Изобретение относится к устройствам для переработки пластмасс и может быть использовано для одновременного изготовления изделий сложной конфигурации методом литья под давлением в автоматическом режиме, в частности пластиковых дюбелей, предназначенных для крепления теплоизоляционного материала к стенам зданий и сооружений.
Известна пресс-форма для изготовления дюбелей из полимерного материала, состоящая из неподвижной и подвижной матриц, причем последняя состоит из двух полуматриц, внутри каждой из которых установлены формообразующие поверхности с расположенными на них формообразующими гнездами, образующие форму дюбеля при их соединении, на неподвижной матрице установлены пуансоны в виде тонких стержней, формирующие в гнездах центральное отверстие дюбеля, плита съема, установленная в неподвижной матрице для выталкивания затвердевшего дюбеля из пресс-формы (Пресс-формы на дюбель зонт (дюбель для пенопласта), Ивано-Франковск, сайт: http://ua.bizorg.su/press-formy-dlya-litya-plastmass-r/p5416503-pressforma-na-dyubely-zont-dyubely-dlya-penoplasta-ivanofrankovsk).
Недостатком известной пресс-формы является то, что на формообразующей поверхности возможно расположить формообразующие гнезда только в один ряд, по линии разделения двух полуматриц подвижной матрицы. Из-за невозможности расположения формообразующих гнезд в несколько рядов увеличивается время изготовления дюбелей и, соответственно, снижается производительность их изготовления. Кроме того, для выталкивания готовых дюбелей из формообразующих гнезд используется плита съема, что усложняет техническое обслуживание и ремонт пресс-формы из-за того, что плита съема является сложным техническим устройством.
Наиболее близким техническим решением, выбранным в качестве прототипа, является пресс-форма для изготовления дюбелей, содержащая неподвижную и подвижную матрицы, формообразующие поверхности, формирующие гнезда, образующие форму дюбеля, пуансоны в виде тонких стержней, формирующие в гнездах центральное отверстие дюбеля, толкатели, установленные в подвижной матрице для каждого формообразующего гнезда с возможностью выталкивания из него затвердевшего дюбеля. В каждой матрице расположена половина формообразующей поверхности, образующие форму дюбеля при их соединении для подачи в образованную форму нагретой пластиковой массы. Пуансоны закреплены на раздвижных держателях в виде планок, установленных между матрицами, при этом раздвижные держатели раздвигаются в перпендикулярном направлении относительно направления движения матриц (Пресс-форм «Timity (Тимити) Moulds and Plastics Со, LTD», CN, 2011, http://www.timity.com/ocherednie-pressformy-na-dubeli-ankery/).
Недостатком известной пресс-формы является то, что в каждой матрице расположена только половина формообразующей поверхности и для формирования гнезда, образующего форму дюбеля, необходимо дополнительная операция по их соединению для формирования формы дюбеля, на выполнение которой затрачивается время, в результате чего время изготовления дюбеля в целом увеличивается. Формообразующие гнезда расположены перпендикулярно движению матриц, соответственно и пуансоны, прикрепленные на раздвижных держателях, раздвигаются в перпендикулярном направлении относительно направления движения матриц. Это также приводит к необходимости использования дополнительной операции по выдвижению пуансонов, на выполнение которой затрачивается время, в результате чего время изготовления дюбеля в целом увеличивается. Из-за потери времени снижается производительность изготовления дюбелей. Кроме того, необходимость использования дополнительных операций при изготовлении дюбелей ускоряет износ матриц, а значит снижает срок службы матрицы в целом.
В основе изобретения лежит техническая проблема, заключающаяся в увеличении производительности за счет сокращения времени изготовления дюбелей.
Для решения указанной технической проблемы и достижения технического результата, обеспечиваемого изобретением, в пресс-форме для изготовления дюбелей из полимерного материала, содержащей подвижную и неподвижную матрицы, формообразующие поверхности, формирующие гнезда, образующие форму дюбеля, пуансоны в виде тонких стержней, формирующие в гнездах центральное отверстие дюбеля, канал подачи полимерного материала, толкатели с возможностью выталкивания готового дюбеля из формообразующей поверхности, согласно изобретению формирующие гнезда и толкатели расположены в формообразующей поверхности подвижной матрицы и установлены вдоль направления движения подвижной матрицы, при этом толкатель установлен внутри каждого гнезда, канал подачи полимерного материала выполнен на неподвижной матрице, на которой расположены пуансоны соосно напротив каждого формирующего гнезда, сформированного на подвижной матрице.
Расположение формирующих гнезд, образующих форму дюбеля, в формообразующей поверхности подвижной матрицы вдоль направления ее движения, установление толкателя внутри формообразующей поверхности подвижной матрицы внутри каждого формирующего гнезда, расположение канала подачи полимерного материала на неподвижной матрице, а также закрепление на неподвижной матрице пуансонов соосно напротив каждого гнезда (а не на раздвижных держателях) позволяет уменьшить количество операций при их изготовлении, что приводит к сокращению времени изготовления дюбелей, что способствует увеличению производительности изготовления дюбелей.
Расположение формирующих гнезд в формообразующей поверхности подвижной матрицы вдоль направления ее движения увеличивает количество размещения формообразующих гнезд на одной и той же площади формообразующей поверхности в сравнении с поперечным их расположением, в результате чего производительность изготовления дюбелей увеличивается.
При этом сокращение процесса производства всего лишь на одну или две операции способствует уменьшению износа матриц, а значит срок службы пресс-формы в целом увеличивается.
В состав матрицы входят следующие элементы:
1 - подвижная матрица
2 - неподвижная матрица
3 - формообразующие поверхности
4 - формирующие гнезда
5 - пуансон в виде тонких стержней
6 - канал подачи пластмассы
7 - толкатель
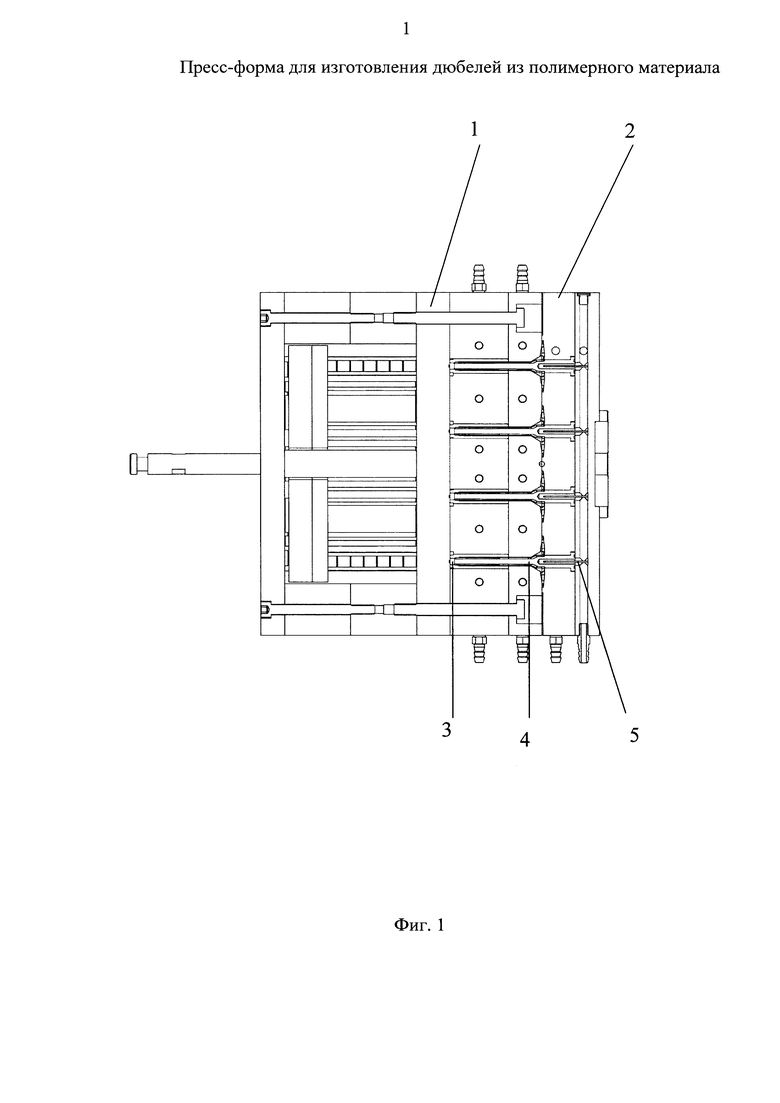
На фиг. 1 показан общий вид пресс-формы для изготовления дюбелей из полимерного материала, продольный разрез;
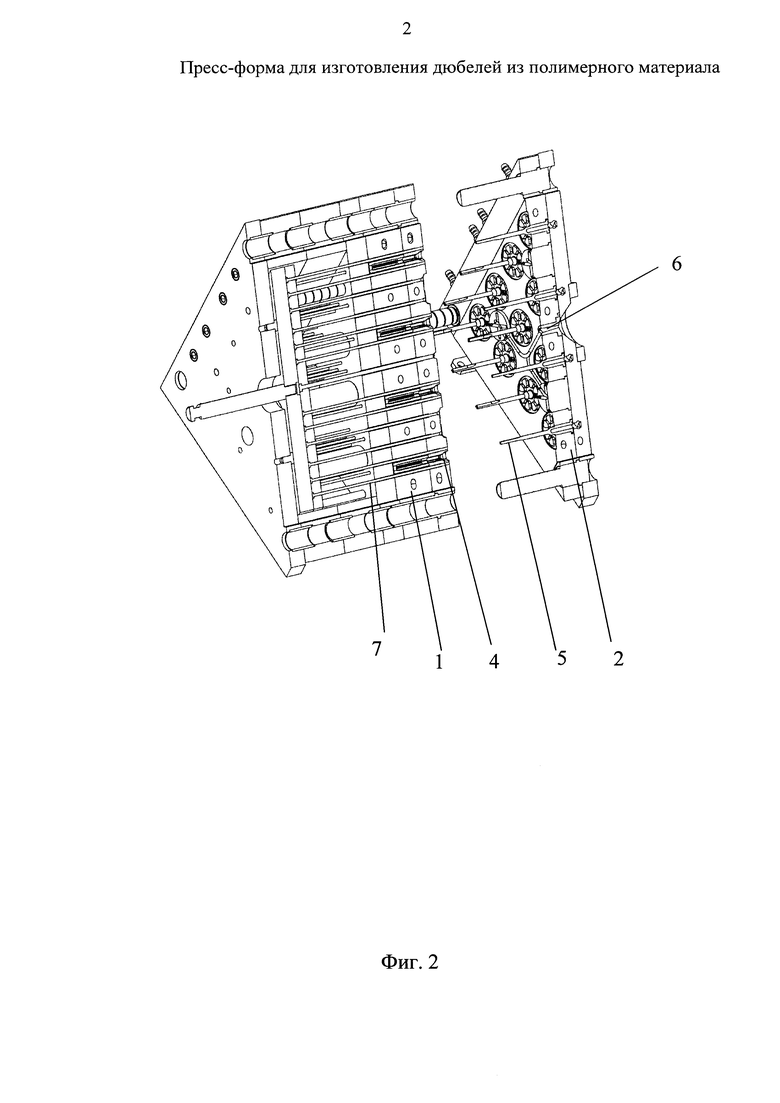
на фиг. 2 показаны матрицы в разъединенном положении, на подвижной матрице расположены формообразующие поверхности, формирующие гнезда, образующие форму дюбеля, на неподвижной матрице закреплены пуансоны в виде тонких стержней, соосно напротив каждого гнезда, продольный разрез в аксонометрии;
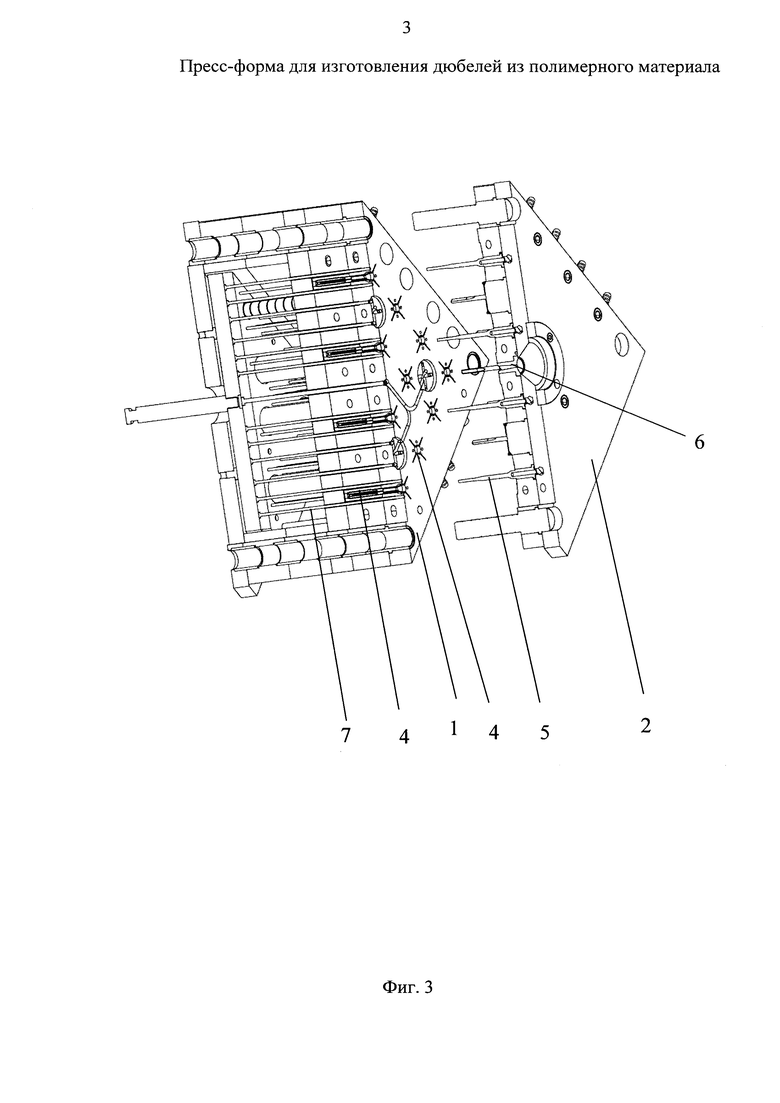
на фиг. 3 показаны матрицы в разъединенном положении, на подвижной матрице закреплены толкатели, в разрезе, аксонометрия;
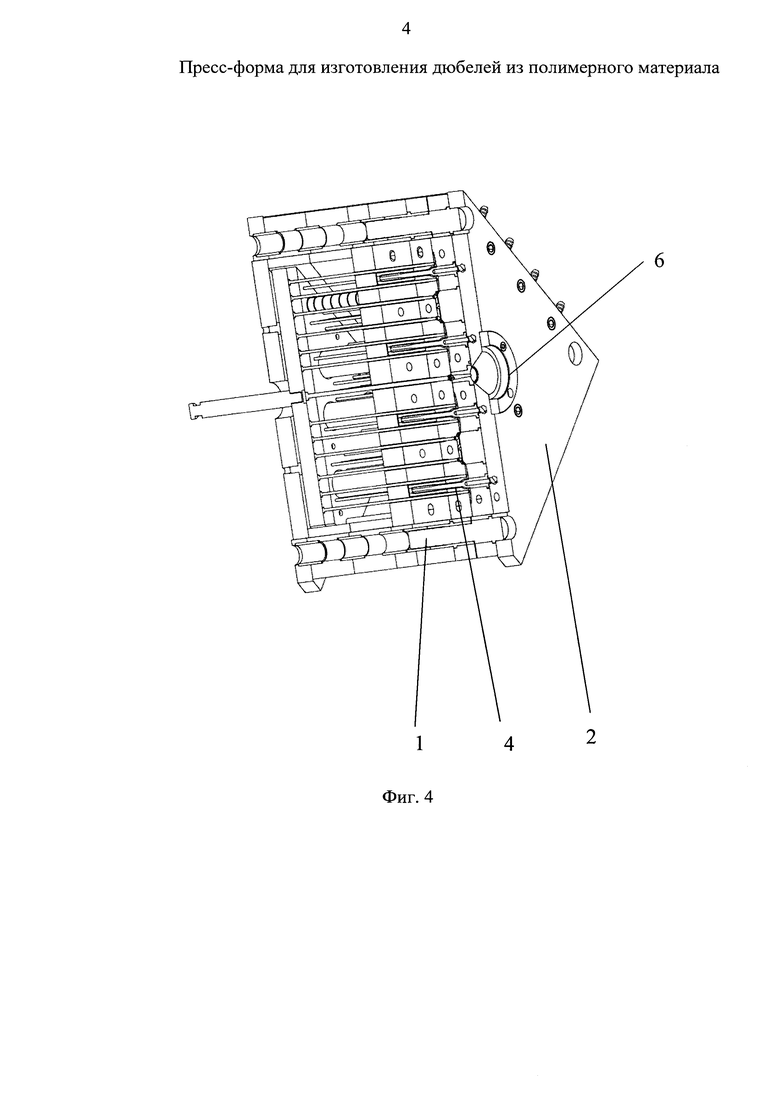
на фиг. 4 показаны матрицы в сборе, разрез в аксонометрии;
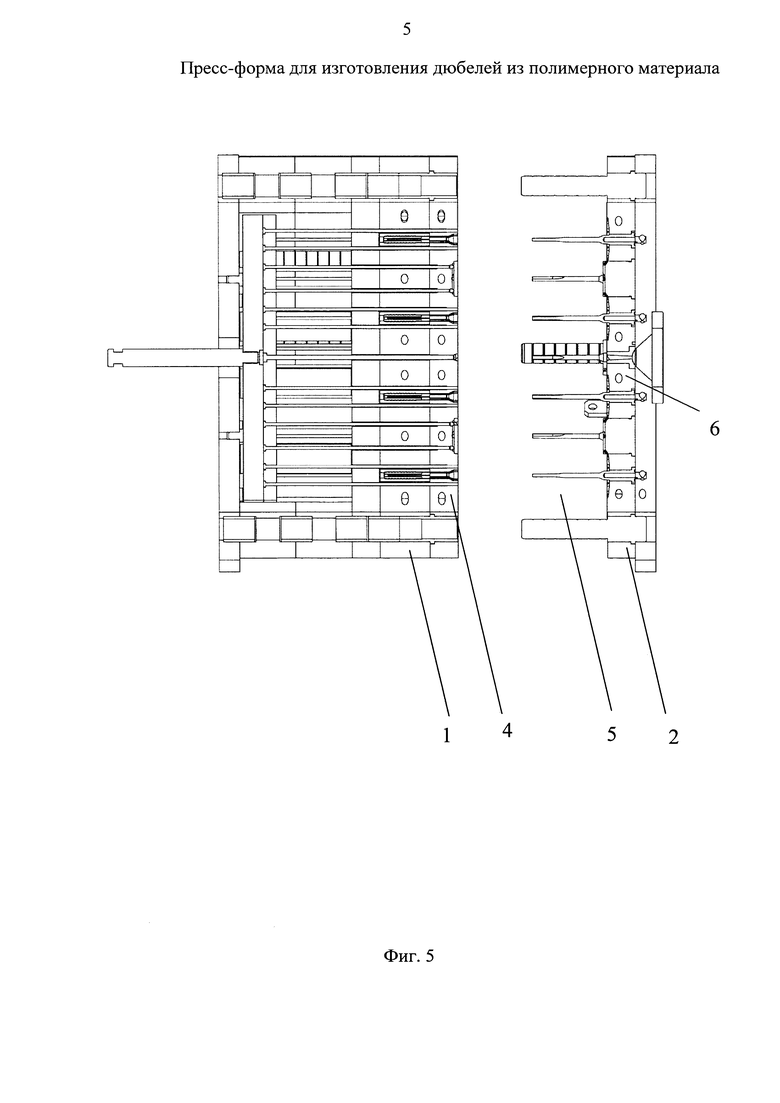
на фиг. 5 показаны две матрицы в разъединенном положении;
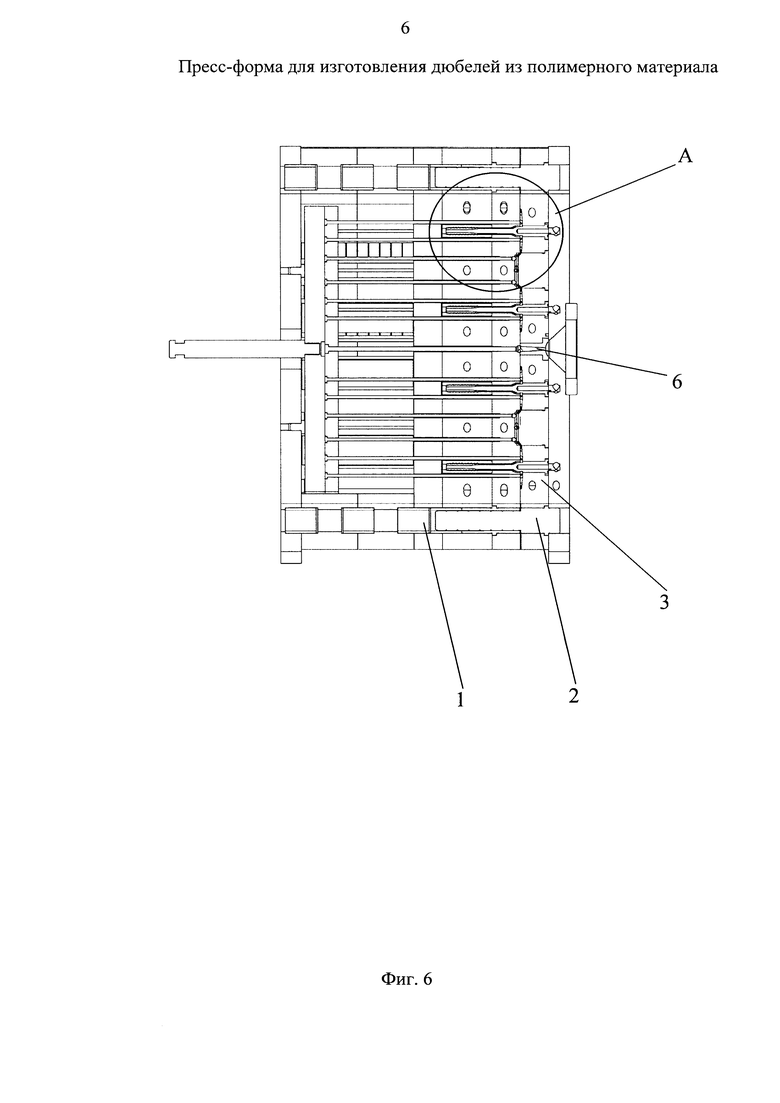
на фиг. 6 показана пресс-форма в соединенном положении, продольный разрез;
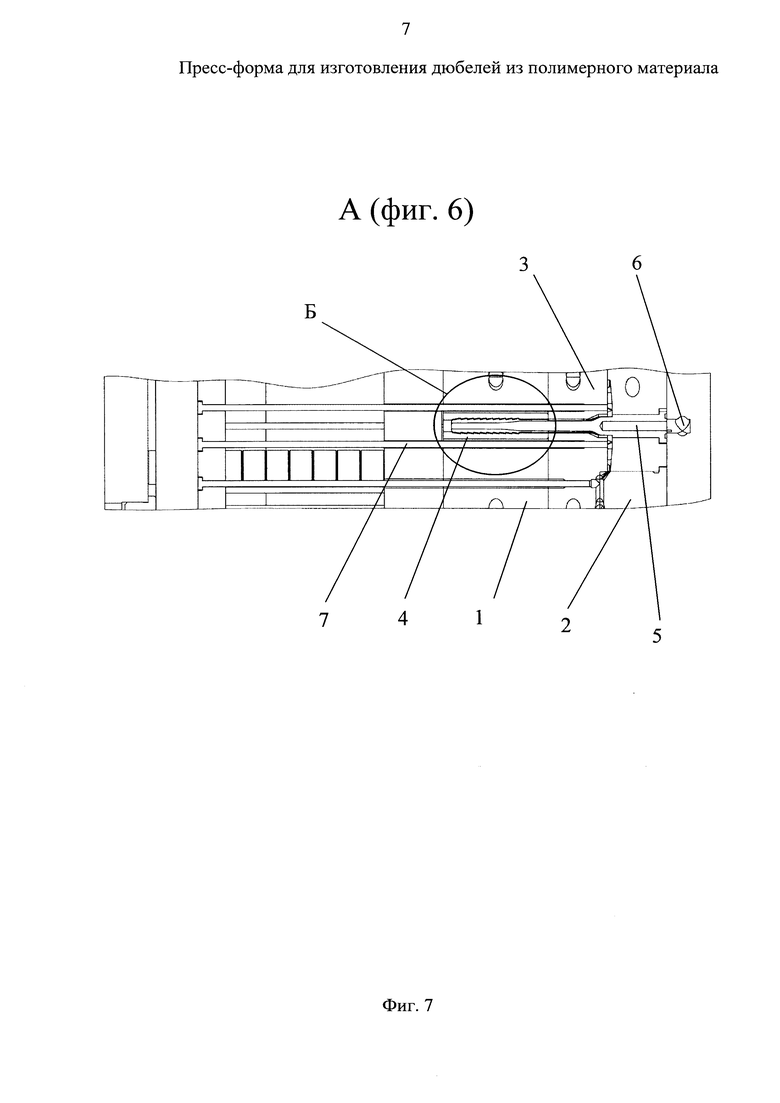
на фиг. 7 - вид А на фиг. 6, показана формообразующая поверхность, увеличено, продольный разрез;
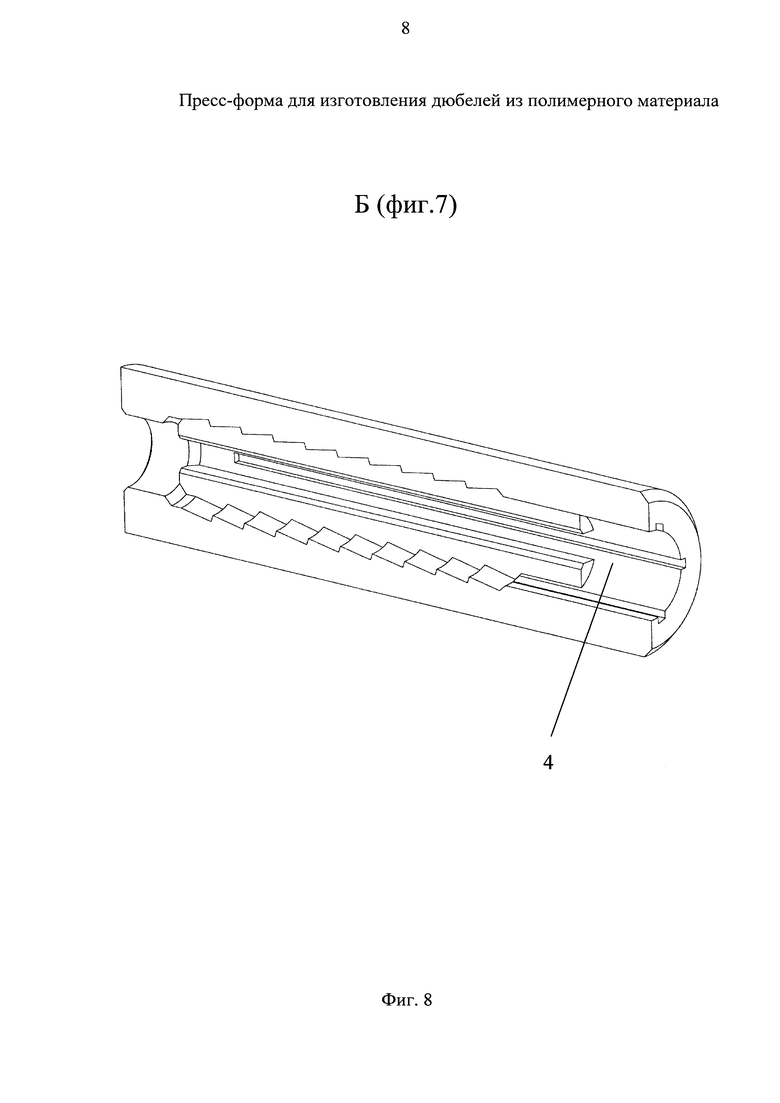
на фиг. 8 - вид Б на фиг. 7, показана часть формообразующей поверхности, продольный разрез.
Пресс-форма состоит из подвижной 1 матрицы и неподвижной 2 матрицы (фиг. 1-8). Размеры подвижной матрицы 1 превышают размеры неподвижной матрицы 2. В подвижной матрице 1 выполнены формообразующие поверхности 3, формирующие гнезда 4 для изготовления дюбелей (не показаны). Гнезда 4 расположены продольно относительно движения подвижной матрицы 1, что увеличивает их количество 4 на одной и той же площади формообразующей поверхности 3 подвижной матрицы 1. В неподвижной матрице 2 закреплены пуансоны 5 в виде тонких стержней, формирующие в гнездах 4 центральное отверстие дюбеля. Пуансоны 5 установлены на одной оси симметрии с гнездами 4 под дюбель с возможностью входа в отверстие гнезда 4. На неподвижной 2 матрице выполнен канал 6 для подачи расплавленного полимерного материала, например пластмассы, в гнезда 4. Для извлечения готовых дюбелей из формообразующей поверхности 3 (или гнезд 4) после охлаждения расплавленной пластмассы на подвижной матрице 1 внутри каждого гнезда 4 установлен толкатель 7. В пресс-форме может одновременно формоваться несколько дюбелей (многоместная форма).
Заявляемая пресс-форма работает следующим образом.
Для изготовления дюбелей собирают пресс-форму. Для этого матрицы 1 и 2 соединяют. Пуансоны 5 в виде тонких стержней задвигают в формообразующие поверхности 3, формирующие гнезда 4 под дюбель, формируя в них центральное отверстие дюбеля. Через канал 6 подают под давлением расплавленный полимерный материал, например пластмассу, в формообразующие поверхности 3, который заполняет формирующие гнезда 4. Выжидают расчетное время для остывания и его затвердевания. Затем отводят подвижную матрицу 1 от неподвижной матрицы 2, извлекают пуансоны 5 из формообразующей поверхности 3 и одновременно толкателями 7, установленными внутри каждого гнезда 4, выталкивают сформированные в них охлажденные дюбели.
Таким образом, предлагаемая конструкция пресс-формы позволяет сократить время изготовления дюбелей и тем самым увеличить количество выпускаемых дюбелей и одновременно уменьшить износ матрицы в целом за счет уменьшения количества операций по изготовлению дюбелей.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЬЕВАЯ ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОДДОНОВ И ПОДДОНЫ, ИЗГОТАВЛИВАЕМЫЕ ПОСРЕДСТВОМ ЛИТЬЕВОЙ ПРЕСС-ФОРМЫ | 2023 |
|
RU2810812C1 |
| УНИВЕРСАЛЬНАЯ БЛОК-ФОРМА | 2005 |
|
RU2296049C2 |
| Пресс-форма для полимерных изделий с поднутрениями | 1985 |
|
SU1326437A1 |
| Форма для изготовления изделий из полимерных материалов | 1988 |
|
SU1525011A1 |
| НАБОРНАЯ ПРЕСС-ФОРМА | 2016 |
|
RU2639162C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕРЕДНИХ ЧАСТЕЙ ОПРАВ МЕТОДОМ ЛИТЬЯ ПОД ДАВЛЕНИЕМ И ЛИТЬЕВАЯ ПРЕСС-ФОРМА | 1993 |
|
RU2035310C1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2021133C1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015020C1 |
| ГОРЯЧЕКАНАЛЬНАЯ ФОРМА ДЛЯ ИНЖЕКЦИОННОГО ПРЕССОВАНИЯ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2014 |
|
RU2596748C2 |
| Пресс-форма для литья под давлением | 1989 |
|
SU1733188A1 |
Изобретение относится к устройствам для переработки пластмасс и может быть использовано для изготовления пластиковых дюбелей, предназначенных для крепления теплоизоляционного материала. Пресс-форма для изготовления дюбелей из полимерного материала содержит подвижную (1) и неподвижную (2) матрицы, формообразующие поверхности (3), формирующие гнезда (4), образующие форму дюбеля, пуансоны (5) в виде тонких стержней, формирующие в гнездах (4) центральное отверстие дюбеля, толкатели (7) с возможностью выталкивания из них готового дюбеля. Формирующие гнезда (4) и толкатели (7) расположены в формообразующей поверхности (3) подвижной матрице (1) и установлены вдоль направления движения подвижной матрицы (1). Толкатель (7) установлен внутри каждого гнезда (4). Пуансоны (5) закреплены на неподвижной матрице (2) соосно напротив каждого гнезда. На неподвижной матрице (2) выполнен канал (6) подачи полимерного материала. Техническим результатом изобретения является увеличение производительности за счет сокращения времени изготовления дюбелей. 8 ил.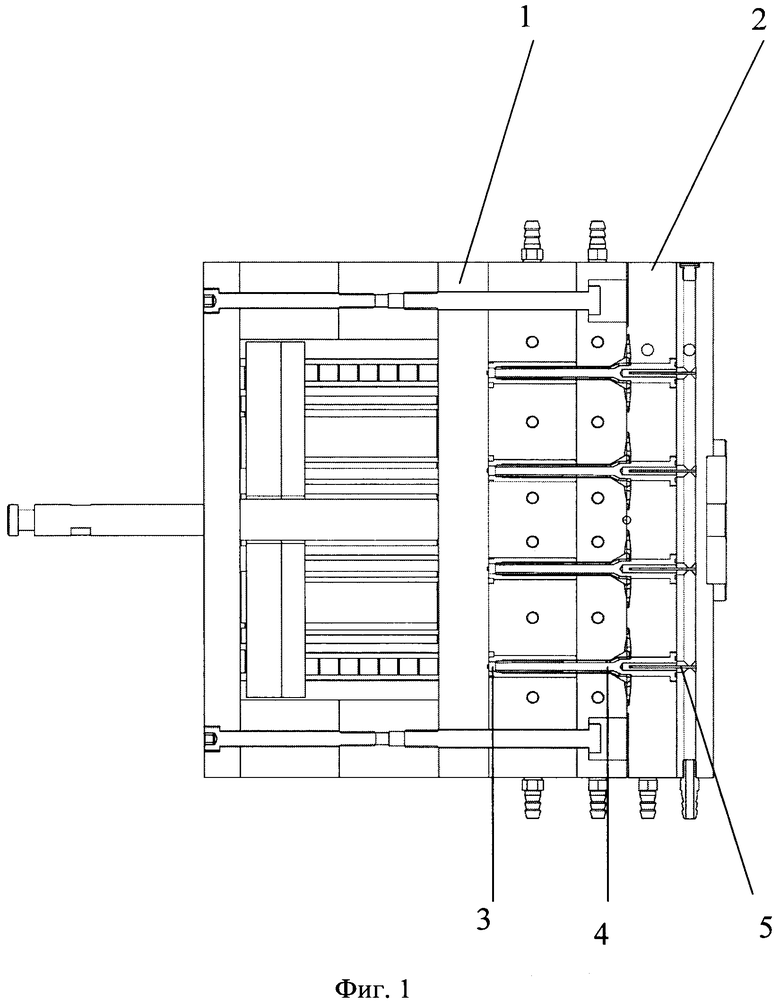
Пресс-форма для изготовления дюбелей из полимерного материала, содержащая подвижную и неподвижную матрицы, формообразующие поверхности, формирующие гнезда, образующие форму дюбеля, пуансоны в виде тонких стержней, формирующие в гнездах центральное отверстие дюбеля, канал подачи полимерного материала, толкатели с возможностью выталкивания из них готового дюбеля, отличающаяся тем, что формирующие гнезда и толкатели расположены в формообразующей поверхности подвижной матрицы и установлены вдоль направления движения подвижной матрицы, при этом толкатель установлен внутри каждого гнезда, канал подачи полимерного материала выполнен на неподвижной матрице, на которой расположены пуансоны соосно напротив каждого гнезда, сформированного на подвижной матрице.
| Очередные пресс-формы на дюбели в процессе изготовления: [Электронный ресурс] | |||
| URL: http://www.timity.com/ocherednie-pressformy-na-dubeli-ankery/, 10.02.2015 | |||
| КАЗМЕР Д.О | |||
| Разработка и конструирование литьевых форм, Санкт-Петербург, Профессия, 2011, с.26-28 | |||
| Устройство для получения гранул из расплавов | 1972 |
|
SU441953A1 |

