1. ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение в целом относится к формированию композитных конструкций. В частности, настоящее изобретение относится к композитным сэндвичевым конструкциям. Более конкретно, настоящее изобретение относится к способу и устройству для формирования сэндвичевой конструкции, содержащей термопластичный материал.
2. УРОВЕНЬ ТЕХНИКИ
[0002] Композиционные материалы могут представлять собой прочные легкие материалы, созданные путем объединения двух или более функциональных компонентов. Например, композиционный материал может включать в себя усиливающие волокна, связанные в матрице на основе полимерной смолы. Смолы, используемые в композиционных материалах, могут включать в себя термопластичные или термореактивные смолы. Термопластичный материал может размягчаться при нагреве, и может становиться твердым при охлаждении. Термопластичный материал можно неоднократно подвергать нагреву и охлаждению. Термореактивный материал способен к отверждению при нагревании. Волокна могут быть однонаправленными или могут иметь форму тканого полотна или ткани.
[0003] Композитные конструкции, которые включают в себя сердцевину, размещенную между лицевыми листами с образованием сэндвичевой конструкции, используются для многих целей. Такое расположение образует сэндвичевую конструкцию. Часто сердцевина включает в себя ячейки или полости. Эти ячейки или полости служат для уменьшения веса композитной конструкции по сравнению с аналогичной конструкцией, выполненной из цельных материалов. Цельные материалы представляют собой материалы без ячеек. Меньший вес этих композитных конструкций обусловил их использование в авиационной промышленности с целью уменьшения веса компонентов воздушного летательного аппарата.
[0004] Длительность создания сэндвичевой конструкции из термореактивных материалов может оказаться неприемлемой. Например, возможно, для формирования сэндвичевой конструкции термореактивные материалы нужно наносить вручную или механическим способом. Скорость выкладки композиционного материала может быть ограничена. Кроме того, отверждение термореактивного материала может потребовать нескольких часов. В дополнение к выдерживанию термореактивного материала при температуре отверждения в течение нескольких часов, применение обычных автоклавов с использованием резистивного нагрева для отверждения термореактивных материалов может дополнительно требовать нескольких часов для нагрева до требуемой температуры и последующего охлаждения.
[0005] Консолидация термопластичного материала может потребовать меньше времени, чем отверждение термореактивного материала. Однако длительность резистивного нагрева при консолидации (consolidation) термопластичного материала может оставаться неприемлемой.
[0006] В настоящее время термопластичные сэндвичевые конструкции могут быть получены с использованием крепежных элементов. Использование крепежных элементов приводит к утяжелению термопластичных сэндвичевых конструкций. Использование крепежных элементов может также приводить к увеличению длительности создания термопластичных сэндвичевых конструкций.
[0007] Соответственно существует необходимость в способе и установке для производства термопластичной сэндвичевой конструкции без использования крепежных элементов. Также существует необходимость в способе консолидации термопластичных сэндвичевых конструкций. Кроме того, существует необходимость в проведении консолидации термопластичных сэндвичевых конструкций за меньшее время, чем при использовании резистивного нагрева, чтобы уменьшить по меньшей мере один параметр из затрат на производство термопластичных сэндвичевых конструкций и длительности их получения
[0008] Вследствие этого, желательно разработать способ и устройство, в которых учитывались бы по меньшей мере некоторые из проблем, описанных выше, а также другие возможные проблемы.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
[0009] Представлено устройство. Устройство содержит композитную конструкцию, множество полостей, проходящих в композитную конструкцию, и множество оправок, расположенных внутри указанного множества полостей. Композитная конструкция содержит термопластичный материал, полученный консолидацией. Указанное множество оправок содержит первый материал, который выполнен с возможностью выработки тепла под действием магнитного поля.
[00010] Представлено устройство. Устройство содержит композитную конструкцию и множество оправок. Композитная конструкция содержит консолидированный термопластичный материал. Термопластичный материал содержит термопластичный сердцевинный слой, первый слой термопласта и второй слой термопласта. Сердцевинный слой термопласта содержит множество полостей, проходящих в композитную конструкцию. Первый слой термопласта выполнен на первой стороне сердцевинного слоя термопласта. Первая сторона сердцевинного слоя термопласта содержит внешнюю поверхность сердцевинного слоя термопласта. Второй слой термопласта выполнен на второй стороне сердцевинного слоя термопласта. Вторая сторона сердцевинного слоя термопласта содержит внутреннюю поверхность сердцевинного слоя термопласта. Указанное множество оправок расположено внутри указанного множества полостей. Указанное множество оправок содержит первый материал, который выполнен с возможностью выработки тепла под действием магнитного поля, и второй материал, являющийся растворимым. Первый материал сформирован в виде множества металлических трубок внутри первого материала.
[00011] Представлен способ формирования консолидированной конструкции. Термопластичный материал выкладывают для формирования преформы, имеющей множество полостей, проходящих в преформе. Внутри множества полостей выполнено множество оправок. Преформу размещают внутри рабочего приспособления. Рабочее приспособление имеет ряд обкладок формы, выполненных с возможностью выработки тепла под действием магнитного поля.
[00012] Представлен способ формирования консолидированной конструкции. Плетеный термопластичный материал выкладывают на металлический баллон для формирования первого слоя термопласта. Плетеный термопластичный материал выкладывают поверх множества оправок для формирования множества сердцевинных частей. Указанное множество оправок содержит первый материал, который выполнен с возможностью выработки тепла под действием магнитного поля, и второй материал, являющийся растворимым. Указанное множество сердцевинных частей помещают поверх первого слоя термопласта. Плетеный термопластичный материал выкладывают поверх указанного множества сердцевинных частей для формирования преформы. Преформу размещают внутри рабочего приспособления. Рабочее приспособление имеет ряд обкладок формы, выполненных с возможностью выработки тепла под действием магнитного поля. Указанную конструкцию подвергают консолидации для формирования консолидированной конструкции. Консолидация включает подачу магнитного поля к указанному ряду обкладок формы для нагрева указанной конструкции до температуры консолидации, создание в металлическом баллоне повышенного давления таким образом, что металлический баллон сообщает сжимающее усилие, и охлаждение указанной конструкции в рабочем приспособлении. Консолидированную конструкцию удаляют из рабочего приспособления. Второй материал растворяют внутри консолидированной конструкции.
[00013] Таким образом, согласно одному аспекту изобретения раскрыто устройство, включающее в себя композитную конструкцию, содержащую термопластичный материал, полученный консолидацией; множество полостей, проходящих в композитную конструкцию; и множество оправок, расположенных внутри указанного множества полостей, причем указанное множество оправок содержит первый материал, который выполнен с возможностью выработки тепла под действием магнитного поля.
[00014] В предпочтительном варианте реализации устройства указанное множество полостей, проходящих в композитную конструкцию, сообщается с множеством отверстий в поверхности композитной конструкции.
[00015] В предпочтительном варианте реализации устройства оправки дополнительно содержат второй материал, являющийся растворимым.
[00016] В предпочтительном варианте реализации устройства первый материал включает в себя множество трубок внутри второго материала.
[00017] В предпочтительном варианте реализации устройства трубки являются металлическими.
[00018] В предпочтительном варианте реализации устройства композитная конструкция является сэндвичевой конструкцией, а указанное множество оправок является внутренним по отношению к сэндвичевой конструкции.
[00019] В предпочтительном варианте реализации устройства композитная конструкция включает в себя сердцевинный слой термопласта и слой термопласта на первой стороне сердцевинного слоя термопласта, причем указанный слой термопласта получен консолидацией с контактом в первую сторону сердцевинного слоя термопласта.
[00020] В предпочтительном варианте реализации устройства указанный слой термопласта является первым слоем термопласта, и устройство дополнительно включает в себя второй слой термопласта на второй стороне сердцевинного слоя термопласта, причем второй слой термопласта получен консолидацией с контактом во вторую сторону сердцевинного слоя термопласта.
[00021] В предпочтительном варианте реализации устройства указанное множество оправок выполнено внутри сердцевинного слоя термопласта.
[00022] В предпочтительном варианте реализации устройства первый материал содержит множество металлических трубок внутри второго материала, являющегося растворимым.
[00023] В предпочтительном варианте реализации устройства указанное множество металлических трубок выполнено из инвара.
[00024] Согласно еще одному аспекту изобретения раскрыто устройство, включающее в себя композитную конструкцию, содержащую термопластичный материал, полученный консолидацией, при этом термопластичный материал включает в себя сердцевинный слой термопласта, содержащий множество полостей, проходящих в композитную конструкцию; первый слой термопласта на первой стороне сердцевинного слоя термопласта, при этом первая сторона сердцевинного слоя термопласта содержит внешнюю поверхность сердцевинного слоя термопласта; второй слой термопласта на второй стороне сердцевинного слоя термопласта, причем вторая сторона сердцевинного слоя термопласта содержит внутреннюю поверхность сердцевинного слоя термопласта; и множество оправок, расположенных внутри указанного множества полостей, причем указанное множество оправок содержит первый материал, который выполнен с возможностью выработки тепла под действием магнитного поля, и второй материал, являющийся растворимым, причем первый материал сформирован в виде множества металлических трубок внутри второго материала.
[00025] В предпочтительном варианте реализации устройства указанное множество металлических трубок выполнено из инвара.
[00026] Согласно еще одному аспекту изобретения раскрыт способ формирования консолидированной конструкции, согласно которому осуществляют выкладку термопластичного материала с формированием преформы, имеющей множество полостей, проходящих в преформу, множество оправок внутри указанного множества полостей; и размещают преформу внутри рабочего приспособления, имеющего ряд обкладок форм, выполненных с возможностью выработки тепла под действием магнитного поля.
[00027] В предпочтительном варианте реализации способа выкладка термопластичного материала для формирования преформы, имеющей указанное множество полостей, проходящих в преформу, включает осуществление выкладки плетеного термопластичного материала поверх указанного множества оправок для формирования множества сердцевинных частей, причем указанное множество оправок содержит первый материал, который выполнен с возможностью выработки тепла под действием магнитного поля, и второй материал, являющийся растворимым.
[00028] В предпочтительном варианте реализации способа выполняют операции, во время которых осуществляют консолидацию указанной конструкции с формированием консолидированной конструкции, при этом консолидация включает подачу магнитного поля к указанному ряду обкладок форм для нагрева указанной конструкции до температуры консолидации
[00029] В предпочтительном варианте реализации способа выполняют операции, во время которых осуществляют консолидацию преформы с формированием консолидированной конструкции, при этом консолидация включает подачу магнитного поля к указанному ряду обкладок форм для нагрева преформы до температуры консолидации, и консолидация преформы с формированием консолидированной конструкции дополнительно включает подачу магнитного поля к указанному множеству оправок, причем второй материал представляет собой инвар.
[00030] В предпочтительном варианте реализации способа выполняют операции, во время которых осуществляют консолидацию преформы с формированием консолидированной конструкции, при этом консолидация включает подачу магнитного поля к указанному ряду обкладок форм для нагрева преформы до температуры консолидации, причем осуществление выкладки термопластичного материала для формирования преформы, имеющей указанное множество полостей, дополнительно включает выкладку плетеного термопластичного материала на металлический баллон с формированием первого слоя термопласта и размещение указанного множества сердцевинных частей поверх первого слоя термопласта, при этом консолидация преформы с формированием консолидированной конструкции дополнительно включает создание в металлическом баллоне повышенного давления таким образом, что металлический баллон расширяется и сообщает сжимающее усилие с прижатием преформы к указанному ряду обкладок форм.
[00031] В предпочтительном варианте реализации способа осуществление выкладки термопластичного материала для формирования преформы, имеющей указанное множество полостей, дополнительно включает выкладку плетеного термопластичного материала поверх указанного множества сердцевинных частей.
[00032] В предпочтительном варианте реализации способа выполняют операции, во время которых растворяют материал с его выпуском изнутри консолидированной конструкции.
[00033] В предпочтительном варианте реализации способа указанный ряд обкладок форм содержит ряд "интеллектуальных" токоприемников (smart susceptor).
[00034] Согласно еще одному аспекту изобретения раскрыт способ формирования консолидированной конструкции, согласно которому осуществляют выкладку плетеного термопластичного материала на металлический баллон для формирования первого слоя термопласта; осуществляют выкладку плетеного термопластичного материала поверх множества оправок для формирования множества сердцевинных частей, причем указанное множество оправок содержит первый материал, который выполнен с возможностью выработки тепла под действием магнитного поля, и второй материал, являющийся растворимым; размещают указанное множество сердцевинных частей поверх первого слоя термопласта; осуществляют выкладку плетеного термопластичного материала поверх указанного множества сердцевинных частей для формирования преформы; размещают преформу внутри рабочего приспособления, имеющего ряд обкладок форм, выполненных с возможностью выработки тепла под действием магнитного поля; осуществляют консолидацию преформы с формированием консолидированной конструкции, при этом консолидация включает в себя подачу магнитного поля к указанному ряду обкладок форм для нагрева преформы до температуры консолидации; создают в металлическом баллоне повышенное давление таким образом, что металлический баллон расширяется и сообщает сжимающее усилие с прижатием преформы к указанному ряду обкладок форм, и охлаждают преформу в рабочем приспособлении; удаляют консолидированную конструкцию из рабочего приспособления и растворяют второй материал внутри консолидированной конструкции.
[00035] В предпочтительном варианте реализации способа выполняют операции, во время которых
[00036] осуществляют подачу магнитного поля к указанному множеству оправок, причем первый материал представляет собой инвар.
[00037] В предпочтительном варианте реализации способа указанный ряд обкладок форм содержит ряд "интеллектуальных" токоприемников.
[00038] Согласно еще одному аспекту настоящего изобретения раскрыто устройство, включающее в себя преформу на основе композиционных материалов, содержащую термопластичный материал; множество полостей, проходящих в преформу на основе композиционных материалов; множество оправок, расположенных внутри указанного множества полостей, причем указанное множество оправок содержит первый материал, который выполнен с возможностью выработки тепла под действием магнитного поля; и рабочее приспособление, включающее в себя множество форм, создающих полость формы; ряд обкладок форм внутри полости формы; и множество индукционных катушек, при этом секции указанного множества индукционных катушек заделаны в указанное множество форм.
[00039] Указанные признаки и функции могут быть реализованы независимо в различных вариантах осуществления настоящего изобретения или могут быть скомбинированы с получением других вариантов осуществления изобретения, дополнительные подробности которых могут быть очевидными при обращении к последующему описанию и чертежам.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[00040] Признаки иллюстративных вариантов реализации изобретения, обеспечивающие новизну по сравнению с уровнем техники, изложены в прилагаемой формуле изобретения. При этом иллюстративные варианты реализации изобретения, а также предпочтительный режим их применения, дополнительные цели и преимущества будут лучше поняты из следующего подробного описания иллюстративного варианта реализации изобретения при рассмотрении вместе с сопровождающими чертежами, на которых:
[00041] на ФИГ. 1 показана иллюстрация воздушного летательного аппарата в соответствии с иллюстративным вариантом реализации изобретения, который может быть осуществлен;
[00042] на ФИГ. 2 показана иллюстрация блок-схемы производственной среды в соответствии с иллюстративным вариантом реализации изобретения;
[00043] на ФИГ. 3 показана иллюстрация перспективного вида рабочего приспособления в соответствии с иллюстративным вариантом реализации изобретения;
[00044] на ФИГ. 4 показана иллюстрация сечения рассматриваемой конструкции внутри рабочего приспособления в соответствии с иллюстративным вариантом реализации изобретения;
[00045] на ФИГ. 5 показана иллюстрация сечения рассматриваемой конструкции внутри рабочего приспособления в соответствии с иллюстративным вариантом реализации изобретения;
[00046] на ФИГ. 6 показана иллюстрация конструкции, полученной в соответствии с иллюстративным вариантом реализации изобретения;
[00047] на ФИГ. 7 показана иллюстрация перспективного вида рабочего приспособления в соответствии еще с одним иллюстративным вариантом реализации изобретения;
[00048] на ФИГ. 8 показана иллюстрация сечения конструкции внутри рабочего приспособления в соответствии с иллюстративным вариантом реализации изобретения;
[00049] на ФИГ. 9 показана иллюстрация сечения рассматриваемой конструкции внутри рабочего приспособления в соответствии с иллюстративным вариантом реализации изобретения;
[00050] на ФИГ. 10 показана иллюстрация перспективного вида оправки в соответствии с иллюстративным вариантом реализации изобретения;
[00051] на ФИГ. 11 показана иллюстрация температурного цикла в соответствии с иллюстративным вариантом реализации изобретения;
[00052] на ФИГ. 12 показана иллюстрация структурной схемы процесса формирования сэндвичевой конструкции в соответствии с иллюстративным вариантом реализации изобретения;
[00053] на ФИГ. 13 показана иллюстрация структурной схемы процесса формирования сэндвичевой конструкции в соответствии с иллюстративным вариантом реализации изобретения;
[00054] на ФИГ. 14 показана иллюстрация способа производства и обслуживания воздушного летательного аппарата, представленного в виде блок-схемы, в соответствии с иллюстративным вариантом реализации изобретения; и
[00055] на ФИГ. 15 показана иллюстрация воздушного летательного аппарата в виде блок-схемы, в котором может быть реализован иллюстративный вариант реализации изобретения.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[00056] Воздушные летательные аппараты проектируются и изготавливаются с все возрастающим относительным содержанием композиционных материалов. Композиционные материалы используют в воздушных летательных аппаратах для уменьшения веса воздушного летательного аппарата. Этот уменьшенный вес улучшает такие рабочие характеристики, как грузоподъемность и топливная эффективность. Кроме того, композиционные материалы обеспечивают более длительный срок службы различных компонентов в воздушном летательном аппарате.
[00057] В различных иллюстративных вариантах реализации изобретения рассматривается и учитывается ряд различных соображений. Например, в иллюстративных вариантах реализации изобретения рассматривается и учитывается, что использование сэндвичевых панелей может обеспечить возможность устранения стрингеров, лонжеронов, рам или других опорных структур в конструкции воздушного летательного аппарата.
[00058] В иллюстративных примерах также рассматривается и учитывается, что применяемые в настоящее время композитные сэндвичевые конструкции могут быть созданы с использованием термореактивных материалов. Композитная сэндвичевая конструкция содержит конструкцию, имеющую множество слоев материала. В композитной сэндвичевой конструкции один или более из указанного множества слоев материала могут быть выполнены или частично выполнены из композиционных материалов. Композитная сэндвичевая конструкция может иметь множество полостей, проходящих в указанную конструкцию. В иллюстративных вариантах реализации изобретения рассматривается и учитывается, что время, необходимое для создания сэндвичевой конструкции из термореактивных материалов, может быть неприемлемым.
[00059] Например, термореактивные материалы могут быть выложены вручную или с использованием машин для формирования формы сэндвичевой конструкции. В иллюстративных вариантах реализации изобретения рассматривается и учитывается, что скорость выкладки композиционного материала может быть ограничена.
[00060] Кроме того, в иллюстративных вариантах реализации изобретения рассматривается и учитывается, что отверждение термореактивного материала может требовать нескольких часов. В дополнение к удержанию термореактивного материала при температуре отверждения в течение нескольких часов, использование обычных автоклавов для резистивного нагрева для отверждения термореактивных материалов может дополнительно требовать нескольких часов для нагрева и охлаждения.
[00061] В различных иллюстративных вариантах реализации изобретения рассматривается и учитывается, что консолидация термопластичного материала может занимать значительно меньше времени, чем отверждение термореактивного материала. Кроме того, в различных иллюстративных вариантах реализации изобретения рассматривается и учитывается, что использование индуктивного нагрева может уменьшать время, необходимое для консолидации термопластичного материала или отверждения термореактивного материала. Кроме того, в различных иллюстративных вариантах реализации изобретения рассматривается и учитывается, что использование индуктивного нагрева может уменьшать потребление энергии для консолидации термопластичного материала или отверждения термореактивного материала.
[00062] В различных иллюстративных вариантах реализации изобретения рассматривается и учитывается, что уменьшение времени для формирования части может увеличивать количество частей, получаемых на рабочем приспособлении. Кроме того, в различных иллюстративных вариантах реализации изобретения рассматривается и учитывается, что уменьшение потребления энергии для формирования части может уменьшать стоимость этой части.
[00063] В различных иллюстративных вариантах реализации изобретения рассматривается и учитывается, что в настоящее время термопластичные сэндвичевые конструкции могут быть получены с использованием крепежных элементов. В различных иллюстративных вариантах реализации изобретения рассматривается и учитывается, что производство термопластичной сэндвичевой конструкции без крепежных элементов может уменьшать время, необходимое для получения термопластичной сэндвичевой конструкции. В различных иллюстративных вариантах реализации изобретения рассматривается и учитывается, что производство термопластичной сэндвичевой конструкции без крепежных элементов может приводить к уменьшению веса получаемой термопластичной сэндвичевой конструкции.
[00064] В различных иллюстративных вариантах реализации изобретения также рассматривается и учитывается, что плетеные композиты могут обеспечивать улучшенные свойства уложенных друг на друга слоев лент на основе композиционных материалов или жгутов. Например, в иллюстративных вариантах реализации изобретения рассматривается и учитывается, что плетеные композиты могут обеспечивать улучшенное внеплоскостное нагружение. Плетеные композиты могут содержать волокна, которые пересекают друг друга, улучшая внеплоскостное нагружение уложенных друг на друга композитных слоев. При использовании в настоящем документе термин "внеплоскостные нагрузки" относится к нагрузкам, которые не находятся в плоскости объекта. Например, нагрузки, перпендикулярные поверхности плетеного композита, являются внеплоскостными нагрузками. Улучшенное внеплоскостное нагружение может приводить к лучшей устойчивости к повреждениям. При использовании в настоящем документе термин "лучшая устойчивость к повреждениям" означает улучшенную устойчивость к повреждениям, возникающим в результате динамического воздействия или из других источников.
[00065] В различных иллюстративных вариантах реализации изобретения также рассматривается и учитывается, что использование плетеных композитов может уменьшать время на изготовление композитных конструкций. Например, в различных иллюстративных вариантах реализации изобретения рассматривается и учитывается, что в машинном оборудовании для переплетения может за один раз использоваться больше катушек композиционного материала, чем в обычных машинах для размещения композиционных материалов. Соответственно, в указанных различных вариантах реализации изобретения учитывается, что использование машинного оборудования для переплетения может уменьшать время на изготовление.
[00066] Далее со ссылкой на фигуры чертежей и, в частности, со ссылкой на ФИГ. 1 показана иллюстрация воздушного летательного аппарата в соответствии с иллюстративным вариантом реализации изобретения. В этом иллюстративном примере воздушный летательный аппарат 100 имеет крыло 102 и крыло 104, прикрепленные к корпусу 106. Воздушный летательный аппарат 100 включает в себя двигатель 108, прикрепленный к крылу 102, и двигатель 110, прикрепленный к крылу 104.
[00067] Корпус 106 имеет хвостовую часть 112. Горизонтальный стабилизатор 114, горизонтальный стабилизатор 116 и вертикальный стабилизатор 118 прикреплены к хвостовой части 112 корпуса 106.
[00068] Воздушный летательный аппарат 100 является примером воздушного летательного аппарата, в котором могут быть реализованы термопластичные сэндвичевые конструкции в соответствии с иллюстративным вариантом реализации изобретения. В одном иллюстративном варианте реализации изобретения панель обшивки крыла 104 может содержать термопластичную сэндвичевую конструкцию. Еще в одном иллюстративном варианте реализации изобретения участки корпуса 106 могут содержать термопластичную сэндвичевую конструкцию.
[00069] Иллюстрация воздушного летательного аппарата 100 по ФИГ. 1 не подразумевает наложения физических или архитектурных ограничений на способ, которым может быть осуществлен иллюстративный вариант реализации. Например, хотя воздушный летательный аппарат 100 является коммерческим воздушным летательным аппаратом, воздушный летательный аппарат 100 может быть военным воздушным летательным аппаратом, летательным аппаратом с несущим винтом, вертолетом, беспилотным летательным аппаратом или любым другим подходящим воздушным летательным аппаратом.
[00070] Хотя иллюстративные примеры описаны в отношении воздушного летательного аппарата, иллюстративный вариант реализации может быть применен к платформам иного типа. Платформа может представлять собой, например, подвижную платформу, неподвижную платформу, конструкцию наземного базирования, конструкцию водного базирования и конструкцию космического базирования. В частности, платформа может представлять собой надводный корабль, танк, автомобиль для перевозки личного состава, поезд, космический летательный аппарат, космическую станцию, спутник, подводную лодку, автомобиль, электростанцию, мост, дамбу, дом, ветряную мельницу, производственные сооружения, здание и иные подходящие платформы.
[00071] Со ссылкой на ФИГ. 2 показана иллюстрация блок-схемы производственной среды в соответствии с иллюстративным вариантом реализации изобретения. В этом иллюстративном примере показана производственная среда 200 по ФИГ. 2 в блочной форме для иллюстрации различных компонентов для одного или более иллюстративных вариантов реализации. В этом показанном примере производственная среда 200 включает в себя рабочее приспособление 202, конструкцию 206, металлический баллон 208, контроллер 210, источник 212 питания, источник 214 охлаждающего вещества и датчик 216.
[00072] Рабочее приспособление 202 выполнено с возможностью консолидации конструкции 206. При использовании в настоящем документе консолидация включает подачу повышенной температуры, повышенного давления или повышенных температуры и давления к термопластичному материалу таким образом, что смола в термопластичном материале претерпевает пластическую деформацию. По мере того как смола в термопластичном материале претерпевает пластическую деформацию, усиливающие волокна могут сохранять по существу одну и ту же ориентацию. По мере того как смола претерпевает пластическую деформацию, она может смешиваться со смолой соседних термопластичных материалов на границах с соседними термопластичными материалами. Смола отверждается при охлаждении. Консолидация может приводить к получению композиционных материалов более высокого качества. В композиционных материалах более высокое качество может заключаться в большем объеме волокон по отношению ко всему объему композиционного материала. Консолидация может приводить к получению композиционных материалов с меньшей пористостью. Рабочее приспособление 202 содержит множество ограничителей 217 нагрузки, поддерживаемых множеством опор 251. Рабочее приспособление также содержит множество форм 218, расположенных внутри множества ограничителей 217 нагрузки. Полость 220 формы может быть пространством, созданным множеством форм 218. Полость 220 формы может быть выполнена с возможностью содержания в себе конструкции 206 во время процесса консолидации.
[00073] Множество форм 218 может быть выполнено из материала, который не восприимчив к индуктивному нагреву. В некоторых иллюстративных примерах множество форм 218 может быть выполнено из керамики, композита, фенола или какого-либо другого необходимого материала. В одном иллюстративном примере материал для множества форм 218 может быть выбран на основании коэффициента теплового расширения, термостойкости и прочности на сжатие. В этом иллюстративном примере может быть выбран материал, имеющий низкий коэффициент теплового расширения, необходимую термостойкость и относительно высокую прочность на сжатие. В одном иллюстративном примере множество форм 218 могут представлять собой литую плавленую керамику на основе кремнезема.
[00074] Как показано на чертежах, множество форм 218 содержит множество индукционных катушек 222 и множество стержней 224. Множество индукционных катушек 222 имеют секции 223 и гибкие секции 225. Секции 223 множества индукционных катушек 222 могут быть заделаны в множество форм 218. В некоторых иллюстративных примерах секции 223 могут проходить вдоль длины каждой формы из множества форм 218. Гибкие секции 225 множества индукционных катушек 222 могут соединять секции 223 различных форм в множестве форм 218. В одном иллюстративном примере гибкие секции 225 могут иметь достаточную гибкость для перемещения по мере перемещения множества форм 218. В одном иллюстративном примере гибкие секции 225 могут иметь достаточную гибкость для перемещения для соединения секций 223. Множество индукционных катушек 222 может быть соединено с контроллером 210, источником 212 питания, источником 214 охлаждающего вещества и датчиком 216 через соединители 253, прикрепленные к гибким секциям 225.
[00075] Контроллер 210 может быть выполнен с возможностью управления входным питанием, подаваемым к множеству индукционных катушек 222 источником 212 питания. Посредством управления контроллер 210 может управлять магнитным полем, полученным индукционными катушками 222. Посредством управления магнитным полем, полученным индукционными катушками 222, контроллер 210 может управлять рабочей температурой рабочего приспособления 202.
[00076] Контроллер 210 может быть реализован в программном обеспечении, аппаратных средствах, программно-аппаратных средствах или их комбинации. Когда используется программное обеспечение, операции, выполняемые контроллером 210, могут быть реализованы в программном коде, выполненном с возможностью запуска в процессорном блоке. Когда используются программно-аппаратные средства, операции, выполняемые контроллером 210, могут быть реализованы в программном коде и данных и сохранены в постоянной памяти для запуска в процессорном блоке. Когда применяются аппаратные средства, аппаратные средства могут включать в себя схемы, которые работают для выполнения указанных операций в контроллере 210.
[00077] Источник 214 охлаждающего вещества может быть выполнен с возможностью подачи охлаждающего вещества к множеству индукционных катушек 222. Охлаждающее вещество, протекающее через множество индукционных катушек 222, может функционировать в качестве теплообменника для переноса тепла из рабочего приспособления 202. Датчик 216 может быть выполнен с возможностью измерения температуры участка рабочего приспособления 202 во время работы.
[00078] Множество стержней 224 может быть заделано в множество форм 218. Множество стержней 224 может обеспечивать усиление для множества форм 218. В одном иллюстративном примере множество стержней 224 выполнено из стекловолокна. Множество стержней 224 может удерживаться на месте множеством винтов 227. В некоторых иллюстративных примерах множество стержней 224 может проходить продольно через форму в множестве форм 218. В некоторых иллюстративных примерах множество стержней 224 может проходить поперечно через форму в множестве форм 218. В некоторых иллюстративных примерах множество стержней 224 может проходить как продольно, так и поперечно посредством формы в множестве форм 218.
[00079] Полость 220 формы связана с источником 215 инертного газа. Во время консолидации конструкции 206 инертный газ 221 может присутствовать в полости 220 формы с подачей из источника 215 инертного газа. В некоторых иллюстративных примерах источник 215 инертного газа может подавать инертный газ для создания в металлическом баллоне 208 повышенного давления.
[00080] Ряд обкладок 226 форм размещено внутри полости 220 формы. Как показано на чертежах, ряд обкладок 226 форм содержит материал 229. Материал 229 может быть материалом, выполненным с возможностью выработки тепла, когда на него воздействует магнитное поле. Материал 229 может быть выбран из металла, металлического сплава, керамики, металлизированной пленки или любого другого подходящего материала. В некоторых иллюстративных примерах ряд обкладок 226 форм содержит металлический сплав, имеющий ферромагнитные свойства. В некоторых иллюстративных примерах ферромагнитный материал для ряда обкладок 226 форм может быть выбран на основании необходимой температуры консолидации. Например, материал для ряда обкладок 226 форм может быть выбран на основании температуры, при которой ферромагнитный материал становится немагнитным. Эта температура также известна как температура Кюри. Ферромагнитный материал может быть выбран для ряда обкладок 226 форм таким образом, что температура Кюри для ферромагнитного материала соответствует необходимой температуре консолидации. В этих иллюстративных примерах ряд обкладок 226 форм могут также называться рядом "интеллектуальных" токоприемников.
[00081] Ряд обкладок 226 форм могут вырабатывать тепло, когда на них воздействует магнитное поле, создаваемое множеством индукционных катушек 222. Ряд обкладок 226 форм может быть использовано для подачи тепла к конструкции 206 во время процесса консолидации.
[00082] Конструкция 206 имеет сечение 228. Сечение 228 представляет собой замкнутое сечение 233. При использовании в настоящем документе замкнутое сечение представляет собой такое сечение, для которого конструкция образует замкнутый контур. Соответственно, конструкция 206 имеет замкнутое сечение 233, когда сечение 228 конструкции 206 образует замкнутый контур. Замкнутое сечение 233 может быть прямоугольным 230, круглым 232 или треугольным 234.
[00083] Конструкция 206 содержит первый слой термопласта 236, термопластичный сердцевинный слой 238 и второй слой 240 термопласта. Конструкция 206 может также называться композитной конструкцией. Перед консолидацией конструкция 206 может называться преформой. После консолидации конструкция 206 может называться консолидированной конструкцией.
[00084] Термопластичный сердцевинный слой 238 содержит множество сердцевинных частей 237. Множество сердцевинных частей 237 имеет множество полостей 244, проходящих в термопластичный сердцевинный слой 238. Множество полостей 244, проходящих в конструкцию 206, сообщается с множеством отверстий 246 в поверхности 242 конструкции 206. Множество полостей 244 может проходить через конструкцию 206 в продольном направлении 245. В некоторых иллюстративных примерах множество полостей 244 может проходить через конструкцию 206 в направлении, по существу параллельном первой стороне 239 и второй стороне 241 сердцевинного слоя 238 термопласта.
[00085] Термопластичный сердцевинный слой 238 содержит множество оправок 248 внутри множества полостей 244. В одном иллюстративном примере конструкция 206 является сэндвичевой конструкцией 247, а множество оправок 248 является внутренним по отношению к сэндвичевой конструкции 247.
[00086] Множество оправок 248 содержит второй материал 250 и первый материал 252. В этом иллюстративном примере второй материал 250 является растворимым материалом. В одном иллюстративном примере второй материал 250 может быть растворимым в воде. В этом иллюстративном примере второй материал 250 может быть выбран по меньшей мере из одного материала, такого как керамика, графит, или другого подходящего материала, который является растворимым в воде. При использовании в настоящем документе выражение "по меньшей мере одно из следующего", употребляемое со списком объектов, означает, что могут быть использованы различные комбинации из одного или большего количества приведенных в списке объектов и только один из объектов, указанных в списке, может быть необходим. Например, выражение "по меньшей мере одно из следующего: объект А, объект В и объект С" может включать, без ограничения, объект А или объект А и объект В. Этот пример также может включать объект А, объект В и объект С или объект В и объект С.
[00087] Первый материал 252 является материалом, выполненным с возможностью выработки тепла под действием магнитного поля. В некоторых иллюстративных примерах первый материал 252 содержит металлический сплав, имеющий ферромагнитные свойства. В некоторых иллюстративных примерах ферромагнитный материал для первого материала 252 может быть выбран на основании по меньшей мере одного параметра из необходимой температуры консолидации и температуры Кюри ряда обкладок 226 форм. Например, материал для первого материала 252 может быть выбран на основании температуры, при которой ряд обкладок 226 форм становится немагнитным. Ферромагнитный материал может быть выбран для первого материала 252 таким образом, что первый материал 252 вырабатывает тепло после того, как ряд обкладок 226 форм становится немагнитным. В этих иллюстративных примерах множество металлических трубок 254 может также называться множеством "интеллектуальных" токоприемников. Первый материал 252 может быть выбран из сплава 510, инвара, ковара, молибденового пермаллоя или любого другого подходящего материала, который вырабатывает тепло, когда на них воздействует магнитное поле. Сплав 510 может также называться фосфористой бронзой. В некоторых иллюстративных примерах множество металлических трубок 254 может быть выполнено из инвара. Первый материал 252 может быть выбран на основании по меньшей мере одного параметра из необходимой температуры консолидации и температуры Кюри указанного ряда 252, может представлять собой инвар, когда желательна температура Кюри инвара, принимая во внимание необходимые температуру консолидации и температуру Кюри указанного ряда обкладок форм. Инвар может быть выбран в качестве первого материала 252 на основании других свойств инвара. В частности, коэффициент теплового расширения инвара может быть необходим для использования при обработке композиционного материала. Коэффициент теплового расширения инвара может быть по существу схож с коэффициентом теплового расширения композиционного материала.
[00088] В некоторых иллюстративных примерах первый материал 252 может быть заделан во второй материал 250 в множестве оправок 248. В одном иллюстративном примере первый материал 252 может быть выполнен в форме множества металлических трубок 254 внутри второго материала 250.
[00089] Первый слой 236 термопласта имеет замкнутое сечение 235. В некоторых иллюстративных примерах замкнутое сечение 235 может иметь по существу такую же форму, что и замкнутое сечение 233 конструкции 206.
[00090] Первый слой 236 термопласта, термопластичный сердцевинный слой 238 и второй слой 240 термопласта могут подвергаться совместной консолидации. При использовании в настоящем документе термин «материал подвергается консолидации» означает, что материал подвергается воздействию по меньшей мере одного параметра из температуры и давления, таким образом, что материал претерпевает пластическую деформацию и затвердевает. При использовании в настоящем документе материалы могут быть подвергнуты совместной консолидации, если эти материалы вместе подвергают воздействию по меньшей мере одного параметра из температуры и давления, так что эти материалы претерпевают пластическую деформацию и затвердевают. Совместная консолидация первого слоя 236 термопласта и сердцевинного слоя 238 термопласта может создавать область сопряжения, в которой смола первого слоя 236 термопласта и смола сердцевинного слоя 238 термопласта могут вместе претерпевать пластическую деформацию. Схожим образом, совместная консолидация второго слоя 240 термопласта и сердцевинного слоя 238 термопласта может создавать область сопряжения, в которой смола второго слоя 240 термопласта и смола сердцевинного слоя 238 термопласта могут вместе претерпевать пластическую деформацию.
[00091] В некоторых иллюстративных примерах первый слой 236 термопласта может быть подвергнут консолидации относительно первой стороны 239 сердцевинного слоя 238 термопласта. В одном иллюстративном примере первая сторона 239 может содержать внешнюю поверхность сердцевинного слоя 238 термопласта. В некоторых иллюстративных примерах второй слой 240 термопласта может быть подвергнут консолидации относительно второй стороны 241 сердцевинного слоя 238 термопласта. В одном иллюстративном примере вторая сторона 241 может содержать внутреннюю поверхность сердцевинного слоя 238 термопласта.
[00092] Металлический баллон 208 может быть связан со вторым слоем 240 термопласта. В некоторых иллюстративных примерах металлический баллон 208 может быть помещен внутри второго слоя 240 термопласта. В некоторых иллюстративных примерах второй слой 240 термопласта может быть помещен на металлический баллон 208. В некоторых иллюстративных примерах металлический баллон 208 может функционировать в качестве оправки. Во время консолидации в металлическом баллоне 208 может быть создано повышенное давление таким образом, что металлический баллон 208 сообщает сжимающее усилие. В некоторых иллюстративных примерах повышенное давление в металлическом баллоне 208 может быть создано с использованием инертного газа.
[00093] Когда конструкция 206 является плетеным термопластичным материалом, промежутки в плетеном термопластичном материале могут перемещаться относительно друг друга. Это перемещение плетеного термопластичного материала может возникать, когда металлический баллон 208 расширяется под воздействием давления. Перемещение плетеного термопластичного материала может улучшать качество получаемой конструкции 206.
[00094] Металлический баллон 208 может быть выполнен из материала, проявляющего необходимые характеристики 243. Необходимые характеристики 243 металлического баллона 208 могут включать в себя способность поддерживать давление, термическую стабильность, гибкость, согласованность и характеристики теплового расширения. Например, может быть необходимым, чтобы материал металлического баллона 208 имел температурную стабильность при температурах консолидации для конструкции 206.
[00095] Дополнительно может быть необходимым, чтобы материал металлического баллона 208 был гибким для обеспечения равномерного распределения давления. Кроме того, может быть необходимым, чтобы материал металлического баллона 208 имел возможность соответствовать по форме скошенным слоям (ply drop) или другому рельефу конструкции 206. Кроме того, может быть необходимым, чтобы материал металлического баллона 208 имел характеристики теплового расширения для обеспечения возможности удаления металлического баллона 208 после консолидации.
[00096] В некоторых иллюстративных примерах ряд металлических баллонов 208 может быть выполнен из материалов, имеющих магнитные свойства. В некоторых из этих иллюстративных примеров ряд металлических баллонов 208 может вырабатывать тепло, когда на них воздействует магнитное поле. В некоторых иллюстративных примерах ряд металлических баллонов 208 может быть выполнен из немагнитного материала.
[00097] В некоторых иллюстративных примерах металлический баллон 208 может быть выполнен из алюминия или алюминиевого сплава. В некоторых иллюстративных примерах металлический баллон 208 может быть выполнен из магния или магниевого сплава. В других иллюстративных примерах другие металлические материалы, отличные от алюминия или магния, могут обеспечивать необходимые характеристики 243, такие как способность поддерживать давление, термическую стабильность, гибкость, согласованность и характеристики теплового расширения.
[00098] Металлический баллон 208 связан с источником 217 давления. Источник 217 давления выполнен с возможностью создания в металлическом баллоне 208 повышенного давления во время консолидации конструкции 206 в рабочем приспособлении 202.
[00099] Иллюстрация производственной среды 200 по ФИГ. 2 не подразумевает наложений физических или архитектурных ограничений на способ, которым может быть осуществлен иллюстративный вариант реализации изобретения. Могут быть использованы другие компоненты в дополнение к проиллюстрированным компонентам или вместо них. Некоторые компоненты могут быть не нужны. Также блоки представлены для иллюстрации некоторых функциональных компонентов. Один или более из этих блоков могут быть скомбинированы, разделены или скомбинированы и разделены на различные блоки при реализации в иллюстративном варианте осуществления изобретения.
[000100] Например, множество стержней 224 может быть выполнено из материала, отличного от стекловолокна. В этом примере множество усиливающих стержней может быть выполнено из материала, который предпочтительно не является электропроводящим. В другом примере указанное множество усиливающих стержней может быть выполнено из электропроводящего материала и расположено таким образом, что они не восприимчивы к индуктивному нагреву.
[000101] В качестве еще одного примера, вместо термопластичного материала первого слоя 236 термопласта, сердцевинного слоя 238 термопласта и второго слоя 240 термопласта, конструкция 206 может содержать термореактивный материал. Хотя рабочее приспособление 202 описано выше как выполняющее процесс консолидации, в этом иллюстративном примере рабочее приспособление 202 может быть использовано для отверждения термореактивного материала. Отверждение термореактивного материала может быть выполнено при более низкой температуре, чем консолидация термопластичного материала. В результате, в этих иллюстративных примерах ряд металлических баллонов 208 может содержать эластомерный материал, а не металлический материал.
[000102] В качестве еще одного примера, сечение 228 может иметь незамкнутое сечение или по существу замкнутое сечение. Например, сечение 228 может иметь V-образную форму, I-образную форму, J-образную форму, Z-образную форму, Т-образную форму, С-образную форму, U-образную форму или другую подходящую форму.
[000103] Со ссылкой на ФИГ. 3 показана иллюстрация перспективного вида рабочего приспособления в соответствии с иллюстративным вариантом реализации изобретения. В этом показанном примере рабочее приспособление 300 представляет собой пример физической реализации рабочего приспособления 202 и компонентов в рабочем приспособлении 202 по ФИГ. 2.
[000104] В этом иллюстративном примере рабочее приспособление 300 включает в себя первую форму 302 и вторую форму 304. Первая форма 302 и вторая форма 304 могут быть физической реализацией множества форм 218 по ФИГ. 2. Как показано на чертежах, первая форма 302 установлена внутри ограничителя 306 нагрузки, а вторая форма 304 установлена внутри ограничителя 308 нагрузки. Ограничитель 306 нагрузки и ограничитель 308 нагрузки могут быть физической реализацией множества ограничителей 217 нагрузки по ФИГ. 2. Первая форма 302 и вторая форма 304 могут быть прикреплены к ограничителю 306 нагрузки и ограничителю 308 нагрузки, соответственно, посредством любого подходящего крепежного устройства, которое обеспечивает болтовое соединение или зажим.
[000105] Как показано на чертежах, ограничитель 306 нагрузки и ограничитель 308 нагрузки установлены на опорной стойке 310, опорной стойке 312, опорной стойке 314 и опорной стойке 316. Опорная стойка 310, опорная стойка 312, опорная стойка 314 и опорная стойка 316 могут быть физической реализацией множества опор 251 по ФИГ. 2. Ограничитель 306 нагрузки и ограничитель 308 нагрузки обеспечивают опору поверхности для первой формы 302 и второй формы 304. Ограничитель 306 нагрузки и ограничитель 308 нагрузки могут предотвращать изгибание и растрескивание первой формы 302 и второй формы 304 во время производственных операций. Ограничитель 306 нагрузки и ограничитель 308 нагрузки могут быть выполнены из стали, алюминия или любого другого необходимого материала. Материал для ограничителя 306 нагрузки и ограничителя 308 нагрузки может быть выбран на основании нагрузок, присутствующих во время формирования или консолидации. Материал для ограничителя 306 нагрузки и ограничителя 308 нагрузки может быть выбран для обеспечения необходимых характеристик, таких как необходимая жесткость и необходимая прочность для предотвращения изгибания и/или растрескивания первой формы 302 и второй формы 304 во время производственных операций. В некоторых иллюстративных примерах материал может быть немагнитным, чтобы уменьшать какие-либо искажения магнитного поля, полученного множеством индукционных катушек 320. В некоторых иллюстративных примерах ограничитель 306 нагрузки и ограничитель 308 нагрузки могут отсутствовать. В этих иллюстративных примерах первая форма 302 и вторая форма 304 могут быть достаточно прочными для предотвращения изгибания или растрескивания первой формы 302 и второй формы 304 без ограничителя 306 нагрузки и ограничителя 308 нагрузки.
[000106] Первая форма 302 и вторая форма 304 усилены множеством стержней 318, которые удерживаются с помощью множества винтов 319. Множество стержней 318 может быть физической реализацией множества стержней 224 по ФИГ. 2. Множество винтов 319 может быть физической реализацией множества винтов 227 по ФИГ. 2. Множество стержней 318 проходит как продольно 321, так и поперечно 323 в сетке через первую форму 302 и вторую форму 304.
[000107] Множество индукционных катушек 320 связано с первой формой 302 и второй формой 304. Множество индукционных катушек 320 может быть физической реализацией множества индукционных катушек 222 по ФИГ. 2. Множество индукционных катушек 320 содержит секции 322 и гибкие секции 324. Как показано на чертежах, секции 322 проходят вдоль длины первой формы 302 и второй формы 304. Секции 322 могут быть физической реализацией секций 223 по ФИГ. 2. Секции 322 могут быть заделаны в первую форму 302 и вторую форму 304. Гибкие секции 324 соединяют секции 322 в первой форме 302 и второй форме 304. Гибкие секции 324 могут быть физической реализацией гибких секций 225 по ФИГ. 2. Соединители 326, расположенные на концах множества индукционных катушек 320, могут соединять множество индукционных катушек 320 с контроллером, источником питания, источником охлаждающего вещества или другими внешними служебными средствами. Соединители 326 могут быть физической реализацией соединителей 253 по ФИГ. 2.
[000108] Иллюстрация рабочего приспособления 300 по ФИГ. 3 не подразумевает наложений физических или архитектурных ограничений на способ, которым может быть осуществлен иллюстративный вариант реализации изобретения. Могут быть использованы другие компоненты в дополнение к проиллюстрированным компонентам или вместо них. Некоторые компоненты могут быть не нужны.
[000109] Например, множество стержней 318 может проходить только в одном направлении внутри первой формы 302 и второй формы 304. В качестве еще одного примера, хотя изображены только первая форма 302 и вторая форма 304, рабочее приспособление 300 вместо этого может иметь три или более форм.
[000110] Со ссылкой на ФИГ. 4 показана иллюстрация сечения конструкции внутри рабочего приспособления в соответствии с иллюстративным вариантом реализации изобретения. Вид 400 может представлять собой сечение конструкции внутри рабочего приспособления 300 по ФИГ. 3 от направления 323 вдоль линии 4-4. Рабочее приспособление 402 может быть физической реализацией рабочего приспособления 202 по ФИГ. 2. Конструкция 404 может быть физической реализацией конструкции 206 по ФИГ. 2.
[000111] Как показано на чертежах, конструкция 404 размещена внутри рабочего приспособления 402. В частности, конструкция 404 размещена между первой формой 406 и второй формой 408 внутри полости 405 формы рабочего приспособления 402. Множество индукционных катушек 410 проходит продольно 411 через первую форму 406 и вторую форму 408. Множество индукционных катушек 410 соединено гибкими секциями 412. Множество стержней 413 проходит через первую форму 406. Множество стержней 415 проходит через вторую форму 408. Первая форма 406 и вторая форма 408 удерживаются внутри ограничителя 414 нагрузки и ограничителя 416 нагрузки.
[000112] Обкладка 418 формы связана с первой формой 406 внутри полости 405 формы. Обкладка 420 формы связана со второй формой 408 в полости 405 формы. Обкладка 418 формы и обкладка 420 формы контактируют с конструкцией 404 внутри полости 405 формы.
[000113] Конструкция 404 содержит первый слой 422 термопласта, термопластичный сердцевинный слой 424 и второй слой 426 термопласта. Первый слой 422 термопласта может быть физической реализацией первого слоя 236 термопласта по ФИГ. 2. Термопластичный сердцевинный слой 424 может быть физической реализацией сердцевинного слоя 238 термопласта по ФИГ. 2. Второй слой 426 термопласта может быть физической реализацией второго слоя 240 термопласта по ФИГ. 2.
[000114] Второй слой 426 термопласта может быть выполнен с использованием процесса выкладки композиционных материалов. Процесс выкладки композиционных материалов может быть выбран из одного из следующих процессов: переплетение, наслаивание лент, наслаивание жгутов или любого другого необходимого процесса выкладки композиционных материалов. В некоторых иллюстративных примерах второй слой 426 термопласта может быть помещен на металлический баллон 430 посредством процесса выкладки композиционных материалов. В одном иллюстративном примере согласно процессу выкладки композиционных материалов могут выполнять выкладку композиционного материала непосредственно на металлический баллон 430. В одном иллюстративном примере плетеный композиционный материал может быть помещен непосредственно на металлический баллон 430 для формирования второго слоя 426 термопласта.
[000115] В некоторых иллюстративных примерах второй слой 426 термопласта может быть помещен на металлический баллон 430 в виде преформы. В этом иллюстративном примере второй слой 426 термопласта может быть выполнен имеющим необходимую форму перед помещением на баллон 430. В некоторых иллюстративных примерах второй слой 426 термопласта может быть консолидирован или выполнен полужестким, когда второй слой 426 термопласта помещают на металлический баллон 430.
[000116] Сердцевинный слой 424 термопласта размещен возле второго слоя 426 термопласта. Сердцевинный слой 424 термопласта имеет множество полостей 427. Множество полостей 427 содержит множество оправок 428. Множество полостей 427 проходят в ФИГ. 4. Иными словами, множество полостей 427 проходят продольно через конструкцию 404.
[000117] Сердцевинный слой 424 термопласта может быть выполнен с использованием процесса выкладки композиционных материалов. Процесс выкладки композиционных материалов может быть выбран из одного из следующих процессов: переплетение, наслаивание лент, наслаивание жгутов, или другой необходимый процесс выкладки композиционных материалов. В некоторых иллюстративных примерах сердцевинный слой 424 термопласта может быть выполнен посредством выкладки композиционного материала на множество оправок 428. В одном иллюстративном примере сердцевинный слой 424 термопласта может быть выполнен посредством выкладки плетеного термопластичного материала поверх множества оправок 428. После выкладки композиционного материала на множество оправок 428, множество оправок 428 может быть размещено относительно друг друга для формирования сердцевинного слоя 424 термопласта. В одном иллюстративном примере множество оправок 428 может быть размещено относительно друг друга на втором слое 426 термопласта.
[000118] Первый слой 422 термопласта может быть выполнен из ряда слоев лент на основе композиционных материалов, жгутов на основе композиционных материалов, плетеного композита или любого другого подходящего композиционного материала. Первый слой 422 термопласта может быть выполнен с использованием процесса выкладки композиционных материалов. Процесс выкладки композиционных материалов может быть выбран из одного из следующих процессов: переплетение, наслаивание лент, наслаивание жгутов или любого другого необходимого процесса выкладки композиционных материалов. В некоторых иллюстративных примерах первый слой 422 термопласта может быть помещен на сердцевинном слое 424 термопласта посредством процесса выкладки композиционных материалов. В одном иллюстративном примере согласно процессу выкладки композиционных материалов могут выполнять выкладку композиционного материала непосредственно на сердцевинный слой 424 термопласта. В одном иллюстративном примере плетеный композиционный материал может быть выложен непосредственно на сердцевинный слой 424 термопласта для формирования первого слоя 422 термопласта.
[000119] В некоторых иллюстративных примерах первый слой 422 термопласта может быть размещен на сердцевинном слое 424 термопласта в виде преформы. При использовании в настоящем документе преформа представляет собой композиционный материал, имеющий необходимую форму перед помещением на место. В этом иллюстративном примере первый слой 422 термопласта может быть выполнен имеющим необходимую форму перед помещением на сердцевинном слое 424 термопласта. В некоторых иллюстративных примерах первый слой 422 термопласта может быть консолидирован или выполнен полужестким, когда первый слой 422 термопласта помещают на сердцевинном слое 424 термопласта.
[000120] Для консолидации конструкции 404 к множеству индукционных катушек 410 может быть подано питание для получения магнитного поля. Под действием магнитного поля обкладка 418 формы и обкладка 420 формы могут вырабатывать тепло.
[000121] В металлическом баллоне 430 может быть создано повышенное давление. Металлический баллон 430 размещен внутри конструкции 404 таким образом, что металлический баллон 430 контактирует со вторым слоем 426 термопласта внутри конструкции 404.
[000122] Когда в металлическом баллоне 430 создано повышенное давление, он может сообщать сжимающее усилие конструкции 404. Металлический баллон 430 может сообщать сжимающее усилие конструкции 404 путем расширения под воздействием давления, чтобы прижимать конструкцию 404 к обкладке 478 формы и обкладке 420 формы. Обкладка 418 формы и обкладка 420 формы связаны с первой формой 406 и второй формой 408. Первая форма 406 и вторая форма 408 задают внешнюю линию формования для конструкции 404. Когда в металлическом баллоне 430 создано повышенное давление, первая форма 406 и вторая форма 408 обеспечивают сопротивление давления. Иными словами, первая форма 406 и вторая форма 408 могут обеспечивать по существу жесткую внешнюю линию формования для конструкции 404. Металлический баллон 430 действует так, что он расширяется и прижимает конструкцию 404 к первой форме 406 и второй форме 408.
[000123] Когда конструкция 404 является плетеным термопластичным материалом, щелевые отверстия плетеного термопластичного материала могут перемещаться относительно друг друга. Это перемещение плетеного термопластичного материала может возникать, когда металлический баллон 430 расширяется под воздействием давления. Перемещение плетеного термопластичного материала может улучшать качество получаемой конструкции 404.
[000124] Множество оправок 428 могут предотвращать или уменьшать неприемлемые изменения формы сердцевинного слоя 424 термопласта во время консолидации. Иными словами, давление, прикладываемое металлическим баллоном 430, не может раздавить или осуществлять неблагоприятное динамическое воздействие на множество полостей 427 благодаря множеству оправок 428 внутри множества полостей 427.
[000125] Когда конструкцию 404 нагревают и сжимают, первый слой 422 термопласта консолидируется относительно сердцевинного слоя 424 термопласта. Во время нагрева и сжатия смола первого слоя 422 термопласта претерпевает пластическую деформацию относительно слоя 424 термопласта. Когда конструкцию 404 охлаждают, смола первого слоя 422 термопласта может отверждаться относительно сердцевинного слоя 424 термопласта. Первый слой 422 термопласта и сердцевинный слой 424 термопласта могут создавать область сопряжения, в которой смола первого слоя 422 термопласта и смола сердцевинного слоя 424 термопласта могут вместе претерпевать пластическую деформацию.
[000126] Когда конструкцию 404 нагревают и сжимают, второй слой 426 термопласта консолидируется относительно сердцевинного слоя 424 термопласта. Во время нагрева и сжатия смола второго слоя 426 термопласта претерпевает пластическую деформацию относительно сердцевинного слоя 424 термопласта. Когда конструкцию 404 охлаждают, смола второго слоя 426 термопласта может отверждаться относительно сердцевинного слоя 424 термопласта. Второй слой 426 термопласта и сердцевинный слой 424 термопласта могут создавать область сопряжения, в которой смола второго слоя 426 термопласта и смола сердцевинного слоя 424 термопласта могут вместе претерпевать пластическую деформацию.
[000127] Со ссылкой на ФИГ. 5 показана иллюстрация сечения конструкции внутри рабочего приспособления в соответствии с иллюстративным вариантом реализации изобретения. На ФИГ. 5 показана конструкция 404 внутри блока 5. Конструкция 404 может быть физической реализацией конструкции 206 по ФИГ. 2.
[000128] Как показано на ФИГ. 5, множество оправок 428 расположены внутри множества полостей 427 сердцевинного слоя 424 термопласта. Как показано на ФИГ. 4 и ФИГ. 5, множество оправок 428 содержит более чем одну форму сечения. Оправка 502, оправка 504 и оправка 506 находятся внутри множества оправок 428. Оправка 502 имеет круглое сечение. Оправка 504 и оправка 506 каждая имеют трапециевидное сечение. В некоторых иллюстративных примерах множество оправок 428 могут иметь отличающиеся или дополнительные формы сечения.
[000129] Оправка 502, оправка 504 и оправка 506 могут действовать в качестве формующих рабочих приспособлений для сердцевинного слоя 424 термопласта. Во время формирования сердцевинного слоя 424 термопласта, композиционный материал может быть выложен на оправку 502, оправку 504 и оправку 506 для формирования трех сердцевинных частей. После выкладки композиционного материала, оправка 502, оправка 504 и оправка 506 могут быть размещены относительно друг друга для формирования участка сердцевинного слоя 424 термопласта. В одном иллюстративном примере плетеный композиционный материал может быть выложен на оправку 502, оправку 504 и оправку 506.
[000130] Оправка 502 выполнена с возможностью обеспечения устойчивости к давлению от металлического баллона 430 во время процесса консолидации. В результате этого, оправка 502 сохраняет или по существу сохраняет форму полости 503 множества полостей 427 во время консолидации. Оправка 502 содержит второй материал 508, сформированный с получением сечения круглой формы, и первый материал 510, сформированный в виде трубки.
[000131] Второй материал 508 содержит растворимый материал. Первый материал 510 содержит материал, выполненный с возможностью выработки тепла под действием магнитного поля. В некоторых иллюстративных примерах первый материал 510 представляет собой инвар.
[000132] Первый материал 510 может быть выбран на основании по меньшей мере одного параметра из необходимой температуры консолидации и температуры Кюри указанного ряда подлежащих использованию обкладок форм. В результате этого, первый материал 510 может представлять собой инвар, когда желательна температура Кюри инвара, с учетом необходимых температуры консолидации и температура Кюри указанного ряда обкладок форм. Инвар может быть выбран в качестве первого материала 510 на основании других свойств инвара. В частности, коэффициент теплового расширения инвара может быть необходимым для использования при обработке композиционного материала. Коэффициент теплового расширения инвара может быть по существу схож с коэффициентом теплового расширения композиционного материала.
[000133] Первый материал 510 может обеспечивать усиление для второго материала 508. В некоторых иллюстративных вариантах реализации изобретения первый материал 510 может увеличивать жесткость оправки 502.
[000134] Во время консолидации конструкции 404 первый материал 510 может вырабатывать тепло под действием магнитного поля, создаваемого множеством индукционных катушек 410. В некоторых иллюстративных примерах первый материал 510 может вырабатывать тепло после нагрева обкладки 418 формы и обкладки 420 формы, которое продолжается до тех пор, пока обкладка 418 формы и обкладка 420 формы не станут почти немагнитными.
[000135] Оправка 504 выполнена с возможностью обеспечения устойчивости к давлению от металлического баллона 430 во время процесса консолидации. В результате этого, оправка 504 сохраняет или по существу сохраняет форму полости 505 множества полостей 427 во время консолидации. Оправка 504 содержит второй материал 512, сформированный с получением сечения трапециевидной формы, и первый материал 514, сформированный в виде трубки.
[000136] Второй материал 512 содержит растворимый материал. Первый материал 514 содержит материал, выполненный с возможностью выработки тепла под действием магнитного поля. В некоторых иллюстративных примерах первый материал 514 представляет собой инвар. Первый материал 514 может обеспечивать усиление для второго материала 512. В некоторых иллюстративных вариантах реализации изобретения первый материал 514 может увеличивать жесткость оправки 504.
[000137] Во время консолидации конструкции 404 первый материал 514 может вырабатывать тепло под действием магнитного поля, создаваемого множеством индукционных катушек 410. В некоторых иллюстративных примерах первый материал 514 может вырабатывать тепло после нагрева обкладки 418 формы и обкладки 420 формы, которое продолжается до тех пор, пока обкладка 418 формы и обкладка 420 формы не станут почти немагнитными.
[000138] Оправка 506 выполнена с возможностью обеспечения устойчивости к давлению от металлического баллона 430 во время процесса консолидации. В результате этого, оправка 506 сохраняет или по существу сохраняет форму полости 509 множества полостей 427 во время консолидации. Оправка 506 содержит второй материал 516, сформированный с получением сечения трапециевидной формы, и первый материал 518, сформированный в виде трубки.
[000139] Второй материал 516 содержит растворимый материал. Первый материал 518 содержит материал, выполненный с возможностью выработки тепла под действием магнитного поля. В некоторых иллюстративных примерах первый материал 518 представляет собой инвар. Первый материал 518 может обеспечивать усиление для второго материала 516. В некоторых иллюстративных вариантах реализации изобретения первый материал 518 может увеличивать жесткость оправки 506.
[000140] Во время консолидации конструкции 404 первый материал 518 может вырабатывать тепло под действием магнитного поля, создаваемого множеством индукционных катушек 410. В некоторых иллюстративных примерах первый материал 518 может вырабатывать тепло после нагрева обкладки 418 формы и обкладки 420 формы, которое продолжается до тех пор, пока обкладка 418 формы и обкладка 420 формы не станут почти немагнитными.
[000141] После консолидации второй материал 508, второй материал 512 и второй материал 516 могут быть растворены. Первый материал 510, первый материал 514 и первый материал 518 затем могут быть удалены из полости 503, полости 505 и полости 509.
[000142] Со ссылкой на ФИГ. 6 показана иллюстрация вида спереди конструкции, полученной в соответствии с иллюстративным вариантом реализации изобретения. Конструкция 600 может быть физической реализацией конструкции 206, полученной с использованием рабочего приспособления 202 по ФИГ. 2. Конструкция 600 может быть физической реализацией конструкции 404 с направления 323 по ФИГ. 3 после консолидации в рабочем приспособлении 402 и удаления множества оправок 428 из множества полостей 427. Конструкция 600 может быть панелью обшивки крыла 104 воздушного летательного аппарата 100 по ФИГ. 1.
[000143] Конструкция 600 является консолидированной сэндвичевой конструкцией на основе термопласта. Конструкция 600, как показано на чертеже, проходит в страницу. Конструкция 600 содержит первый слой 602 термопласта, сердцевинный слой 604 термопласта и второй слой 606 термопласта. Сердцевинный слой 604 термопласта имеет множество полостей 608. В некоторых иллюстративных примерах первый слой 602 термопласта, сердцевинный слой 604 термопласта и второй слой 606 термопласта могут быть выложены и затем подвергнуты совместной консолидации.
[000144] Со ссылкой на ФИГ. 7 показана иллюстрация перспективного вида рабочего приспособления в соответствии еще с одним иллюстративным вариантом реализации изобретения. В этом показанном примере рабочее приспособление 700 является примером физической реализации рабочего приспособления 202 и компонентов в рабочем приспособлении 202 по ФИГ. 2.
[000145] В этом иллюстративном примере рабочее приспособление 700 включает в себя первую форму 702, вторую форму 704 и третью форму 706. Первая форма 702, вторая форма 704 и третья форма 706 могут быть физической реализацией множества форм 218 по ФИГ. 2. Как показано на чертежах, третья форма 706 имеет форму цилиндрической оправки. В этом иллюстративном примере третья форма 706 образует внутреннюю линию формования. В этом иллюстративном примере первая форма 702 и вторая форма 704 образуют внешнюю линию формования. Как показано на чертежах, первая форма 702 установлена внутри ограничителя 708 нагрузки. Как показано на чертежах, вторая форма 704 установлена внутри ограничителя 710 нагрузки. Первая форма 702 и вторая форма 704 могут быть прикреплены к ограничителю 708 нагрузки и ограничителю 710 нагрузки посредством любого подходящего крепежного устройства, которое обеспечивает болтовое соединение или зажим. Ограничитель 708 нагрузки и ограничитель 710 нагрузки могут быть физической реализацией множества ограничителей 217 нагрузки по ФИГ. 2.
[000146] Ограничитель 708 нагрузки и ограничитель 710 нагрузки обеспечивают опору поверхности для первой формы 702 и второй формы 704. Ограничитель нагрузки 708 и ограничитель 710 нагрузки могут предотвращать нежелательное деформирование первой формы 702 и второй формы 704, такое как изгибание и растрескивание, во время производственных операций. Ограничитель 708 нагрузки и ограничитель 710 нагрузки могут быть выполнены из стали, алюминия или любого другого необходимого материала. Материал ограничителя 708 нагрузки и ограничителя 710 нагрузки может быть выбран на основании нагрузок, имеющих место во время формирования или консолидации. В некоторых иллюстративных примерах материал может быть немагнитным, чтобы уменьшать любые искажения в магнитном поле, полученном посредством множества индукционных катушек 712. В некоторых иллюстративных примерах ограничитель 708 нагрузки и ограничитель 710 нагрузки могут отсутствовать. В этих иллюстративных примерах первая форма 702 и вторая форма 704 могут быть выполнены достаточно прочными для предотвращения изгибания или растрескивания.
[000147] Третья форма 706 усиливается множеством стержней 714, которые удерживаются с помощью множества винтов 716. Как показано на чертежах, множество стержней 714 проходит продольно через третью форму 706. Множество стержней 714 может быть физической реализацией множества стержней 224 по ФИГ. 2. Множество винтов 716 может быть физической реализацией множества винтов 227 по ФИГ. 2.
[000148] Множество индукционных катушек 712 связано с первой формой 702, второй формой 704 и третьей формой 706. Множество индукционных катушек 712 может быть физической реализацией множества индукционных катушек 222 по ФИГ. 2. Множество индукционных катушек 712 содержит секции 722 и гибкие секции 724. Как показано на чертежах, секции 722 проходят вдоль длины первой формы 702, второй формы 704 и третьей формы 706. Секции 722 могут быть физической реализацией секций 223 по ФИГ. 2. Секции 722 могут быть заделаны в первую форму 702, вторую форму 704 и третью форму 706. Гибкие секции 724 соединяют секции 722 в первой форме 702, второй форме 704 и третьей форме 706. Гибкие секции 724 могут быть физической реализацией гибких секций 225 по ФИГ. 2. Соединители 726, расположенные на концах множества индукционных катушек 712, могут соединять множество индукционных катушек 712 с контроллером, источником питания, источником охлаждающего вещества или другими внешними служебными средствами. Соединители 726 могут быть физической реализацией соединителей 253 по ФИГ. 2.
[000149] Иллюстрация рабочего приспособления 700 по ФИГ. 7 не подразумевает наложений физических или архитектурных ограничений на способ, которым иллюстративный вариант реализации изобретения может быть реализован. Могут быть использованы другие компоненты в дополнение к проиллюстрированным компонентам или вместо них. Некоторые компоненты могут быть не нужны.
[000150] Например, множество стержней 714 может также находиться внутри первой формы 702 и второй формы 704. В качестве еще одного примера, хотя показаны первая форма 702, вторая форма 704 и третья форма 706, рабочее приспособление 700 может вместо них иметь более трех форм.
[000151] Со ссылкой на ФИГ. 8 показана иллюстрация сечения конструкции внутри рабочего приспособления в соответствии с иллюстративным вариантом реализации изобретения. Вид 800 может представлять собой сечение конструкции внутри рабочего приспособления 700 по ФИГ. 7 вдоль линии 8-8. Рабочее приспособление 802 может быть физической реализацией рабочего приспособления 202 по ФИГ. 2. Конструкция 804 может быть физической реализацией конструкции 206 по ФИГ. 2.
[000152] Как показано на чертежах, конструкция 804 размещена внутри рабочего приспособления 802. В частности, конструкция 804 размещена между первой формой 808, второй формой 810 и третьей формой 812 внутри полости 806 формы рабочего приспособления 802. Множество индукционных катушек 818 проходит через первую форму 808. Множество индукционных катушек 820 проходит через вторую форму 810. Множество индукционных катушек 824 проходит через третью форму 812. Множество индукционных катушек 818, множество индукционных катушек 820 и множество индукционных катушек 824 соединены гибкими секциями.
[000153] Множество стержней 822 проходит через третью форму 812. Первая форма 808 и вторая форма 810 удерживаются внутри ограничителя 814 нагрузки и ограничителя 816 нагрузки.
[000154] Обкладка 825 формы связана с третьей формой 812 внутри полости 806 формы. Обкладка 825 формы контактирует с металлическим баллоном 828. Обкладка 826 формы связана с первой формой 808 и второй формой 810 в полости 806 формы. Обкладка 826 формы контактирует с конструкцией 804 внутри полости 806 формы.
[000155] Конструкция 804 содержит первый слой 834 термопласта, сердцевинный слой 832 термопласта и второй слой 830 термопласта. Первый слой 834 термопласта может быть физической реализацией первого слоя 236 термопласта по ФИГ. 2. Сердцевинный слой 832 термопласта может быть физической реализацией сердцевинного слоя 238 термопласта по ФИГ. 2. Второй слой 830 термопласта может быть физической реализацией второго слоя 240 термопласта по ФИГ. 2.
[000156] Второй слой 830 термопласта может быть выполнен из ряда слоев лент на основе композиционных материалов, жгутов на основе композиционных материалов, плетеного композита или любого другого подходящего композиционного материала. Второй слой 830 термопласта может быть выполнен с использованием процесса выкладки композиционных материалов. Процесс выкладки композиционных материалов может быть выбран из одного из следующих процессов: переплетение, наслаивание лент, наслаивание жгутов или любого другого необходимого процесса выкладки композиционных материалов. В некоторых иллюстративных примерах второй слой 830 термопласта может быть помещен на металлический баллон 828 посредством процесса выкладки композиционных материалов. В одном иллюстративном примере согласно процессу выкладки композиционных материалов могут выполнять выкладку композиционного материала непосредственно на металлический баллон 828. В одном иллюстративном примере композиционный материал может быть нанесен с переплетением на металлический баллон 828 для формирования второго слоя 830 термопласта.
[000157] В некоторых иллюстративных примерах второй слой 830 термопласта может быть помещен на металлический баллон 828 в виде преформы. В этом иллюстративном примере второй слой 830 термопласта может быть выполнен имеющим необходимую форму перед помещением на металлический баллон 828. В некоторых иллюстративных примерах второй слой 830 термопласта может быть консолидирован или выполнен полужестким, когда второй слой 830 термопласта помещают на металлический баллон 828.
[000158] Сердцевинный слой 832 термопласта имеет множество полостей 833. Множество полостей 833 проходит в конструкцию 804 и в страницу на ФИГ. 8. Множество полостей 833 содержит множество оправок 836. Сердцевинный слой 832 термопласта может быть выполнен с использованием процесса выкладки композиционных материалов. Процесс выкладки композиционных материалов может быть выбран из одного из следующих процессов: переплетение, наслаивание лент, наслаивание жгутов или иной необходимый процесс выкладки композиционных материалов. В некоторых иллюстративных примерах сердцевинный слой 832 термопласта может быть выполнен посредством выкладки композиционного материала на множество оправок 836. В одном иллюстративном примере сердцевинный слой 832 термопласта может быть выполнен посредством выкладки плетеного термопластичного материала поверх множества оправок 836. После выкладки композиционного материала на множество оправок 836, множество оправок 836 может быть размещено относительно друг друга для формирования сердцевинного слоя 832 термопласта. В некоторых иллюстративных примерах после выкладки композиционного материала на множество оправок 836, множество оправок 836 может быть размещено относительно друг друга на втором слое 830 термопласта для формирования сердцевинного слоя 832 термопласта.
[000159] Первый слой 834 термопласта может быть выполнен из ряда слоев лент на основе композиционных материалов, жгутов на основе композиционных материалов, плетеного композита или любого другого подходящего композиционного материала. Первый слой 834 термопласта может быть выполнен с использованием процесса выкладки композиционных материалов. Процесс выкладки композиционных материалов может быть выбран из одного из следующих процессов: переплетение, наслаивание лент, наслаивание жгутов или любого другого необходимого процесса выкладки композиционных материалов. В некоторых иллюстративных примерах первый слой 834 термопласта может быть размещен на сердцевинном слое 832 термопласта посредством процесса выкладки композиционных материалов. В одном иллюстративном примере согласно процессу выкладки композиционных материалов могут выполнять выкладку композиционного материала непосредственно на сердцевинный слой 832 термопласта. В одном иллюстративном примере композиционный материал может быть нанесен с переплетением на сердцевинный слой 832 термопласта для формирования первого слоя 834 термопласта.
[000160] В некоторых иллюстративных примерах первый слой 834 термопласта может быть помещен на сердцевинном слое 832 термопласта в виде преформы. В этом иллюстративном примере первый слой 834 термопласта может быть выполнен имеющим необходимую форму перед помещением на сердцевинном слое 832 термопласта. В некоторых иллюстративных примерах первый слой 834 термопласта может быть консолидирован или выполнен полужестким, когда первый слой 834 термопласта помещают на сердцевинном слое 832 термопласта.
[000161] Для консолидации конструкции 804 с множеством индукционных катушек 818, на множество индукционных катушек 820 и множество индукционных катушек 824 может быть подано питание для получения магнитного поля. Под действием магнитного поля обкладка 825 формы и обкладка 826 формы могут вырабатывать тепло.
[000162] В металлическом баллоне 828 может быть создано повышенное давление. В некоторых иллюстративных примерах повышенное давление в металлическом баллоне 828 может быть создано с использованием инертного газа. Когда в металлическом баллоне 828 создано повышенное давление, он может сообщать сжимающее усилие конструкции 804. Металлический баллон 828 может сообщать сжимающее усилие конструкции 804 путем расширения под воздействием давления, чтобы прижимать конструкцию 404 к обкладке 825 формы и обкладке 826 формы. Обкладка 825 формы и обкладка 826 формы связаны с первой формой 808 и второй формой 810. Первая форма 808 и вторая форма 810 задают внешнюю линию формования для конструкции 804. Когда в металлическом баллоне 828 создано повышенное давление, первая форма 808 и вторая форма 810 обеспечивают сопротивление давлению. Иными словами, первая форма 808 и вторая форма 810 могут обеспечивать по существу жесткую внешнюю линию формования для конструкции 804. Металлический баллон 430 действует так, что он расширяется и прижимает конструкцию 404 к первой форме 406 и второй форме 408.
[000163] Когда конструкция 804 является плетеным термопластичным материалом, щелевые отверстия плетеного термопластичного материала могут перемещаться относительно друг друга. Это перемещение плетеного термопластичного материала может возникать, когда металлический баллон 828 расширяется под воздействием давления. Перемещение плетеного термопластичного материала может улучшать качество получаемой конструкции 804.
[000164] Множество оправок 836 может предотвращать или уменьшать неприемлемые изменения формы сердцевинного слоя 832 термопласта во время консолидации. Иными словами, давление, прикладываемое металлическим баллоном 828, не может раздавить или осуществлять неблагоприятное динамическое воздействие на множество полостей 833 благодаря множеству оправок 836 внутри множества полостей 833.
[000165] Когда конструкцию 804 нагревают и сжимают, первый слой 834 термопласта консолидируется относительно сердцевинного слоя 832 термопласта. Во время нагрева и сжатия смола первого слоя 834 термопласта претерпевает пластическую деформацию относительно сердцевинного слоя 832 термопласта. Когда конструкцию 804 охлаждают, первый слой 834 термопласта может отверждаться относительно сердцевинного слоя 832 термопласта. Первый слой 834 термопласта и сердцевинный слой 832 термопласта могут образовывать область сопряжения, в которой смола первого слоя 834 термопласта и смола сердцевинного слоя 832 термопласта могут вместе претерпевать пластическую деформацию.
[000166] Когда конструкцию 804 нагревают и сжимают, второй слой 830 термопласта консолидируется относительно сердцевинного слоя 832 термопласта. Во время нагрева и сжатия смола второго слоя 830 термопласта претерпевает пластическую деформацию относительно сердцевинного слоя 832 термопласта. Когда конструкцию 804 охлаждают, второй слой 830 термопласта может отверждаться относительно сердцевинного слоя 832 термопласта. Второй слой 830 термопласта и сердцевинный слой 832 термопласта могут создавать область сопряжения, в которой смола второго слоя 830 термопласта и смола сердцевинного слоя 832 термопласта могут вместе претерпевать пластическую деформацию.
[000167] Со ссылкой на ФИГ. 9 показана иллюстрация сечения конструкции внутри рабочего приспособления в соответствии с иллюстративным вариантом реализации изобретения. На ФИГ. 9 показан вид внутри блока 9 по ФИГ. 8. Как показано на ФИГ. 9, множество оправок 836 расположены внутри множества полостей 833 сердцевинного слоя 832 термопласта. Как показано на ФИГ. 8 и ФИГ. 9, множество оправок 836 содержит одну форму сечения.
[000168] Оправка 902 выполнена внутри множества оправок 836. Оправка 902 имеет трапециевидное сечение. В некоторых иллюстративных примерах множество оправок 836 могут иметь отличающиеся или дополнительные формы сечения.
[000169] Оправка 902 может действовать в качестве формующего рабочего приспособления для сердцевинного слоя 832 термопласта. Во время формирования сердцевинного слоя 832 термопласта, композиционный материал может быть выложен на оправку 902. После выкладки композиционного материала, оправка 902 может быть размещена относительно других оправок в множестве оправок 836 для формирования участка сердцевинного слоя 832 термопласта. В одном иллюстративном примере плетеный композиционный материал может быть выложен на оправку 902.
[000170] Оправка 902 выполнена с возможностью обеспечения сопротивления давлению от металлического баллона 828 во время процесса консолидации. В результате этого, оправка 902 сохраняет или по существу сохраняет форму полости 908 множества полостей 833 во время консолидации. Оправка 902 содержит второй материал 904, сформированный с получением сечения трапециевидной формы, и первый материал 906, сформированный в виде трубки.
[000171] Второй материал 904 содержит растворимый материал. Первый материал 906 содержит материал, выполненный с возможностью выработки тепла под действием магнитного поля. В некоторых иллюстративных примерах первый материал 906 представляет собой инвар. Первый материал 906 может обеспечивать усиление для второго материала 904. В некоторых иллюстративных вариантах реализации изобретения первый материал 906 может увеличивать жесткость оправки 902.
[000172] Во время консолидации конструкции 804 первый материал 906 может вырабатывать тепло под действием магнитного поля, создаваемого множеством индукционных катушек 818, множеством индукционных катушек 820 и множеством индукционных катушек 824. В некоторых иллюстративных примерах первый материал 906 может вырабатывать тепло после нагрева обкладки 825 формы и обкладки 826 формы, которое продолжается до тех пор, пока обкладка 825 формы и обкладка 826 формы не станут почти немагнитными.
[000173] Со ссылкой на ФИГ. 10 показана иллюстрация перспективного вида оправки в соответствии с иллюстративным вариантом реализации изобретения. В этом показанном примере оправка 1000 представляет собой пример физической реализации оправки множества оправок 248 по ФИГ. 2. Оправка 1000 может быть оправкой 902 по ФИГ. 9. Оправка 1000 может быть использована для изготовления части воздушного летательного аппарата, такой как панель обшивки крыла 104 воздушного летательного аппарата 100 по ФИГ. 1.
[000174] Как показано на чертежах, оправка 1000 имеет трапециевидное сечение. В некоторых иллюстративных примерах оправка 1000 может иметь отличающиеся или изменяющиеся формы сечения. В одном иллюстративном примере оправка 1000 может иметь круглую форму сечения. Еще в одном иллюстративном варианте реализации оправка 1000 может иметь треугольную форму сечения.
[000175] Оправка 1000 содержит второй материал 1002, сформированный с получением сечения трапециевидной формы, и первый материал 1004, сформированный в виде трубки. Второй материал 1002 содержит растворимый материал. Первый материал 1004 содержит материал, выполненный с возможностью выработки тепла под действием магнитного поля. В некоторых иллюстративных примерах первый материал 1004 представляет собой инвар. Первый материал 1004 может обеспечивать усиление для второго материала 1002. В некоторых иллюстративных вариантах реализации изобретения первый материал 1004 может увеличивать жесткость оправки 1000.
[000176] Оправка 1000 может действовать в качестве формующего рабочего приспособления для сердцевинного слоя термопласта, такого как сердцевинный слой 238 термопласта по ФИГ. 2. Во время формирования сердцевинного слоя термопласта, композиционный материал может быть выложен на оправку 1000 для формирования сердцевинной части. Эта сердцевинная часть может быть сердцевинной частью в множестве сердцевинных частей 237 по ФИГ. 2. После выкладки композиционного материала, оправка 1000 может быть размещена относительно других оправок для формирования участка сердцевинного слоя термопласта. В одном иллюстративном примере плетеный композиционный материал может быть выложен на оправку 1000.
[000177] Оправка 1000 может образовывать полость в сердцевинном слое термопласта. Указанная полость может быть полостью в множестве полостей 244 по ФИГ. 2.
[000178] Оправка 1000 выполнена с возможностью обеспечения сопротивления давлению от металлического баллона, такого как металлический баллон 208 по ФИГ. 2 во время процесса консолидации. В результате этого, оправка 1000 сохраняет или по существу сохраняет форму полости во время консолидации.
[000179] Во время консолидации первый материал 1004 может вырабатывать тепло под действием магнитного поля, создаваемого множеством индукционных катушек, таких как множество индукционных катушек 222 по ФИГ. 2. В некоторых иллюстративных примерах первый материал 1004 может вырабатывать тепло после нагрева обкладки формы, которое продолжается до тех пор, пока обкладка формы не станет почти немагнитной. Этот обкладка формы может быть обкладкой формы в обкладках 226 форм по ФИГ. 2.
[000180] Различные компоненты, показанные на ФИГ. 3-10, могут быть скомбинированы с компонентами по ФИГ. 2, используемыми с компонентами по ФИГ. 2 или комбинацией указанного. Дополнительно, некоторые из компонентов по ФИГ. 3-10 могут быть иллюстративными примерами того, каким образом компоненты, показанные в блочной форме на ФИГ. 2, могут быть реализованы в качестве физических конструкций.
[000181] Со ссылкой на ФИГ. 11 показана иллюстрация температурного цикла в соответствии с иллюстративным вариантом реализации изобретения. Температурный цикл 1100 может быть иллюстративным примером температурного цикла для рабочего приспособления 202 в конструкции 206 по ФИГ. 2.
[000182] Температурный цикл 1100 имеет ось x 1102 и ось у 1104. Температурный цикл 1100 представляет собой консолидацию конструкции, содержащей термопластичный материал в рабочем приспособлении. Рабочее приспособление содержит рабочее приспособление для индуктивного нагрева.
[000183] На оси x 1102 представлено время в минутах. На оси у 1104 представлена температура. При температурном цикле 1100, рабочему приспособлению требуется примерно 15 минут, как представлено линейным изменением 1106, для нагрева указанной конструкции до температуры 1108 консолидации. После этого температура 1108 консолидации поддерживается в течение примерно 3 минут, как представлено линейным удержанием 1110. После линейного удержания 1110 указанную конструкцию подвергают управляемому охлаждению до комнатной температуры 1112, как представлено линейным изменением 1114.
[000184] В некоторых иллюстративных примерах указанную конструкцию охлаждают с линейным изменением 1114 при заданной скорости для получения необходимых характеристик материала. Например, указанная конструкция может быть охлаждена при заданной скорости для получения необходимой степени кристалличности в термопластичном материале указанной конструкции. В некоторых иллюстративных примерах указанную конструкцию охлаждают с линейным изменением 1114 при заданной скорости во избежание неприемлемых характеристик материала.
[000185] Как показано на чертежах, температурный цикл 1100 для консолидации указанной конструкции в рабочем приспособлении значительно короче, чем отверждение термореактивного материала. Кроме того, как показано на чертежах, температурный цикл 1100 для консолидации указанной конструкции в рабочем приспособлении может занимать меньше времени, чем консолидация с использованием рабочего приспособления для резистивного нагрева. Соответственно, посредством использования температурного цикла 1100 время на изготовление сэндвичевых конструкций может быть уменьшено. Кроме того, посредством использования температурного цикла 1100 могут быть уменьшены затраты на изготовление.
[000186] Со ссылкой на ФИГ. 12 показана иллюстрация структурной схемы процесса формирования сэндвичевой конструкции в соответствии с иллюстративным вариантом реализации изобретения. Процесс, проиллюстрированный на ФИГ. 12, может быть реализован в производственной среде 200 по ФИГ. 2. Кроме того, этот процесс может быть реализован для формирования конструкции 206 по ФИГ. 2.
[000187] Процесс может быть начат с того, что выкладывают термопластичный материал для формирования конструкции, имеющей множество полостей, проходящих в указанную конструкцию, множество оправок внутри указанного множества полостей (операция 1202). Указанная конструкция может быть конструкцией 206 по ФИГ. 2. Затем согласно процессу могут размещать указанную конструкцию внутри рабочего приспособления, имеющего ряд обкладок форм, выполненных с возможностью выработки тепла под действием магнитного поля (операция 1204). Указанный ряд обкладок форм может быть обкладками 226 форм по ФИГ. 2. Затем согласно процессу могут осуществлять консолидацию указанной конструкции с формированием консолидированной конструкции, при этом процесс консолидации содержит подачу магнитного поля к указанному ряду обкладок форм для нагрева указанной конструкции до температуры консолидации (операция 1206). После этого процесс завершают.
[000188] Со ссылкой на ФИГ. 13 показана иллюстрация структурной схемы процесса формирования сэндвичевой конструкции в соответствии с иллюстративным вариантом реализации изобретения. Процесс, проиллюстрированный на ФИГ. 13, может быть реализован в производственной среде 200 по ФИГ. 2. Кроме того, этот процесс может быть реализован для формирования конструкции 206 по ФИГ. 2. Процесс может быть начат с того, что выкладывают плетеный термопластичный материал на металлический баллон для формирования первого слоя термопласта (операция 1302). Металлический баллон может быть металлическим баллоном 208 по ФИГ. 2. Первый слой термопласта может быть вторым слоем 240 термопласта по ФИГ. 2.
[000189] Затем согласно процессу могут выкладывать плетеный термопластичный материал поверх множества оправок для формирования множества сердцевинных частей, причем указанное множество оправок содержит второй материал, являющийся растворимым, и первый материал, который выполнен с возможностью выработки тепла под действием магнитного поля (операция 1304). Указанное множество оправок может быть множеством оправок 248 по ФИГ. 2.
[000190] Согласно процессу затем могут размещать указанное множество сердцевинных частей поверх первого слоя термопласта (операция 1306). Указанное множество сердцевинных частей может быть множеством сердцевинных частей 237 по ФИГ. 2.
[000191] Затем согласно процессу могут выкладывать плетеный термопластичный материал поверх указанного множества сердцевинных частей для формирования конструкции (операция 1308). Осуществление выкладки плетеного термопластичного материала может приводить к формированию первого слоя 236 термопласта по ФИГ. 2.
[000192] Затем согласно процессу могут размещать указанную конструкцию внутри рабочего приспособления, имеющего ряд обкладок форм, выполненных с возможностью выработки тепла под действием магнитного поля (операция 1310). Рабочее приспособление может быть рабочим приспособлением 202, имеющим обкладки 226 форм по ФИГ. 2.
[000193] Затем согласно процессу могут осуществлять выполнение консолидации указанной конструкции с формированием консолидированной конструкции, при этом процесс консолидации содержит подачу магнитного поля к указанному ряду обкладок форм для нагрева указанной конструкции до температуры консолидации; создают в металлическом баллоне повышенное давление таким образом, что металлический баллон сообщает сжимающее усилие; и охлаждают указанную конструкцию в рабочем приспособлении (операция 1312). Металлический баллон может быть металлическим баллоном 208 по ФИГ. 2. Когда указанная конструкция имеет плетеный термопластичный материал, щелевые отверстия плетеного термопластичного материала могут перемещаться относительно друг друга. Это перемещение плетеного термопластичного материала может возникать, когда металлический баллон 208 расширяется под воздействием давления. Перемещение плетеного термопластичного материала может улучшать качество получаемой конструкции 206.
[000194] Затем согласно процессу могут удалять консолидированную конструкцию из рабочего приспособления (операция 1314). Затем согласно процессу могут растворять второй материал внутри консолидированной конструкции (операция 1316). После этого процесс завершают.
[000195] Иллюстративные варианты реализации настоящего изобретения могут быть описаны в контексте способа 1400 производства и обслуживания воздушного летательного аппарата, как показано на ФИГ. 14 и воздушного летательного аппарата 1500, как показано на ФИГ. 15. Со ссылкой на ФИГ. 14 в форме блок-схемы показана иллюстрация способа производства и обслуживания воздушного летательного аппарата в соответствии с иллюстративным вариантом реализации изобретения. Во время предпроизводственного этапа способ 1400 производства и обслуживания воздушного летательного аппарата может включать в себя разработку спецификации и проектирование 1402 воздушного летательного аппарата 1500 по ФИГ. 15 и материальное снабжение 1404.
[000196] Во время производства выполняют процесс 1406 производства компонентов и сборочных узлов и системную интеграцию 1408 воздушного летательного аппарата 1500 по ФИГ. 15. После этого воздушный летательный аппарат 1500 по ФИГ. 15 может пройти через стадию 1400 сертификации и поставки для постановки на обслуживание 1412. При эксплуатации 1412 заказчиком воздушный летательный аппарат 1500 по ФИГ. 15 подпадает под регламентное техобслуживание и текущий ремонт 1414, который может включать в себя модернизацию, перенастройку, переоборудование и иные техобслуживание и текущий ремонт.
[000197] Каждый из процессов способа 1400 производства и обслуживания воздушного летательного аппарата может быть выполнен или осуществлен системным интегратором, третьей стороной и/или оператором. В этих примерах оператором может быть заказчик. Для целей данного описания системный интегратор может включать в себя, без ограничения, любое количество производителей воздушных летательных аппаратов и субподрядчиков по основным системам; третья сторона может включать в себя, без ограничения, любое количество продавцов, субподрядчиков и поставщиков, а оператор может представлять собой авиакомпанию, лизинговую компанию, военную организацию, обслуживающую организацию и т.д.
[000198] Со ссылкой на ФИГ. 15 показана иллюстрация воздушного летательного аппарата в виде блок-схемы, в котором может быть реализован иллюстративный вариант реализации изобретения. В этом примере воздушный летательный аппарат 1500 изготовлен способом 1400 производства и обслуживания воздушного летательного аппарата по ФИГ. 14 и может включать в себя корпус 1502 с системами 1504 и внутренней частью 1506. Примеры систем 1504 включают в себя одно или большее количество из следующего: двигательная установка 1508, электрическая система 1510 гидравлическая система 1512 и система 1514 управления условиями окружающей среды. Может быть включено любое количество других систем. Хотя показан пример, относящийся к аэрокосмической промышленности, принципы изобретения могут быть применены в других отраслях промышленности, например, при изготовлении автомобилей.
[000199] Устройства и способы, реализуемые в настоящем документе, могут быть применены во время по меньшей мере одного из этапов способа 1400 производства и обслуживания воздушного летательного аппарата по ФИГ. 14. Один или более иллюстративных вариантов осуществления изобретения могут быть использованы во время производства 1406 компонентов и сборочных узлов. Например, конструкция 206 по ФИГ. 2 может быть выполнена с использованием рабочего приспособления 202 во время производства 1406 компонентов и сборочных узлов. Кроме того, конструкция 206 также может быть использована для выполнения замен во время регламентного техобслуживания и текущего ремонта 1414. Например, воздушный летательный аппарат 1500 может быть осмотрен во время планового обслуживания воздушного летательного аппарата 1500. Конструкция 206 может быть частью воздушного летательного аппарата 1500, такой как часть корпуса 1502 или систем 1504.
[000200] Иллюстративные варианты реализации изобретения обеспечивают создание способа и устройства для формирования сэндвичевой конструкции на основе термопласта. В частности, иллюстративные варианты реализации изобретения обеспечивают создание способа и устройства для формирования сэндвичевой конструкции на основе термопласта без использования крепежных элементов. Конструкция может содержать первый слой 236 термопласта, сердцевинный слой 238 термопласта и второй слой 240 термопласта. Посредством использования множества индукционных катушек 222 и обкладок 226 форм рабочего приспособления 202, конструкция 206 может быть получена консолидацией. Во время консолидации первый материал 252 в множестве оправок 248 может нагреваться под действием магнитного поля, создаваемого множеством индукционных катушек 222.
[000201] Металлический баллон 208 может обеспечивать сжимающее усилие во время консолидации. Множество оправок 248 обеспечивают поддержку для множества полостей 244 внутри сердцевинного слоя 238 термопласта во время консолидации.
[000202] В некоторых иллюстративных примерах первый слой 236 термопласта может содержать плетеный композит. В некоторых иллюстративных примерах второй слой 240 термопласта может содержать плетеный композит. В некоторых иллюстративных примерах сердцевинный слой 238 термопласта может содержать плетеные композиты, окружающие множество оправок 248.
[000203] При формировании сэндвичевых конструкций на основе термопласта согласно иллюстративным вариантам реализации изобретения время на изготовление может быть уменьшено. При формировании сэндвичевых конструкций на основе термопласта согласно иллюстративным вариантам реализации изобретения могут быть уменьшены затраты на изготовление сэндвичевых конструкций. Кроме того, согласно иллюстративным вариантам реализации изобретения можно создавать более легкие сэндвичевые конструкции на основе термопласта по сравнению со сэндвичевыми конструкциями, содержащими крепежные элементы.
[000204] Описание различных иллюстративных вариантов реализации изобретения было представлено в целях иллюстрации, и это описание не является исчерпывающим или ограничивающимся раскрытыми формами реализации настоящего изобретения. Многие модификации и изменения будут очевидны специалистам в данной области техники. Кроме того, различные иллюстративные варианты реализации изобретения могут обеспечивать различные признаки по сравнению с другими иллюстративными вариантами реализации изобретения. Вариант или варианты реализации изобретения выбраны и описаны для того, чтобы лучше объяснить принципы его осуществления, практического применения и дать представление специалистам о различных вариантах с различными модификациями, которые подходят для конкретного использования изобретения другими специалистам в данной области техники.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ТЕРМОПЛАСТИЧНЫХ КОМПОЗИЦИОННЫХ СТРУКТУР И ЛЕНТЫ ПРЕПРЕГА, ИСПОЛЬЗУЕМОЙ МЕЖДУ НИМИ | 2017 |
|
RU2759921C2 |
| Способ формования изделий, усиленных каркасом из непрерывного волокна | 2020 |
|
RU2738650C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗМЕРОСТАБИЛЬНОЙ ИНТЕГРАЛЬНОЙ КОНСТРУКЦИИ | 2016 |
|
RU2620799C1 |
| Порошковое связующее на основе циановой композиции и способ получения армированного углекомпозита на его основе (варианты) | 2023 |
|
RU2813882C1 |
| ГИБРИДНАЯ ВУАЛЬ В КАЧЕСТВЕ ПРОМЕЖУТОЧНОГО СЛОЯ В КОМПОЗИЦИОННЫХ МАТЕРИАЛАХ | 2016 |
|
RU2713325C2 |
| КОМПОЗИЦИОННЫЕ СЛОИСТЫЕ МАТЕРИАЛЫ, СОДЕРЖАЩИЕ СИСТЕМУ ОТВЕРСТИЙ, ПОЛУЧАЕМЫЕ РЕГУЛИРУЕМОЙ ВЫКЛАДКОЙ ВОЛОКОН | 2014 |
|
RU2765421C2 |
| Способ ультразвуковой консолидации композиционных изделий | 2023 |
|
RU2819289C1 |
| КОМПОЗИЦИОННЫЕ СЛОИСТЫЕ МАТЕРИАЛЫ, СОДЕРЖАЩИЕ СИСТЕМУ ОТВЕРСТИЙ, ПОЛУЧАЕМЫЕ РЕГУЛИРУЕМОЙ ВЫКЛАДКОЙ ВОЛОКОН | 2014 |
|
RU2656657C2 |
| Способ изготовления полого конструктивного элемента из композиционного материала | 2016 |
|
RU2633719C1 |
| Узел конформной композитной антенны | 2016 |
|
RU2714862C2 |
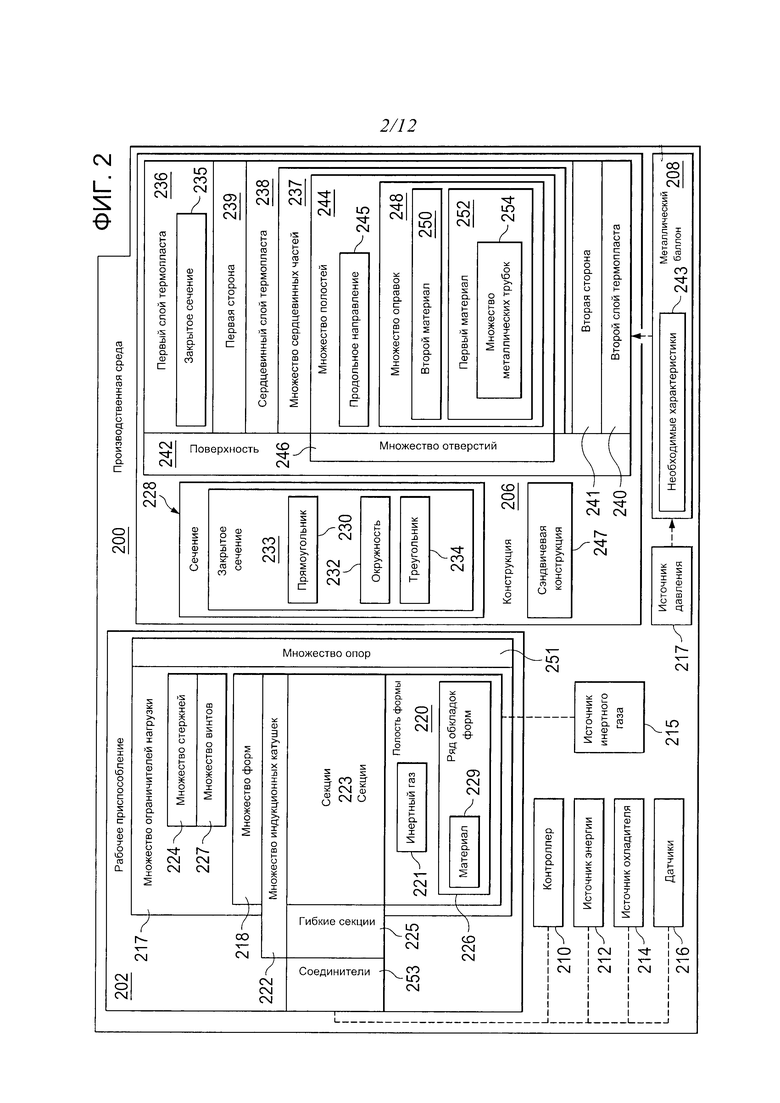
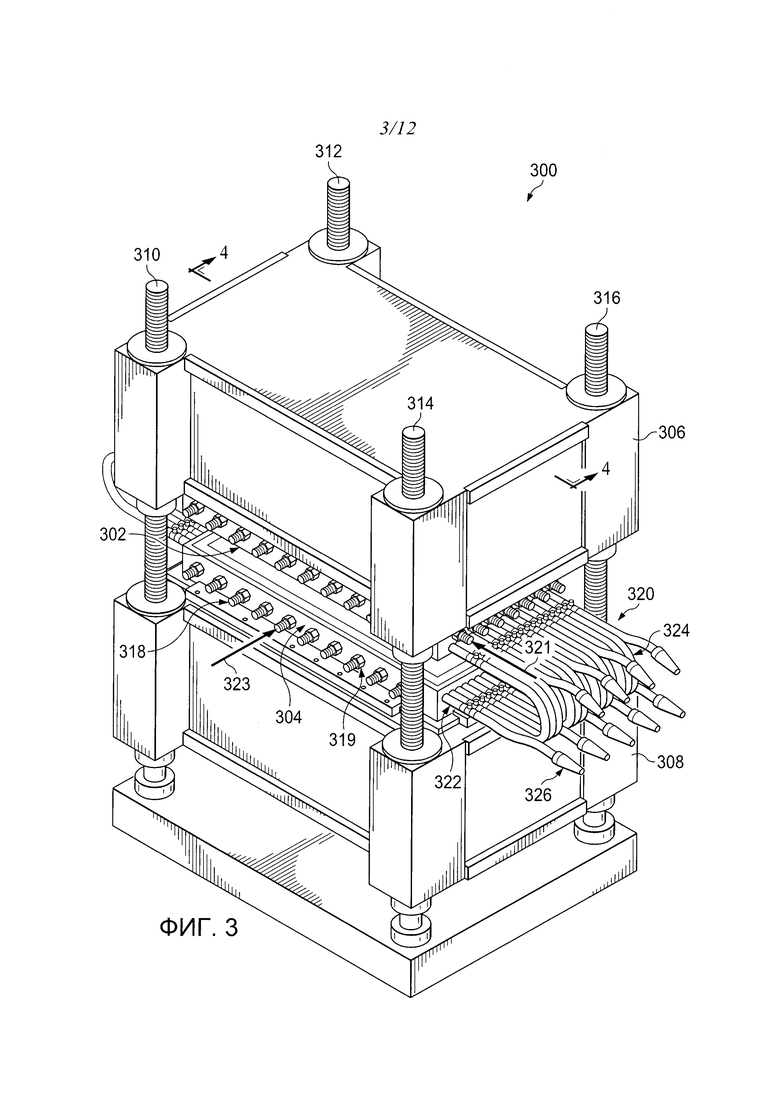
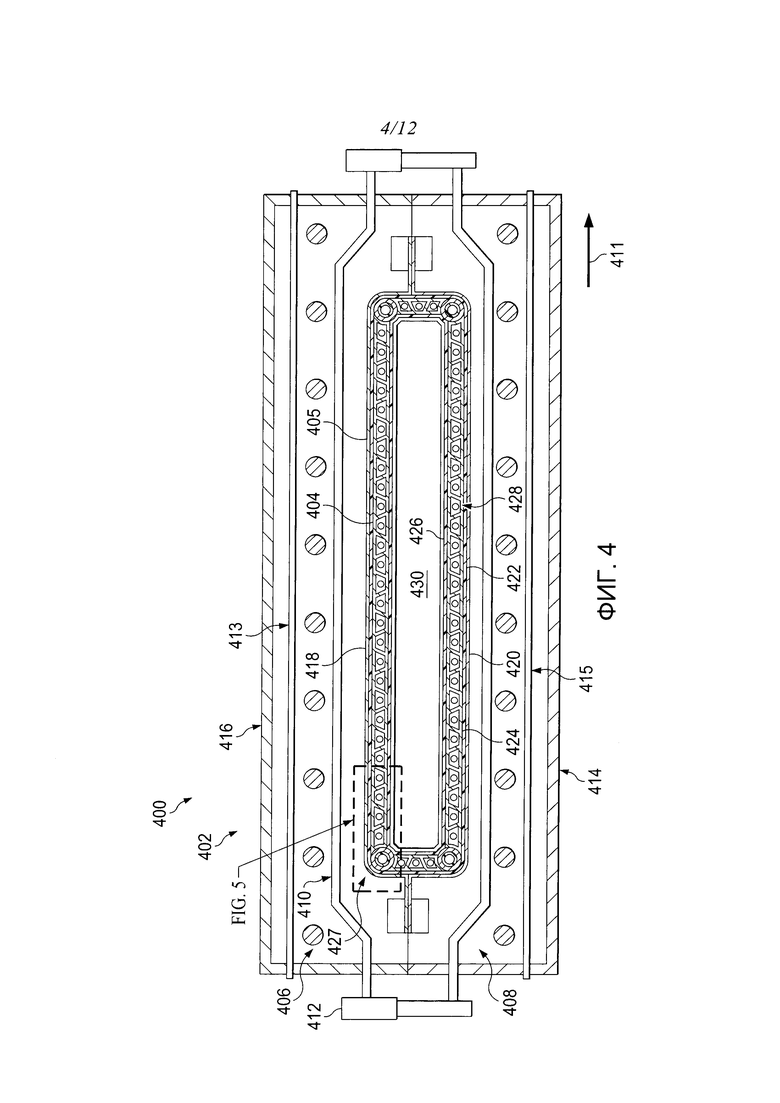
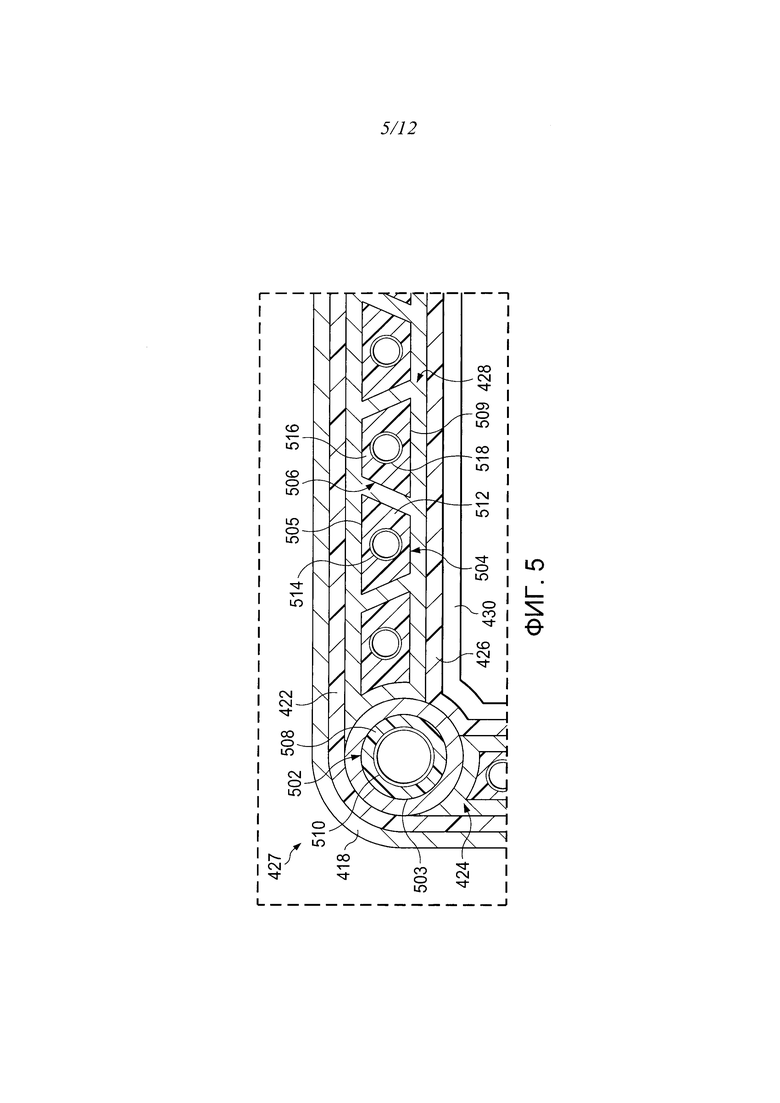
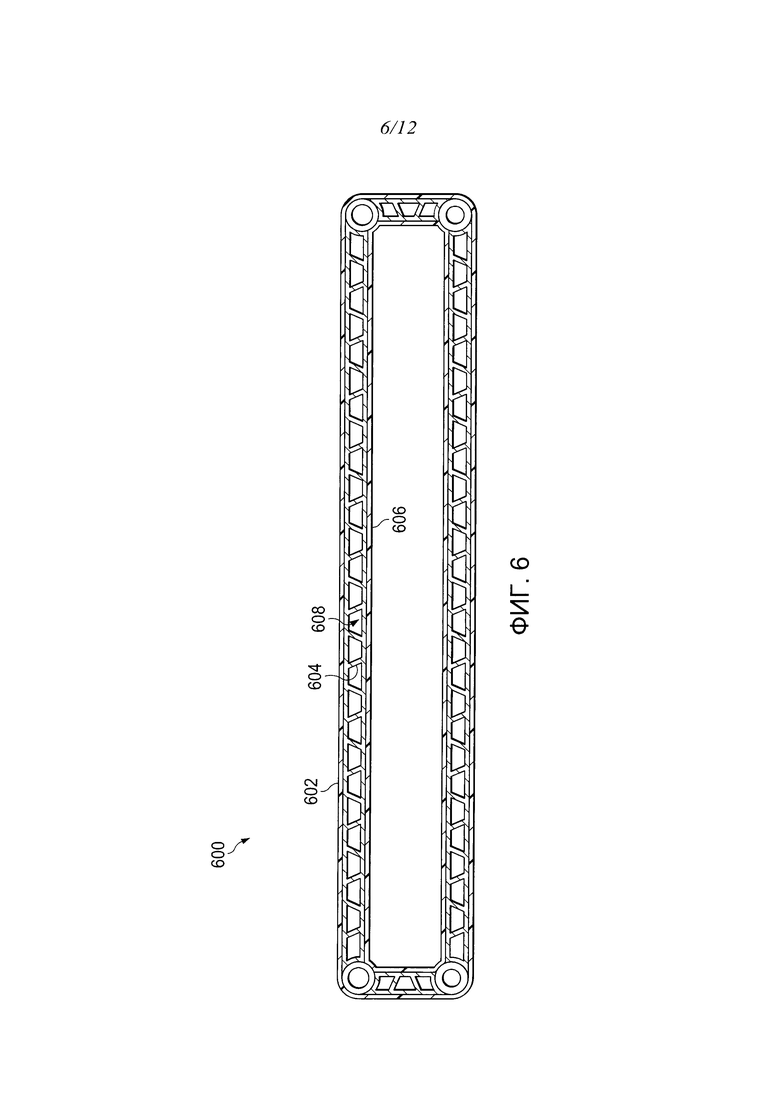
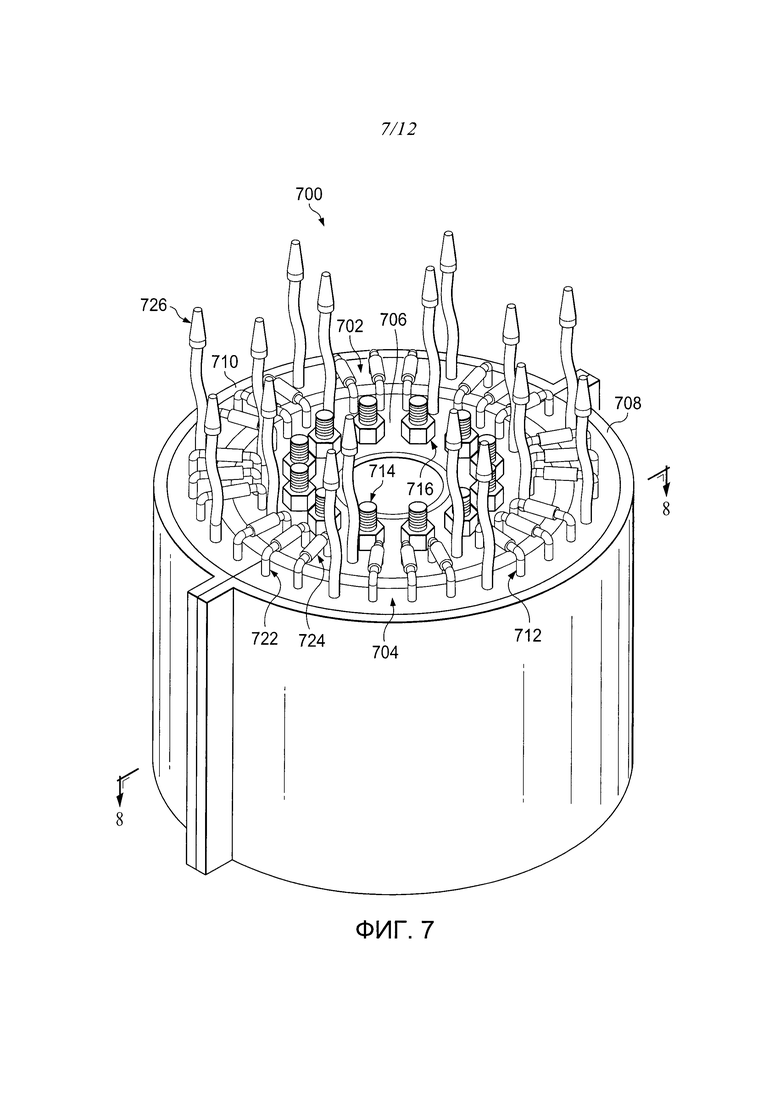
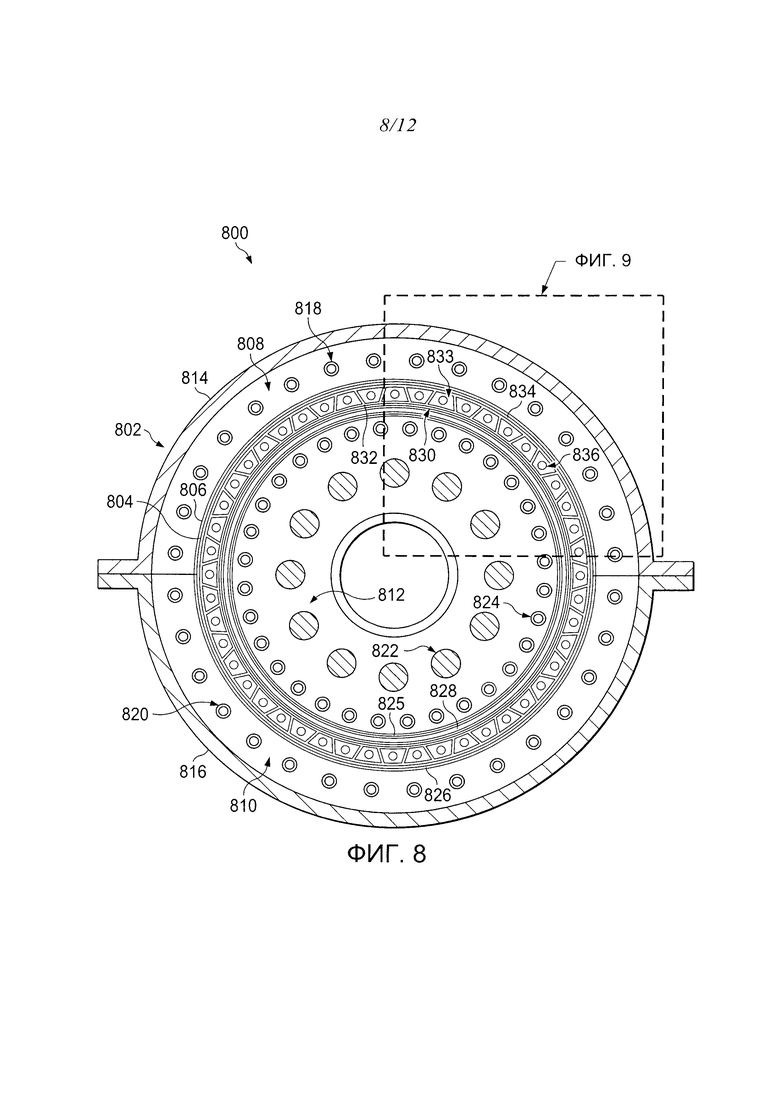
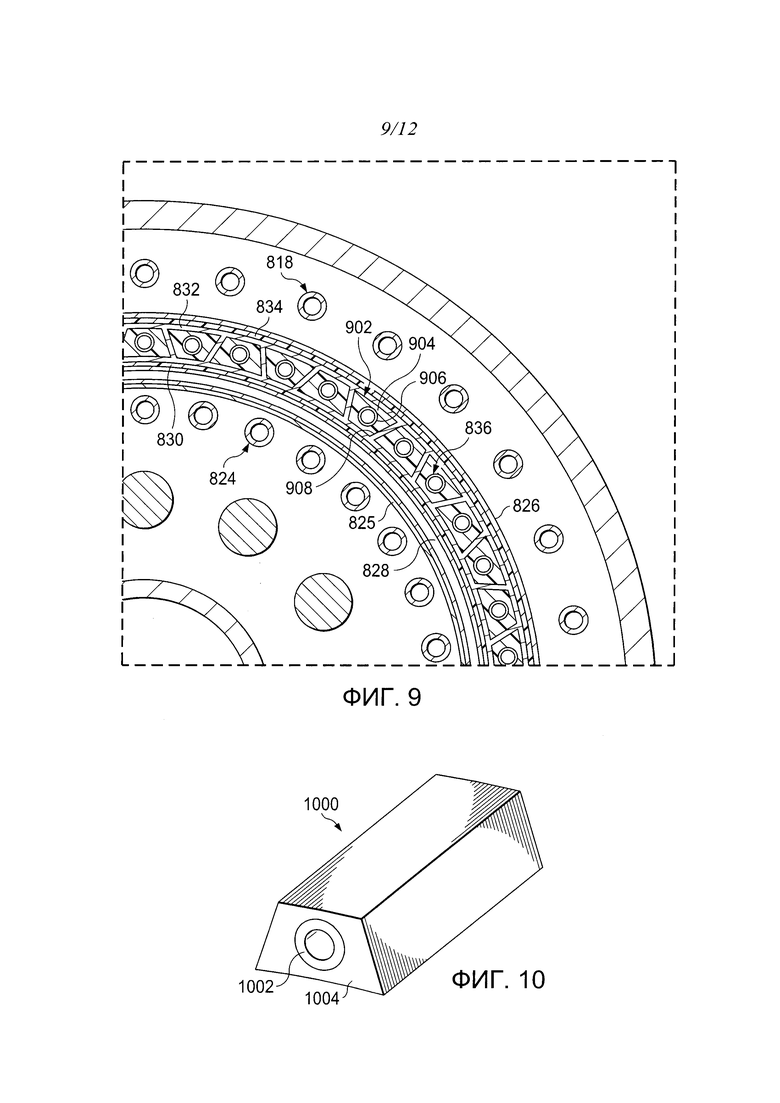
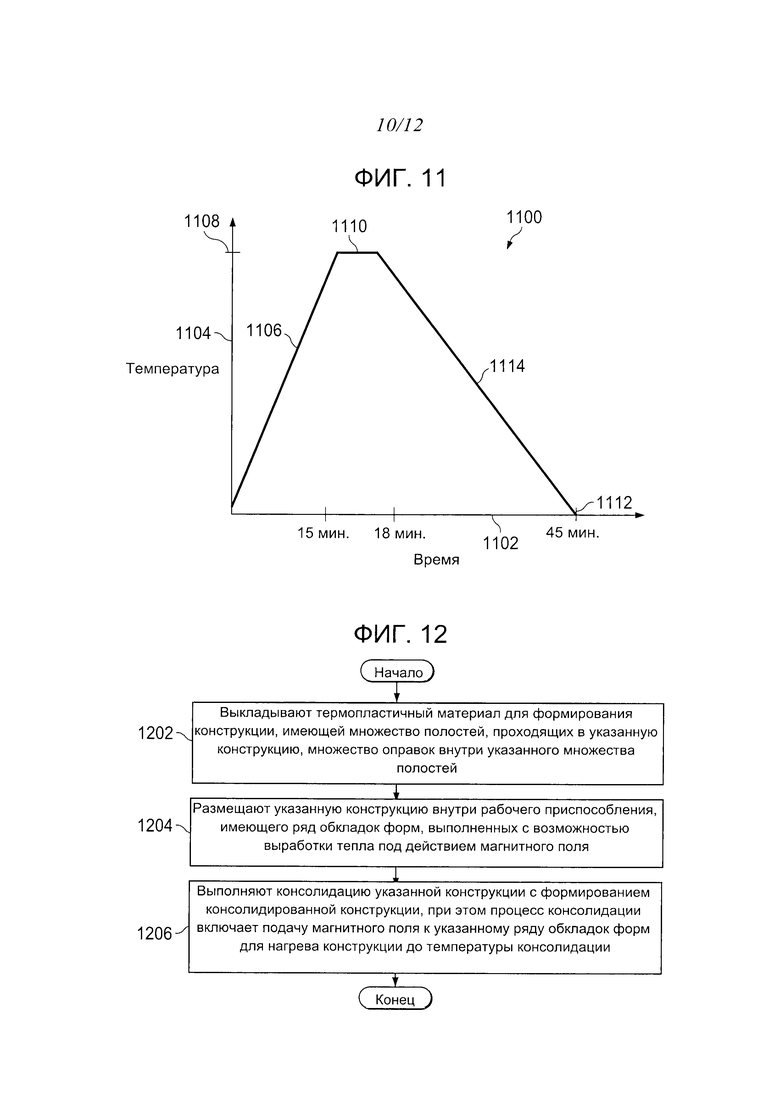
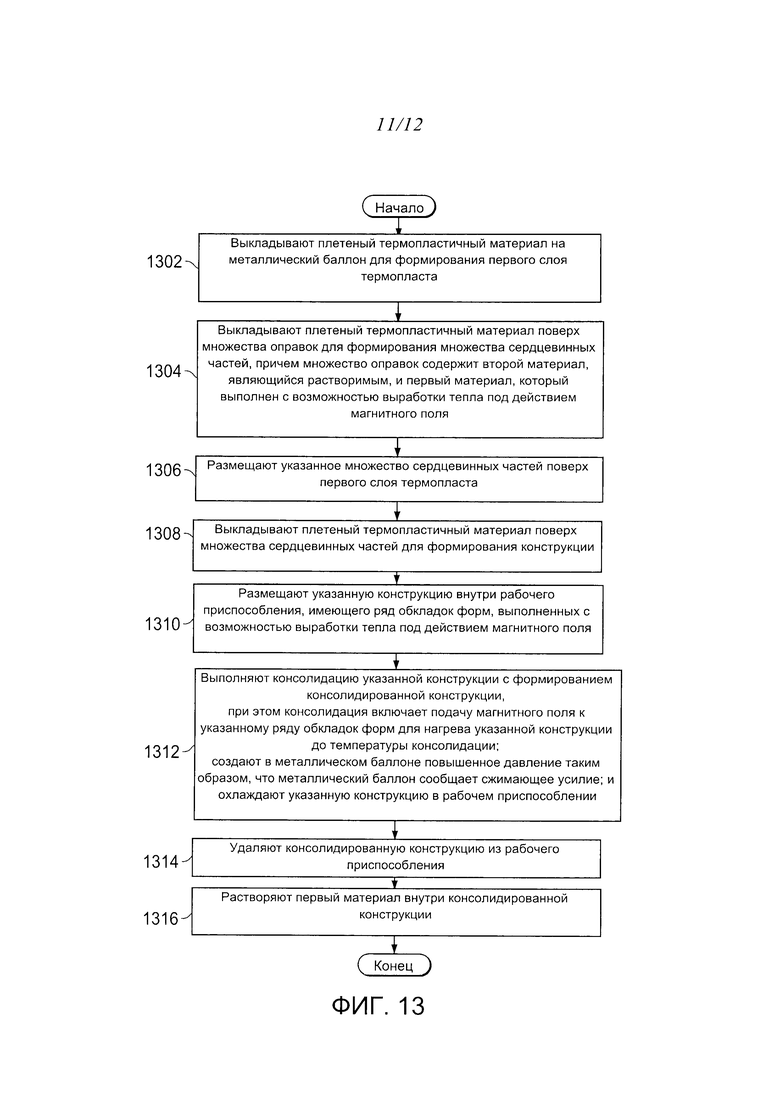
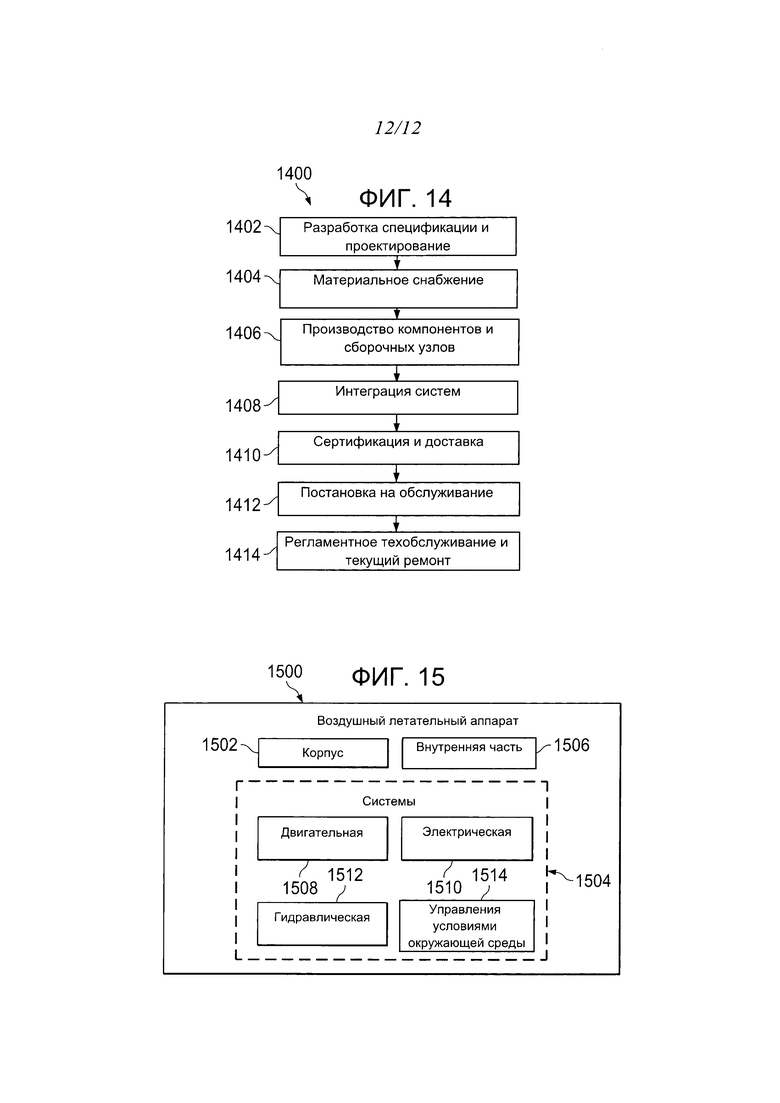
Изобретение относится к устройству для формирования консолидированной конструкции. Техническим результатом является более быстрое создание термопластичной сэндвичевой конструкции за одно целое, без использования крепежных элементов. Технический результат достигается устройством для формирования консолидированной конструкции, которое содержит композитную конструкцию, содержащую консолидированный термопластичный материал, множество полостей, проходящих в композитную конструкцию, и множество оправок, расположенных внутри множества полостей. Причем множество оправок содержит первый материал, который выполнен с возможностью выработки тепла под действием магнитного поля. 2 н. и 13 з.п. ф-лы, 15 ил.
1. Устройство для формирования консолидированной конструкции, содержащее:
композитную конструкцию, содержащую консолидированный термопластичный материал;
множество полостей, проходящих в композитную конструкцию; и
множество оправок, расположенных внутри указанного множества полостей, причем указанное множество оправок содержит первый материал, который выполнен с возможностью выработки тепла под действием магнитного поля.
2. Устройство по п. 1, в котором указанное множество полостей, проходящих в композитную конструкцию, сообщается с множеством отверстий в поверхности композитной конструкции.
3. Устройство по п. 1 или 2, в котором оправки дополнительно содержат второй материал, являющийся растворимым.
4. Устройство по п. 3, в котором первый материал содержит: множество трубок внутри второго материала.
5. Устройство по п. 4, в котором трубки являются металлическими.
6. Устройство по любому из пп. 1-2, 4-5, в котором композитная конструкция является сэндвичевой конструкцией, а указанное множество оправок является внутренним по отношению к сэндвичевой конструкции.
7. Устройство по п. 6, в котором композитная конструкция содержит: сердцевинный слой термопласта и
слой термопласта на первой стороне сердцевинного слоя термопласта, причем слой термопласта консолидирован относительно первой стороны сердцевинного слоя термопласта.
8. Устройство по п. 7, в котором указанный слой термопласта является первым слоем термопласта, и дополнительно содержащее:
второй слой термопласта на второй стороне сердцевинного слоя термопласта, причем второй слой термопласта консолидирован относительно второй стороны сердцевинного слоя термопласта.
9. Устройство по п. 7, в котором указанное множество оправок выполнено внутри сердцевинного слоя термопласта.
10. Устройство по п. 9, в котором первый материал содержит множество металлических трубок внутри второго материала, являющегося растворимым.
11. Способ формирования консолидированной конструкции, согласно которому:
осуществляют выкладку термопластичного материала с формированием преформы, имеющей множество полостей, проходящих в преформу, множество оправок внутри указанного множества полостей;
причем указанное множество оправок содержит первый материал, который выполнен с возможностью выработки тепла под действием магнитного поля; и
размещают преформу внутри рабочего приспособления, имеющего ряд обкладок формы, выполненных с возможностью выработки тепла под действием магнитного поля.
12. Способ по п. 11, согласно которому выкладка термопластичного материала для формирования преформы, имеющей указанное множество полостей, проходящих в преформу, включает:
осуществление выкладки плетеного термопластичного материала поверх указанного множества оправок для формирования множества сердцевинных частей, причем указанное множество оправок содержит второй материал, являющийся растворимым.
13. Способ по п. 11 или 12, согласно которому дополнительно: осуществляют консолидацию указанной конструкции с формированием консолидированной конструкции, при этом консолидация включает подачу магнитного поля к указанному ряду обкладок формы для нагрева указанной конструкции до температуры консолидации.
14. Способ по п. 12, согласно которому дополнительно:
осуществляют консолидацию преформы с формированием консолидированной конструкции, при этом консолидация включает подачу магнитного поля к указанному ряду обкладок формы для нагрева преформы до температуры консолидации, и консолидация преформы с формированием консолидированной конструкции дополнительно включает подачу магнитного поля к указанному множеству оправок, причем второй материал представляет собой инвар.
15. Способ по любому из пп. 12, 14, согласно которому дополнительно:
осуществляют консолидацию преформы с формированием консолидированной конструкции, при этом консолидация включает подачу магнитного поля к указанному ряду обкладок формы для нагрева преформы до температуры консолидации,
причем осуществление выкладки термопластичного материала для формирования преформы, имеющей указанное множество полостей, дополнительно включает выкладку плетеного термопластичного материала на металлический баллон с формированием первого слоя термопласта, и размещение указанного множества сердцевинных частей поверх первого слоя термопласта,
при этом консолидация преформы с формированием консолидированной конструкции дополнительно включает создание в металлическом баллоне повышенного давления таким образом, что металлический баллон расширяется и сообщает сжимающее усилие с прижатием преформы к указанному ряду обкладок формы.
| US 4946526 А, 07.08.1990 | |||
| СОСТАВ МУЛЬЧИРУЮЩЕГО ПОКРЫТИЯ (ВАРИАНТЫ) | 2012 |
|
RU2508329C1 |
| НИКЕЛЬ-ЦИНКОВЫЙ АККУМУЛЯТОР | 1992 |
|
RU2006107C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНСТРУКТИВНОГО КОМПОНЕНТА ИЗ АРМИРОВАННОГО ВОЛОКНАМИ КОМПОЗИЦИОННОГО МАТЕРИАЛА С ИСПОЛЬЗОВАНИЕМ ФОРМОВОЧНОГО СТЕРЖНЯ И ФОРМОВОЧНЫЙ СТЕРЖЕНЬ | 2007 |
|
RU2445206C2 |
| Способ изготовления экстракта из мужских половых желез животных | 1925 |
|
SU9155A1 |

