1
Изобретеиие относится к автоматическим линиям для уиаковки элс1 тродов в картонные коробки.
Известны автоматические лилии упаковки электродов, содержащие дозатор, рычажные весы, накопитель и механизм приема и заталкивання электродов в коробку, этикетирования коробок, выиравле11ия их в формах и заклейки. Известные обладают низко производительностью и не притодны для работы с линиями изготовления электродов пульсирующего периодического действия.
Цель изобретения - повышение производительности.
Для этою в предлагаемой автоматической линии упаковки изделиГ предусмотрен автономный механизм заклеГ|ки коробок, выполняющий все операции за один цикл и позволяюп1;1н упаковывать электроды неиосредствеи о в линиях их изготовлеиия ири любых технологических перерывах между циклами.
Максимальная производительность работы уиаковочио| линии достигается благодаря нро.межуточиому накоплению взвешенных порций электродов при сбоях отдельных механнзмов тарной части линии и совмещению всех циклов, требующих значительного времени обработки.
Исследование механических блокировок между отдельными мехаиизмами линии обес2
иечнвает цикличную работу .мехаиизмов линии .чуте.м остановк; отдельных механнзмов только lia срок, пеобходимый для срабатывания смежного механизма и самовключения нри этом нриостановленного механизма.
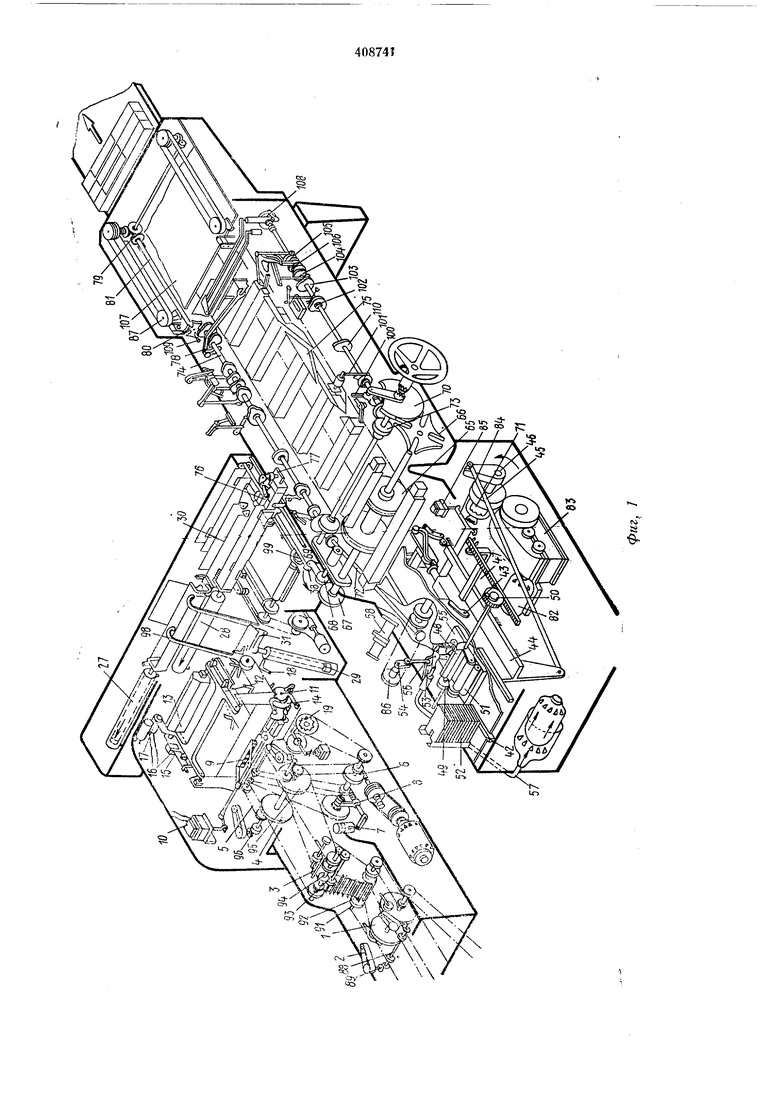
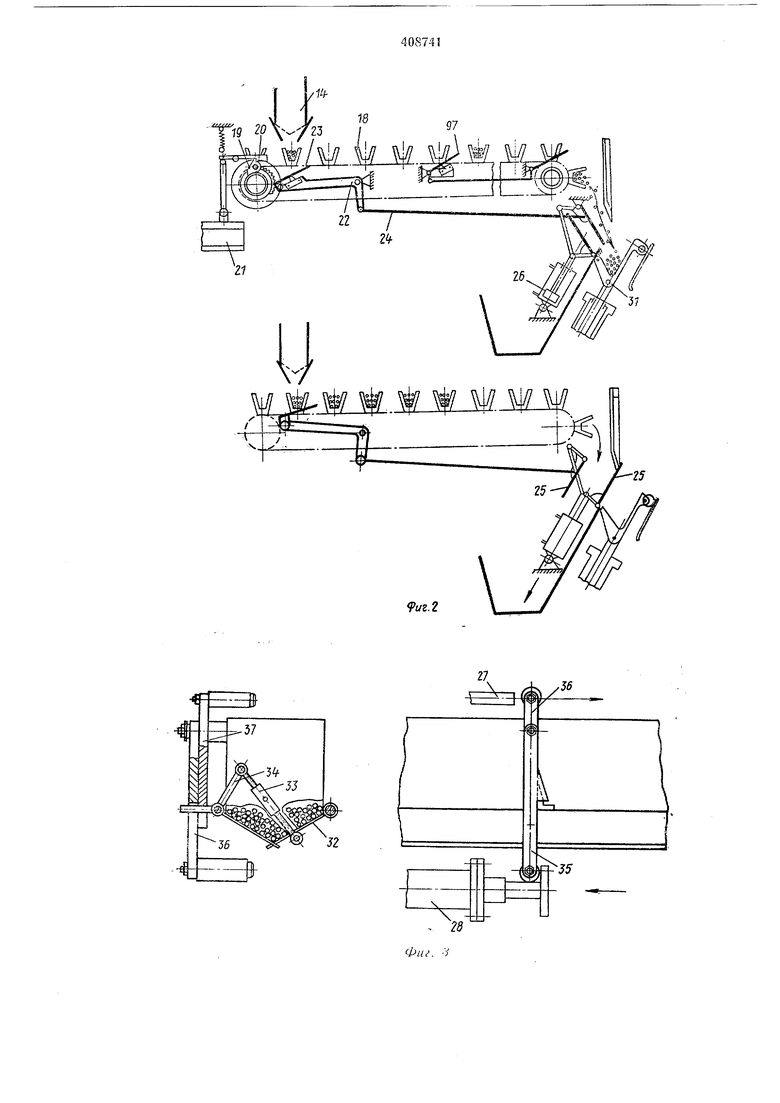
Ма фиг. 1 изображена нредлагае.мая линия, конструктивно-кинематическая схема; па (|)иг. 2 - схе.ма работы иереключающего устройства накоиителя начек с электродами в двух положениях (положение 1 - при норма л ьноГ: работе линии, но,:1оженне И - - нри сбоях в коробочной части линии); на фнг. 3 - схе.ма механических блокнруюпиьх устройст) для бе: аварийноГ| работы совмен1,енных смежных iexaнизмoв; на фиг. 4-схема работ1 1 механизма внравления картонных начекв формах длиннозвенного транспортера; на фнг. 5 - схема совмен1,ения формиро75ания начкн в се4eiuiH с заталкиванием.
Маш.нна для взвешивания норцнн электродов содержит ценные транснортеры J, два ленточных нодрихтовщика, представляющих из себя два обращенных один к другому нлоскореме 1ных транспортера 2, перекладчик ;, ленты которого несут торизонта.тьные .тоиатки и иолучают движение от транснортера 4. Двухскоростной транспортер 5 этой мапшны связан через две нриводные цени со свободно сидяии1ми иа нриводном валу звездочками, нолучакхцими в)ащение от вала 6 через торцовую
муфту 8, включаемую пневмоцилиндром 7 через рычаг.
Отсекатель электродов при взвешивании состоит из заслонки 9, закренленной на валу, имеющем два рычажка, один, из которых связан с магнитом W, а другой взводит защелку диска П бункера весов. Рычажные импульсные весы включают коромысло 12, противовес J3, бункер 14, два подшарннренных днища которого через два шатуна связаны с диском 11 и имеют противовесы, свободно подвешенный на осп коромысла рычаг 15 с грузом 16, два датчика 17, управляющие магнитом цилиндра дозировочного транспортера 7 и магнитом отсекателя.
Накопитель взвешенных порций электродов, согласующий работу машины для взвешивания с работой механизма заталкивания электродов в коробки (см. фит. 2) имеет цепной транспортер, на котором размещено на равном расстоянии друг от друга значительное количество вильчатых емкостей 18. В приводе этого транспортера приводной вал связан с ненрерывно вращающейся на нем звездочкой через механизм сферической шпонки, на оси которой сидит подпружипенная собачка 19, удерл нваемая от поворота унором 20, расположенным на подшарниренном рычаге, связанном с магнитом 21.
Механизм управления включением снабжен качалкой 22, на конце которой сидит подшарннренный флажок 23 с наконечным выключателем, связанным с магнитом 21. Качалка через тягу 24 и рычаги соединена с новоротными вильчатыми отбойниками 25 и пневмоцилиндром 26, управляемым механизмом контроля наличия коробки и ее занолнения.
Механизм заталкивания электродов в коробку и формирования норций представляет из себя набор иневмоцилиндров 27-29 и емкостей 30, 31 для удержания электродов. Он содержит приспособление для подъема электродов, выполненное в виде пневмоцилнндра 29 с поворотной емкостью 31 на конце штока, оннрающейся двумя ролнками на профильные линейки. Механизм включает также приспособление для смещения электродов в сторону от оси взвешивания. Это длинный желоб, имеющий неподвижное днище на участке приемки электродов и открывающиеся два днища 32 на остальной его части, связанные менаду собой рычагами 33, 34 н занором (см. фиг. 3), блокирующим днище от раскрытия, если емкость под пими не подготовлена. Запор представляет из себя свободно висящие собачки 35 и 36, запирающие выступы которых находятся на разных высотах и взводятся разными цилиндрами 27 и 28.
В этот механиз.м входит также приспособление для фор.мирования конфигурации порции электродов перед заталкиванием, снабженное кареткой 37, передвигаемой попеременно вперед-назад шатуном 38, с двумя емкостями, нмеющимн подц арниренные днища-55 на неподвижном основании. На расстоянии двух н.агов
перемещения каретки друг от друга установлены на подшипниках два непрерывно враща ондихся валика 40 с эксцентриками. Между эксцентриками расположены линейки 41, удерживающие днище в одном положении при заталкивании электродов, которое осуществляет пневмоцилиндр 28.
Механизм накопления сложных коробок и их выдачи представляет собой стол с двумя прорезями, в которых перемещаются упоры 42 и собачки 43 каретки 44, крутящейся на роликах по направляющим и связанный через шатун 45 с кривошипом 46. Каретка щарнирно соединена с перемещающейся в назу стола рейкой
47 привода механизма нанесения клея на коробку, который представляет из себя вал со смазывающимися кулачками 48, шестерней 49 посредине и однозубым храповиком с шестерней 50, сочлененной с рейкой 47.
С шестерней 49 связаны два валика 51, один нз которых опущен в клей, находящийся в емкости. На столе ненодвижно закреплен магазин 52 коробок, представляющий из себя с трех сторон нолностью, а с четвертой частично
емкость, в которой коробки хранятся плашмя в сложенном виде. В передней стенке, внизу, создана регулируемая щель для прохода коробок. На столе расположено этикетнровочное приснособленне, имеющее качалку 53, опирающуюся на пустотелую ось, связанную через шатун с кривошипом 54. На конце качалки шар1Пфно подвешена поворачиваемая кониром и плита 55 с присосками, связанными
каналом через клапан 56 и трубонроводом 57 с вакуум-насосом или отсасывающим вентилятором.
Над столом неподвижно, нод угло.м 45° к плоскости стола, закреплен магазин 58 для
этикеток, конструкция которого аналогична конструкции магазина для коробок.
На двух цилиндрических направляющих каретки 44 (см. фиг. 4) сидит нодпружинеиный суппорт 59, на котором щарнирно подвешены
две ноднимающиеся собачки 60 vi два двуплечих рычага 61, опирак)Н1ихся одннм плечом в выступ собачек 60, а другил в регулируемый упор 62 на каретке 44. На пути движения суппорта 59 установлен регулируемый унор 63,
заставляющий сжиматься пружины 64 при движении кареткн внеред, в конце своего хода. Механизм собачками 60 заталкивает коробки в фор. механизма обработки клапанов коробок, выправляет нх, заставляя принимать
нужную форму, осуществляя взаимную работу этих узлов.
Механизм обработки клапанов коробок и заклейки их - это жесткая рама, на которой установлены опоры пластинчатого транспортера, несущего па себе Н-образные прямоугольные формы, расположенные на определенном расстоянии друг от друга. На одном конце нрнводного вала со звездочка.ми 65 посажен «мальтнйский крест 66, а на другом - нгестерня 67, связанная с шестерней б8 передаточным отношением 2:1, на которой сидит кривошип 69 перемещения каретки 37.
Приводной вал транспортера получает движение от кулака 70 с пальцем через передачу «мальтийский крест, вторичный вал - от главного вала 71 через промеЛсуточный 72 и систему конических шестерен. От него через шестерни 73 враш,аются два расположенных перпендикулярно к нему распределительных вала 74 с кулаками. Вдоль торцовых плоскостей форм С коробками неподвижно закренлены линейки 75, при сонрикосновении с которыми клапаны .коробки отгибаются или загибаются в нужном налравлепии.
1-1аправляюш,ий механизм 76 представляет из себя возвратно-поступательпо движущуюся прямоугольную трубу с подпружиненной верхней стенкой и копиром нрижима 77, несущую на переднем торце четыре подшарииренных подпружиненных лепестка.
Ьыталл.ивате«ть коробок из это Г-образныи ползун, связаииыГ п.ар1;ир;10 с рычагом, ролики которого из.моииют ого положение от кулака 7о. Б..1агодаря расположению с сторон иод углом движение ползуна БЕОрх - вниз получается аринуднтелоным от одной и той же кривой кулака /6.
Горизон1альпы(| сгалкнватс.чь является рычажным механизмом najiTorpai)noro типа, обеспсчнваюиив иараллелыюс перемещение лапы ста.чкнвателя.
Протягнваюпип механизм состоит из двух вертикальных плоскоремеппых транспортеров, связанных между собой через коничесхую передачу 79 и получающих диижспио от «мальтийского креста 80 через вал 6/. Кулак, сидянип на валу 74, нерелтещает «мальтийский крест 80.
Мехапнзм нрнвода коробочной части линии единый и содержит двигатель 82, редуктор 83 н унор 84, освобождус.мы магннтом 85 но команде открываютцихся дянн, 32 механизма зата,1 кивания электродов.
Главный вал связан с остальными механнз.мамн нередачамн с передаточным отиошение.м 1:1, что об снечивает ирн повороте его на 360 один оборот передач н 73 п вала 74, при этом кривошип 69 иоворачивается па 180 звездочки 65 и барабаны 87 - на 90° (но в разное время), так как весь цнкл срабатывания механизмов лмнин определен одним оборотом главного вала 7J, который происходит примерно за 4 сек. Циклограммой нреднисаны соответствующие углы профилировки кулаков, обеспечивающие срабатывапне всех исполнительных механизмов за один оборот главного вала.
Работа линии. Электроды из прокалочиой печи попадают по транспортеру / к нерекладчлку 3, выравниваясь по торцу относительно нродольно оси ЛИНИИ .чентами нодрихтовщпка, нолучаюп1его движение от цепей транспортера У через вал 88 и коиическпе шестерпи 89. Линейные скорости нодр;1хтовпи1ка и основио14) транспортера одинаковы. Перед перекладчиком 3 промежуточным транспортером образован .чармап в результате подъема роликов .V/, киюрыо в зависимости от расположения ириподной звездочки 92 змекяют нанравленнс цепей, заставляя определенное число электродов принудительно заваливаться в пространство между лопатка.ми перекладчика. Псрек.1Удчнк 3 получает движение от транспортера -1 через две пары шестерен 93 и 94, одна из которых является сменной и иозволяет изменять передаточное от1:ошение. Номинальное 1ередаточное отношснне обеспечивает движение цепей тракснортера 4, 95 со скоростью, лревышающе скорость лопаток перекладчика в три раза, что обесиеч 1ваот укладку электродов на цепях этого транспортера с разрывом по величине больше диаметра электрода. Далее электроды проходят через подрихтовпщк М и попадают па транспортер 5
0 (дозатор) с 1еременной ско;)остью дв}1же 1ия, |км- лируемоп весами.
Ь л}пп1и применены известные рапсе эле.ментарпые )1)1чажные, коромысловые, двухимjiy.ibCHbic licciji, выдпюп1,ие элехтросягпалы
5 благодаря наличию двух бесконтактных датчиков /7, прл повороте коромьгсла 12 под дейcTiiiiCM ueca зделпй, засыпаемых в бункер 14. Буи:;ср два раскрывающихся днища, связанных рычаги с поворотпым диском
0 //, обеспсчииаюпщм замедленюе закрытие днпн|,а при } ысынапии изделий, необходимое для нолпого онорожнемпя бупкера.
При дост: же}|нн 80% веса порнпн коромысло 12 поворачивается (на этот вес отрегу5лирован нротивовес 13) до касания с дополиитель 1ым нротивовесом, состояHUIM из рычага 15 н груза 16. Мри этом один 1з датчиков 17 выдаст и.мнульс на магнит ннсвмоэлектроклана:ia, переключаютцего через иневмоиилппдр 7
0 муфту tS, умепьшая скорость дозпрующего трапснортера 5 в три раза. По достижении дозы магнит 10 опускает заслонку 9, открывая зангелку диска 11 на бункере 14. Порция высыпается в вильчатые смкостп 18 тнагового
5 транспортера. Весы, o:i стогнаясь, возврантаются в нсходное положенно. Поднимается заслопка 9, перед которой накопилось некоторое количество электродов, и мипггтом нодппм; ется упор 20 подпружиненной собачки 19.
0
Транспортер передвпгастся i:;i псс олько шагов, освобождая впл11чатыо см:чостн под бункером п высыпая о- ерсдну О взвсчнсг.ную
порцпю в поворотную скпповхю емкость, шарннрпо з; Кре11лен1 ую на шгоке псвмоц 1. 29 (см. . 2). В положснпн / показаны механизмы при норма.чьной работе, когда )чатые отбой 1ИК1 25 наи)ав.1яют эле строды в ковп поворотной е.мкости 31 и хдсржпвают па нутп движения элект1)одов флажок 97, которы переключает магнит 2, освобождая -п.ор 20, останавливает транспортер с 1И,ьчатымп емкостями 18 г, пужнол iecтe. Concpina.i
несколько оборотов ва.ча с ноД Чр кн11енно;1
собачкой 19, емкость 18 смещается на то число шагов, которое укладывается по длине между флажками 97 и 23, оставляя остальные емкости пустыми.
В положении II (ем. фиг. 2) изображен случай, когда вильчатые лапы, переброшенные пневмоцилиндром 26, образовали ворота, отводящие лишние порции электродов после заполнения всех емкостей 18 в сторону при значительной аварии на тарном участке линии. При этом флажок 23 поднят, смещение емкостей 18 возможно только на один шаг, и все они заполняются. По ликвидации неполадок в линии все емкости опорожняются во время технологического перерыва в подаче электродов к весам.
Цилиндр 29 тюднимает емкость с электродами ио направляющим 98, высыпая их в конце хода в емкость 30, по которой штоком пневмоцилиидра 27 они смещаются вправо на открываемые днища 32, которые освобождаются от упора собачек 35 и 36 в конце хода штока пневмоцилиндра 27 вправо. Если шток пневмоцилиндра 28 находится в крайнем левом положении, он взводит собачку 35, и днища 32 открываются, в противном случае раскрытие днищ 32 задерживается до прихода штока пневмоцилиндра 28 в крайнее левое положение.
Электроды высыпаются в одну из двух емкостей нодвижной каретки, которая кривошипом 69 смещается на шаг вперед либо назад. При этом на крайних позициях емкости попадают на эксцентрики 99, которые заставляют колебаться в вертикальной плоскости дни-п,а 39. При этом происходит нроцесе формирования электродов в емкости квадратного сечения, необ.ходнмый для заталкивания порции электродов в коробки квадратного сечения. В то время, как одна емкость с вновь высыпаннымн электродами при .повороте кривошипа на 180° попала на вибратор, вторая с уже уложенными электродами нришла в позицию заталкивания электродов в пачку, что выполняется ходом штока цилиндра 28 вправо.
Электроды проходят в коробку через направляющую 76, механизм которой является узлом коробочной части линии, производящей накопление и выдачу коробок, наклейку этикеток, штемпелевание даты, партии н прочих данных, выправление коробок в формах, нрием электродов в коробки, закрытие клапанов коробки с двух сторон с заклейкой их за один рабочий цикл и выдачу готовых уиаковочных пачек.
Все вышеуказанные операции осуществляет коробочная часть лииии за один оборот главного вала 71, получающего вращение от привода через механизм поворотной шпонки. При этом за один возврат}1о-ноступательный ход каретки 44, осуществляемый кривошипом 46 через шату 45, упоры 42 продвигают пижнюю сложенную коробку из магазина 52 в позицию иаклейки этикетки. Две собачки 43 продвигают сложенные коробки с этикетками на
ндии шаг. Собачки 60, продвигая их далее, заталкивают их в форму длипнозвенного транспортера и отнравляют коробки за счет с.южного движения собачек 60 с поворотом их 5 в конце хода путем сжатия пружин 64 суппорта 59, останавливаемого упором 63 при продвижении каретки 44 вперед, так как через поворотные два рычага 61 собачки 60 поднимаются и выправляют коробку в форме. Одноо временно через цепную передачу 86 делает один поворот кривошип 54, который качает коромысло 53, на конце которого шарпирпо новорачивае1мая плита 55 с присосками захватывает из магазина 58 одну этикетку и прижимает к коробке, открывая нри этом клапап 56, связывая пиевмосистему разряженного воздуха с атмосферой, что отключает присоски и оставляет этикетку на коробке. Последняя предварительно смазывается при своем
0 продвижении на первый шаг клеем, поступающим на корыта через валики 51 па кулачок 48, иоворачиваемый только на один оборот нротив часовой стрелки рейкой 47 через однозубый храповой механизм и шестерню 50. Одновременно через промежуточный вал 72 и две нары конических шестерен совершает один оборот вторичный вал с двумя парами конических шестерен 73 и два раснределительных вала 74 с кулаками исполпительных механизмов, обрабатывающих клапаны коробки, во время ее перемещения с позиции на позицию н во время выетоя на очередной позиции в нижеописываемой последовательпости.
Первая позиция - холостая для замены негодных пачек ири сбое механизма задачи и оправления на-чек.
Ма второй позиции рычаги 100 при выжидании коробки отгибают передний клапан, оставаясь в таком ноложенни до момента смещения коробки, при котором система иеподвил : 1ых линеек 75 с клином вначале разводит верхний н нижний клапаны коробки и отгибает задний клапан «по ходу. Таким образом, ;з третье иоложение коробки нрнходят со всеми раскрытыми лепестками.
При выстое в третьем полол еини рычаг 101, перемещаясь от кулака, прижимает к картоиной коробке задний упор, а кулак с иротивоно,южной стороны перемещает направляющий .механизм 76, опуская при этом на коробку верхний прижнм 77. При ходе направляющей в;1еред ее подиружиненные четыре ленестка, упираясь занлечиками в раму основания, расходятся от оси движения в сторопы, маясь копцамп к граням картонной коробки у места перегиба клапанов (после этого следует заталкиваиие электродов в иачку).
При движении коробки с третьей нозиции в четвертую происходит загибание двух ниж(J ЛИХ клапанов вверх.
В нятой позиции рычаг | с валиками производят от кулаков 102 намазывание клеем участков нлощадью двух клапанов коробки с обеих сторон коробки в начале вращения вто) ричного вала, когда нриводной палец «мальтийского креста проворачивается до входа в зев «креста.
Затем следует поворот вала е «мальтийским крестом 66 и звездочками 65 па /4 оборота, что еоответствует продвижепию форм на одип шаг (в данпом случае 200 мм), и смещение коробок также с пятой позиции на шестую, где за оставшиеся 210° поворота распределительных валов 74 происходит с каждой стороны:
а)подъем упора заднего клапана с одновременным новоротом его выталкивателя кулаком ЮЗ;
б)поворот рычага, загиба1ош,его задний по ходу транспортера клапап вперед от кулака }04в)подъем упора нижнего клапана вверх от кулака 105;
г)поворот рычага, загибающего передний клапап назад по ходу кулаком 106, при котором специальная лапка, подщарниренная на его конце, совершает подпружиненное движение по копиру, оставляя при остановке механизма в положении, когда все клапаны коробки сжаты с двух сторон. Таким образом, весь цикл намазывания клапана клеем и их окончательное загибание и сжатие происходят за один цикл работы линии, что позволяет останавливать линию технологически на любое время в любой позиции.
После прихода коробки на седьхмую позицию от кулака 78 через рычаг выталкиватель поднимает упакованную, коробку на уровень основания 107, а горизонтальный сталкиватель от кулака 108 задает коробку в ленты барабана 87, получающего..движение от нальца с рычагом J09, сидящего на конце раснределительного 74 и проворачивающего через «мальтнйс1Ь- й крест 80 н.а А оборота валы, связан.п.ые ,с ними через конические шестерни.
барабаны протягивающего механизма, т. е. заклеенные пачки движутся в результате фрикционной связи их торцов с лентами нротягивателя и только одна очередная начка заталкивается кулаком 108 в лепты протягивателя. Кулаки 1W на распределительном валу предназначены для электроблокировки линии.
Предмет изобретения
10
Автоматическая линия унаковки изделий, например электродов, в картонные прямоугольные коробки, содержащая установленные
иа общем основании по ходу технологического процесса дозатор, рычажные двухимпульсные весы, накопитель, механизмы приема, формирования и заталкивания изделий в коробку, накоплепия коробок, этикетирования коробок,
формирования коробок в формах и механизм заклейки подаваемых транспортером коробок, отличающаяся тем, что, с целью повыщепия нроизводительности, дозатор снабжен последовате.тьно установленными наклонным цеппым транспортером с лопатками, горизонтальным ценным транспортером и двухскоростным транспортером, взаимодействующим с рычажными двухимпульсными весами; накопитель выполпеп в виде транспортера с вильчатыми
емкостями; мехапизм формирования коробок Б формах вынолнен в виде нодпружиненного суннорта с поворотными собачками, смонтированного на каретке, установленной с возможностью перемещения вдоль основания, а
мехаиизм заклейки коробок выпол 1ен в виде рычажной системы, взаимодействующей с кулачками, закрепленными на двух параллельных распределительных валах, установленных но обеим сторонам транспортера, несущего заклеиваемые коробкн.
9иг.2


| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для надевания на коробки крышек | 1933 |
|
SU35046A1 |
| ПЕЧАТНО-ОТМЕТОЧНАЯ МАШИНА | 1968 |
|
SU210186A1 |
| Устройство для завертывания цилиндрических изделий | 1988 |
|
SU1597311A1 |
| Машина для укладки штучных изделий в коробки | 1977 |
|
SU676499A2 |
| УСТРОЙСТВО ДЛЯ УКЛАДКИ ИЗДЕЛИЙ ПРЕИМУЩЕСТВЕННО В МНОГОРЯДОВНЫЕ КАССЕТЫ | 1989 |
|
RU2013899C1 |
| Устройство для закрывания верхних клапанов коробок | 1978 |
|
SU734065A1 |
| УСТРОЙСТВО для ЗАКРЫВАНИЯ КЛАПАНОВ КОРОБОК | 1973 |
|
SU369069A1 |
| Манипулятор | 1989 |
|
SU1673430A1 |
| Автомат для мерной резки проволоки | 1983 |
|
SU1169783A1 |
| Устройство для контроля качества намотки бобин по пневматическому сопротивлению | 1978 |
|
SU747538A1 |

J2
27
56
/
-гШ-
t
IFPJ
Фиг. о
/Ilr F- yjjf t v t ЧЧ
4-erl,uix
ISS
5P
e
