Область техники
Изобретение относится к устройствам, специально предназначенным для изготовления проводов с использованием сверхпроводимости. Изобретение также относится к устройствам, специально предназначенным для непрерывного процесса покрытия и может быть использовано при производстве длинномерных ленточных сверхпроводников.
Уровень техники
Известно устройство для непрерывного нанесения буферного слоя на ленточную подложку для получения сверхпроводника (Патент US 7758699, U.S.CI. 118/718, «Apparatus for and method of continuous HTS tape buffer layer deposition using large scale ion beam assisted deposition», filed: Jan. 26, 2003, published: Jul. 20, 2010). В известном устройстве подложка в форме ленты пропускается через камеру для осаждения покрытия на подложку с помощью механизма подачи, предусматривающего перемотку ленты с одной катушки на другую.
Недостатком известного устройства является его низкая производительность. Кроме того, известное устройство предназначено для нанесения буферных слоев на ленточные подложки для получения сверхпроводника и не позволяет обеспечить требуемые характеристики сверхпроводящего покрытия, поскольку не позволяет регулировать соотношение параметров в процессе нанесения покрытия.
Наиболее близким к предлагаемому изобретению по совокупности известных признаков является устройство для нанесения изоляционного ленточного покрытия на трубопровод. (Патент RU 2157946, МПК: FI6L 58/10, «Устройство для нанесения изоляционного ленточного покрытия на трубопровод», заявл. 30.04.1999, опубл. 20.10.2000).
Известное устройство включает трубу для намотки ленты, по крайней мере, одну катушку с лентой, и корпус с установленными на нем опорами, снабженными прижимными элементами, контактирующими с трубой, выполненными в форме тел качения.
Известное устройство обеспечивает только плотное прилегание наматываемой ленты в зоне склеивания, которое обусловлено усилием натяжения ленты, регулируемым дополнительным механизмом натяжения. В известном устройстве не предусмотрена перемотка ленты на вторую катушку после выполнения технологического цикла. Размещение известного устройства в вакуумной камере нецелесообразно, т.к. в этом случае устройство в целом будет иметь очень большие габариты. Кроме того, известное устройство не позволяет регулировать соотношение скорости вращения трубы, скорости вращения катушек для подачи и намотки ленты и скорости осевого перемещения трубы с целью регулирования соотношения параметров процесса, что не позволяет использовать его в составе оборудования для получения сверхпроводящего покрытия высокого качества с требуемыми характеристиками.
Раскрытие изобретения
Устройство для перемотки ленточного сверхпроводника, включающее, трубу для намотки ленты, по крайней мере, одну катушку с лентой и корпус с установленными на нем опорами, снабженными прижимными элементами, контактирующими с грубой, выполненными в форме тел качения. Труба для намотки ленты установлена внутри корпуса с возможностью вращения и перемещения вдоль оси и снабжена равномерно распределенными по наружной поверхности трубы термокомпенсаторами, выполненными в форме полос из биметалла, закрепленными на поверхности трубы вдоль ее оси, катушки для подачи ленты на трубу и намотки (сматывания с трубы) ленты установлены с внешней стороны трубы коаксиально с трубой с возможностью вращения относительно трубы, устройство также содержит две опоры для трубы, выполненные в форме цилиндрических втулок каждая из которых сопряжена с внутренней стенкой корпуса через подшипник качения, при этом корпус, труба, опоры и подшипники качения соосны, и каждая из опор снабжена, по крайней мере, тремя прижимными элементами, установленными на равных расстояниях по окружности и подпружиненных относительно трубы для намотки ленты. В качестве прижимных элементов использованы подшипники качения, оси, вращения которых перпендикулярны относительно оси трубы. Термокомпенсаторы закреплены вдоль оси трубы точечной сваркой.
Краткое описание чертежей
Изобретение поясняется чертежами, где:
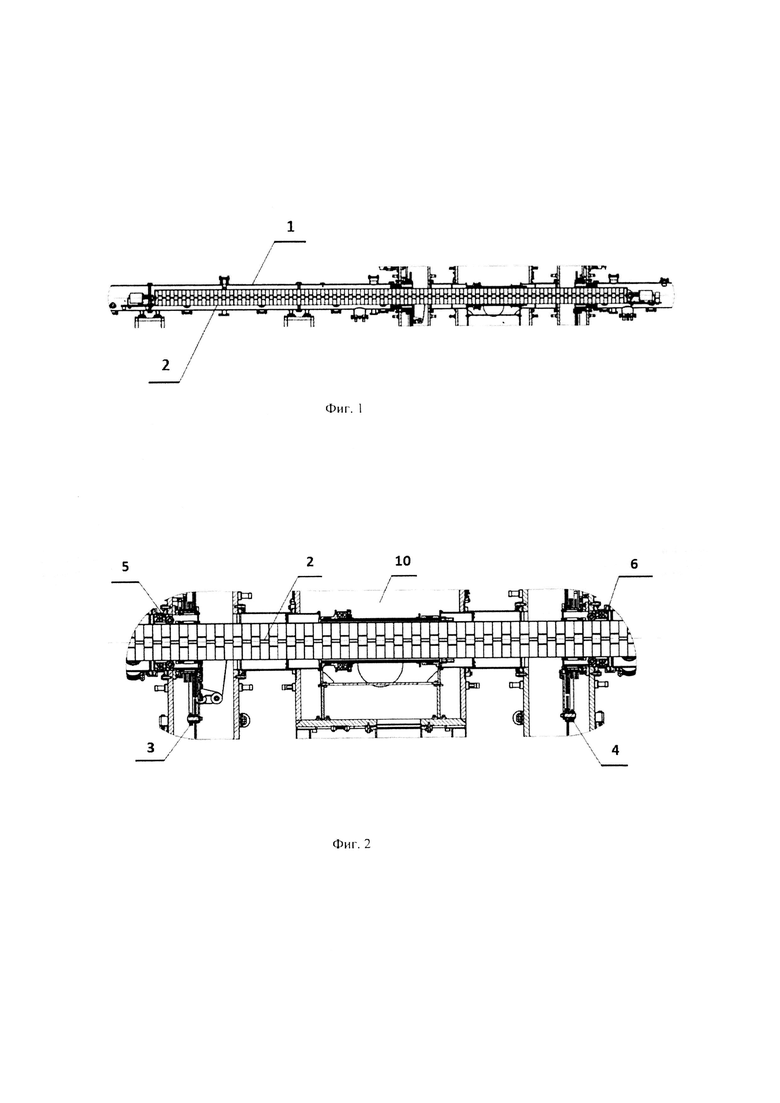
Фиг. 1 - общий вид устройства для перемотки ленточного сверхпроводника;
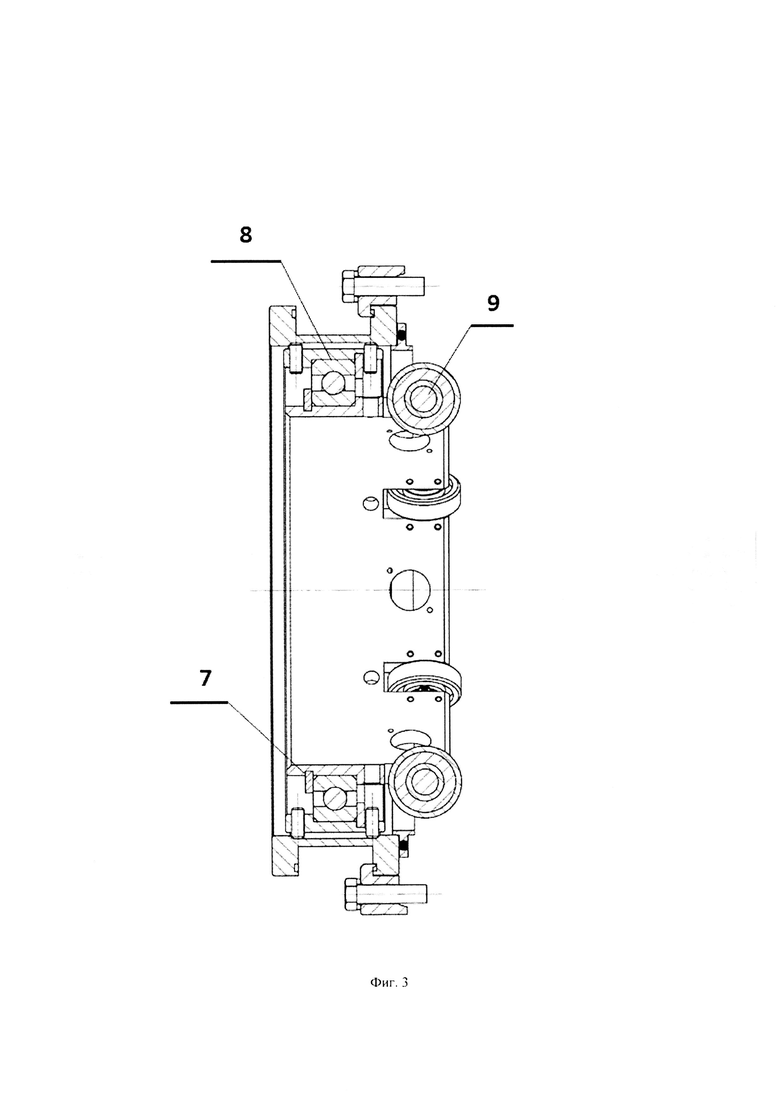
Фиг. 2 - камера напыления с опорами и катушками для подачи ленты и намотки ленты;
Фиг. 3 - опора с прижимными элементами.
Осуществление изобретения
Задачей изобретения является создание высокопроизводительного устройства перемотки ленточного высокотемпературного сверхпроводника для промышленного применения, предназначенного для обеспечения непрерывного нанесения равномерных сверхпроводящих покрытий высокого качества на длинномерные ленточные подложки.
Поставленная задача решается за счет того, что в устройстве для перемотки ленточного сверхпроводника, включающем, трубу для намотки ленты, по крайней мере, одну катушку с лентой и корпус с установленными на нем опорами, снабженными прижимными элементами, контактирующими с трубой, выполненными в форме тел качения. Труба для намотки ленты установлена внутри корпуса на опорах с возможностью вращения и перемещения вдоль оси и снабжена равномерно распределенными по наружной поверхности трубы термокомпенсаторами, выполненными в форме полос из биметалла, закрепленными вдоль ее оси, катушки для подачи ленты и сматывания ленты с трубы установлены с внешней стороны трубы коаксиально с трубой с возможностью вращения относительно трубы. Опоры, выполненные в форме цилиндрических втулок каждая из которых сопряжена с внутренней стенкой корпуса через подшипник качения, при этом корпус, труба, опоры и подшипники качения соосны, и каждая из опор снабжена, по крайней мере, тремя прижимными элементами, установленными на равных расстояниях по окружности и подпружиненных относительно трубы для намотки ленты.
В качестве прижимных элементов могут быть использованы подшипники качения, оси вращения которых перпендикулярны относительно оси трубы.
Целесообразно, чтобы термокомпенсаторы были закреплены вдоль оси трубы точечной сваркой.
В предлагаемом устройстве труба для намотки ленты и катушки с лентой установлена внутри корпуса. Такая компоновка устройства выбрана исходя из необходимости проведения технологического процесса в условиях вакуума. Катушки для подачи ленты и намотки ленты установлены с внешней стороны трубы коаксиально с трубой с возможностью вращения относительно трубы. Такое выполнение элементов устройства позволяет обеспечить независимое друг от друга регулирование скорости вращения трубы, скорости вращения катушек и скорости осевого перемещения трубы. За счет того, что предусмотрена возможность вращения трубы и перемещения трубы вдоль оси, лента наматывается спирально и равномерно на поверхность трубы с заданным шагом. Участок трубы с намотанной лентой, вращаясь с заданной постоянной линейной скоростью, перемещается вдоль оси через зону напыления, где обеспечивается синхронизация частоты вращения трубы, скорости подачи ленты в зону напыления и частоты следования лазерных импульсов на испаряемую мишень. Таким образом, непрерывно и равномерно наносится сверхпроводящее покрытие высокого качества. После прохождения участка трубы с намотанной лентой через зону напыления лента сматывается с трубы на катушку для намотки ленты. Таким образом, происходит процесс перемотки ленты с катушки на катушку через вращающуюся трубу при напылении сверхпроводникового слоя методом лазерного напыления в вакууме.
Для получения сверхпроводящего покрытия высокого качества участок труба с намотанной на него лентой должны быть нагреты. Лента для нанесения сверхпроводящего покрытия наматывается на трубу под углом по спирали, а поскольку труба и лента имеют различные коэффициенты термического расширения, в условиях термических нагрузок лента может провисать и смещаться. В этом случае требуемое равномерное распределение ленты по поверхности трубы будет нарушено. Для предотвращения смещения ленты труба снабжена равномерно распределенными по поверхности трубы термокомпенсаторами, выполненными в форме полос из биметалла, закрепленными вдоль оси трубы, например, точечной сваркой, которые в условиях термических нагрузок обеспечивают равномерное натяжение ленты.
Поскольку при производстве длинномерных сверхпроводников требуется использовать трубу большой длины, для исключения се прогиба, центровки и компенсации погрешностей изготовления, нарушающих четкость работы механизма в целом, в устройстве предусмотрены опоры. Так как в процессе работы труба должна вращаться и перемещаться вдоль оси при одновременном исключении возможности повреждения термокомпенсаторов, опоры снабжены подпружиненными элементами.
Все элементы устройства имеют общую ось, что позволяет обеспечить четкость и точность взаимодействия всех его элементов.
Использование в качестве прижимных элементов подпружиненных подшипников качения позволяет дополнительно ориентировать трубу при осевом перемещении, однако возможны и другие конструктивные решения, например подпружиненные шариковые опоры.
Устройство для перемотки содержит корпус 1, внутри которого установлена труба для намотки ленты 2, катушка для подачи ленты 3 и катушка для намотки ленты 4, две опоры 5 и 6, которые выполнены в форме цилиндрических втулок 7, сопряженных с внутренней стенкой корпуса через подшипники качения 8. Опоры снабжены подпружиненными относительно трубы прижимными элементами, в качестве которых использованы подшипники качения 9. Опоры и катушки для подачи и намотки ленты расположены с обеих сторон камеры напыления 10.
В процессе работы устройства трубу 2 и катушки 3 и 4 вращают с заданными скоростями. Скорости вращения трубы 2 и катушек 3 и 4 различны. Кроме того труба 2 перемещается в осевом направлении с заданной скоростью величина которой не связана с ее скоростью вращения. При этом происходит намотка на трубу ленты по спирали с заданным шагом. Намотанная на трубу лента вместе с трубой поступает в камеру напыления 10, в которой в процессе непрерывного вращения и перемещения вдоль оси осуществляется нанесение на ленту сверхпроводящего покрытия. После операции напыления лента вместе с участком трубы продвигается в направлении катушки для намотки ленты 4, на которую наматывается лента с нанесенным на нее сверхпроводящим слоем.
Предлагаемое устройство было изготовлено и опробовано при изготовлении ленточного сверхпроводника длиной 1000 м. Труба 2 была изготовлена из нержавеющей стали. Наружный диаметр трубы составлял 204 мм. Лента для нанесения сверхпроводящего слоя была изготовлена из нержавеющей стали с нанесенным на нее слоем иттрия стабилизированного цирконием и буферным слоем CeO2. Для нанесения сверхпроводящего слоя была использована установка на базе импульсно-периодического эксимерного лазера со средней световой мощностью 200 Вт, с помощью которого распыляли мишени изготовленные из YBaCuO. Частота лазера составляла 300 Гц. Температура ленты в зоне напыления составляла от 750 до 850°С.
В процессе работы устройства труба 2 перемещалась вдоль оси и вращалась со скоростью 50÷100 об/мин. Скорость осевого перемещения трубы регулировались в зависимости от заданного шага спиральной намотки ленты, скоростей вращения трубы и подачи ленты на трубу. В частном случае ширина ленты составляла 4 мм. Лента наматывалась на трубу 2 по спирали с шагом 4 мм, при этом натяжение ленты намотанной на трубу в условиях переменных термических нагрузок обеспечивалось равномерно распределенными по поверхности трубы термокомпенсаторами, выполненными в форме полос из биметалла, которые были изготовлены из стали толщиной 0,2 и никеля толщиной 0,01 и закреплены вдоль оси трубы точечной сваркой. Катушки 3 и 4 также вращались со скоростями определяемой требуемой скоростью подачи ленты на трубу, скоростью вращения и линейного перемещения трубы. В процессе вращения и осевого перемещения труба 2 фиксировалась в осевом направлении опорами 5 и 6. Подпружиненные относительно трубы опорные элементы в совокупности с подшипниками качения, с помощью которых втулки 7 опор 5 и 6 сопряжены с корпусом 1 позволяют осуществлять осевое перемещение трубы, исключая деформацию термокомпенсаторов, поскольку при возникновении контакта с термокомпенсаторами опоры проворачиваются одновременно в двух направлениях и подпружиненные опорные элементы 5 и 6 вращаются вместе с биметаллическими пластинами.
Толщина полученного сверхпроводящего покрытия составляла 1÷2 мкм. Анализ полученного покрытия с помощью рентгеновского дифрактометра показал отсутствие посторонних примесей. Толщина покрытия контролировалась эллипсометрическим методом. Разброс толщины по длине ленты составил ±5%.
Таким образом, предлагаемое устройство может быть использовано для промышленного производства длинномерных ленточных сверхпроводников.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ДВУХСТОРОННЕГО СВЕРХПРОВОДНИКА ВТОРОГО ПОКОЛЕНИЯ | 2008 |
|
RU2386732C1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ В ВАКУУМЕ | 2008 |
|
RU2391443C2 |
| ОКСИДНЫЙ СВЕРХПРОВОДЯЩИЙ ПРОВОД И СПОСОБ ИЗГОТОВЛЕНИЯ ОКСИДНОГО СВЕРХПРОВОДЯЩЕГО ПРОВОДА | 2012 |
|
RU2570047C1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ НАМОТКИ ЛЕНТЫ НА ТРУБОПРОВОДЫ | 1995 |
|
RU2119443C1 |
| ПРОВОД ИЗ ОКСИДНОГО СВЕРХПРОВОДНИКА | 2013 |
|
RU2597211C1 |
| СЕДЛОВИДНАЯ КАТУШЕЧНАЯ ОБМОТКА С ПРИМЕНЕНИЕМ СВЕРХПРОВОДНИКОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2374711C2 |
| СПОСОБ ФОРМИРОВАНИЯ СВЕРХПРОВОДЯЩЕГО ПЛЕНОЧНОГО ПОКРЫТИЯ ИЗ НИТРИДА НИОБИЯ И ПРОВОДНИКА НА ЕГО ОСНОВЕ | 1999 |
|
RU2173733C2 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ НАНЕСЕНИЯ СВЕРХПРОВОДЯЩИХ СЛОЕВ | 2012 |
|
RU2503096C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВЕРХПРОВОДЯЩЕГО КАБЕЛЯ | 2004 |
|
RU2327240C2 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ШИРОКУЮ ЛЕНТУ | 2001 |
|
RU2203979C2 |
Изобретение относится к устройствам, специально предназначенным для изготовления сверхпроводников или обработки приборов с использованием сверхпроводимости. Устройство для перемотки ленточного сверхпроводника содержит корпус, внутри которого установлена труба для намотки ленты, катушку для подачи ленты и катушку для сматывания ленты, две опоры, которые выполнены в форме цилиндрических втулок, сопряженных с внутренней стенкой корпуса через подшипники качения. Опоры снабжены подпружиненными относительно трубы прижимными элементами, в качестве которых использованы подшипники качения. Опоры и катушки для подачи и намотки ленты расположены с обеих сторон камеры напыления. Для предотвращения провисания ленты труба снабжена равномерно распределенными по поверхности трубы термокомпенсаторами, выполненными в форме полос из биметалла, закрепленными вдоль оси грубы, например, точечной сваркой, которые в условиях термических нагрузок обеспечивают равномерное натяжение ленты. Достигается возможность непрерывного нанесения равномерных сверхпроводящих покрытий высокого качества с большой производительностью на длинномерные ленточные подложки. 2 з.п. ф-лы, 3 ил.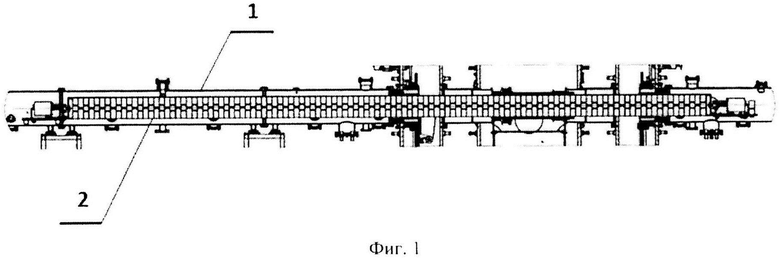
1. Устройство для перемотки ленточного сверхпроводника, включающее трубу для намотки ленты, по крайней мере одну катушку с лентой и корпус с установленными на нем опорами, снабженными прижимными элементами, контактирующими с трубой, выполненными в форме тел качения, отличающееся тем, что труба для намотки ленты установлена внутри корпуса с возможностью вращения и перемещения вдоль оси и снабжена равномерно распределенными по наружной поверхности трубы термокомпенсаторами, выполненными в форме полос из биметалла, закрепленными на поверхности трубы вдоль ее оси, катушки для подачи ленты и намотки ленты установлены внутри камеры с внешней стороны трубы коаксиально с трубой с возможностью независимого вращения относительно трубы, устройство также содержит две опоры, выполненные в форме цилиндрических втулок, каждая из которых сопряжена с внутренней стенкой корпуса через подшипник качения, при этом корпус, труба, катушки и опоры с подшипниками качения соосны, и каждая из опор снабжена по крайней мере тремя прижимными элементами, установленными на равных расстояниях по окружности и подпружиненными относительно трубы для намотки ленты.
2. Устройство по п. 1, отличающееся тем, что в качестве прижимных элементов использованы подшипники качения, оси вращения которых перпендикулярны относительно оси трубы.
3. Устройство по п. 1, отличающееся тем, что термокомпенсаторы закреплены вдоль оси трубы точечной сваркой.
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ИЗОЛЯЦИОННОГО ЛЕНТОЧНОГО ПОКРЫТИЯ НА ТРУБОПРОВОД | 1999 |
|
RU2157946C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДВУХСТОРОННЕГО СВЕРХПРОВОДНИКА ВТОРОГО ПОКОЛЕНИЯ | 2008 |
|
RU2386732C1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА СЛОЕВ МНОГОСЛОЙНОГО ЛЕНТОЧНОГО СВЕРХПРОВОДНИКА | 2014 |
|
RU2584340C1 |
| US 7816303 B2, 19.10.2010. | |||

