Область техники, к которой относится изобретение
Настоящее изобретение относится к способу изготовления конструктивного компонента из армированного волокнами композиционного материала, в частности, для аэрокосмической промышленности, к формовочному стержню для изготовления такого конструктивного компонента из армированного волокнами композиционного материала и к конструктивному компоненту из армированного волокнами композиционного материала, имеющему по меньшей мере один стрингер, изготовленному с использованием такого стержня и/или таким способом.
Несмотря на то, что изобретение может применяться для изготовления любых конструктивных компонентов из армированного волокнами композиционного материала, изобретение и лежащие в его основе проблемы более подробно объяснены далее со ссылкой на плоские, усиленные стрингерами конструктивные компоненты из армированного углеродными волокнами пластика (CRP), относящиеся, например, к панелям обшивки воздушного судна.
Уровень техники
Общеизвестно, что панели обшивки из CRP могут быть усилены стрингерами из CRP, что позволяет панелям обшивки выдерживать нагрузки, возникающие в процессе эксплуатации воздушного судна, и обеспечивает минимально возможное увеличение веса. В этой связи различают два типа стрингеров: Т-образные, и Ω-образные стрингеры.
Поперечное сечение Т-образных стрингеров состоит из основания и стенки. Основание образует поверхность для присоединения к панели обшивки. Панели обшивки, усиленные Т-образными стрингерами, получили широкое распространение в самолетостроении.
Профиль Ω-образных стрингеров напоминает шляпу, и края этого профиля присоединяются к панели обшивки. Ω-образные стрингеры в отвержденном состоянии могут быть наклеены на уже отвержденную панель обшивки, или могут быть отверждены одновременно с панелью с использованием процесса «мокрым по мокрому». Последний вариант предпочтителен, поскольку он более удобен с точки зрения технологии производства. Однако, для того чтобы осуществить процесс изготовления «мокрым по мокрому» панелей обшивки, усиленных Q-образными стрингерами, необходимы поддерживающие или формовочные стержни, которые позволяют придать пространственно неустойчивым армированным волокнами заготовкам желаемую Ω-образную форму и обеспечить им опору в процессе изготовления. Преимущество панелей обшивки с Ω-образными стрингерами по сравнению с Т-образными стрингерами заключается в их лучшей инфильтрационной способности на этапе нагнетания, когда в армированную волокнами заготовку вводится связующий материал, например эпоксидная смола.
По сравнению с другими известными способами изготовления конструктивных компонентов из армированного волокнами композиционного материала, такими как, например, технология препрегов, процессы нагнетания могут быть эффективными с точки зрения затрат, так как они позволяют использовать более дешевые армированные волокнами заготовки.
Однако при изготовлении Ω-образных стрингеров возникает проблема, которая заключается в том, что материал, используемый в настоящее время для поддерживающего или формовочного стержня, дорог и трудно извлекается после изготовления Ω-образных стрингеров, в результате чего оставшийся в стрингерах материал увеличивает общий вес воздушного судна.
Для литьевого прессования термопластических материалов широко используется, например, метод плавкого стержня, в котором конструктивный компонент изготавливается путем нагнетания пластического материала вокруг теряемого формовочного стержня из легкоплавкого сплава, который изготавливают из эвтектического сплава определенных металлов. После завершения нагнетания пластического материала теряемый формовочный стержень выплавляют, нагревая его индукционным способом, или погружая его в нагретую ванну, после чего готовый конструктивный компонент промывают. Однако такая методика имеет недостаток, который заключается в том, что из-за своей токсичности эвтектический легкоплавкий сплав требует трудоемкой обработки и обеспечения мер безопасности.
Раскрытие изобретения
Задачей настоящего изобретения является обеспечение более эффективного с точки зрения затрат и более легкого конструктивного компонента из армированного волокнами композиционного материала, в частности, для аэрокосмической промышленности.
Согласно изобретению эта задача решается при использовании способа с признаками пункта 1 формулы изобретения, формовочного стержня с признаками пункта 17 формулы изобретения и/или с помощью конструктивного компонента из армированного волокнами композиционного материала с признаками пункта 26 формулы изобретения.
Соответственно, предусматривается способ изготовления конструктивного компонента из армированного волокнами композиционного материала, в частности, для аэрокосмической промышленности, который состоит из следующих этапов: изготовление формовочного стержня из материала стержня с заранее определенным узким интервалом плавления в пресс-форме для придания внешней геометрии формовочному стержню; по меньшей мере частичное укладывание по меньшей мере одной армированной волокнами заготовки на изготовленный формовочный стержень для формирования по меньшей мере одной формованной части конструктивного компонента из армированного волокнами композиционного материала; и многоэтапное нагревание и/или воздействие давлением для изготовления конструктивного компонента из армированного волокнами композиционного материала.
Также предусматривается формовочный стержень для изготовления конструктивного компонента из армированного волокнами композиционного материала, в частности стрингера на базовой детали, состоящий из пластического материала стержня с заданным узким интервалом плавления.
Кроме того, предусматривается конструктивный компонент из армированного волокнами композиционного материала, имеющий по меньшей мере один стрингер, в частности, для аэрокосмической промышленности, который изготовлен с применением формовочного стержня согласно изобретению и/или способа согласно изобретению.
Таким образом, преимущество настоящего изобретения по сравнению с упомянутыми выше подходами заключается в том, что конструктивный компонент из армированного волокнами композиционного материала может быть изготовлен с помощью недорогого формовочного стержня. Вместо обычных дорогостоящих материалов для изготовления формовочного стержня может быть успешно использован недорогой пластический материал. Дополнительное преимущество заключается в том, что пластический материал может использоваться повторно.
Зависимые пункты формулы изобретения характеризуют предпочтительные варианты осуществления и усовершенствования настоящего изобретения.
Согласно предпочтительному варианту усовершенствования изобретения материал формовочного стержня принимает свою форму в оболочке стержня, которая закрывает его со всех сторон. В особо предпочтительном варианте осуществления настоящего изобретения оболочку стержня выполняют в виде эластичной трубки, которая может закрываться с обоих концов. В этом случае трубку изготавливают таким образом, что она имеет по меньшей мере две части, каждая из которых имеет объем, равный, по меньшей мере, внутреннему объему по меньшей мере одной формованной части изготавливаемого конструктивного компонента из армированного волокнами композиционного материала. Вследствие этого в первой из по меньшей мере двух частей эластичной трубки может быть помещен расплавляемый материал стержня. Вторую из по меньшей мере двух частей вводят в пресс-форму для придания формы, расплавленный материал стержня перемещается в первую часть, находящуюся в пресс-форме, под действием собственного веса и/или иной силы, приложенной к нему. Преимущество заключается в возможности повторного использования материала стержня, который может всегда оставаться в эластичной трубке для создания стержня и последующего выплавления и может использоваться многократно.
Согласно следующему предпочтительному варианту осуществления изобретения в области переходов внешней геометрии изготавливаемого формовочного стержня, которые должны иметь острые кромки, внутри и/или снаружи оболочки стержня располагают средства усиления. Эти средства усиления, в частности, угловые профильные детали, обладают тем преимуществом, что они образуют острые кромки и углы, что позволяет в этой области обеспечить формовочный стержень легкими в изготовлении закругленными участками.
На оболочку стержня предпочтительно наносят разделительный слой, который уменьшает прилипаемость армированных волокнами заготовок и/или связующего материала к оболочке стержня. Это облегчает извлечение оболочки стержня после по меньшей мере частичного отверждения части конструктивного компонента из армированного волокнами композиционного материала, полученной с помощью формовочного стержня.
Под термином «армированные волокнами заготовки» подразумевается тканый или образованный слоями материал и волоконные маты. Их пропитывают связующим материалом, например эпоксидной смолой, и затем отверждают, например, в автоклаве.
Согласно следующему предпочтительному варианту изобретения, формовочный стержень располагают на базовой детали, выполненной из заготовок из армированного волокнами композиционного материала, и/или по меньшей мере частично окружают заготовками из армированного волокнами композиционного материала для изготовления по меньшей мере одной формованной части конструктивного компонента из армированного волокнами композиционного материала. Таким образом можно изготавливать базовые детали, например панели обшивки, гермоднища и т.д., с Ω-образными стрингерами. В качестве альтернативы или в дополнение к этому можно также изготавливать отдельные конструктивные компоненты из армированного волокнами композиционного материала, внешний вид которых полностью определяется формовочным стержнем.
Предпочтительно, чтобы в процессе многоэтапного нагревания и/или воздействия давлением был предусмотрен этап предварительного отверждения. Это предварительное отверждение служит для частичного закрепления конструктивного компонента из армированного волокнами композиционного материала при температуре ниже температуры плавления материала стержня; температура должна быть точно подобрана так, чтобы конструктивный компонент из армированного волокнами композиционного материала сохранял достаточную размерную устойчивость даже без формовочного стержня. Это позволяет извлечь формовочный стержень из формы раньше, чем произойдет полное отверждение конструктивного компонента из армированного волокнами композиционного материала. Предварительное отверждение выполняют для того, чтобы сохранить по меньшей мере одну формованную часть изготавливаемого конструктивного компонента из армированного волокнами композиционного материала без формовочного стержня. Предварительное отверждение осуществляют путем нагревания до температуры ниже температуры плавления материала стержня в течение фиксированного промежутка времени. В результате становится возможным использовать материал стержня с заранее определенным узким температурным интервалом плавления. Формованную часть предварительно отверждают в течение определенного времени при температуре ниже точки плавления материала стержня до такой степени, что она сохраняет размерную устойчивость без формовочного стержня. Вследствие этого после предварительного отверждения становится возможным полное извлечение формовочного стержня.
После этого выплавляют материал стержня для извлечения стержня. Это осуществляется на этапе выплавления путем нагревания до второй температуры, которая выше температуры плавления материала стержня. Для этой цели может быть снова проделана операция извлечения материала стержня под действием собственного веса и/или иной силы, приложенной к формовочному стержню. Затем из формованной части извлекают оболочку стержня или эластичную трубку, так что из формованной части успешно удаляется весь формовочный стержень. После этого на этапе отверждения осуществляют отверждение предварительно отвержденного конструктивного компонента из армированного волокнами композиционного материала без формовочного стержня. Температура на этапе отверждения преимущественно соответствует температуре на этапе выплавления, так что в пределах одного температурного этапа параллельно может идти процесс остаточного отверждения, продолжающийся после выплавления.
После выплавления материал стержня может быть подготовлен для дальнейшего использования. При наличии оболочки стержня расплавленный материал стержня может подходящим образом собираться и также многократно использоваться.
Например, в случае изготовления Ω-образного стрингера оболочку стержня вытягивают из него в направлении продольной оси стрингера. Вследствие этого стержень больше не способствует увеличению общего веса воздушного судна.
Согласно предпочтительному варианту усовершенствования изобретения формовочный стержень изготавливают, по меньшей мере, с одной выточкой. Эта выточка предпочтительно лежит на продольной оси формовочного стержня. Вследствие этого при помощи такого формовочного стержня становится возможным изготавливать стрингеры, поперечное сечение которых меняется в направлении их продольной оси. Преимущество заключается также в том, что оболочка стержня или эластичная трубка могут быть удалены с формовочного стержня с выточкой.
Краткое описание чертежей
Изобретение более подробно объясняется ниже посредством примерных вариантов осуществления, представленных на схематических чертежах, где
Фиг.1 схематически изображает вид в перспективе первого примерного варианта конструктивного компонента из армированного волокнами композиционного материала в процессе изготовления способом согласно изобретению;
Фиг.2 схематически изображает вид в разрезе первого соответствующего изобретению формовочного стержня конструктивного компонента из армированного волокнами композиционного материала по Фиг.1;
Фиг.3 схематически изображает вид в разрезе второго соответствующего изобретению формовочного стержня конструктивного компонента из армированного волокнами композиционного материала по Фиг.1;
Фиг.4 схематически изображает вид в перспективе конструктивного компонента из армированного волокнами композиционного материала по Фиг.1 в процессе извлечения двух различных формовочных стержней способом согласно изобретению;
Фиг.5А схематически изображает вид сбоку конструктивного компонента из армированного волокнами композиционного материала, включающего в себя формовочный стержень с эластичной трубкой, согласно предлагаемому изобретением способу;
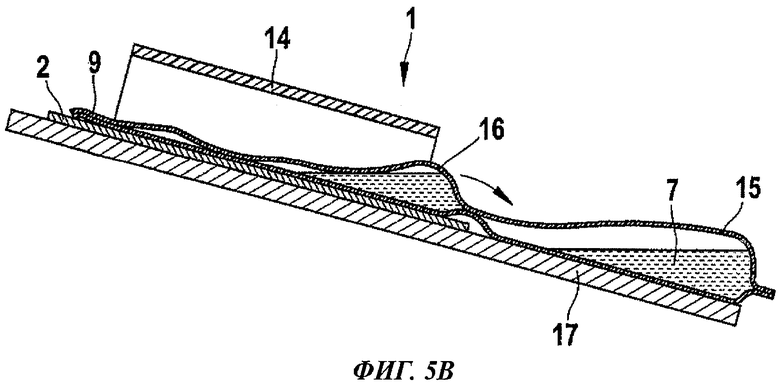
Фиг.5В схематически изображает вид сбоку конструктивного компонента из армированного волокнами композиционного материала по Фиг.5А во время извлечения формовочного стержня с эластичной трубкой, согласно предлагаемому изобретением способу, и
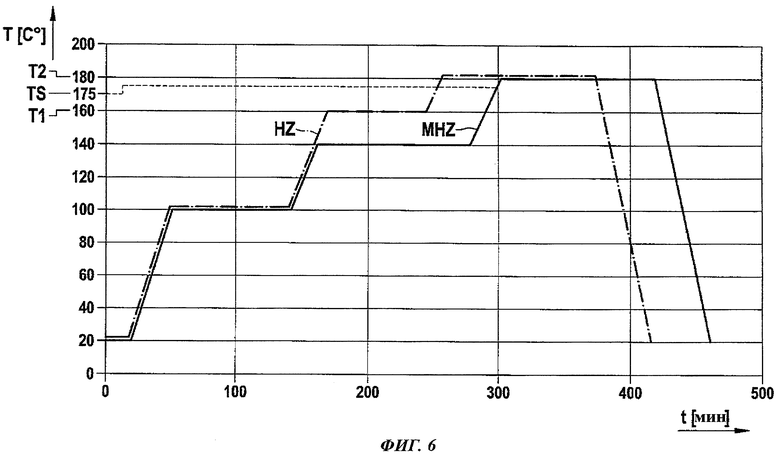
Фиг.6 изображает диаграмму циклов отверждения конструктивного компонента из армированного волокнами композиционного материала, согласно предлагаемому изобретением способу, в сравнении с обычным циклом отверждения.
Если не указано иначе, одинаковые номера позиций на всех чертежах обозначают одинаковые или функционально одинаковые элементы.
Осуществление изобретения
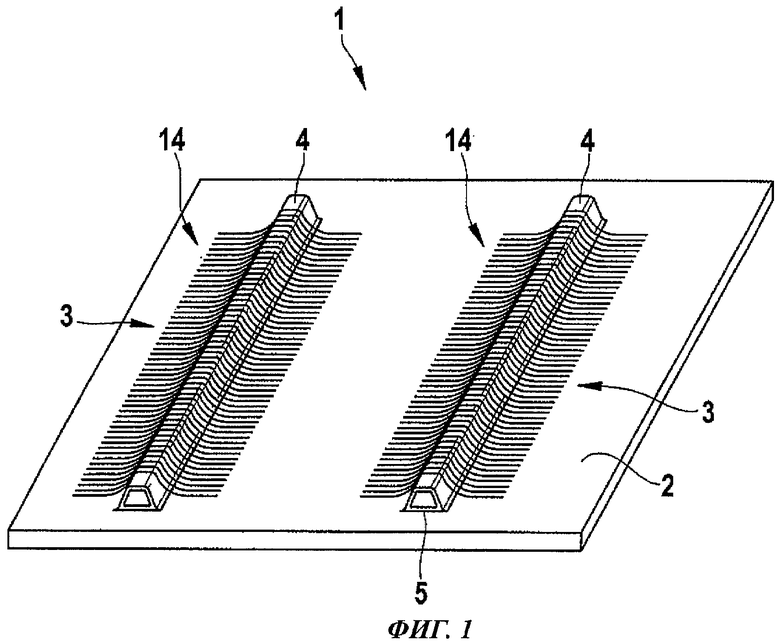
Фиг.1 схематически изображает вид в перспективе первого примерного варианта конструктивного компонента 1 из армированного волокнами композиционного материала в процессе изготовления согласно предлагаемому способу.
В этом примере использованы два формовочных стержня 4, но их количество не ограничивается двумя. Два формовочных стержня 4, способ изготовления которых рассмотрен ниже, имеют примерно трапецеидальное сечение, а их основания 5 прилегают к базовому конструктивному компоненту 2.
На следующем этапе на формовочные стержни 4 укладывают армированные волокнами заготовки 3 таким образом, что средняя часть армированных волокнами заготовок 3 располагается на внешней поверхности формовочных стержней 4, а их края располагаются на базовом конструктивном компоненте 2, например на обшивке воздушного судна. В результате образуются две формованные части 14 конструктивного компонента 1 из армированного волокнами композиционного материала.
Для изготовления конструктивного компонента из армированного волокнами композиционного материала можно использовать различные технологии. Здесь предпочтительно выбрана технология, которая известка как процесс вакуумного нагнетания. Однако может быть с равным успехом использована технология препрегов.
На следующем этапе базовый конструктивный компонент 2 вместе с формовочными стержнями 4 и армированными волокнами заготовками 3 под воздействием тепла и давления отверждают в автоклаве в соответствии с циклом отверждения, подробно описанным ниже. Тем самым получают законченный конструктивный компонент 1 из армированного волокнами композиционного материала.
Сначала описывается процесс изготовления формовочных стержней 4 со ссылкой на Фиг.2 и 3.
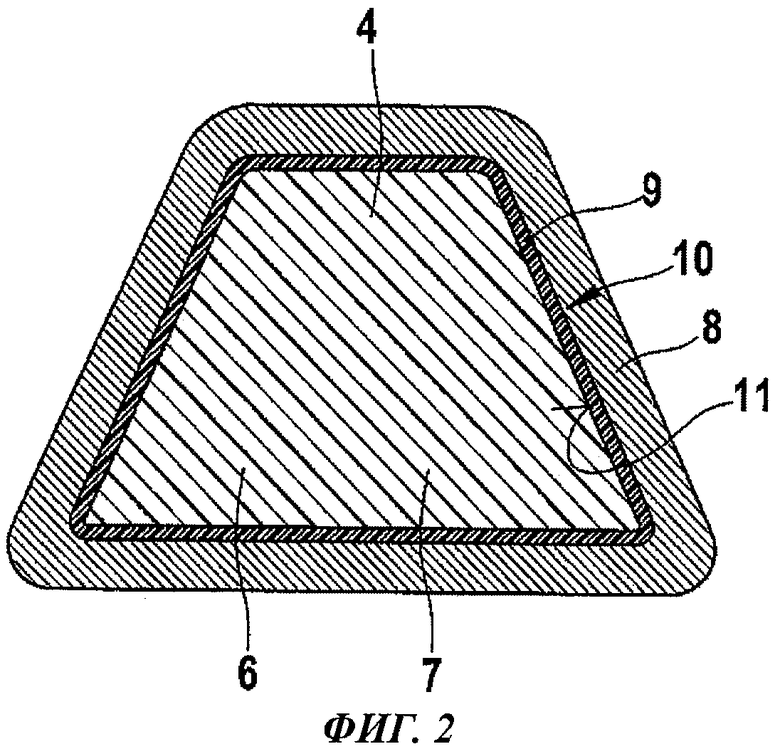
Фиг.2 схематически изображает вид в поперечном сечении соответствующего изобретению первого формовочного стержня 4 конструктивного компонента 1 из армированного волокнами композиционного материала по Фиг.1.
Формовочный стержень 4 состоит из материала 7 стержня, который вводят в пресс-форму 8 и которому в этой пресс-форме придают желаемую форму, при этом поперечное сечение 6 формовочного стержня 4 имеет примерно трапецеидальную форму. Материал стержня предпочтительно расплавляют и придают ему желаемую форму в процессе литья. В данном примере материал 7 стержня окружен оболочкой 9 стержня, которая полностью закрывает формовочный стержень 4 и пригодна для способа, используемого для его изготовления, а также для его дальнейшей обработки, принимая во внимание технологическую температуру и технологическое давление. Оболочка 9 стержня состоит, например, из полиамида или политетрафторэтилена (PTFE). Ее внутренняя сторона 11 примыкает непосредственно к поверхностям формовочного стержня 4, а ее внешняя сторона 10, в данном примере, покрыта разделительным слоем (не показан), который может включать в себя дополнительную оболочку. Разделительный слой служит для правильного отделения формовочного стержня 4 от формованной части 14 при его извлечении из формы.
В предпочтительном варианте осуществления изобретения в качестве материала 7 стержня использован пластический материал с заданным узким температурным интервалом плавления, такой, например, как полиамид РА12, РА11 или полипропилен РР GF30. Среди других пластических материалов с узким температурным интервалом плавления можно назвать ECTFE, PVDF, THV или РОМ-Н. Температурный интервал плавления подробно рассматривается со ссылкой на Фиг.5.
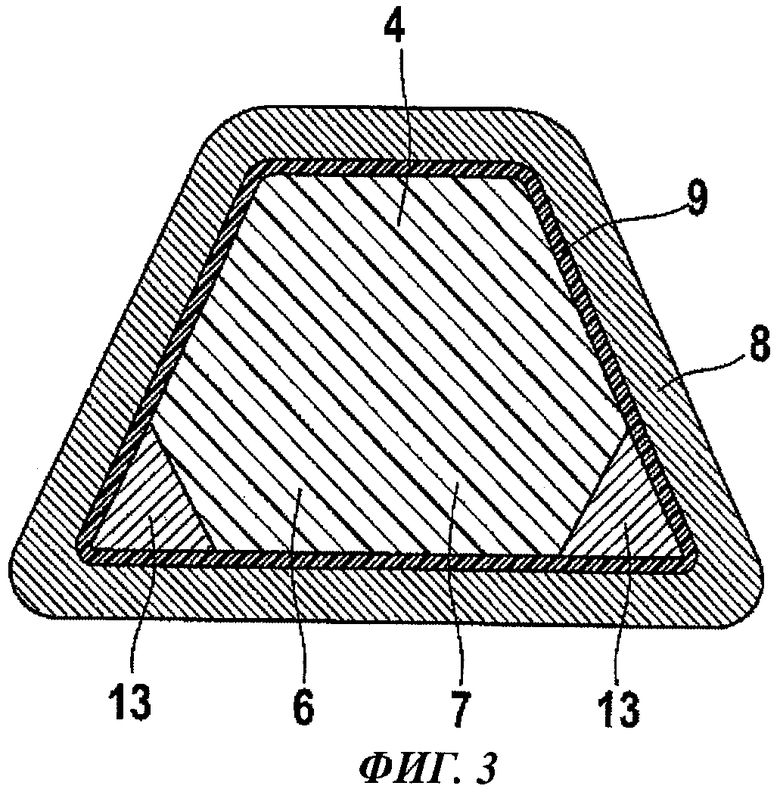
На Фиг.3 изображена пресс-форма 8 с формовочным стержнем 4, имеющим другое поперечное сечение 6, в котором нижние угловые участки заменены средствами 13 усиления, например, полосами из металла или пластического материала. Таким образом, формовочный стержень 4 может быть снабжен хорошо сформированными угловыми участками, образованными средствами 13 усиления, изготовленными в отдельном приспособлении.
Изготовленные таким образом формовочные стержни 4 извлекают из пресс-формы 8 и накладывают на базовый конструктивный компонент 2 описанным выше способом.
На Фиг.4 изображен в перспективе конструктивный компонент 1 из армированного волокнами композиционного материала во время извлечения формовочных стержней 4 из формы, изготовленный с помощью конкретного цикла отверждения, рассмотренного ниже со ссылкой на Фиг.6.
После предварительного отверждения, которое происходит при температуре (см. Фиг.6) ниже температуры плавления TS материала 7 стержня, например при первой температуре Т1, формовочные стержни 4, состоящие из материала 7 стержня с узким температурным интервалом плавления, выплавляют при второй температуре Т2, которая выше температуры плавления TS, из образованных ими формованных частей 14. В данном примере эти формованные части 14 представляют собой Ω-образные стрингеры 20 для придания жесткости базовому конструктивному компоненту 2.
В левой части Фиг.4 изображено собирающее устройство 19, присоединенное к переднему концу оболочки 9 стержня с помощью соединительного устройства 18, которое не показано здесь специально. Для этой цели оболочку 9 стержня предварительно открывают. Однако она уже может иметь в составе такое соединительное устройство 18. Противоположный конец оболочки 9 стержня закрыт, так как он полностью вмещает в себя формовочный стержень 4 описанным выше способом.
Собирающее устройство 19, включает в себя, например, обогреваемую магистраль и собирающий сосуд для расплавленного материала 7 стержня. Для извлечения расплавленного материала 7 стержня из формованной части 14 базовый конструктивный компонент 2 можно повернуть так, чтобы расплавленный материал 7 стержня вытекал под действием силы тяжести. Одновременно с этим, или вместо этого, с противоположного относительно собирающего устройства 19 конца формованной части 14 на формовочный стержень 4 действует давление, которое вызывает и/или способствует вытеканию расплавленного материала 7 стержня.
После полного вытекания материала 7 стержня из формованной части 14 вытягивают оболочку 9 стержня. Она также может быть уже выдавлена приложенным давлением. Для этой цели целесообразно использовать разделительный слой, нанесенный на оболочку 9 стержня или на формовочный стержень без оболочки 9 стержня. Впоследствии оболочку 9 стержня можно без труда вытянуть из формованной части 14 в направлении, совпадающем с ее продольной осью. Это можно также сделать, если вдоль формованной части 14 или стрингера 20 предусмотрены выточки. Вследствие этого становится возможным извлечь оболочку 9 стержня или формовочный стержень 4 из формы. После этого конструктивный компонент 1 из армированного волокнами композиционного материала может быть подвергнут дальнейшей обработке.
В случае использования средств 13 усиления их можно выплавить в это же время или оставить в конструктивном компоненте в зависимости от варианта осуществления.
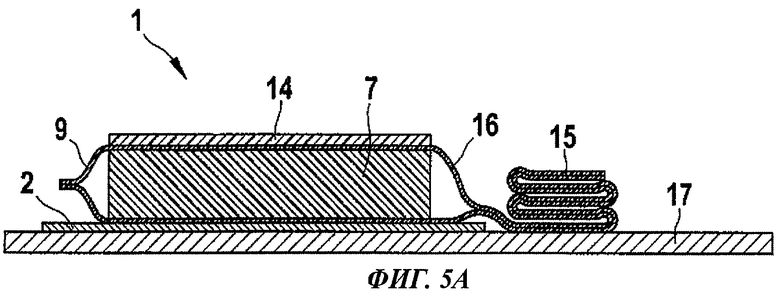
В следующей конфигурации оболочка 9 стержня выполнена в виде эластичной трубки, которую можно закрыть с обоих концов, как схематически изображено в правой части Фиг.4. В этом случае отпадает необходимость в собирающем устройстве 19, так как оболочка 9 стержня выполнена в виде эластичной трубки, состоящей из двух частей 15, 16, из которых первая часть 15 расположена вне формованной части 14, а вторая часть 16 образует формовочный стержень 4 внутри формованной части 14 из материала 7 стержня, который был введен и сформирован в этой второй части 16.
Обе части 15 и 16 эластичной трубки спроектированы так, что они соответственно вмещают объем, равный, по меньшей мере, полному внутреннему объему формованной части 14. На Фиг.5А показана структура конструктивного компонента 1 из армированного волокнами композиционного материала с базовым конструктивным компонентом 2 и формованной частью 14, которая образована второй частью 16 эластичной трубки или оболочкой 9 стержня, выполненной в виде эластичной трубки. Левый конец эластичной трубки закрыт, и она на определенную длину выступает из правого конца формованной части 14. Вся структура расположена на базовой плите 17, которая служит в качестве рабочей плиты. Базовая плита 17 выступает за правый край базового конструктивного компонента 2 и образует место для первой части 15 эластичной трубки, которая здесь показана в сложенном виде.
После предварительного отверждения рассмотренного выше конструктивного компонента 1 из армированного волокнами композиционного материала, формовочный стержень 4 удаляют вместе с эластичной трубкой путем нагревания до второй температуры Т2, при которой расплавляется материал 7 стержня во второй части 16 эластичной трубки внутри формованной части 14, как показано на Фиг.5 В. После того, как это произойдет, базовую плиту 17 наклоняют таким образом, что расплавленный материал 7 стержня вытекает из второй части 16 эластичной трубки в первую часть 15 под действием силы тяжести и/или силы, приложенной к другому концу эластичной трубки. После этого эластичную трубку вытягивают из формованной части 14, при этом разделительный слой на трубке, например, в виде дополнительной оболочки, в свою очередь, способствует ее извлечению из формы.
После извлечения из формы эту трубку-стержень используют повторно, помещая вторую часть 16 в соответствующую пресс-форму 8, который можно легко представить здесь, например, вместо формованной части 14. Соответствующую базовую плиту 17 наклоняют в противоположную сторону по отношению к изображению на Фиг.5 В, первую часть 15 эластичной трубки нагревают до точки плавления находящегося в ней материала 7 стержня, и этот материал втекает в пресс-форму 8. Материал 7 стержня герметично закрыт в эластичной трубке, и впоследствии его можно эффективно обрабатывать, при этом материал 7 стержня не подвергается воздействию воздуха и не оказывает никакого влияния на воздух. Когда такой формовочный стержень 4 с эластичной трубкой создают в первый раз, первую или вторую часть эластичной трубки заполняют материалом 7 стержня и затем соответствующим образом закрывают.
Цикл отверждения при изготовлении конструктивного компонента 1 из армированного волокнами композиционного материала состоит из нескольких этапов, которые рассматриваются со ссылкой на Фиг.6 на примере обычного цикла отверждения процесса вакуумного нагнетания. В случае применения процесса препрегов этап инфильтрации, например, отсутствует.
По оси х на диаграмме отложено время в минутах, а по оси у - температура Т в °С.
Штрихпунктирная линия, обозначенная HZ, изображает обычный многоэтапный цикл отверждения HZ для конкретной эпоксидной смолы, и в этом случае температура отверждения конструктивного компонента 1 из армированного волокнами композиционного материала увеличивается поэтапно, например, в автоклаве, с выдержкой по времени при определенных температурах.
Сплошная линия, обозначенная MHZ, изображает усовершенствованный цикл отверждения для способа, соответствующего изобретению.
При температуре приблизительно 100°С в цикле отверждения происходит процесс, известный как инфильтрация, то есть проникновение эпоксидной смолы в армированную волокнами заготовку; до этого момента форма двух кривых HZ и MHZ одинакова. Обычный цикл отверждения HZ затем продолжается при более высокой температуре, которая составляет примерно 160°С и в конце увеличивается примерно до 180°С, когда происходит окончательное отверждение.
Усовершенствованный цикл отверждения MHZ происходит при первой температуре Т1, известной как температура этапа предварительного отверждения, которая в данном примере равна примерно 140°С, в течение определенного периода времени, который может быть задан заранее. Длительность этого периода времени зависит главным образом от используемого типа связующего материала, например эпоксидной смолы, и он продолжается до тех пор, пока формованная часть 14 не будет сохранять достаточную размерную устойчивость даже без формовочного стержня 4. Это время может быть определено экспериментально для соответствующих материалов.
После предварительного отверждения размерная устойчивость формованной части 14 такова, что вакуумное уплотнение для процесса вакуумного нагнетания можно снять. После этого температуру поднимают до окончательной температуры, а именно до температуры Т2, которая в данном случае составляет примерно 180°С. Эта вторая температура Т2 выше температуры плавления TS материала 7 стержня, в данном примере пластического материала РА12, точка/диапазон плавления которого находится в районе 175°С. Материал 7 стержня плавится и находится в таком состоянии, когда его можно извлечь. При этом конструктивный компонент 1 из армированного волокнами композиционного материала подвергается окончательному отверждению. В зависимости от типа используемого материала полная длительность усовершенствованного цикла отверждения MHZ может быть больше, чем длительность обычного цикла отверждения HZ.
Материал 7 стержня предпочтительно представляет собой пластический материал, например полиамид РА12. Этот полиамид имеет максимальную температуру кратковременной работы 150°С; его точка плавления составляет 175°С. При помощи дополнительных наполнителей, например лоскутков стекловолоконной ткани, этот температурный интервал плавления может быть дополнительно уменьшен. В случае использования полипропилена с 30% содержанием стекловолокна, например РР GF30, разница между температурами составляет всего около 10°С. Вязкость расплавленного материала 7 стержня падает по мере роста температуры. Поэтому операция выплавления осуществляется легче, когда температура увеличивается в направлении температуры литьевого прессования для соответствующего материала.
Вследствие этого предусматриваются способ изготовления конструктивного компонента из армированного волокнами композиционного материала, соответствующий формовочный стержень, и соответствующий конструктивный компонент из армированного волокнами композиционного материала, которые обеспечивают значительное снижение материальных затрат по сравнению с известным уровнем техники, использующим традиционные материалы. Формовочный стержень полностью удаляется, в результате чего вес конструктивного компонента из армированного волокнами композиционного материала может быть уменьшен по сравнению с известным уровнем техники, при использовании традиционных материалов стержня, которые остаются в этом конструктивном компоненте.
Изобретение не ограничивается проиллюстрированным на чертежах определенным способом изготовления конструктивного компонента из армированного волокнами композиционного материала для аэрокосмической промышленности.
Например, идея настоящего изобретения может также быть применена к конструктивным компонентам из армированного волокнами композиционного материала в области спортивного оборудования или в области мотоспорта.
Более того, геометрия формовочного стержня может быть изменена различными путями.
Более того, путем использования множества формовочных стержней можно создать один формовочный стержень, который обматывают заготовками из армированного волокнами композиционного материала. Это позволяет получать более сложную геометрию при помощи нескольких формовочных стержней и, следовательно, изготавливать более сложные конструктивные компоненты из армированного волокнами композиционного материала.
Средства 13 усиления могут располагаться как внутри оболочки 9 стержня, так и снаружи оболочки 9 стержня.
Температура в процессе выплавления материала 7 стержня может в то же время равняться температуре отверждения конструктивного компонента 1 из армированного волокнами композиционного материала.
Список обозначений
1 Конструктивный компонент из армированного волокнами композиционного материала
2 Базовый конструктивный компонент
3 Армированная волокнами заготовка
4 Формовочный стержень
5 Основание формовочного стержня
6 Поперечное сечение формовочного стержня
7 Материал стержня
8 Пресс-форма
9 Оболочка стержня
10 Наружная сторона оболочки стержня
11 Внутренняя сторона оболочки стержня
12 Канал оболочки стержня
13 Средства усиления
14 Формованная часть
15 Первая часть трубки
16 Вторая часть трубки
17 Базовая плита
18 Соединительное устройство
19 Собирающее устройство
20 Стрингер
HZ Цикл отверждения
MHZ Усовершенствованный цикл отверждения
Т Температура
Т1, Т2 Температуры
TS Температура плавления

Изобретение относится к способу изготовления конструктивного компонента из армированного волокнами композиционного материала, формовочному стержню для изготовления такого конструктивного компонента и конструктивному компоненту, имеющему стрингер, изготовленный с использованием такого стержня и/или таким способом. Техническим результатом заявленного изобретения является обеспечение более эффективного и более легкого конструктивного компонента из армированного волокнами композиционного материала. Технический результат достигается способом изготовления конструктивного компонента из армированного волокнами композиционного материала, который включает изготовление формовочного стержня из материала, имеющего заранее определенный узкий интервал плавления, в пресс-форме для придания внешней геометрии формовочному стержню. Причем формовочный стержень снабжен закрывающей его оболочкой, представляющей собой эластичную трубку. Трубка выполнена с возможностью закрытия с обоих концов и состоит из частей, каждая из которых имеет объем, по меньшей мере, равный внутреннему объему формованной части изготавливаемого конструктивного компонента. Причем одна из частей трубки предусмотрена для размещения формовочного стержня, а другая из частей трубки предусмотрена в качестве резервуара для приема расплавленного материала формовочного стержня. Затем проводят укладывание армированной волокнами заготовки на изготовленный формовочный стержень для придания формы формованной части конструктивного компонента. Далее следует многоэтапное нагревание и/или воздействие давлением на формованную часть для изготовления конструктивного компонента. Причем в пределах одного температурного этапа параллельно производят выплавление материала стержня и отверждение конструктивного компонента. 3 н. и 22 з.п. ф-лы, 7 ил.
1. Способ изготовления конструктивного компонента (1) из армированного волокнами композиционного материала, в частности, для аэрокосмической промышленности, включающий в себя следующие этапы:
изготовление формовочного стержня (4) из материала (7) стержня, имеющего заранее определенный узкий интервал плавления, в пресс-форме (8) для придания внешней геометрии формовочному стержню (4), причем материал (7) формовочного стержня (4) снабжен закрывающей его оболочкой (9) стержня, представляющей собой эластичную трубку, которая выполнена с возможностью закрытия с обоих концов и которая состоит, по меньшей мере, из двух частей (15, 16), каждая из которых имеет объем, равный, по меньшей мере, внутреннему объему, по меньшей мере, одной формованной части (14) изготавливаемого конструктивного компонента (1) из армированного волокнами композиционного материала, причем одна из двух частей (15, 16) трубки предусмотрена для размещения формовочного стержня (4), а другая из двух частей (15, 16) трубки предусмотрена в качестве резервуара для приема расплавленного материала (7) формовочного стержня (4);
по меньшей мере, частичное укладывание, по меньшей мере, одной армированной волокнами заготовки (3) на изготовленный формовочный стержень (4) для придания формы, по меньшей мере, одной формованной части (14) конструктивного компонента (1) из армированного волокнами композиционного материала; и
многоэтапное нагревание и/или воздействие давлением на, по меньшей мере, одну формованную часть (14) для изготовления конструктивного компонента (1) из армированного волокнами композиционного материала, причем в пределах одного температурного этапа параллельно производят выплавление материала (7) стержня и отверждение конструктивного компонента (1) из армированного волокнами композиционного материала.
2. Способ по п.1, отличающийся тем, что при изготовлении формовочного стержня (4) расплавляемый материал (7) стержня помещают в первую часть (15) из, по меньшей мере, двух частей (15, 16) эластичной трубки, а вторую часть (16) из, по меньшей мере, двух частей (15, 16) эластичной трубки вставляют в пресс-форму (8) и расплавленный материал (7) стержня перемещают, путем приложения к нему силы, в первую часть (15), размещенную в пресс-форме (8).
3. Способ по п.2, отличающийся тем, что сила, прилагаемая к расплавленному материалу (7) стержня, создается его собственным весом и/или отрицательным давлением, приложенным к первой части (15) эластичной трубки, размещенной в пресс-форме (8), и/или положительным давлением, приложенным ко второй части (16) эластичной трубки.
4. Способ по п.1, отличающийся тем, что при изготовлении формовочного стержня (4) в области переходов внешней геометрии изготавливаемого формовочного стержня (4), которые должны иметь острые кромки, располагают средства усиления.
5. Способ по п.1, отличающийся тем, что после изготовления формовочного стержня (4) на оболочку (9) стержня наносят разделительный слой, который уменьшает прилипаемость армированных волокнами заготовок (3) и/или связующего материала к оболочке (9) стержня.
6. Способ по п.5, отличающийся тем, что разделительный слой наносят в виде оболочки.
7. Способ по п.1, отличающийся тем, что во время, по меньшей мере, частичного укладывания, по меньшей мере, одной армированной волокнами заготовки (3) формовочный стержень (4) размещают на базовом конструктивном компоненте (2), состоящем из заготовок из армированного волокнами композиционного материала, и/или, по меньшей мере, частично окружают армированными волокнами заготовками (3) для изготовления, по меньшей мере, одной формованной части (14) конструктивного компонента (1) из армированного волокнами композиционного материала.
8. Способ по п.1, отличающийся тем, что вводят связующий материал, по меньшей мере, в одну заготовку (3) с формовочным стержнем (4) и затем, по меньшей мере, частично отверждают под воздействием давления и/или тепла.
9. Способ по п.1, отличающийся тем, что в процессе многоэтапного нагревания на этапе предварительного отверждения осуществляют предварительное отверждение для частичного закрепления и обеспечения размерной устойчивости, даже без формовочного стержня (4), по меньшей мере, одной формованной части (14) изготавливаемого конструктивного компонента (1) из армированного волокнами композиционного материала, путем нагревания материала (7) стержня до первой температуры (Т1) ниже температуры плавления (TS) в течение определенного периода времени, а затем, на этапе выплавления, для удаления материала (7) стержня осуществляют выплавление упомянутого материала путем нагревания до второй температуры (Т2) выше температуры плавления (TS) материала (7) стержня, и впоследствии, на этапе отверждения, осуществляют отверждение предварительно отвержденного конструктивного компонента (1) из армированного волокнами композиционного материала без формовочного стержня (4).
10. Способ по п.9, отличающийся тем, что при выплавлении материала (7) предусматривают, по меньшей мере, одно собирающее устройство (19) для отвода расплавленного материала (7) стержня по обогреваемой магистрали в контейнер, причем собирающее устройство (19) присоединяют к, по меньшей мере, одному концу, по меньшей мере, одной формованной части (14) или к оболочке (9) стержня, причем расплавленный материал (7) стержня удаляется под действием своего собственного веса в определенном положении формованной части (14) или под действием, по меньшей мере, одной силы, приложенной к формовочному стержню (4).
11. Способ по п.10, отличающийся тем, что при выплавлении материала (7) стержня вставляют плавильную головку с вакуумным экстрактором в конец, по меньшей мере, одной формованной части (14), снабженной формовочным стержнем (4), для местного расплавления материала (7) стержня и извлечения его путем всасывания.
12. Способ по п.9, отличающийся тем, что при выплавлении материала (7) стержня расплавленный материал (7) стержня входит в ту из двух частей (15, 16) трубки, которая служит в качестве резервуара, под действием собственного веса материала (7) стержня в определенном положении формованной части (14) или под действием, по меньшей мере, одной силы, приложенной к формовочному стержню (4).
13. Способ по п.9, отличающийся тем, что после выплавления материала (7) стержня оболочку (9) стержня извлекают из, по меньшей мере, частично отвержденной формованной части (14) конструктивного компонента (1) из армированного волокнами композиционного материала.
14. Способ по п.1, отличающийся тем, что формовочный стержень выполнен, по меньшей мере, с одной выточкой.
15. Способ по п.1, отличающийся тем, что представляет собой ручное ламинирование, способ препрегов, трансферное прессование и/или вакуумное нагнетание.
16. Способ по п.1, отличающийся тем, что в качестве материала (7) стержня используют пластический материал, например полиамид и/или полипропилен.
17. Формовочный стержень (4) для изготовления конструктивного компонента (1) из армированного волокнами композиционного материала, в частности стрингера на базовом конструктивном компоненте (2) для аэрокосмической промышленности, состоящий из материала (7) стержня, имеющего заранее определенный узкий интервал плавления, причем формовочный стержень (4) снабжен оболочкой (9) стержня в виде эластичной трубки, состоящей, по меньшей мере, из двух частей (15, 16), каждая из которых имеет объем, равный, по меньшей мере, внутреннему объему, по меньшей мере, одной формованной части (14) изготавливаемого конструктивного компонента (1) из армированного волокнами композиционного материала, при этом формовочный стержень (4) размещен во второй части (16) трубки из указанных, по меньшей мере, двух частей (15, 16), а первая часть (15) трубки из указанных, по меньшей мере, двух частей (15, 16) предусмотрена в качестве резервуара для расплавленного материала (7) стержня, причем материал (7) стержня представляет собой пластический материал, например полиамид или полипропилен.
18. Формовочный стержень по п.17, отличающийся тем, что оболочка (9) стержня снабжена разделительным слоем, который образует наружную поверхность формовочного стержня (4).
19. Формовочный стержень по п.18, отличающийся тем, что разделительный слой нанесен в виде оболочки.
20. Формовочный стержень по п.17, отличающийся тем, что оболочка (9) стержня выполнена из материала, выдерживающего температуру и давление технологического процесса, в частности из полиамида и/или политетрафторэтилена.
21. Формовочный стержень по п.17, отличающийся тем, что имеет, по меньшей мере, одну выточку.
22. Формовочный стержень по п.17, отличающийся тем, что в области переходов внешней геометрии формовочного стержня (4), которые должны иметь острые кромки, расположены средства усиления (13).
23. Формовочный стержень по п.22, отличающийся тем, что средства (13) усиления представляют собой угловые профили, выполненные из металла и/или пластического материала.
24. Формовочный стержень по п.17, отличающийся тем, что имеет Ω-образную, трапецеидальную, треугольную, кольцевую и/или волнистую форму.
25. Конструктивный компонент (1) из армированного волокнами композиционного материала, имеющий, по меньшей мере, один стрингер (20), в частности, для аэрокосмической промышленности, изготовленный с использованием формовочного стержня (4) по одному из пп.17-25 и/или способом по одному из пп.1-16.
| US 5262121 А, 16.11.1993 | |||
| WO 2005105402 А1, 10.11.2005 | |||
| US 2003183983 А1, 02.10.2003 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОНЕНТОВ ЭЛЕКТРОХИМИЧЕСКОГО ЭЛЕМЕНТА ДЛЯ ТЕПЛОВЫХ ХИМИЧЕСКИХ ИСТОЧНИКОВ ТОКА И КОНСТРУКЦИЯ ОСНАСТКИ ДЛЯ ИХ ИЗГОТОВЛЕНИЯ | 2019 |
|
RU2745745C2 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПОЛЫХ ПРОФИЛЬНЫХ ИЗДЕЛИЙ | 0 |
|
SU204550A1 |
| р СПШОБ НЕПРЕРЫВНОГО МЗГО'ЮВЛЕШЯ РЕЗИНОВЫХ РУКАВОВ НА ВЫПЛАВЛЯЕМОМДОРНЕ | 1971 |
|
SU433038A1 |

