Изобретение относится к области кузнечно-прессового оборудования и может быть использована, в частности, для изготовления кованых изделий с переменным сечением по длине, изогнутых и скрученных в пространстве, изделий художественной ковки, а также изделий из профильной трубы квадратного поперечного сечения различной толщины.
К заявленному способу известен аналог способ получения изделий с криволинейными участками из профильных труб и устройство для его реализации в описании изобретения к патенту №2508958, МПК B21D 7/02, по заявке №2012130291/02, от 16.07.2012, опубл. 10.03.2014, включающий видоизменение, преимущественно, прокаткой поперечного сечения трубы перед гибкой, предпочтительно, по всей длине, деформирование как минимум одного конца упомянутой трубы по непрокатанным сторонам, установку указанного конца в паз гибочного устройства и гибку по непрокатанным сторонам. Профиль трубы изменяют путем образования как минимум на двух ее противоположных сторонах ребер жесткости, преимущественно, прокаткой вовнутрь части стенки трубы на упомянутых сторонах, при этом высоту ребра выбирают из соотношения h=(0,6-1,2)δ где:
h - высота ребра, δ- толщина стенки трубы, а ширину прокатываемой части стенки трубы - из соотношения S1=S-(5-7)δ, где: S1 - ширина прокатываемой части стенки трубы, S - ширина профиля трубы. Ребра жесткости образуют на двух сторонах трубы. Высоту ребра выбирают из соотношения h=(0,8-1)δ, где: h - высота ребра, δ - толщина стенки трубы, а ширину прокатываемой части стенки трубы - из соотношения S1=S-(5,8-6,2)δ, где: S1 - ширина прокатываемой части стенки трубы, S - ширина профиля трубы. Деформируют оба конца трубы по непрокатанным сторонам. В зоне реза заготовку деформируют таким образом, что ребра жесткости соприкасаются или практически соприкасаются между собой с образованием прямолинейного или практически прямолинейного участка с переходными зонами от упомянутого участка к основному материалу, причем длину упомянутого прямолинейного участка выбирают из соотношения L≈l1+l2+l3 где: L - общая длина образованного прямолинейного участка, l1 - длина прямолинейного участка до линии реза, l2 - длина прямолинейного участка после линии реза, l3 - ширина реза, причем резку трубы на заготовки требуемой длины производят одновременно с деформацией, при этом длину переходного участка выбирают из соотношения  , где: S - ширина профиля трубы. Длину переходного участка выбирают из соотношения
, где: S - ширина профиля трубы. Длину переходного участка выбирают из соотношения  , где: S - ширина профиля трубы. Устройство для получения изделий с криволинейными участками из профильных труб содержит, как минимум два прокатных формовочных диска с прижимным устройством и поперечным профилем каждого диска, выполненным из условия обеспечения при прокатке высоты ребра, исходя из соотношения h=(0,6-1,2)δ, где: h - высота ребра, δ- толщина стенки трубы, а ширину прокатываемой части стенки трубы - из соотношения S1=S-(5-7)δ, где: S1 - ширина прокатываемой части стенки трубы, S - ширина профиля трубы. Поперечный профиль каждого диска выполнен из условия обеспечения при прокатке высоты ребра, исходя из соотношения h=(0,8-1)δ, где: h - высота ребра, δ - толщина стенки трубы, а ширину прокатываемой части стенки трубы - из соотношения S1=S-(5,8-6,2)δ, где: S1 - ширина прокатываемой части стенки трубы, S - ширина профиля трубы. В устройстве как минимум один прокатный формовочный диск выполнен разборным, содержащим диск, на наружной поверхности которого выполнен профиль для формирования ответного профиля на поверхности трубы, и две прижимные шайбы, установленные с обеих сторон диска и образующие ручей для обрабатываемой заготовки, при этом зазор на сторону между поверхностью прижимной шайбы и стенкой трубы составляет δ1=(0,07-0,15)δ, где: δ1 - зазор между поверхностью прижимной шайбы и стенкой трубы, δ - толщина стенки трубы.
, где: S - ширина профиля трубы. Устройство для получения изделий с криволинейными участками из профильных труб содержит, как минимум два прокатных формовочных диска с прижимным устройством и поперечным профилем каждого диска, выполненным из условия обеспечения при прокатке высоты ребра, исходя из соотношения h=(0,6-1,2)δ, где: h - высота ребра, δ- толщина стенки трубы, а ширину прокатываемой части стенки трубы - из соотношения S1=S-(5-7)δ, где: S1 - ширина прокатываемой части стенки трубы, S - ширина профиля трубы. Поперечный профиль каждого диска выполнен из условия обеспечения при прокатке высоты ребра, исходя из соотношения h=(0,8-1)δ, где: h - высота ребра, δ - толщина стенки трубы, а ширину прокатываемой части стенки трубы - из соотношения S1=S-(5,8-6,2)δ, где: S1 - ширина прокатываемой части стенки трубы, S - ширина профиля трубы. В устройстве как минимум один прокатный формовочный диск выполнен разборным, содержащим диск, на наружной поверхности которого выполнен профиль для формирования ответного профиля на поверхности трубы, и две прижимные шайбы, установленные с обеих сторон диска и образующие ручей для обрабатываемой заготовки, при этом зазор на сторону между поверхностью прижимной шайбы и стенкой трубы составляет δ1=(0,07-0,15)δ, где: δ1 - зазор между поверхностью прижимной шайбы и стенкой трубы, δ - толщина стенки трубы.
Недостатки заключаются в том, что при получении изделий с криволинейными участками из профильных труб происходит разбухание недеформированных стенок трубы, при предварительной прокатке вследствие действия сил трения, обусловленных давлением на прокатываемые стенки трубы прокатных формовочных дисков, что приводит к смещению стенок относительно друг друга в процессе гибки, к искажению формы получаемых изделий, получению изделий с недостаточно высоким качеством и получению изделий с браком. Снижение производительности труда обусловлено возможностью укладывания в паз гибочного устройства и осуществлять гибку только одной подготовленной заготовки.
К заявленному способу известен наиболее близкий аналог способ получения изделий с криволинейными участками из профильных труб, в описании изобретения к патенту №2508957, МПК B21D 7/02, от 16.07.2012, опубл. 10.03.2014, включающий видоизменение поперечного сечения трубы предпочтительно по всей длине путем образования как минимум на двух ее противоположных сторонах ребер жесткости прокаткой вовнутрь части стенки трубы на упомянутых сторонах, деформирование как минимум одного конца по непрокатанным сторонам, вставление в паз гибочного устройства и осуществление гибки по непрокатанным сторонам. Высоту ребра выбирают из соотношения h=(0,6-1,2)δ, где: h - высота ребра, δ-толщина стенки трубы, а ширину прокатываемой части стенки трубы - из соотношения S1=S-(5-7)δ, где: S1 - ширина прокатываемой части стенки трубы, S - ширина профиля трубы, причем в зоне реза заготовку деформируют до соприкосновения ребра жесткости с образованием прямолинейного или практически прямолинейного участка с переходными зонами от упомянутого участка к основному материалу, длину упомянутого прямолинейного участка выбирают из соотношения L=l1+l2+l3, где: L - общая длина образованного прямолинейного участка, l1 - длина прямолинейного участка до линии реза, l2 - длина прямолинейного участка после линии реза, l3 - ширина реза, причем резку трубы на заготовки требуемой длины производят одновременно с деформацией, при этом длину переходного участка выбирают из соотношения  . Ребра жесткости образуют на двух сторонах трубы. Высоту ребра выбирают из соотношения h=(0,8-1)δ, с: где: h - высота ребра, δ - толщина стенки трубы, а ширину прокатываемой части стенки трубы - из соотношения S1=S-(5,8-6,2)δ, где: S1 - ширина прокатываемой части стенки трубы, S - ширина профиля трубы. Деформируют оба конца трубы по непрокатанным сторонам. Длину переходного участка выбирают из соотношения
. Ребра жесткости образуют на двух сторонах трубы. Высоту ребра выбирают из соотношения h=(0,8-1)δ, с: где: h - высота ребра, δ - толщина стенки трубы, а ширину прокатываемой части стенки трубы - из соотношения S1=S-(5,8-6,2)δ, где: S1 - ширина прокатываемой части стенки трубы, S - ширина профиля трубы. Деформируют оба конца трубы по непрокатанным сторонам. Длину переходного участка выбирают из соотношения  , где: S - ширина профиля трубы.
, где: S - ширина профиля трубы.
Недостатки заключаются в том, что при получении изделий с криволинейными участками из профильных труб происходит разбухание недеформиронных стенок трубы, при предварительной прокатке вследствие действия сил трения, обусловленных давлением на прокатываемые стенки трубы прокатных формовочных дисков, что приводит к смещению стенок относительно друг друга в процессе гибки, к искажению формы получаемых изделий, получению изделий с недостаточно высоким качеством и получению изделий с браком. Снижение производительности труда обусловлено возможностью укладывания в паз гибочного устройства и осуществлять гибку только одной подготовленной заготовки.
Технический результат: создание способа изготовления изделий с криволинейными участками из профильных труб квадратного поперечного сечения, который обеспечил бы повышение производительности труда, с повышением качества получения изделий с криволинейными участками из профильных труб.
Технический результат в способе изготовления изделий с криволинейными участками из профильных труб квадратного поперечного сечения, включающий прокатку профильной трубы квадратного поперечного сечения с образованием по длине по меньшей мере на двух ее противоположных сторонах ребер жесткости внутри части стенки, резку прокатанной трубы на заготовки, и их гибку по недеформированным сторонам в гибочном устройстве, достигается тем, что после прокатки осуществляют правку профилированной трубы посредством протягивания двух деформированных стенок между горизонтальными рихтовочными роликами с приданием параллельности деформированным стенкам, устранением перекосов этих стенок и обеспечением равенства диагоналей поперечного сечения трубы, и последующего протягивания недеформированных сторон по ее краям между вертикальными рихтовочными роликами с устранением овальности, а после резки заготовки укладывают друг на друга в количестве 2-8 штук в паз гибочного устройства и осуществляют гибку одновременно всех заготовок, при этом деформирование осуществляют по меньшей мере одного конца упомянутой трубы по непрокатанным сторонам.
Видоизменение прокаткой поперечного сечения трубы перед гибкой по всей длине путем образования как минимум на двух ее противоположных сторонах ребер жесткости прокаткой вовнутрь части стенки трубы на упомянутых сторонах, дополнительная обработка, при которой две деформированные стенки трубы выпрямляются, становятся параллельными друг другу, устраняются перекосы этих стенок и обеспечивается равенство диагоналей поперечного сечения трубы и последующее протягивание недеформированных сторон по ее краям между вертикальными рихтовочными роликами устраняет овальность, резка трубы на заготовки, осуществление деформирования по меньшей мере одного конца упомянутой трубы по непрокатанным сторонам, вставление указанного конца заготовки в паз гибочного устройства и гибка по недеформиронным сторонам одновременно для всех заготовок, уложенных в него позволяют в конце рабочего цикла получать столько готовых изделий, сколько заготовок было уложено в паз гибочного устройства. Полученные изделия точно повторяют форму друг друга, благодаря исключению возможности смещения стенок заготовок в процессе гибки. Получают изделия с высоким качеством без получения изделий с браком.
В результате этого сокращается время на изготовление изделий с криволинейными участками из профильных труб квадратного поперечного сечения, что приводит к повышению производительности труда.
Использование при гибке менее двух заготовок редуцирует производительность процесса, использование при гибке более 8 заготовок потребует приложения значительного усилия, что увеличит потребную мощность привода гибочного устройства, а вместе с тем приведет к удорожанию конструкции гибочного устройства и снизит эргономичность процесса гибки.
Наличие отличительных от прототипа существенных признаков позволяет признать заявляемый способ новым.
Из уровня техники не выявлены технические решения, содержащие признаки, совпадающие с отличительными признаками заявляемого способа, поэтому заявляемый способ отвечает критерию изобретательского уровня.
Возможность осуществления заявляемого способа в промышленности позволяет признать способ соответствующим критерию промышленной применимости.
Заявляемый способ поясняется чертежами, где
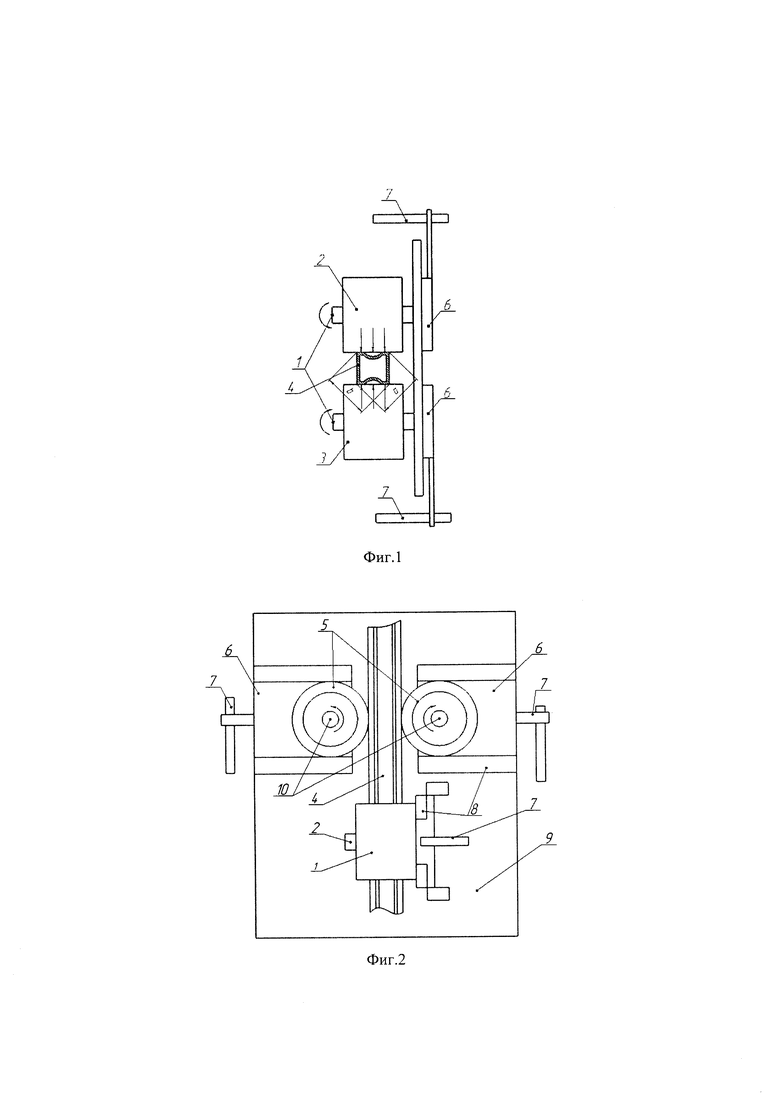
на фиг. 1 изображены пары горизонтальных рихтовочных роликов, труба, проходящая между ними, при выравнивании прокатанных стенок и выравнивании диагоналей трубы;
на фиг. 2 изображен общий устройства с парами вертикальных и горизонтальных рихтовочных ролов при прохождении трубы между указанными роликами.
Заявляемый способ осуществляется следующим образом.
Проводят видоизменение прокаткой поперечного сечения трубы 4 перед гибкой по всей длине, путем образования как минимум на двух ее противоположных сторонах ребер жесткости прокаткой вовнутрь части стенки трубы на упомянутых сторонах. После этого трубу 4 направляют между горизонтальными рихтовочными роликами 2 и 3. Силами трения прокатанная труба 4 протаскивается между ними. При этом две деформированные стенки трубы 4 выпрямляются, они становятся параллельными друг другу, устраняются перекосы этих стенок, происходит выравнивание с обеспечением равенства поперечного сечения трубы. После прохождения трубы 4 между горизонтальными рихтовочными роликами 1 прокатанная труба 4 под действием сил трения протаскивается между вертикальными рихтовочными роликами 5, которые правят прокатанную трубу по краям недеформированных сторон за счет сдавливающих сил при проходе трубы 4 между этими роликами устраняя овальность. После этого трубу 4 разрезают на заготовки (на чертеже не указано), деформируют, как минимум один конец упомянутой трубы 4 по недеформиронным сторонам. При деформировании конец заготовки (на чертеже не указано) может быть выполнен в виде сплющивания, оттяжки. Деформирование концов заготовок не обязательно. Затем укладывают заготовки (на чертеже не указано) для гибки друг на друга в количестве 2-8 штук в паз гибочного устройства и осуществляют гибку одновременно для всех уложенных заготовок (на чертеже не указано), получая в конце рабочего цикла столько готовых изделий, сколько заготовок (на чертеже не указано) было уложено в паз гибочного устройства. Полученные изделия будут точно повторять форму друг друга, благодаря исключению возможности смещения стенок заготовок (на чертеже не указано) вследствие равенства диагоналей поперечного сечения трубы в процессе гибки, уменьшая количества изделий с браком, обеспечивая повышение производительности труда, с повышением качества получения изделий.
Технико-экономический эффект для заявляемого способа.
Использование способа изготовления изделий с криволинейными участками из профильных труб квадратного поперечного сечения обеспечит повышение производительности труда, с повышением качества получения изделий с криволинейными участками из профильных труб.
Изобретение относится к области обработки металлов давлением и может быть использовано, в частности, для изготовления кованых изделий с переменным сечением по длине, изогнутых и скрученных в пространстве. По всей длине трубы квадратного сечения на двух ее противоположных сторонах образуют ребра жесткости прокаткой вовнутрь части стенки. Деформируют один конец упомянутой трубы по непрокатанным сторонам и вставляют в паз гибочного устройства для ее гибки по непрокатанным сторонам. Дополнительно перед гибкой осуществляют ее выравнивание по диагоналям. Повышается качество изделий. 2 ил. 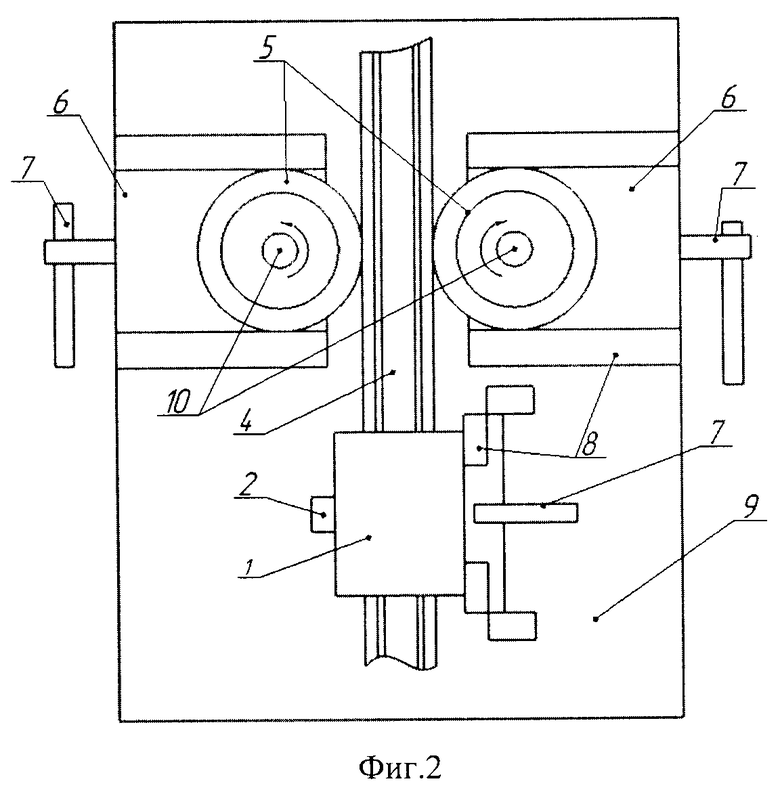
Способ изготовления изделий с криволинейными участками из профильных труб квадратного поперечного сечения, включающий прокатку профильной трубы квадратного поперечного сечения с образованием по длине по меньшей мере на двух ее противоположных сторонах ребер жесткости внутри части стенки, резку прокатанной трубы на заготовки и их гибку по недеформированным сторонам в гибочном устройстве, отличающийся тем, что после прокатки осуществляют правку профилированной трубы посредством протягивания двух деформированных стенок между горизонтальными рихтовочными роликами с приданием параллельности деформированным стенкам, устранением перекосов этих стенок и обеспечением равенства диагоналей поперечного сечения трубы и последующего протягивания недеформированных сторон по ее краям между вертикальными рихтовочными роликами с устранением овальности, а после резки заготовки укладывают друг на друга в количестве 2-8 штук в паз гибочного устройства и осуществляют гибку одновременно всех заготовок, при этом деформирование осуществляют по меньшей мере одного конца упомянутой трубы по непрокатанным сторонам.
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ С КРИВОЛИНЕЙНЫМИ УЧАСТКАМИ ИЗ ПРОФИЛЬНЫХ ТРУБ | 2012 |
|
RU2508957C1 |
| Термопара для измерения температур от 100° до 2200°С | 1955 |
|
SU104102A1 |
| Устройство для гибки полос и труб | 1989 |
|
SU1696044A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ В МОЛОКЕ УДЕЛЬНОЙ АКТИВНОСТИ РАДИОНУКЛИДА СТРОНЦИЯ-90 ПО ДОЧЕРНЕМУ ЭЛЕМЕНТУ ИТТРИЮ-90 | 1997 |
|
RU2139534C1 |

