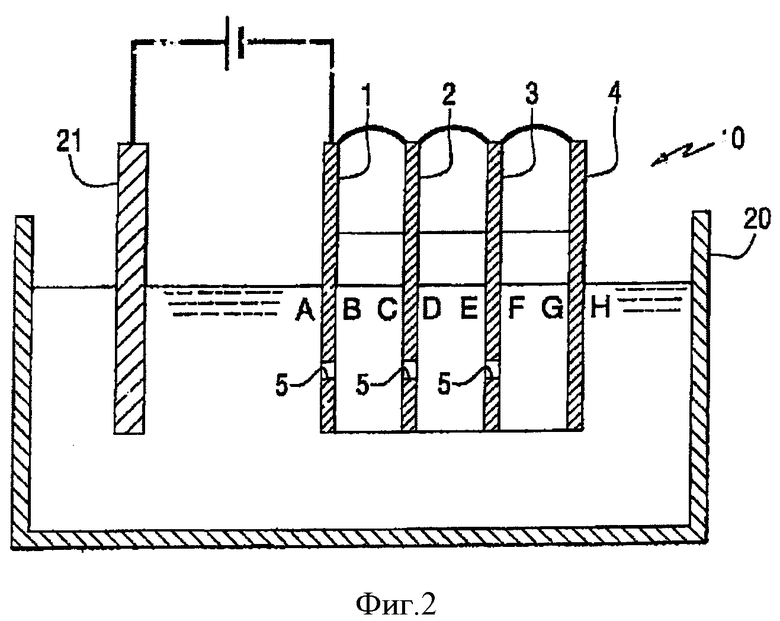
1. Композиция для обработки металлической подложки, содержащая:
(a) ион металла Группы IV(b),
(b) ион меди,
(c) фторид-ион,
(d) органофосфоновую кислоту, и
(e) носитель,
причем (а) обеспечен из соединения циркония, титана или гафния или из их смесей,
(b) присутствует в количестве от 5 до 40 ч./млн в расчете на элементарную медь и общую массу композиции,
органическая группа органофосфоновой кислоты имеет 6 или менее атомов углерода,
носитель (e) представляет собой водную среду и
указанная композиция имеет pH от 3 до 7.
2. Композиция по п. 1, в которой (a) обеспечен из соединения циркония или смесей соединений циркония.
3. Композиция по п. 1, в которой (c) обеспечен соединением, выбранным из группы, содержащей HF, NH4F, NH4HF2, NaF и NaHF2.
4. Композиция по п. 1, в которой органофосфоновая кислота является монофосфоновой кислотой.
5. Композиция по п. 1, в которой органическая группа органофосфоновой кислоты имеет от 2 до 4 атомов углерода.
6. Композиция по п. 1, в которой (a) присутствует в количестве от 50 до 300 частей на миллион (ч./млн), в расчете на элементарный металл и общую массу композиции.
7. Композиция по п. 1, в которой (c) присутствует в количестве от 50 до 200 ч./млн, в расчете на элементарный фтор и общую массу композиции.
8. Композиция по п. 1, в которой (d) присутствует в количестве от 15 до 50 ч./млн, в расчете на элементарный фосфор и общую массу композиции.
9. Способ нанесения покрытия на металлическую подложку, включающий:
(a) предварительную обработку металлической подложки композицией с ионом металла Группы IV(b), за которой следует
(b) обработка подложки со стадии (a) композицией по п.1, за которой следует
(c) электроосаждение на подложку со стадии (b) катионной электроосаждаемой композиции.
10. Способ по п. 9, в котором ион металла Группы IV(b) из (a) обеспечен из соединения циркония или смеси соединений циркония.
11. Способ по п. 10, в котором ион металла Группы IV(b) из (a) присутствует в водной композиции в количестве от 50 до 300 ч./млн, в расчете на элементарный металл Группы IV(b) и общую массу композиции.
12. Способ по п. 9, в котором ион металла Группы IV(b) в упомянутой композиции, используемой на стадии (b), обеспечен из соединения циркония или смесей соединений циркония.
13. Способ по п. 9, в котором органофосфоновая кислота в упомянутой композиции является монофосфоновой кислотой.
14. Способ по п. 9, в котором органическая группа органофосфоновой кислоты в упомянутой композиции имеет от 2 до 4 атомов углерода.
15. Способ по п. 9, в котором ион металла Группы IV(b) присутствует в упомянутой композиции в количестве от 50 до 300 ч./млн, в расчете на элементарный металл Группы IV(b) и общую массу композиции.
16. Способ по п. 9, в котором фторид-ион присутствует в упомянутой композиции в количестве от 50 до 200 ч./млн, в расчете на элементарный фтор и общую массу композиции.
17. Способ по п. 9, в котором органофосфоновая кислота присутствует в упомянутой композиции в количестве от 15 до 50 ч./млн, в расчете на элементарный фосфор и общую массу композиции.
| US 2013266819 A1, 10.10.2013 | |||
| DE 102012219296 A1, 25.04.2013 | |||
| US 2013146460 A1, 13.06.2013 | |||
| Крутильно-упругая муфта и способ ее изготовления | 1977 |
|
SU713540A3 |
| КОМПОЗИЦИИ ДЛЯ ПРЕДВАРИТЕЛЬНОЙ ОБРАБОТКИ И СПОСОБЫ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКУЮ ПОДЛОЖКУ | 2008 |
|
RU2447193C2 |
| СПОСОБЫ И КОМПОЗИЦИИ ДЛЯ ПРОМЫВАЕМОЙ ПРЕДВАРИТЕЛЬНОЙ ОБРАБОТКИ МЕТАЛЛА | 2006 |
|
RU2400562C2 |

