1 тпбретение относится к упаковочной технике, в частности к устройствам для У1 ладкн готовой продукции в виде штучных изделий картона, и может быть применено в целлюлозно- бумажной, лютевой, легкой и других отраслях народного хозяйства.
Цел71 изобретения - повышение производительности за счет исключения промежуточных операций по переориентированию изделий.
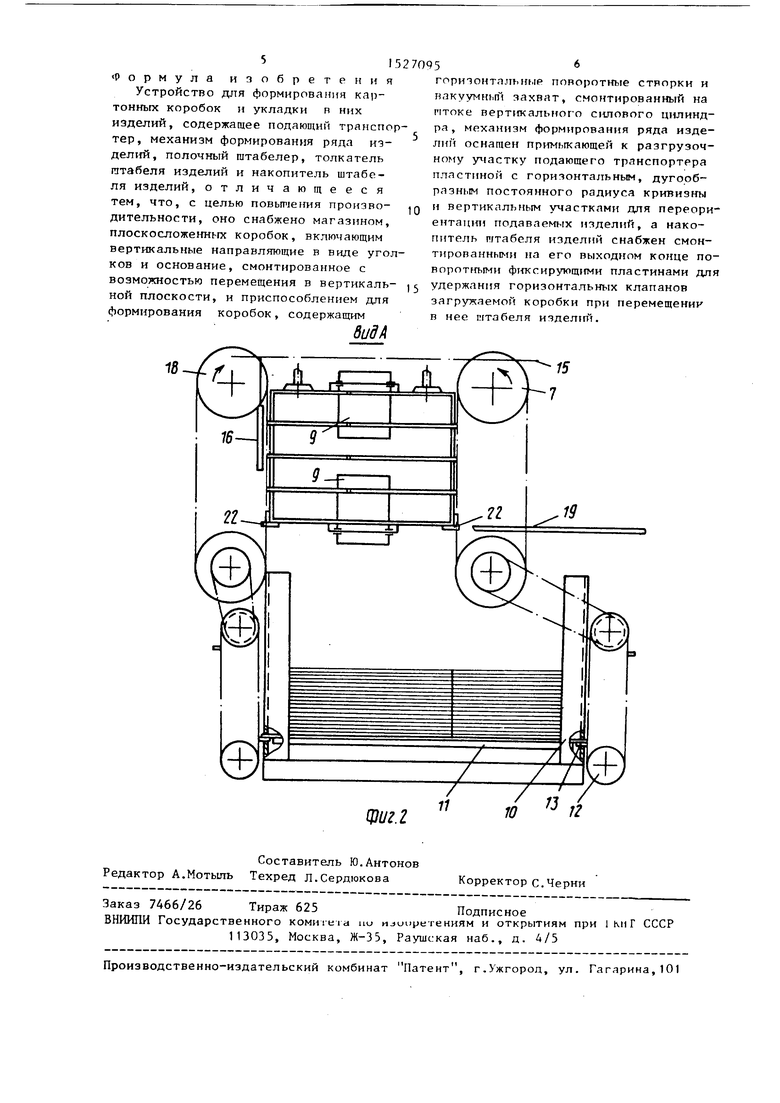
На фиг.1 изображено устройство, общий вид; на фиг.2 - вид А на фиг.1
27095d
ва изделий, останавливаемых упором 5 срабатьтает толкатель 4, сдвигая ряд на птабелер 7. После этого щтабелер 7 перемещается на один таг, подавая следующую свободную полку. В этой после- довательности производится набор штабеля изделий, имеюЕ1его по высоте заданное кол1тчество рядов, например четыре. Толкатель 6 перемещает набранш ш итабель на полки накопителя 8 штабеля изделий, полностью заполняемого изделиями за несколько циклов. Одновременно с этим силовой цилиндр 15 опус10
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для упаковывания штучных изделий в картонные пачки | 1990 |
|
SU1782870A1 |
| Устройство для поштучной подачи из стопы картонных плоскосложенных коробок и их формирования | 1988 |
|
SU1518209A1 |
| Устройство для поштучной подачи из стопы картонных плоскосложенных коробок и их формирования | 1987 |
|
SU1500556A1 |
| УСТАНОВКА ДЛЯ УКЛАДКИ ШТУЧНЫХ ИЗДЕЛИЙ В КАРТОННЫЕ ЯЩИКИ | 1991 |
|
RU2005678C1 |
| Устройство для укладки изделий в картонные коробки | 1987 |
|
SU1413032A1 |
| Устройство для упаковки штучных изделий в картонные коробки | 1986 |
|
SU1458279A1 |
| Устройство для укладки в тару легкоповреждаемых предметов | 1989 |
|
SU1652200A1 |
| Устройство для формирования коробов из плоскосложенных картонных заготовок | 1990 |
|
SU1756210A1 |
| Устройство для поштучной выдачи картонных плоскосложенных коробок и их формирования | 1987 |
|
SU1446032A1 |
| Устройство для поштучной подачи из стопы плоскосложенных заготовок ящиков и их формирования | 1986 |
|
SU1330016A1 |
Изобретение относится к упаковочной технике, в частности к устройствам для укладки готовой продукции в картонные коробки. Цель изобретения - повышение производительности. Устройство содержит подающий транспортер 1, механизм 2 формирования ряда изделий, полочный штабелер 7, накопитель 8 штабеля изделий и магазин плоскосложенных коробок, включающий вертикальные направляющие 10 и основание 11. Изделия подаются транспортером 1 к пластине 3, переориентируют ее и накапливаются в ряд, который толкатели 4 переводят в штаблер 7, а затем толкателем 6 - в накопитель 8 штабеля, откуда он подается в заранее сформированную коробку. 2 ил.
Устройство для формирования картон- з кается до уровня верхней в стопе
ных коробок и укладки в них изделий содержит подаюпщй транспортер 1, механизм 2 формирования ряда изделир, осна1 1енн ;1Й пршчьжающей к разгрузочному участку подающего транспортера 1 пласт нюй 3 с горизонтальными а, дугообразным постоянного радиуса кривиз- Н1Л Ъ и вертикальным с участками для переориентагдаи подаваемых изделий, толкатель 4 ряда изделий, упор 5, толкатель 6 штабеля, полочный штабе- лер 7, накопитель 8 штабеля изделий, снлб: кенш11Й смонтированными на его вы- кодном конце поворотными фиксирующими пластинами 9 для удержания горизон- тальних клапанов загружаемой коробки при псремеще пп1 в нее штабеля изде- , магазин плоскосложенных коробок, вклшчаюпип вертшсальтые направляющие 10, выполненные в виде уголков, основание 1 1 , смонтированное с возмож-г. ностью перемещения в вертикальной плоскости, и вертикально расположенные цепные контуры 12 с жестко закреп20
25
30
35
плоскосложенной коробки.
Вакуумные захваты 16 за счет со дания в их полостях разрежения увле ют коробку за собой при (в гивании штока) цилиндра 15. При эт она ребрами верхней грани раскрыва поворотные створки 22 и, проходя м ду ними, формируется (принимает в перечном сечении форму правильного четырехугольника). Пропустив короб ку, створки 22 приходят в начально положение, дополнительно фиксируя ящик снизу вертикальными стенками.
Кроме того, задние боковые клап ны закрываются подгибателями 12, п редние боковые клапаны при движени ящика вверх неподвижными боковыми стенками накопителя 8 отводятся, а верхний и нижний клапаны проходят между ними. Толкатель 6 совершает большой ход, перемещая блок изленными на
а них парами опорных пластин делий непосредственно в ящик. При
Устройство работает следующим образом.
45
этом передние в накопителе 8 издел воздействуют на поворотные пластины 9, поворачивающиеся вокруг гор зонтальных осей. Они приоткрьшают верхний и нижний клапаны, гаранти дополнительную фиксацию коро ки относительно накопителя в гори зонтальной плоскости и беспрепятс венный переход блока в ящик в одн уровне. После заполнения коробки пластины 9 занимают исходное поло ние. Коробка отводится конвейеро 13 на выходной стол 17. В процес перемещения задние боковые клапаны удерживаются в закрытом положении направляющей 18, а верхний и нижн закрьшаются фигурными направляющи 19, Аналогичным образом закрываются редние клапаны. Далее цикл повторяет
Изделия в горизонтальном положении подаются непрерьшно двиткущимся транспортером 1 на горизонтальный участок а пластины 3. Продолжая движение за счет сил инерции, изделия перемещаются по дугообразному участку Ъ и в вер- Т1жалъном положении попадают на механизм 2 формирования ряда. После набора ряда из определенного количест0
5
плоскосложенной коробки.
Вакуумные захваты 16 за счет создания в их полостях разрежения увлекают коробку за собой при (втягивании штока) цилиндра 15. При этом , она ребрами верхней грани раскрывает поворотные створки 22 и, проходя между ними, формируется (принимает в поперечном сечении форму правильного четырехугольника). Пропустив коробку, створки 22 приходят в начальное положение, дополнительно фиксируя ящик снизу вертикальными стенками.
Кроме того, задние боковые клапаны закрываются подгибателями 12, передние боковые клапаны при движении ящика вверх неподвижными боковыми стенками накопителя 8 отводятся, а верхний и нижний клапаны проходят между ними. Толкатель 6 совершает большой ход, перемещая блок изделий непосредственно в ящик. При
этом передние в накопителе 8 изделия воздействуют на поворотные пластины 9, поворачивающиеся вокруг горизонтальных осей. Они приоткрьшают верхний и нижний клапаны, гарантируя дополнительную фиксацию коробки относительно накопителя в горизонтальной плоскости и беспрепятст-. венный переход блока в ящик в одном уровне. После заполнения коробки пластины 9 занимают исходное положение. Коробка отводится конвейером 13 на выходной стол 17. В процессе перемещения задние боковые клапаны удерживаются в закрытом положении направляющей 18, а верхний и нижний закрьшаются фигурными направляющими 19, Аналогичным образом закрываются передние клапаны. Далее цикл повторяется.
15
Щи г.2
| Устройство для укладки изделий в тару | 1977 |
|
SU713771A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
