ОБЛАСТЬ ПРИМЕНЕНИЯ
[0001] Настоящее изобретение относится к способу изготовления детали автомобиля в виде рычага и к детали автомобиля в виде рычага.
УРОВЕНЬ ТЕХНИКИ
[0002] Примеры детали автомобиля в виде рычага включают рычаг подвески, который соединяет корпус автомобиля и колесо, и толкающую штангу, которая соединяет подрамник и колесо. Такая деталь автомобиля в виде рычага должна иметь достаточный предел прочности на разрыв для того, чтобы противостоять большому усилию на разрыв во время разгона или торможения транспортного средства.
[0003] Требуется увеличить комфорт при вождении путем устранения (уменьшения) колебаний путем противодействия прямой передаче колебаний водителю во время приложения внешней силы, когда выполняется упомянутое выше условие. Для устранения колебаний необходимо поглотить колебания с использованием детали автомобиля в виде рычага путем увеличения величины деформации (с помощью прогиба) этой детали во время действия внешней силы. Важно должным образом уменьшить жесткость детали автомобиля в виде рычага.
[0004] Эффективным способом уменьшения жесткости является уменьшение толщины материала детали в виде рычага или выполнение стержневой части указанной детали с открытым поперечным сечением. Например, Патент, упомянутый под номером 1 в приведенном ниже списке литературы, раскрывает рычаг подвески, в части которого имеется образованное вдоль оси отверстие в периферическом направлении. В рычаге подвески, выполненном так, как упомянуто выше, его стержневая часть имеет открытое поперечное сечение. Поэтому жесткость на кручение может быть уменьшена. Таким образом, общая величина деформации рычага подвески во время внешнего воздействия может быть увеличена, создавая возможность устранения колебаний во время внешнего воздействия, увеличивая, таким образом, комфорт при вождении.
Список цитированной патентной литературы:
[0005] Патентная литература 1: JP 2013-159140 А.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Техническая проблема
[0006] Однако, в рычаге подвески, описанном в Патентной литературе 1, предел прочности на разрыв зависит от естественной прочности на разрыв материала. Для увеличения прочности на разрыв толщина материала должна быть увеличена, приводя к увеличению веса и стоимости производства.
[0007] Настоящее изобретение направлено на решение упомянутой выше проблемы, и его целью является создание способа изготовления детали автомобиля в виде рычага, которая имеет жесткость на кручение заданного уровня или меньше и увеличенную прочность на разрыв без увеличения толщины материала, и создание детали автомобиля в виде рычага.
Решение проблемы
[0008] Способ изготовления детали автомобиля в виде рычага, в соответствии с настоящим изобретении, который успешно решает упомянутую выше проблему, представляет собой способ, предназначенный для изготовления детали автомобиля в виде рычага, имеющей полый профиль с открытым поперечным сечением, путем обработки заготовки, которая представляет собой плоскую пластину, проходящую в первой плоскости, образованной первым направлением и вторым направлением, перпендикулярным первому направлению, поэтапной штамповкой так, что две боковых поверхности заготовки во второй плоскости, образованной первым направлением и третьим направлением, перпендикулярным первой плоскости, обращены одна к другой через зазор, причем способ включает этап правки, в котором выступ, расположенный на правочном штампе, который должен проходить в первом направлении, размещают в указанном зазоре между указанными двумя боковыми поверхностями, обращенными одна к другой, и две боковых поверхности вводят в контакт с указанным выступом, так что заготовку обжимают от наружной периферии к внутренней периферии.
Полезный эффект изобретения
[0009] Так как деталь автомобиля в виде рычага, изготовленная упомянутым выше способом изготовления, имеет полый профиль с открытым поперечным сечением, жесткость на кручение может быть уменьшена до предварительно заданного уровня или меньше. Более того, так как выступ размещают в зазоре между двумя боковыми поверхностями и две боковые поверхности вводят в контакт с выступом, так что заготовку обжимают от наружной периферии к внутренней периферии, сила сжатия может быть равномерно приложена к заготовке в периферическом направлении. Поэтому материал сжимается в периферическом направлении, и деформационное упрочнение заготовки возникает равномерно в периферическом направлении. Таким образом, может быть получена прочность на разрыв, равная прочности на разрыв материала или превышающая ее, по всему периферическому направлению. Следовательно, жесткость на кручение может быть увеличена без увеличения толщины материала. Соответственно, может быть предложена деталь автомобиля в виде рычага, которая имеет жесткость на кручение заданного уровня или меньше и имеет увеличенную прочность на разрыв без увеличения толщины материала.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
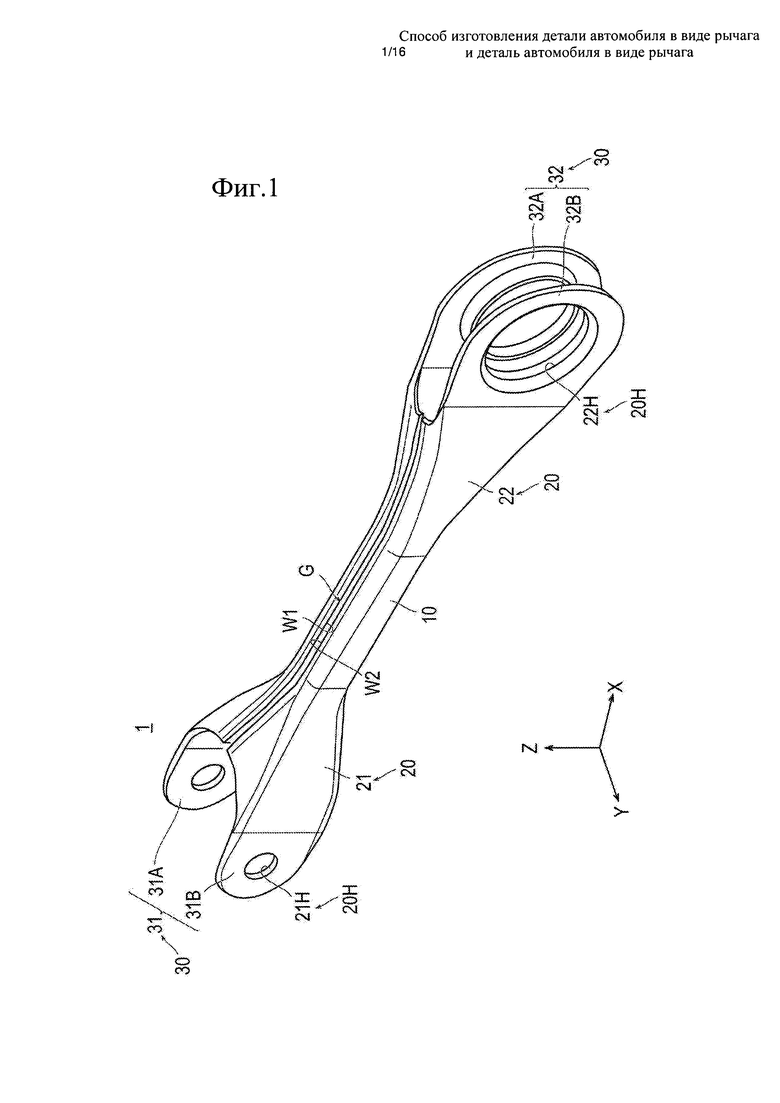
[0010] Фиг. 1 изображает вид в аксонометрии рычага подвески, соответствующего варианту выполнения представленного изобретения.
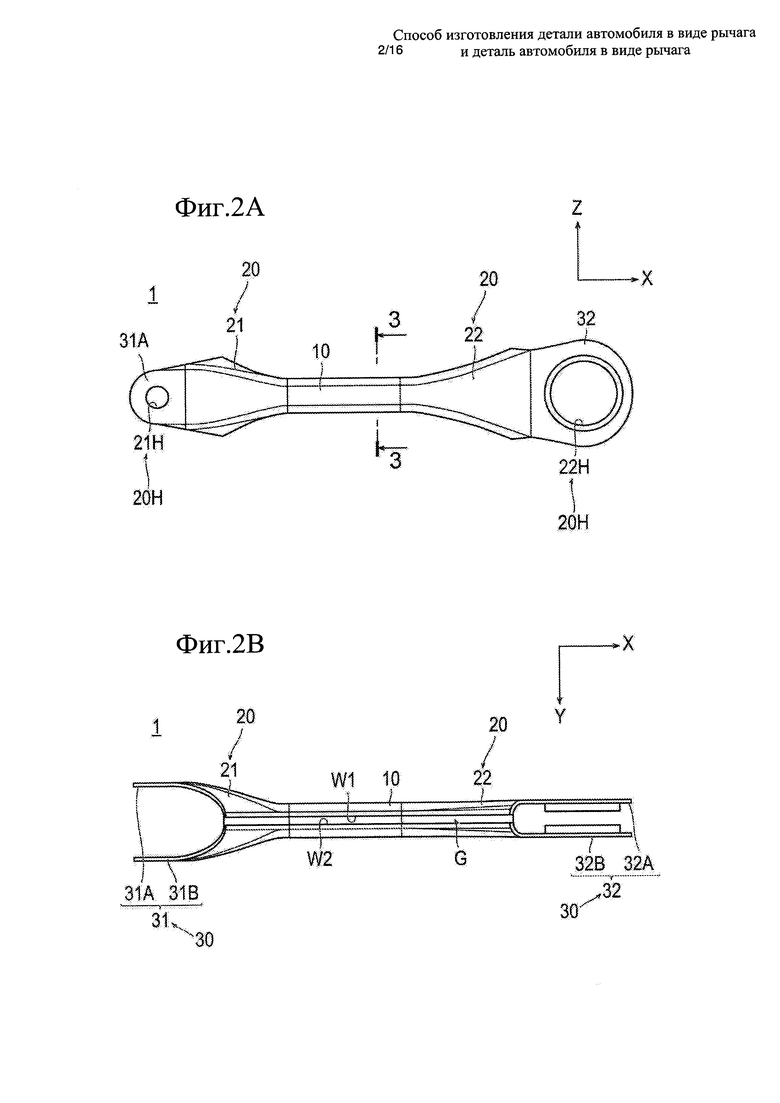
Фиг. 2(A) изображает вид спереди рычага подвески. Фиг. 2(B) изображает вид сверху рычага подвески.
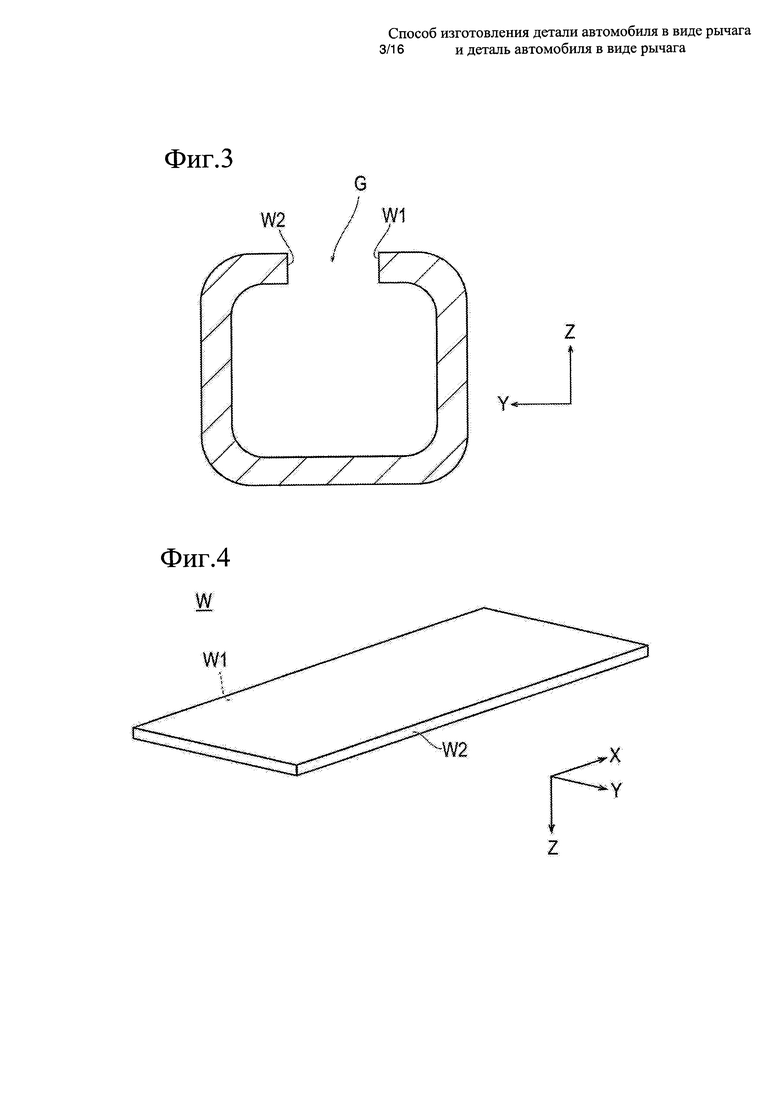
Фиг. 3 изображает поперечный разрез по линии 3-3 на Фиг. 2.
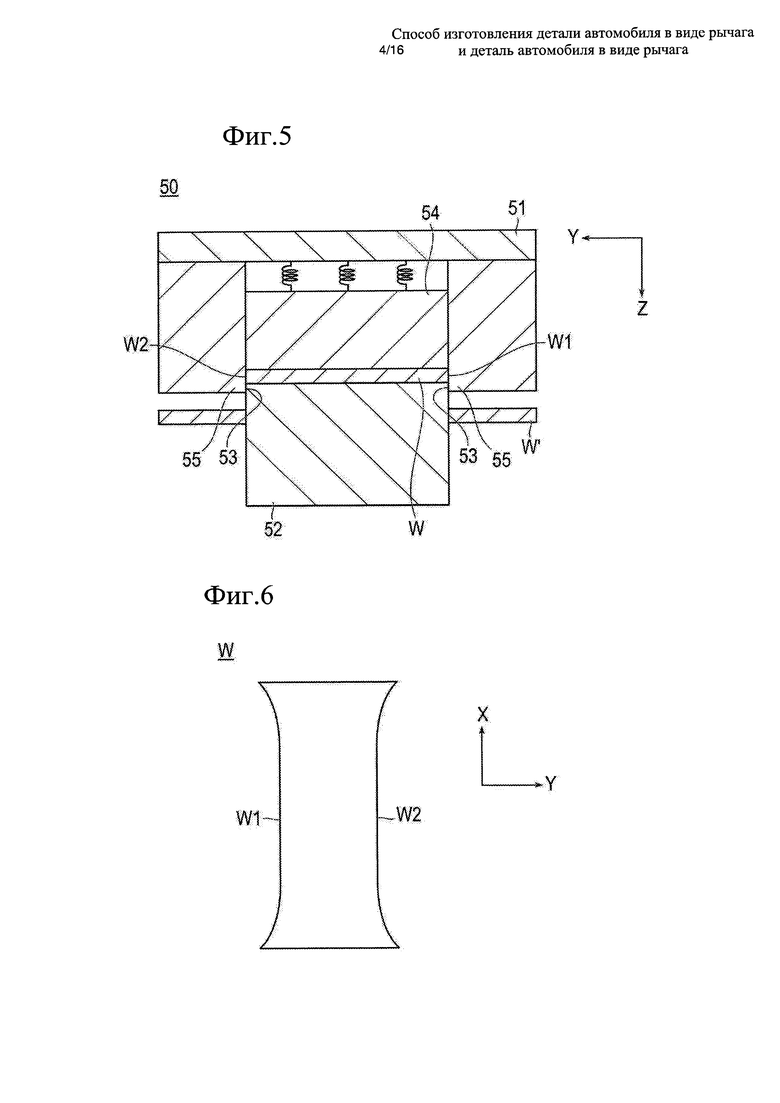
Фиг. 4 изображает вид в аксонометрии, показывающий заготовку, которая до штампования рычага подвески, соответствующего представленному варианту выполнения, представляет собой плоскую пластину.
Фиг. 5 иллюстрирует этап обрезки в способе изготовления рычага подвески, соответствующем представленному варианту выполнения.
Фиг. 6 изображает вид в аксонометрии заготовки после завершения этап обрезки.
Фиг. 7 изображает поперечный разрез, перпендикулярный оси X, иллюстрирующий этап формования в предложенном способе изготовления рычага подвески.
Фиг. 8 изображает поперечный разрез, перпендикулярный оси X, иллюстрирующий предварительные мероприятия предложенного способа изготовления рычага подвески.
Фиг. 9 изображает поперечный разрез, перпендикулярный оси X, иллюстрирующий первый этап сгибания предложенного способа изготовления рычага подвески.
Фиг. 10 изображает поперечный разрез, перпендикулярный оси X, иллюстрирующий второй этап сгибания предложенного способа изготовления рычага подвески.
Фиг. 11 изображает поперечный разрез, перпендикулярный оси X, иллюстрирующий третий этап сгибания в предложенном способе изготовления рычага подвески.
Фиг. 12 изображает поперечный разрез, перпендикулярный оси X, иллюстрирующий этап правки в предложенном способе изготовления рычага подвески.
Фиг. 13 изображает вид в аксонометрии заготовки после завершения этапа правки.
Фиг. 14 изображает поперечный разрез обоих концов в направлении X, перпендикулярном оси X, иллюстрирующий этап обрезки в предложенном способе изготовления рычага подвески.
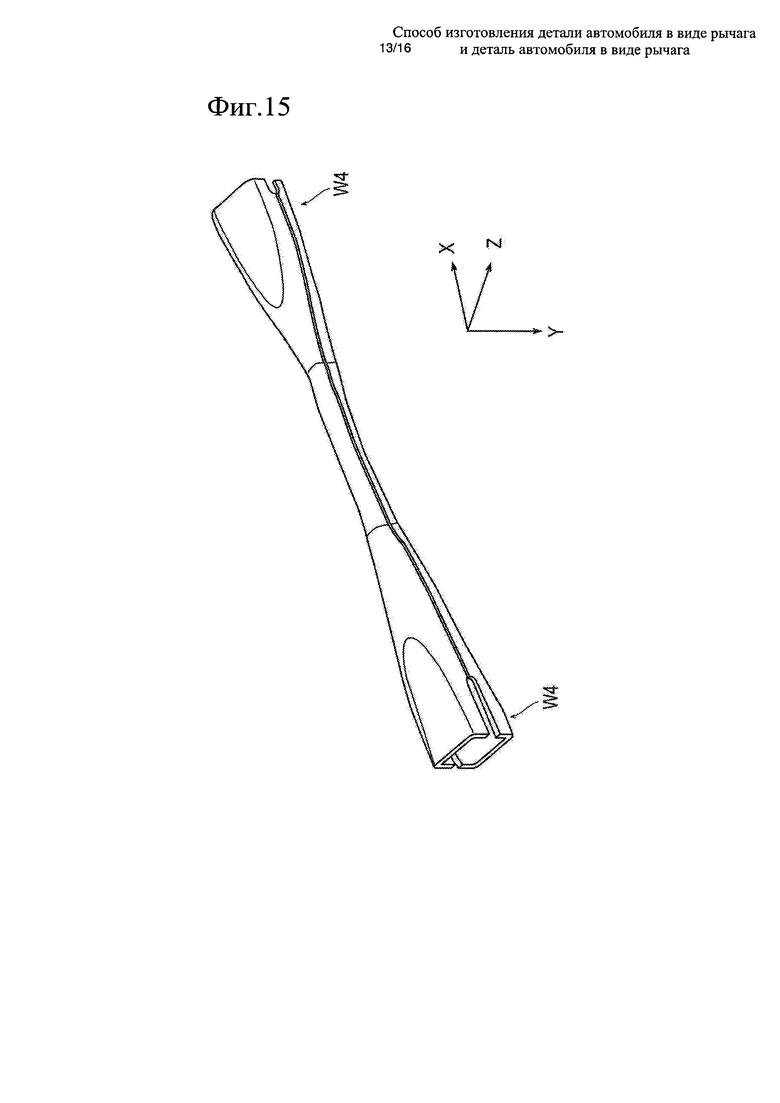
Фиг. 15 изображает вид в аксонометрии заготовки после завершения этапа обрезки.
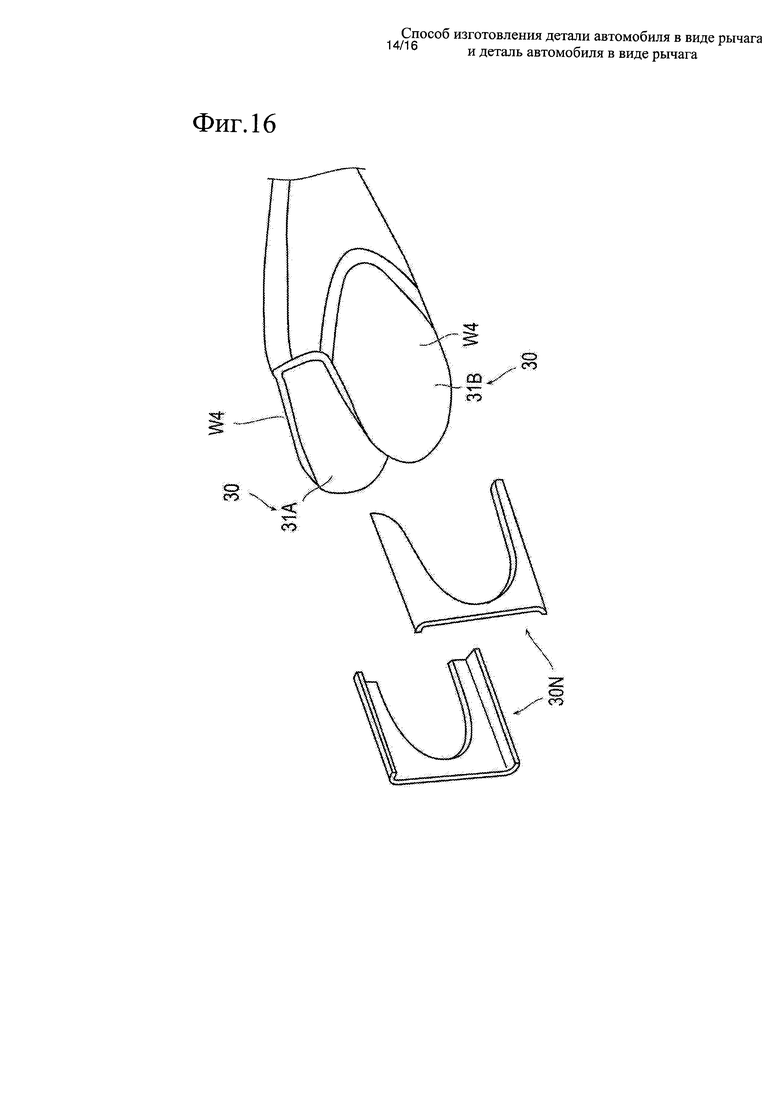
Фиг. 16 изображает вид в аксонометрии заготовки после завершения этапа прорезания.
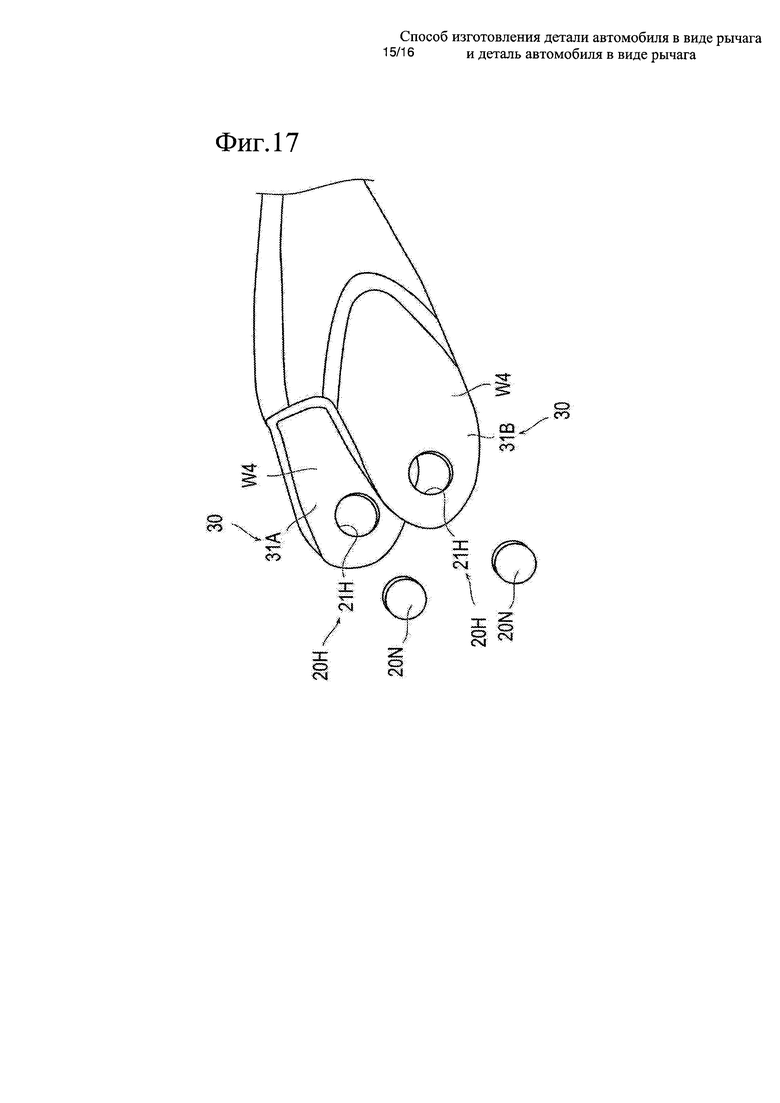
Фиг. 17 изображает вид в аксонометрии заготовки после завершения этапа выполнения отверстия.
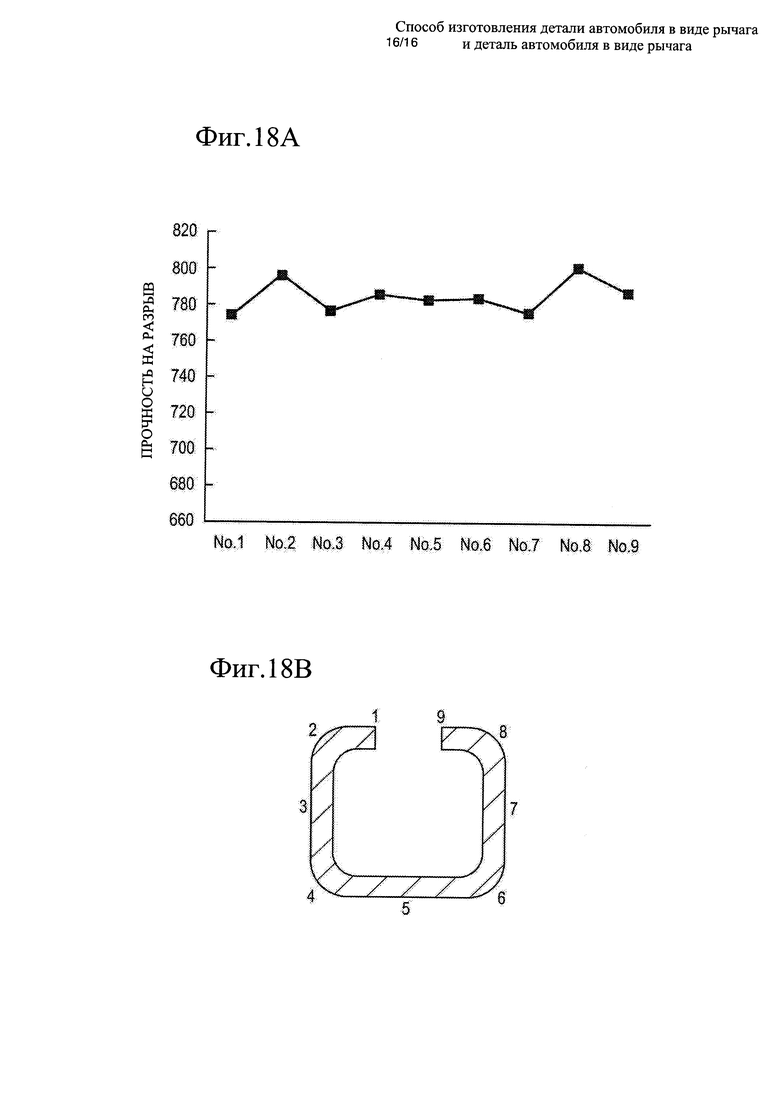
Фиг. 18(A) изображает график, иллюстрирующий прочность на разрыв рычага подвески в периферическом направлении.
ОПИСАНИЕ ВАРИАНТОВ ВЫПОЛНЕНИЯ
[0011] Вариант выполнения представленного изобретения описан со ссылкой на чертежи. В представленном варианте выполнения предполагается, что поверхность, на которой размещена плоская пластина, расположена в плоскости XY, направление, в котором проходит плоская пластина, является направлением X (первым направлением), направление, перпендикулярное направлению X на указанной поверхности размещения, является направлением Y (второе направление), и направление, перпендикулярное плоскости XY, является направлением Z (третьим направлением).
[0012] Фиг. 1 изображает вид в аксонометрии, иллюстрирующий рычаг 1 подвески, соответствующий варианту выполнения представленного изобретения. Фиг. 2(A) изображает вид спереди рычага 1 подвески. Фиг. 2(B) изображает вид сверху рычага 1 подвески. Фиг. 3 изображает поперечный разрез вдоль линии 3-3 на фиг. 2.
[0013] Как показано на Фиг. 1, деталь автомобиля в виде рычага, соответствующая одному варианту выполнения изобретения, используется в качестве рычага 1 подвески для автомобиля. Деталь автомобиля в виде рычага является рычагом 1 подвески, имеющим полый профиль с открытым поперечным сечением от одного конца до другого конца в направлении X и изготовленным путем обработки заготовки W, которая представляет собой плоскую пластину, проходящую в плоскости XY, образованную направлением X и направлением Y, поэтапной штамповкой таким образом, что две боковые поверхности W1, W2 заготовки W в плоскости XZ оказываются обращенными одна к другой с зазором G между ними.
[0014] Как изображено на фиг. 1-3, рычаг 1 содержит среднюю часть 10, расположенную примерно посередине в направлении X, кронштейны 20, расположенные на обоих концах средней части 10 в направлении X, с наружной периферией и внутренней периферией, расширяющимися наружу в направлении X, и по две плоские части (соединительные части) 30 в форме пластин, расположенные на кронштейнах 20 и обращенные друг к другу в направлении Y, причем плоские части 30 выполнены со сквозными отверстиями 20Н в местах, обращенных одно к другому в направлении Y. Средняя часть 10, кронштейны 20 и плоские части 30 выполнены в виде одной детали.
[0015] Средняя часть 10 расположена примерно посередине в направлении X. Как изображено на фиг. 3, средняя часть 10 имеет полый профиль с открытым поперечным сечением с зазором G, образованным в верхней части. Две боковые поверхности W1, W2 обращены одна к другой, и между ними расположен зазор G. В данном случае форма поперечного сечения средней части 10 не ограничена прямоугольной формой, а может быть круглой.
[0016] На фиг. 2 кронштейн 20 содержит первый кронштейн 21, расположенный на левом конце средней части 10, и второй кронштейн 22, расположенный на правом конце средней части 10.
[0017] Как изображено на фиг. 2(A), 2(B), первый кронштейн 21 имеет увеличивающуюся наружную периферию и внутреннюю периферию в направлении Y и в направлении Z влево в направлении X. Второй кронштейн 22 имеет увеличивающуюся наружную периферию и внутреннюю периферию только в направлении Z вправо в направлении X. В данном случае конфигурация кронштейна 20 не подвержена каким-либо ограничениям, поскольку кронштейн 20 проходит наружу в направлении X.
[0018] Плоская часть 30 включает первую плоскую часть 31, расположенную на левом конце первого кронштейна 21 и вторую плоскую часть 32, расположенную на правом конце второго кронштейна 22.
[0019] Первая плоская часть 31 включает две пластины 31А, 31В, которые обращены одна к другой в направлении Y и выполнены с первыми сквозными отверстиями 21Н в местах, обращенных одно к другому в направлении Y.
[0020] Вторая плоская часть 32 включает две пластины 32А, 32В, которые обращены одна к другой в направлении Y и выполнены со вторыми сквозными отверстиями 22Н в местах, обращенных одно к другому в направлении Y.
[0021] Диаметр первого сквозного отверстия 21Н меньше, чем диаметр второго сквозного отверстия 22Н.
[0022] Первое сквозное отверстие 21Н соединяется с колесом (не изображено) гайкой (не изображена) с болтом (не изображен), вставленным в него со стороны, ближней к колесу.
[0023] Второе сквозное отверстие 22Н снабжено изолирующей втулкой, запрессованной в него, и соединяется с валом (не изображен), выступающим из кузова автомобиля, через эластичный элемент, например, резиновый.
[0024] Далее описан способ изготовления рычага 1 в соответствии с представленным вариантом изготовления.
[0025] Фиг. 4 изображает заготовку W, которая представляет собой плоскую металлическую пластину, перед штамповкой рычага 1 в соответствии с представленным вариантом выполнения.
[0026] Сначала срезают ненужные части заготовки W с обоих концов в направлении Y таким образом, чтобы часть примерно посередине в направлении X стала более узкой и ширина увеличивалась наружу в направлении X (этап обрезки).
[0027] Фиг. 5 изображает вид, иллюстрирующий этап обрезки в способе изготовления рычага 1 в соответствии с представленным вариантом выполнения. Фиг. 6 изображает вид сверху заготовки W после завершения этапа обрезки.
[0028] Как изображено на фиг. 5, заготовку W, которая представляет собой плоскую пластину, обрезают первым формующим штампом 50. Первый штамп 50 включает первый верхний штамп 51 и первый нижний штамп 52. Первый нижний штамп 52 содержит нижние режущие лезвия 53 на наружном внешнем конце поверхности, обращенной к первому верхнему штампу 51. Первый верхний штамп 51 содержит держатель 54, который расположен напротив первого нижнего штампа 52 и снабжен пружинами на задней поверхности. Держатель 54 поджат по направлению к второму нижнему штампу 52. Первый верхний штамп 51 также содержит верхние режущие лезвия 55, которые расположены на наружной периферии держателя 54 и являются парными с режущими лезвиями 53 нижнего штампа.
[0029] На этапе обрезки, первым делом, заготовку W, которая является плоской пластиной, устанавливают на место, и первый верхний штамп 51 и первый нижний штамп 52 придвигают близко один к другому. Когда заготовка W оказывается удерживаемой между держателем 54 первого верхнего штампа 51 и вторым нижним штампом 52, держатель 54 втягивается благодаря поджимающему действию пружин. Когда держатель 54 втянут, заготовка W удерживается между верхними режущими лезвиями 55 и нижними режущими лезвиями 53. Как проиллюстрировано на фиг. 5, наружную периферическую часть W' заготовки W срезают. Затем, после разъединения первого верхнего штампа 51 и первого нижнего штампа 52 заготовку W извлекают из первого верхнего штампа 51 отталкивающей силой пружин.
[0030] Таким образом, на этапе обрезки, как изображено на фиг. 6, обрезают ненужные части заготовки W и создают две боковые поверхности W1, W2 в направлении Y.
[0031] Далее, заготовку W штампуют в плоскости YZ так, что в то время, как основная часть В с заданной шириной остается примерно посередине в направлении Y, формуют пару первых выступов Е1, которые выступают вниз (направление Z) в стороны друг от друга от обоих концов основной части В, пару вторых выступов Е2, которые выступают вверх в стороны друг от друга от концов первых выступов Е1 напротив концов, где расположена основная часть В, и пару фланцев Т, которые выступают наружу в направлении Y в стороны друг от друга от концов вторых выступов Е2 напротив концов, где расположены первые выступы Е1 (этап формования).
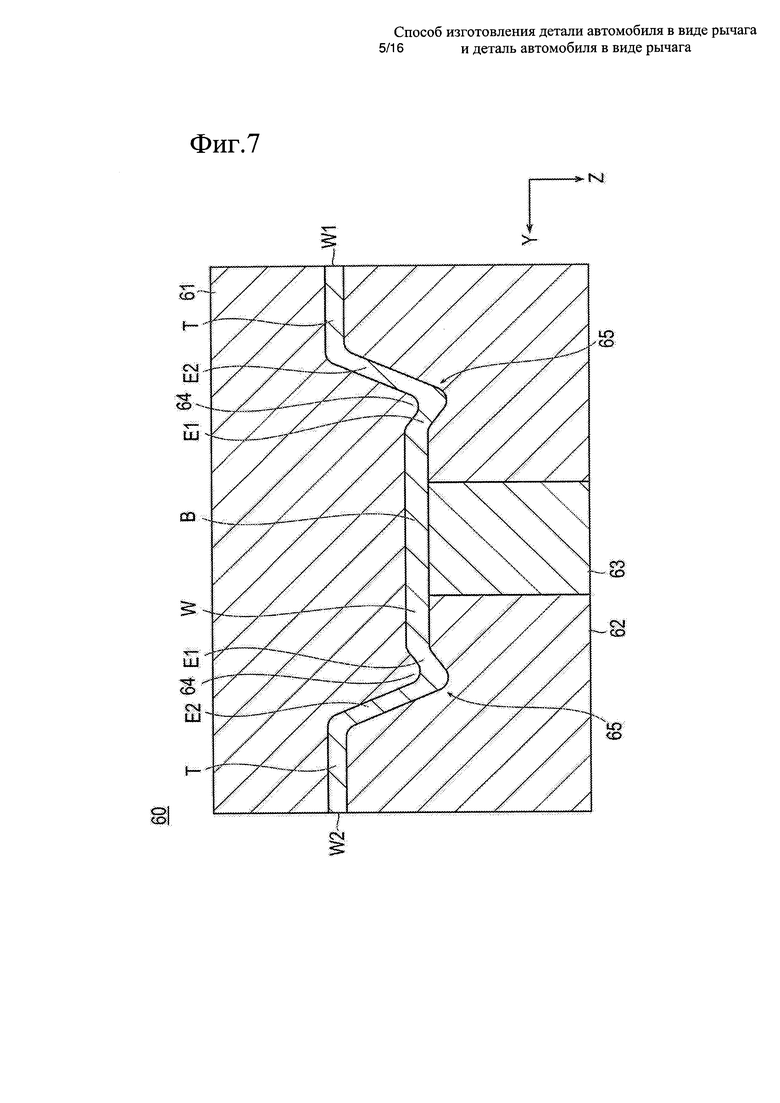
[0032] Фиг. 7 изображает поперечный разрез, перпендикулярный оси X, иллюстрирующий этап формования в способе изготовления рычага 1, соответствующем представленному варианту выполнения.
[0033] На этапе обрезки, как изображено на фиг. 7, на заготовке W, обрезанной первым формирующим штампом 50, выполняют первые выступы Е1, вторые выступы Е2 и фланцы Т с помощью второго формующего штампа 60. Второй формующий штамп 60 содержит второй верхний штамп 61, второй нижний штамп 62, расположенный напротив первого верхнего штампа 61, и выступающий элемент 63. Второй верхний штамп 61 имеет две выпуклые части 64, выступающие в направлении второго нижнего штампа 62. Второй нижний штамп 62 имеет две канавки 65, выполненные в соответствии с двумя выпуклыми частями 64 второго верхнего штампа 61.
[0034] На этапе формования сначала обрезанную заготовку W помещают во второй формующий штамп 60, и второй верхний штамп 61 придвигают близко ко второму нижнему штампу 62. Таким образом, на основе двух выпуклых частей 64 второго верхнего штампа 61 и двух канавок 65 второго нижнего штампа 62 в заготовке W создают пару первых выступов Е1, пару вторых выступов Е2 и пару фланцев Т, в то время как основная часть В остается в прежнем состоянии. Затем заготовку W, отформованную вторым штампом 60, извлекают выступающим элементом 63.
[0035] Затем, вторые выступы Е2 заготовки W, имеющей первые выступы Е1, вторые выступы Е2 и фланцы Т, на этапе формования отгибают в направлении, в котором проходит первые выступы Е1, и фланцы Т отгибают вниз (направление Z) (подготовительный этап).
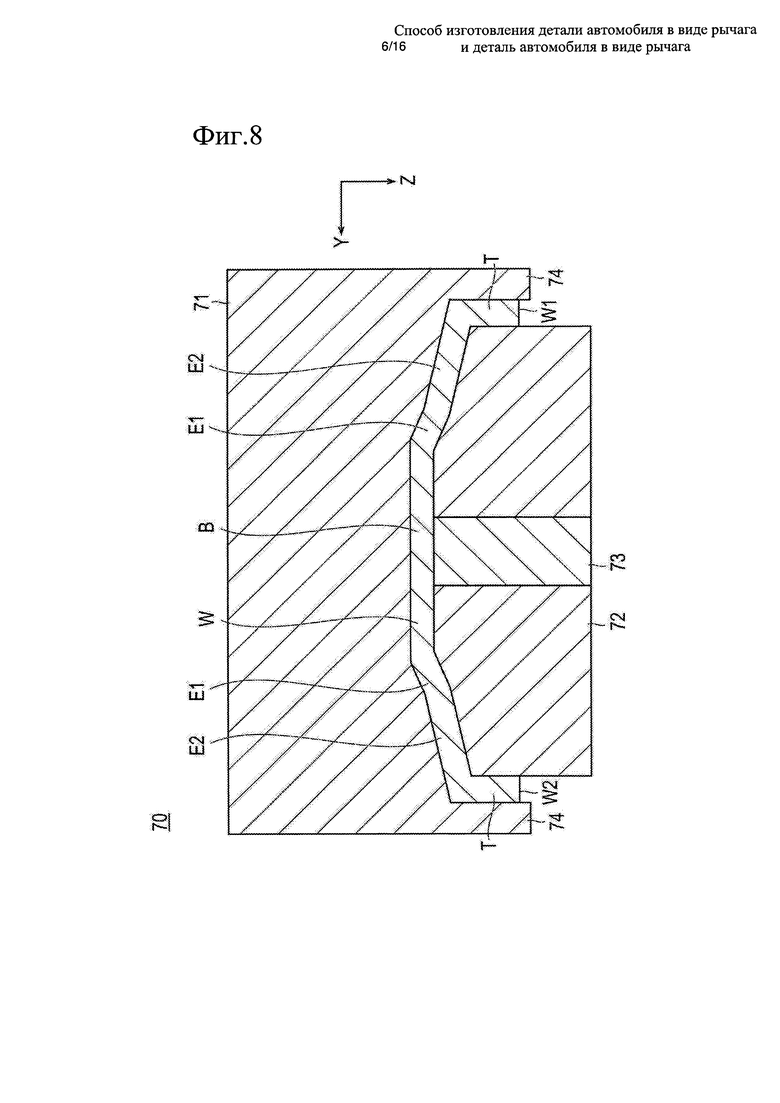
[0036] Фиг. 8 изображает поперечный разрез, перпендикулярный оси X, иллюстрирующий подготовительный этап способа изготовления рычага 1, соответствующего представленному варианту выполнения.
[0037] На этапе формования, как изображено на фиг. 8, заготовку W, отштампованную вторым штампом 60, подвергают подготовительному этапу, выполняемому третьим формующим штампом 70. Третий формующий штамп 70 содержит третий верхний штамп 71, третий нижний штамп 72, расположенный напротив третьего верхнего штампа 71, и выступающий элемент 73. На обоих концах третьего верхнего штампа 71 в направлении Y выполнены выпуклые части 74, выступающие вниз в направлении Z.
[0038] На подготовительном этапе сначала заготовку W помещают на третий формующий штамп 70, и третий верхний штамп 71 придвигают плотно к третьему нижнему штампу 72. Таким образом, вторые выступы Е2 заготовки W отгибаются в направлении, в котором выступают первые выступы Е1, и фланцы Т отгибаются вниз в соответствии с формой третьего верхнего штампа 71. Затем заготовку W, отформованную третьим формующим штампом 70, извлекают выступающим элементом 73.
[0039] Затем вторые выступы Е2 заготовки W, отштампованной на подготовительном этапе, оказываются отогнутыми настолько, что они по существу параллельны первым выступам Е1, и первые выступы Е1 и вторые выступы Е2 отогнуты вниз так, что фланцы Т обращены друг к другу (этап сгибания).
[0040] Этап сгибания содержит первый этап сгибания, второй этап сгибания и третий этап сгибания, как описано ниже.
[0041] На первом этапе сгибания вторые выступы Е2 заготовки W, отштампованные на подготовительном этапе, отгибают так, что они по существу параллельны первым выступам Е1, и первые выступы Е1 и вторые выступы Е2 оказываются отогнутыми на 45 градусов по отношению к основной части В.
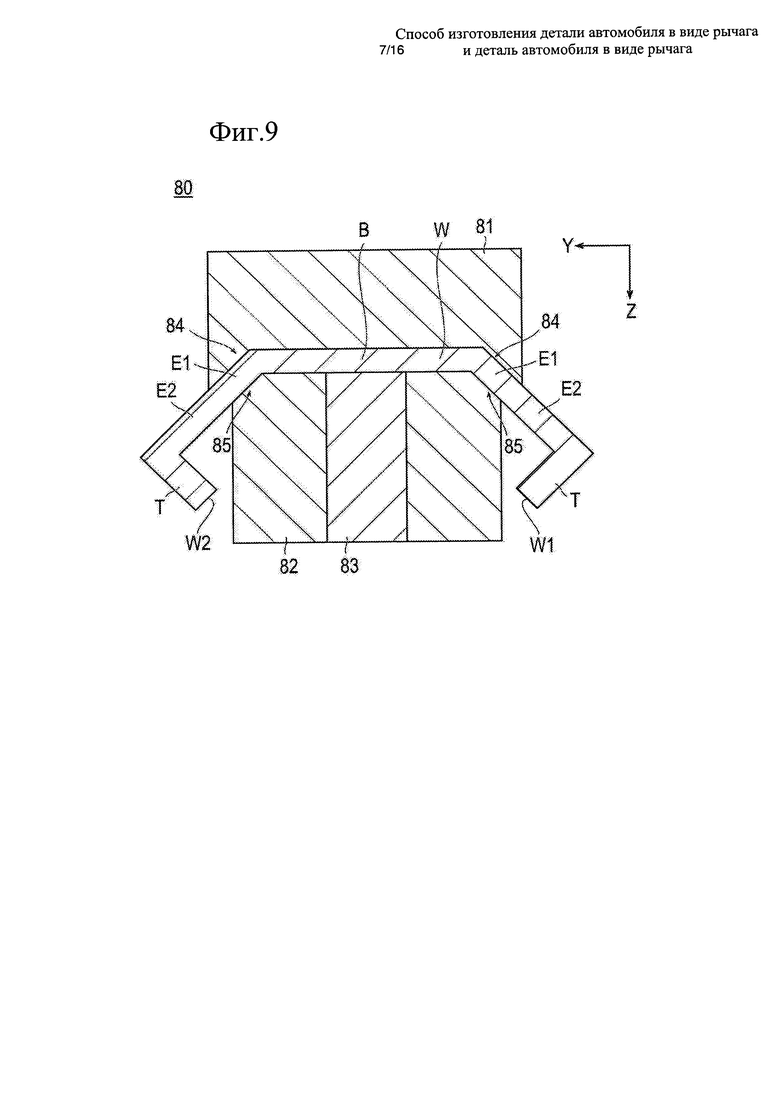
[0042] Фиг. 9 изображает поперечный разрез, перпендикулярный оси X, иллюстрирующий этап сгибания в способе изготовления рычага 1, соответствующем представленному варианту выполнения.
[0043] В подготовительном этапе, как изображено на фиг. 9, заготовку W, отформованную третьим формующим штампом 70, подвергают первому этапу сгибания четвертым формующим штампом 80. Четвертый формующий штамп 80 содержит четвертый верхний штамп 81, четвертый нижний штамп 82, расположенный напротив четвертого верхнего штампа 81, и выступающий элемент 83. Четвертый верхний штамп 81 содержит скошенные части 84, наклоненные на 45 градусов по отношению к направлению Y, а четвертый нижний штамп 82 содержит нижние скошенные части 85, которые наклонены в соответствии с верхними скошенными частями 84 штампа. Кроме этого, скошенные части 84 верхнего штампа выступают настолько, что они покрывают первые выступы Е1 и вторые выступы Е2.
[0044] На первом этапе сгибания сначала заготовку W помещают в четвертый формующий штамп 80, и четвертый верхний штамп 81 тесно прижимают к четвертому нижнему штампу 82. Поэтому вторые выступы Е2 отгибаются, становясь, по существу, параллельными первым выступам Е1, и первые выступы Е1 и вторые выступы Е2 оказываются отогнутыми так, что они наклонены на 45 градусов относительно основной части В. Затем заготовку W, отформованную четвертым формующим штампом 80, извлекают выступающим элементом 83.
[0045] Затем первые выступы Е1 и вторые выступы Е2 заготовки W, отформованные в первом этапе сгибания, отгибают так, что она наклонены на 70 градусов относительно основной части В (второй этап сгибания).
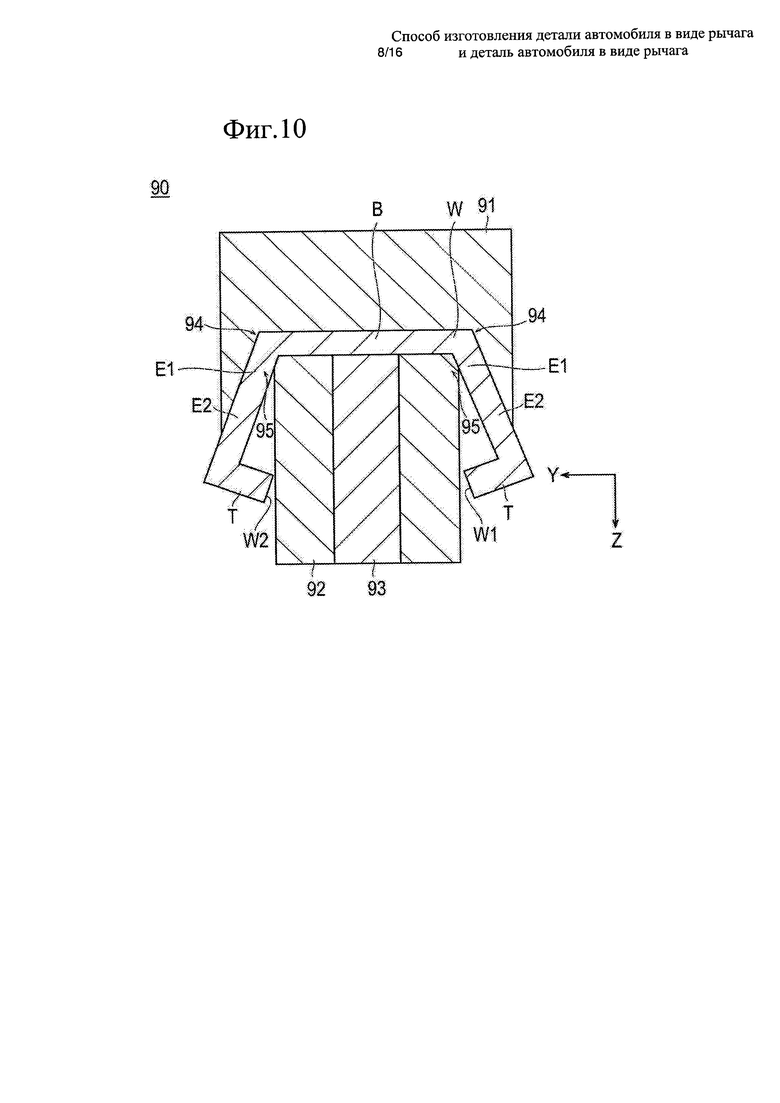
[0046] Фиг. 10 изображает поперечный разрез, перпендикулярный оси X, иллюстрирующий второй этап сгибания в способе изготовления рычага 1, соответствующем представленному варианту выполнения.
[0047] На первом этапе сгибания, как изображено на фиг. 10, заготовку W, отформованную четвертым формующим штампом 80, подвергают второму этапу сгибания пятым формующим штампом 90. Пятый формующий штамп 90 содержит пятый верхний штамп 91, пятый нижний штамп 92, расположенный напротив пятого верхнего штампа 91, и выступающую часть 93. Пятый верхний штамп 91 содержит верхние скошенные части 94, которые наклонены на 70 градусов относительно направления Y, а пятый нижний штамп 92 содержит нижние скошенные части 95, которые наклонены с соответствии с верхними скошенными частями 94 штампа. Кроме этого, верхние скошенные части 94 штампа проходят так, что они покрывают первые Е1 и вторые выступы Е2.
[0048] Во втором этапе сгибания сначала заготовку W размещают в пятый формующий штамп 90, и пятый верхний штамп 91 плотно прижимают к пятому нижнему штампу 92. Таким образом, первые выступы Е1 и вторые выступы Е2 оказываются изогнуты так, что они наклонены на 70 градусов относительно основной части В. Кроме этого, заготовку W, отформованную пятым формующим штампом 90, извлекают выступающим элементом 93.
[0049] Затем первые выступы Е1 и вторые выступы Е2 заготовки W, отформованные во втором этапе сгибания, сгибают так, что они наклонены на 90 градусов относительно основной части В, то есть, отгибают вниз в направлении Z (третий этап сгибания).
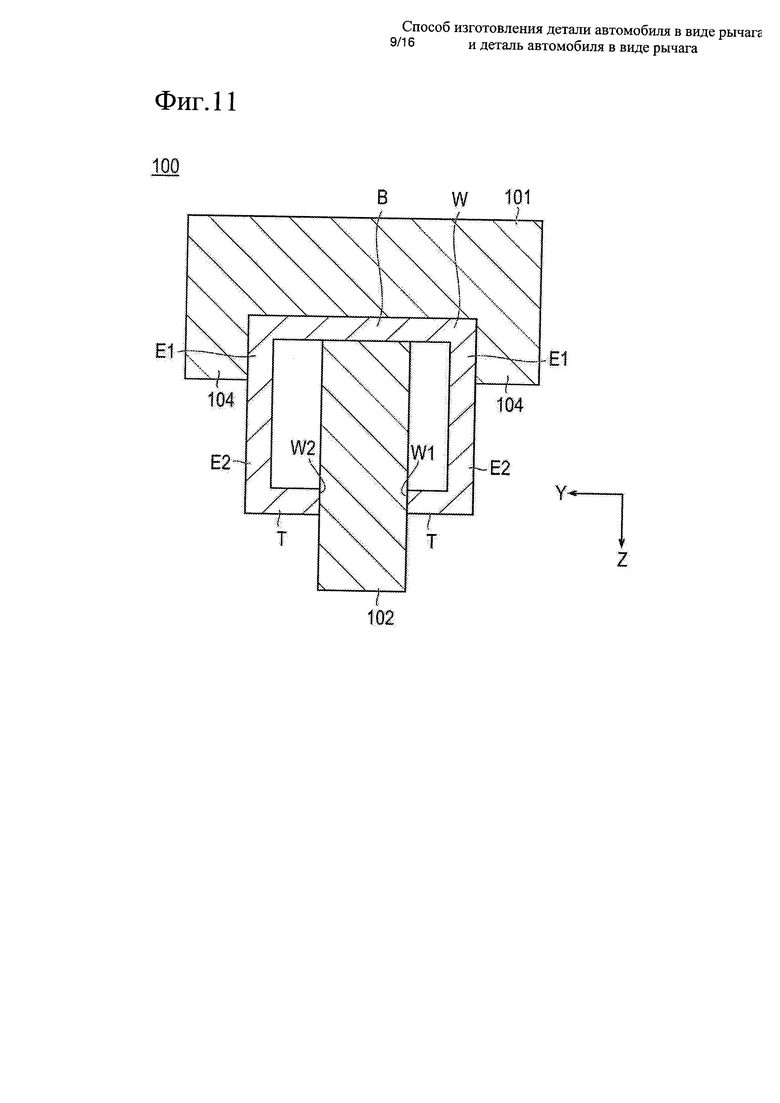
[0050] Фиг. 11 изображает поперечный разрез, перпендикулярный оси X, иллюстрирующий третий этап сгибания способа изготовления рычага 1, соответствующего представленному варианту выполнения.
[00051] На втором этапе сгибания, как изображено на фиг. 11, заготовку W, отштампованную пятым формующим штампом 90, подвергают третьему этапу сгибания шестым формующим штампом 100. Шестой формующий штамп 100 содержит шестой верхний штамп 101 и шестой нижний штамп 102, расположенный напротив шестого верхнего штампа 101. Шестой верхний штамп 101 содержит выпуклые части 104, выступающие вниз в направлении Z. Выпуклые части 104 проходят настолько, что они покрывают первые выступы Е1 и вторые выступы Е2.
[0052] На третьем этапе сгибания сначала заготовку W размещают в шестом формующем штампе 100, и шестой верхний штамп 101 плотно прижимают к шестому нижнему штампу 102. Таким образом, первые выступы Е1 и вторые выступы Е2 оказываются отогнутыми так, что они наклонены на 90 градусов относительно основной части В. Другими словами, первые выступы Е1 и вторые выступы Е2 обращены вниз в направлении Z, так что фланцы Т обращены один к другому.
[0053] Далее, выступающий элемент 113, образованный на седьмом формующем штампе (правочный штамп) 110 так, что он выступает в направлении X, размещают в зазоре G между двумя боковыми поверхностями W1, W2 заготовки W, отштампованной на третьем этапе сгибания, и две боковых поверхности W1, W2 приводят в контакт с выступающим элементом 113 так, что заготовка W обжимается от наружной периферии к внутренней периферии (этап правки).
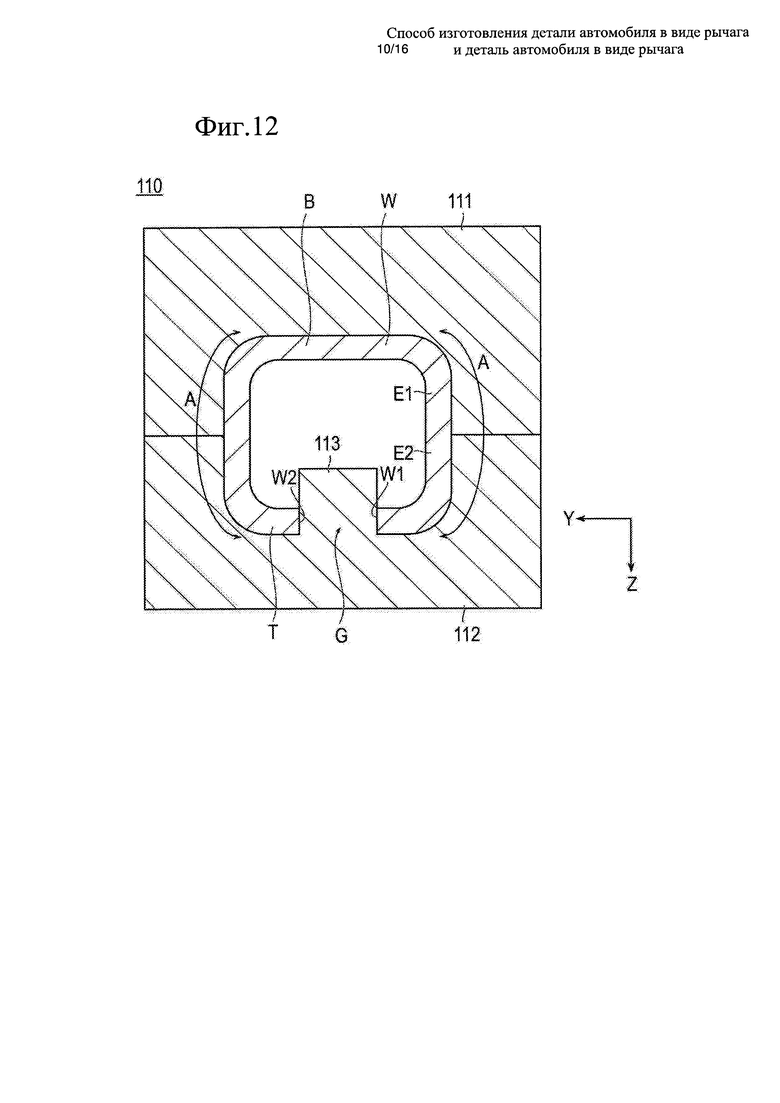
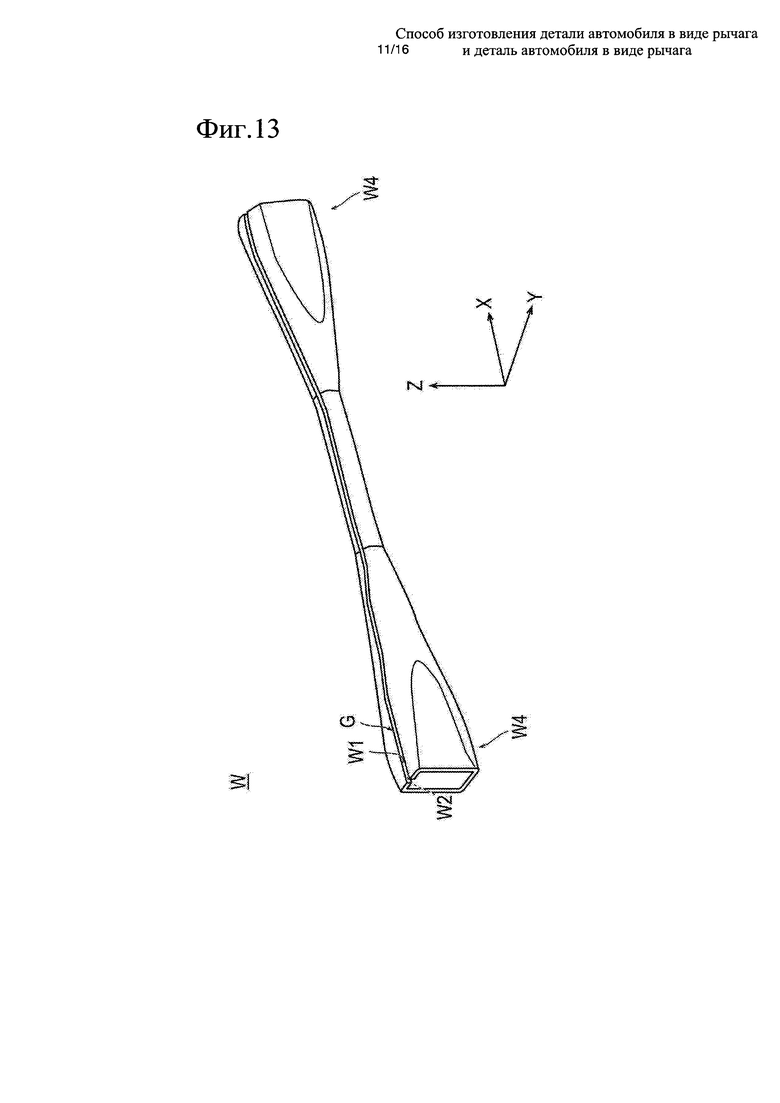
[0054] Фиг. 12 изображает поперечный разрез, перпендикулярный оси X, иллюстрирующий этап правки способа изготовления рычага 1, соответствующего представленному варианту выполнения. Фиг. 13 изображает вид в аксонометрии заготовки W после завершения этапа правки, причем зазор G расположен в верхней части.
[0055] На третьем этапе сгибания, как изображено на фиг. 12, заготовку W, отформованную шестым формующим штампом 100, подвергают этапу правки седьмым формующим штампом 110. Седьмой формующий штамп 110 содержит седьмой верхний штамп 111 и седьмой нижний штамп 112, расположенный напротив седьмого верхнего штампа 111. Седьмой нижний штамп 112 содержит выступающий элемент 113, проходящий в направлении X. Ширина выступающего элемента 113 в направлении Y задана так, что она меньше, чем зазор между двумя боковыми поверхностями W1, W2 заготовки W, отформованными в третьем этапе сгибания. Кроме этого, выступающий элемент 113 выполнен так, что его длина равна длине в направлении X зазора G, проходящего в направлении X, или больше этой длины.
[0056] На этапе правки сначала заготовку W размещают в седьмом формующем штампе 110, и седьмой верхний штамп 111 плотно прижимают к седьмому нижнему штампу 112. Таким образом, две боковые поверхности W1, W2 приводят в контакт с выступающим элементом 113, и заготовку W обжимают от наружной периферии к внутренней периферии. Таким образом, сила сжатия равномерно прикладывается к заготовке W в периферическом направлении (смотрите стрелку А). Таким образом, материал сжимается в окружном направлении, и деформационное упрочнение возникает равномерно в окружном направлении. Поэтому достигается достаточный предел прочности на разрыв в окружном направлении.
[0057] На этапе правки, проиллюстрированном на фиг. 13, образован полый профиль с открытым поперечным сечением, в котором две боковые поверхности W1, W2 заготовки W обращены одна к другой и отделены зазором G. Кроме того, так как выступающий элемент 113 выполнен так, что его длина равна длине в направлении X зазора G, проходящего в направлении X, или больше нее, образован полый профиль с открытым поперечным сечением от одного конца до другого конца в направлении X.
[0058] Далее, срезают части F1, F2 двух боковых частей в направлении Z, образованные на обоих концах в направлении X (этап обрезки).
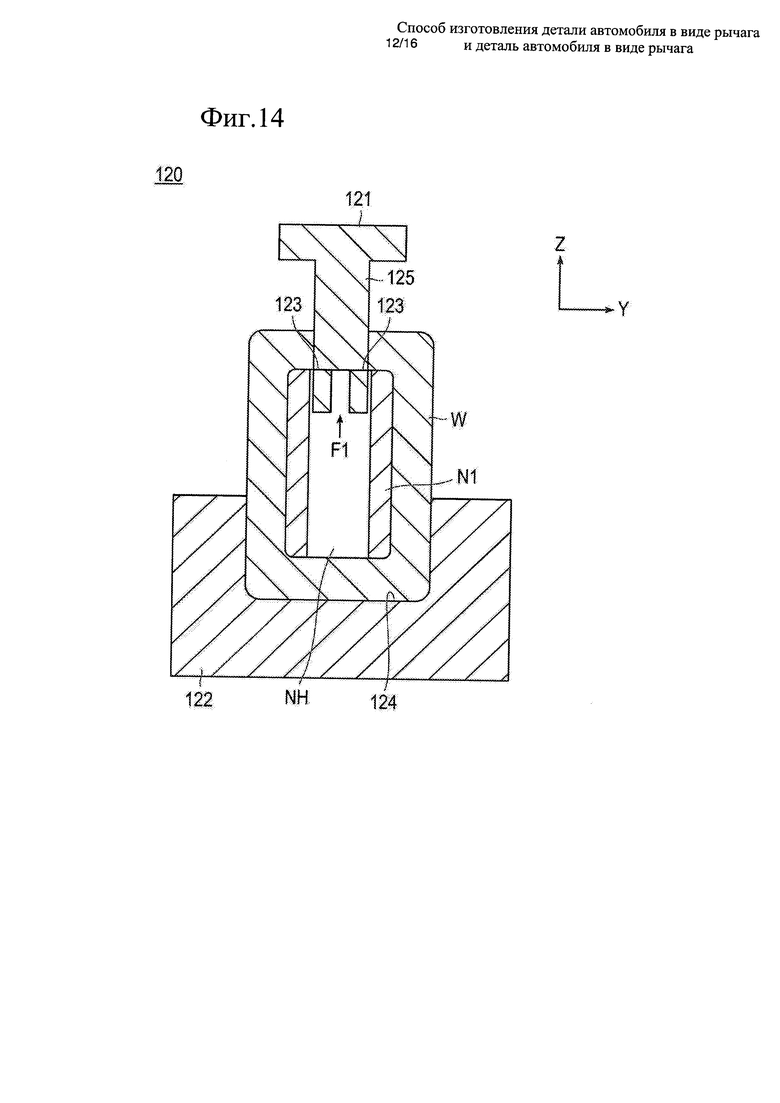
[0059] Фиг. 14 изображает поперечный разрез обоих концов в направлении X, перпендикулярный оси X и иллюстрирующий этап обрезки рычага 1, соответствующий представленному способу изготовления.
[0060] На этапе правки, как проиллюстрировано на фиг. 14, относящемся к заготовке W, отштампованной седьмым формующим штампом 110, после создания сердечника N1, имеющего сквозное отверстие NH в направлении Z, на конце W4 в направлении X, последовательно обрезают части F1, F2 двух боковых частей в направлении Z конца W4 восьмым формующим штампом 120. Фиг. 14 иллюстрирует состояние, в котором обрезают часть F1 одной из боковых частей конца W4 в направлении Z. Восьмой формующий штамп 120 содержит восьмой верхний штамп 121, снабженный режущими лезвиями 123 в нижней части в направлении Z, и восьмой нижний штамп 122, который обращен к восьмому верхнему штампу 121 и имеет канавку 124, в которую вставляют заготовку W. Восьмой верхний штамп 121 содержит выпуклую часть 125. Ширина выпуклой части 125 выполнена меньше, чем ширина сквозного отверстия NH в сердечнике N1, создавая возможность обрезки без помех одного другому.
[0061] На этапе обрезки сначала после размещения сердечников N1 на обоих концах заготовки W в направлении X, заготовку W вставляют в канавку 124 восьмого нижнего штампа 122. Кроме этого, когда восьмой верхний штамп 121 продвигают вперед к восьмому нижнему штампу 122, режущие лезвия 123 восьмого верхнего штампа 120 вырезают часть F1 одной из двух боковых частей конца W4 в направлении Z. Таким образом, часть F1 падает в сквозное отверстие NH сердечника N1 как отрезанный кусок. Аналогично обрезают часть F2 одной из двух боковых частей конца W4 в направлении Z.
[0062] Таким путем на этапе обрезки, как проиллюстрировано на фиг. 15, обрезают части F1, F2 двух боковых частей конца W4 в направлении Z на обоих концах в направлении X.
[0063] Затем, конец W4, от которого были отрезаны части F1, F2 двух боковых частей в направлении Z, повергают срезанию, так что образуются две плоские части 30 в направлении Y (этап надрезания).
[0064] Фиг. 16 изображает вид в аксонометрии заготовки W после завершения этапа срезания. В частности, фиг. 16 изображает только один конец заготовки W в направлении X.
[0065] На этапе срезания, как проиллюстрировано на фиг. 16, на одном конце заготовки W в направлении X выполняют срез с помощью первой вырубной машиной (не изображена). Поэтому ненужные части 30N отрезают, как обрезные куски, и образуются две пластины 31А и 31В. Аналогично, другой конец заготовки W в направлении X срезают, и образуются две пластины 32А, 32В. Две пластины 31А, 31В и две пластины 32А, 32В составляют две плоские части 30.
[0066] Далее, на конце W4, выполненном с двумя плоскими частями 30, выполняют отверстия, так что образуются сквозные отверстия 20Н через две плоские части 30 в местах, обращенных друг к другу в направлении Y (этап сверления).
[0067] Фиг. 17 изображает вид в аксонометрии заготовки W после завершения этапа сверления. В данном случае, фиг. 17 иллюстрирует только один конец заготовки W в направлении X.
[0068] Во время этапа сверления, как изображено на фиг. 17, конец заготовки W в направлении X просверливают сверлильной машиной (не изображена). Таким образом, отрезают ненужные части 20N, как обрезки, и выполняют сквозные отверстия 21Н в местах, обращенных одно к другому в направлении Y. Точнее говоря, сквозные отверстия 21Н выполнены с помощью пробивки. Кроме этого, другой конец заготовки W в направлении X просверливают, и выполняют сквозные отверстия 22Н в местах, обращенных одно к другому в направлении Y. Говоря точнее, сквозные отверстия 22Н выполняют путем отбортовки. Сквозные отверстия 21Н и сквозные отверстия 22Н составляют сквозные отверстия 20Н.
[0069] Рычаг 1 подвески изготовлен на этапах, описанных выше.
[00070] Далее описаны преимущества рычага подвески, изготовленного упомянутым выше способом изготовления. В представленном варианте выполнения заготовка W перед формованием имеет предел прочности на разрыв около 590 Мпа.
[0071] Фиг. 18(A) изображает график, иллюстрирующий предел прочности на разрыв рычага 1 в периферическом направлении после прессования от наружной периферии к внутренней периферии. Между прочим, численные значения на горизонтальной оси на фиг. 18(a) соответствуют численным значениям, представленным на фиг. 18(B). Предел прочности на разрыв на вертикальной оси на фиг. 18(A) показывает предел прочности на разрыв вблизи частей, обозначенных числами на фиг. 18(B).
[0072] Из того, что изображено на фиг. 18(A), можно видеть, что предел прочности на разрыв порядка 780 Мпа или более получен по всему окружному направлению при обжатии от наружной периферии к внутренней периферии. Другими словами, заготовка W, которая изначально имела предел прочности на разрыв около 590 Мпа, теперь имеет предел прочности на разрыв около 780 Мпа, будучи подвергнутой этапу правки. Предел прочности на разрыв увеличен примерно на 32% по отношению к естественному пределу прочности на разрыв материала.
[0073] Как описано выше, способ изготовления рычага 1 подвески, имеющего полый профиль с открытым поперечным сечением, путем обработки заготовки W, которая является плоской пластиной, проходящей в плоскости XY, поэтапной штамповкой так, что две боковых поверхности W1, W2 заготовки W в плоскости XZ расположены одна напротив другой с зазором G между ними. Способ изготовления рычага 1 включает этап правки, в котором выступающий элемент 113, расположенный на седьмом формующем штампе 110 и проходящий в направлении X, помещают в зазоре G между двумя боковыми поверхностями W1, W2, обращенными одна к другой, и две боковые поверхности W1, W2 приводят в контакт с выступающим элементом 113 так, что заготовку W обжимают от наружной периферии к внутренней периферии. В этом способе изготовления, так как рычаг 1 имеет полый профиль с открытым поперечным сечением, жесткость на кручение может быть уменьшена до заданного уровня или ниже. Кроме этого, так как выступающий элемент 113 расположен в зазоре G между двумя боковыми поверхностями W1, W2, и две боковые поверхности W1, W2 приведены в контакт с выступающим элементом 113 так, что заготовку W прессуют от наружной периферии к внутренней периферии, и сила сжатия может быть равномерно приложена к заготовке W в окружном направлении. Таким образом, материал сжимается в окружном направлении, и деформационное упрочнение заготовки возникает равномерно в окружном направлении. Таким образом, может быть получен предел прочности на разрыв, равный пределу прочности на разрыв материала по всему окружному направлению или превышающий его. Поэтому предел прочности на разрыв может быть увеличен без увеличения толщины материала. Соответственно, может быть создан рычаг 1 подвески, который имеет жесткость на кручение заданного уровня или меньше и увеличенный предел прочности на разрыв без увеличения толщины материала.
[0074] Кроме этого, на этапе правки, за которым следует этап прессования, выступающий элемент 113, длина которого равна или превышает длину в направлении X зазора G, проходящего в направлении X, расположен в зазоре G. Таим образом, образован полый профиль с открытым поперечным сечением от одного конца до другого конца в направлении X. Соответственно, количество используемого материала может быть уменьшено, создавая возможность уменьшения стоимости.
[0075] Кроме того, этапы, предшествующие этапу правки, включают этап формования, на котором в плоскости YZ заготовку W, которая представляет собой плоскую пластину, штампуют так, что основная часть В заданной ширины остается посередине в направлении Y, и образуются пара первых выступов Е1, которые проходят вниз в направлении Z в сторону друг от друга от обоих концов основной части В, пара вторых выступов Е2, которые проходят вверх в направлении Z в сторону друг от друга от концов первых выступов Е1, противоположных концам, где расположена основная часть В, и пара фланцев Т, которые проходят наружу в направлении Y, в сторону друг от друга от концов вторых выступов Е2, противоположных концам, где расположены первые выступы Е1, подготовительный этап, на котором вторые выступы Е2 отгибают в направлении, в котором проходят первые выступы Е1, и фланцы Т отгибают вниз в направлении Z, и этап сгибания, на котором вторые выступы Е2 отгибают так, что они по существу параллельными первым выступам Е1, и первые выступы Е1 и вторые выступы Е2 отгибают вниз в направлении Z, так что фланцы Т обращены друг к другу. В этом способе изготовления две боковых поверхности W1, W2 первоначально обращены друг к другу, когда две боковые поверхности W1, W2 находятся в контакте с выступающим элементом 113 на этапе правки. Поэтому две боковые поверхности W1, W2 приводятся в поверхностный контакт с выступающим элементом 113. Таким образом, выступающий элемент 113 и две боковые поверхности W1, W2 едва ли будут повреждены. Кроме этого, в этом способе изготовления, в связи с тем, что вторые выступы Е2 отогнуты в направлении, противоположном направлению, в котором проходят первые выступы Е1 в направлении Z, материал легко деформируется, облегчая штамповку после предварительного этапа.
[0076] Кроме этого, на этапе сгибания первые выступы Е1 и вторые выступы Е2 подвергаются штамповке несколько раз так, что они оказываются отогнутыми вниз в направлении Z. Поэтому напряжение, создаваемое в ходе изготовления, невелико, увеличивая безопасность.
[0077] Кроме этого, две плоские части 30, соединяющиеся с колесом или валом, образуют одно целое. Поэтому оказывается возможным изготовление из одной пластины материала, что уменьшает стоимость изготовления и время изготовления.
[0078] Между прочим, представленное изобретение не ограничено упомянутым выше вариантом выполнения, а могут быть сделаны различные изменения в пределах формулы изобретения.
[0079] Например, в упомянутом выше варианте выполнения, на этапе формования, вторые выступы Е2 отгибают в направлении, противоположном направлению, в котором проходят первые выступы Е1 в направлении Z, и после формования фланцев 30, две боковые поверхности W1, W2 прижимают обращенными одна к другой. Однако, этот этап может быть выполнен так, что плоскую пластину просто штампуют на этапах так, что две боковые поверхности W1, W2 обращены одна к другой без этапа формования.
[0080] Более того, хотя этап сгибания содержит три этапа сгибания - первый, второй и третий, он не ограничен этим, а может содержать один этап, два этапа, или четыре этапа, или больше.
[0081] Кроме этого, в представленном варианте выполнения изобретение используется для рычага 1 подвески. Однако, оно может быть аналогично применено к любым деталям автомобиля в форме длинного рычага, таким как рычаг педали сцепления, толкающая штанга, сцепное устройство.
[0082] Перечень номеров позиции
Группа изобретений относится к способу изготовления рычага автомобиля. Рычаг автомобиля имеет полый профиль с открытым поперечным сечением от одного конца до другого конца в первом направлении. Рычаг изготовлен путем обработки заготовки, которая представляет собой плоскую пластину, проходящую в первой плоскости, образованной первым направлением и вторым направлением, перпендикулярным первому направлению. Способ включает поэтапную штамповку, на которой две боковые поверхности заготовки во второй плоскости, образованной первым направлением и третьим направлением, перпендикулярным первой плоскости, обращены друг к другу через зазор. Способ включает этап правки, на котором выступающий элемент, расположенный на правочном штампе, проходящем в первом направлении, размещают в указанном зазоре между указанными двумя боковыми поверхностями, обращенными друг к другу, и указанные две поверхности вводят в контакт с боковыми поверхностями указанного выступающего элемента в перпендикулярном направлении так, что заготовку обжимают от наружной периферии к внутренней периферии. Достигается повышение жесткости на кручение и увеличение прочности на разрыв без увеличения толщины материала. 2 н. и 4 з.п. ф-лы, 18 ил.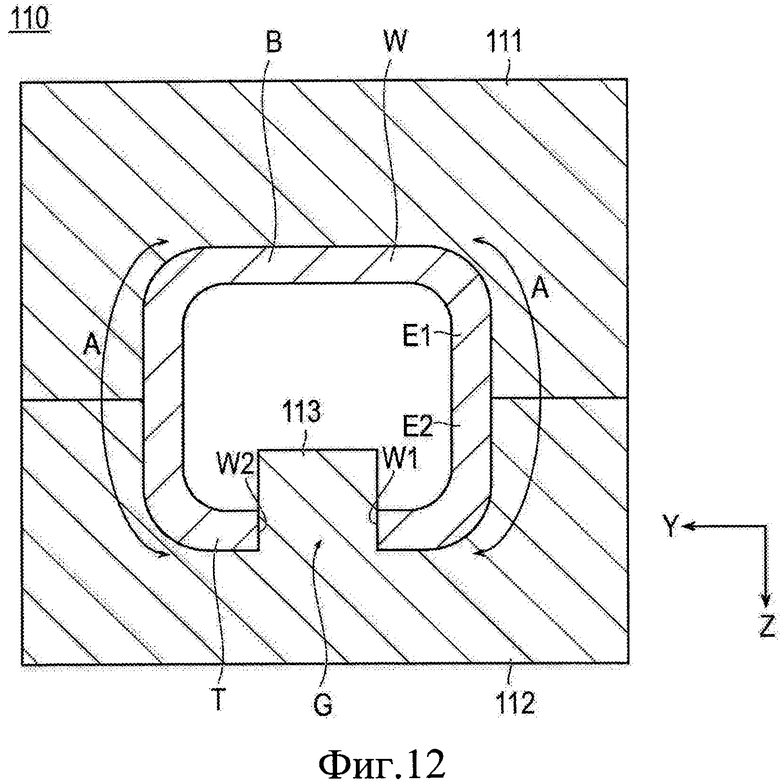
1. Способ изготовления детали автомобиля в виде рычага, имеющей полый профиль с открытым поперечным сечением, путем обработки заготовки, которая представляет собой плоскую пластину, проходящую в первой плоскости, образованной первым направлением и вторым направлением, перпендикулярным первому направлению, поэтапной штамповкой так, что две боковые поверхности заготовки во второй плоскости, образованной первым направлением и третьим направлением, перпендикулярным первой плоскости, обращены друг к другу через зазор, причем способ включает этап правки, на котором выступающий элемент, расположенный на правочном штампе, проходящем в первом направлении, размещают в указанном зазоре между указанными двумя боковыми поверхностями, обращенными друг к другу, и указанные две поверхности вводят в контакт с боковыми поверхностями указанного выступающего элемента в перпендикулярном направлении так, что заготовку обжимают от наружной периферии к внутренней периферии.
2. Способ по п.1, в котором выступающий элемент, который на этапе правки размещают в указанном зазоре, проходящем в первом направлении, после чего выполняют обжим, имеет длину, равную или превышающую длину указанного зазора в первом направлении.
3. Способ по п.1 или 2, в котором перед этапом правки выполняют
этап формования, на котором заготовку, которая представляет собой плоскую пластину, штампуют так, что в третьей плоскости, образованной вторым направлением и третьим направлением, основную часть заданной ширины оставляют вблизи середины во втором направлении и формуют при этом пару первых выступов, проходящих в третьем направлении в стороны от обоих концов основной части, пару вторых выступов, проходящих в направлении, противоположном направлению, в котором проходят первые выступы в третьем направлении, в стороны друг от друга от концов первых выступов, противоположных концам, с которыми соединена основная часть, и пару фланцев, проходящих наружу во втором направлении в стороны друг от друга от концов вторых выступов, противоположных концам, с которыми соединены первые выступы,
предварительный этап, на котором вторые выступы отгибают в направлении, в котором проходят первые выступы, а фланцы отгибают в третьем направлении, и
этап сгибания, на котором вторые выступы отгибают так, что они по существу параллельны первым выступам, и первые выступы и вторые выступы сгибают в третьем направлении так, что фланцы обращены друг к другу.
4. Способ по любому из пп.1-3, в котором на этапе сгибания первые выступы и вторые выступы обрабатывают штамповкой несколько раз так, что первые выступы и вторые выступы отогнуты в третьем направлении.
5. Деталь автомобиля в виде рычага, изготовленная способом изготовления детали автомобиля в виде рычага по любому из пп.1-4, имеющая полый профиль с открытым поперечным сечением от одного конца до другого конца в первом направлении.
6. Деталь по п.5, в которой соединительная часть, присоединяемая к колесу или валу, образует с ней одно целое.
| WO 2014033933 A1, 06.03.2014 | |||
| EP 0733499 A1, 25.09.1996 | |||
| JP 2013159140 A, 19.08.2013 | |||
| US 2009277010 A1, 12.11.2009 | |||
| Пропорциональный вододелитель для открытых каналов | 1984 |
|
SU1237740A1 |

