Область техники
В настоящем документе описываются устройство для открывания, способ изготовления устройства для открывания и упаковочный контейнер для жидкого или полужидкого пищевого продукта, причем указанный упаковочный контейнер имеет устройство для открывания.
Уровень техники
Упаковочные контейнеры, относящиеся к типу контейнеров одноразового пользования для содержания жидких пищевых продуктов, часто изготавливаются из упаковочного материала на основе плотной бумаги или картона. Упаковочные контейнеры одного такого распространенного типа продаются под товарным знаком Tetra Fino® Aseptic и используются, главным образом, в качестве асептической упаковки для жидких пищевых продуктов, таких как молоко, фруктовые соки и другие продукты, которые выпускаются и продаются для долгосрочного хранения при комнатной температуре. Упаковочный материал для этих известных упаковочных контейнеров, как правило, представляет собой многослойный материал, включающий объемный слой из бумаги или картона и наружные непроницаемые для жидкостей слои из термопластических материалов. Чтобы сделать упаковочный контейнер газонепроницаемым, в частности, непроницаемым по отношению к газообразному кислороду, например, для цели асептической упаковки, такой как упаковка для молока или фруктового сока, многослойный материал в этих упаковочных контейнерах, как правило, включает, по меньшей мере, один такой дополнительный газонепроницаемый слой, который чаще всего представляет собой алюминиевую фольгу.
На внутренней стороне многослойного материала, т. е. на стороне, предназначенной для обращения к пищевому продукту, представляющему собой содержимое, заполняющее контейнер, изготовленный из многослойного материала, присутствует внутренний слой, нанесенный на алюминиевую фольгу, причем данный внутренний слой могут составлять один или несколько подслоев, включающих термосваривающиеся адгезионные полимеры и/или термосваривающиеся полиолефины. Кроме того, на наружной стороне бумажного или картонного объемного слоя присутствует наружный термосваривающийся полимерный слой (декоративный слой). Термосваривающиеся полимерные слои часто содержат в качестве своей основы полиэтилен низкой плотности или его смеси.
Упаковочные контейнеры, как правило, изготавливаются посредством современных высокоскоростных упаковочных машин такого типа, которые в непрерывном режиме изготавливают, наполняют и герметизируют упаковки из полотна или из предварительно произведенных заготовок упаковочного материала, например, упаковочные машины типа Tetra Fino® Aseptic. Таким образом, упаковочные контейнеры могут производиться посредством так называемой технологии изготовления, наполнения и герметизации, которая, в основном, включает непрерывную обработку полотна многослойного упаковочного материала посредством упаковочной машины, которая изготавливает, наполняет и герметизирует упаковки из полотна. Более конкретно, поступающий упаковочный материал в форме полотна превращается в непрерывную трубку; полотно упаковочного материала стерилизуется посредством применения стерилизующего химического реагента, такого как раствор пероксида водорода, который, когда завершается стерилизация, удаляется с поверхностей упаковочного материала, например, испаряется посредством нагревания; полотно упаковочного материала, стерилизованное таким способом, содержится в замкнутой стерильной среде и превращается в вертикальную трубку в результате уплотнения продольных краев трубки и образования нахлесточного шва. Трубка наполняется пищевым продуктом, сваривается, а затем разрезается вдоль разделенных равными расстояниями поперечных зон герметизации, и образуются квадратно-выпуклые или подушкообразные упаковочные контейнеры.
Как отмечается выше, аспект способа упаковки типа Tetra Fino® представляет собой возможность непрерывной высокоскоростной упаковки, которая производит значительный вклад в экономичность. Как правило, в час могут быть изготовлены тысячи таких упаковок. Например, машина Tetra Pak® A1 может изготавливать в час приблизительно 10000 больших упаковочных контейнеров, объем которых составляет 0,5 л или более, и приблизительно 15000 мелких упаковочных контейнеров (порционных упаковок).
Как упоминается выше, упаковочные контейнеры типа Tetra Fino® Aseptic представляют собой квадратно-выпуклые или подушкообразные контейнеры, и, как правило, такие упаковочные контейнеры имеют устройство для открывания, которое обычно присутствует в форме отверстия для соломинки или просто как индикатор разреза, который упрощается за счет того, что используется достаточно тонкий и, таким образом, легко разрывающийся упаковочный материал. Использование традиционных устройств для открывания, таких как, например, устройства, включающие винтовые крышки или отрывные язычки, в большинстве случаев оказывается полностью функциональным. Однако вследствие свойств упаковочного материала предпочтительный тип упаковочного контейнера представляет собой производимый в больших количествах экономичный упаковочный контейнер (в отношении числа упаковочных контейнеров, производимых в единицу времени), и такие устройства для открывания могут ограничивать скорость производства, что является неблагоприятным для снижения себестоимости упаковочного контейнера.
По этой причине существует потребность в устройстве для открывания, имеющем высокую экономичность в отношении количества используемого материала и времени, требуемого для изготовления каждого устройства для открывания. Следует отметить, что даже если бы настоящее изобретение было разработано для решения конкретной проблемы, полученный результат может применяться для упаковок в общем смысле и не должен ограничиваться упаковками конкретного типа в данном отношении.
Сущность изобретения
Настоящее изобретение удовлетворяет, по меньшей мере, описанную выше потребность.
Согласно первому аспекту настоящего изобретения, предлагается устройство для открывания на упаковочном контейнере для жидкого или полужидкого пищевого продукта. Указанный упаковочный контейнер имеет линию сгиба и линию открывания. Линия сгиба и линия открывания пересекаются в точке пересечения, причем указанной точкой пересечения линия открывания разделяется на первую часть линии открывания и вторую часть линии открывания. Устройство для открывания включает первую часть устройства для открывания и вторую часть устройства для открывания. Первая часть устройства для открывания имеет край открывания, который, по меньшей мере, частично ориентируется вдоль первой части линии открывания и располагается на первой стороне линии открывания. Вторая часть устройства для открывания имеет край открывания, который, по меньшей мере, частично ориентируется вдоль второй части линии открывания и располагается на второй стороне линии открывания. Таким образом, потребитель может сгибать устройство для открывания вдоль линии сгиба и заставлять края открывания первой и второй частей воздействовать друг на друга, чтобы упрощался разрыв упаковочного материала вдоль линии открывания.
Согласно одному или нескольким вариантам осуществления, первая часть линии открывания располагается таким образом, что с ней практически совпадает вторая часть линии открывания, когда устройство для открывания сгибается вдоль линии сгиба.
Согласно одному или нескольким вариантам осуществления, каждая из первой и второй частей линии открывания располагается под углом по отношению к линии сгиба.
Согласно одному или нескольким вариантам осуществления, вторая часть линии открывания представляет собой зеркальное отображение первой части линии открывания по отношению к линии сгиба.
Согласно одному или нескольким вариантам осуществления, первая часть устройства для открывания имеет край сгиба, который, по меньшей мере, частично ориентируется вдоль линии сгиба и располагается на первой стороне линии сгиба. Кроме того, вторая часть устройства для открывания имеет край сгиба, который, по меньшей мере, частично ориентируется вдоль линии сгиба и располагается на второй стороне линии сгиба.
Согласно одному или нескольким вариантам осуществления, каждый из краев сгиба располагается на первом расстоянии от линии сгиба, что позволяет сгибать устройство для открывания вдоль линии сгиба.
Согласно одному или нескольким вариантам осуществления, каждый из краев сгиба располагается на втором расстоянии от линии открывания, и между ними образуется открывающаяся щель, когда устройство для открывания сгибается вдоль линии сгиба.
Согласно одному или нескольким вариантам осуществления, устройство для открывания включает третью часть устройства для открывания и четвертую часть устройства для открывания. Третья часть устройства для открывания располагается на второй стороне линии сгиба и представляет собой зеркальное отображение первой части устройства для открывания по отношению к линии сгиба. Четвертая часть устройства для открывания располагается на первой стороне линии сгиба и представляет собой зеркальное отображение второй части устройства для открывания по отношению к линии сгиба.
Согласно одному или нескольким вариантам осуществления, первая и четвертая части устройства для открывания присоединяются друг к другу посредством первой перемычки, вторая и третья части устройства для открывания присоединяются друг к другу посредством второй перемычки, и указанные перемычки образуют концы открывающейся щели.
Согласно одному или нескольким вариантам осуществления, первая и третья части устройства для открывания присоединяются друг к другу посредством третьей перемычки. Вторая и четвертая части устройства для открывания присоединяются друг к другу посредством четвертой перемычки, причем указанные перемычки располагаются так, что образуются шарнирные области, когда устройство для открывания сгибается вдоль линии сгиба.
Согласно одному или нескольким вариантам осуществления, первая, вторая, третья и четвертая части устройства для открывания и соответствующие перемычки совместно образуют замкнутую рамку, которая ограничивает открывающуюся щель.
Согласно одному или нескольким вариантам осуществления, первая часть устройства для открывания включает язычковую секцию.
Согласно одному или нескольким вариантам осуществления, вторая часть устройства для открывания включает язычковую секцию.
Согласно одному или нескольким вариантам осуществления, устройство для открывания изготавливается из полимерного материала.
Согласно одному или нескольким вариантам осуществления, устройство для открывания включает разливочный носик. Этот разливочный носик располагается на второй стороне линии открывания и занимает практически центральное положение по отношению к точке пересечения линии сгиба и линии открывания.
Согласно одному или нескольким вариантам осуществления, устройство для открывания включает устройство для закрывания в целях повторного закрывания упаковочного контейнера после его открывания вдоль линии открывания. Устройство для закрывания включает, по меньшей мере, первая часть устройства для закрывания, по меньшей мере, вторая часть устройства для закрывания, причем указанные первая и вторая части устройства для закрывания располагаются на различных сторонах первой линии сгиба, указанные первая и вторая части устройства для закрывания включают взаимнозапирающиеся элементы таким образом, что первая и вторая части устройства для закрывания могут обратимо прикрепляться друг к другу при сгибании упаковочного контейнера вдоль второй линии сгиба, и в результате этого осуществляется повторное закрывание упаковочного контейнера.
Согласно одному или нескольким вариантам осуществления, по меньшей мере, одна из первой или второй частей устройства для закрывания составляет часть второй или четвертой части устройства для открывания.
Согласно одному или нескольким вариантам осуществления, первая часть устройства для закрывания составляет часть второй части устройства для открывания, и вторая часть устройства для закрывания составляет часть четвертой части устройства для открывания.
Согласно одному или нескольким вариантам осуществления, один из запирающихся элементов присутствует в форме петли, а другой из запирающихся элементов присутствует в форме выступа, выполненного с возможностью введения в петлю для прикрепления друг к другу первого и второго взаимнозапирающихся элементов.
Согласно одному или нескольким вариантам осуществления, петля и выступ могут отсоединяться от упаковочного контейнера.
Согласно одному или нескольким вариантам осуществления, вторая линия сгиба является параллельной по отношению к линии открывания, вторая и четвертая части устройства для открывания располагаются между линией открывания и второй линией сгиба, на первой стороне второй линии сгиба, и запирающиеся элементы проходят вдоль второй линии сгиба ко второй стороне второй линии сгиба.
Согласно одному или нескольким вариантам осуществления, вторая часть устройства для открывания и крючок находятся на расстоянии друг от друга, причем данное расстояние, по меньшей мере, соответствует расстоянию между линией открывания и второй линией сгиба, а крючок и вторая часть устройства для открывания присоединяются друг к другу посредством соединительной части, которая прикрепляется к упаковочному контейнеру.
Согласно второму аспекту настоящего изобретения, предлагается способ изготовления упаковочного контейнера с устройством для открывания. Указанный способ включает следующие стадии:
изготовление упаковочного материала, включающего объемный слой, который на первой стороне имеет полимерный слой,
формование устройства для открывания на первой стороне упаковочного материала, причем указанный устройство для открывания включает первую часть устройства для открывания и вторую часть устройства для открывания, причем первая часть устройства для открывания располагается на первой стороне линии сгиба упаковочного контейнера, и вторая часть устройства для открывания располагается на второй стороне линии сгиба, и в результате этого получается упаковочный материал, включающий устройство для открывания,
сворачивание упаковочного материала в трубку посредством уплотнения его перекрывающихся продольных краев,
наполнение трубки жидким или полужидким пищевым продуктом,
уплотнение трубка вдоль поперечных зон герметизации для изготовления подушкообразного упаковочного контейнера, причем указанное уплотнение осуществляется таким образом, что упаковочный материал сгибается по отношению к линии сгиба в зонах герметизации так, что устройство для открывания располагается в одном углу упаковочного контейнера.
Согласно одному или нескольким вариантам осуществления, стадия формования включает следующие стадии: помещение, на первой стороне упаковочного материала, первой полуформы, включающей, по меньшей мере, первую полость формы, помещение второй полуформы на другой стороне упаковочного материала, которая является противоположной по отношению к первой полуформе, введение расплавленной пластмассы в первую полость формы и удаление первой и второй полуформ.
Согласно одному или нескольким вариантам осуществления, упаковочный материал представляет собой полотно, из которого изготавливается более чем один упаковочный контейнер, стадия уплотнения включает уплотнение трубки вдоль поперечных отделенных друг от друга зон герметизации для изготовления подушкообразных упаковочных контейнеров, причем способ дополнительно включает стадию отделения упаковочных контейнеров от трубки посредством надрезов в зонах герметизации.
Согласно третьему аспекту настоящего изобретения, предлагается упаковочный контейнер для жидкого или полужидкого пищевого продукта, причем указанный упаковочный контейнер изготавливается из продольной трубки упаковочного материала, которая герметизируется на концах посредством первой и второй поперечных зон герметизации для образования подушкообразной формы. Упаковочный контейнер имеет линию сгиба и линию открывания, причем указанные линия сгиба и линия открывания пересекаются в точке пересечения. Указанная точка пересечения разделяет линию открывания на первую часть линии открывания и вторую часть линии открывания, и здесь присутствует устройство для открывания, включающее первую часть устройства для открывания и вторую часть устройства для открывания. Первая часть устройства для открывания имеет край открывания, который, по меньшей мере, частично ориентируется вдоль первой части линии открывания и располагается первой стороне линии открывания, и вторая часть устройства для открывания имеет край открывания, который, по меньшей мере, частично ориентируется вдоль второй части линии открывания и располагается на второй стороне линии открывания, таким образом, что потребитель может сгибать устройство для открывания вдоль линии сгиба и заставлять края открывания первой и второй частей устройства для открывания воздействовать друг на друга, чтобы упрощался разрыв упаковочного материала вдоль линии открывания.
Краткое описание чертежей
Дополнительные преимущества и благоприятные отличительные особенности становятся очевидными из следующего подробного описания. Эквивалентные или соответствующие элементы на всех чертежах обозначаются одинаковыми условными номерами. Отличительные особенности, которые описываются в связи с различными вариантами осуществления, могут сочетаться, при том условии, что такое сочетание является технически возможным. Варианты осуществления будут описываться со ссылкой на прилагаемые чертежи, включая следующие:
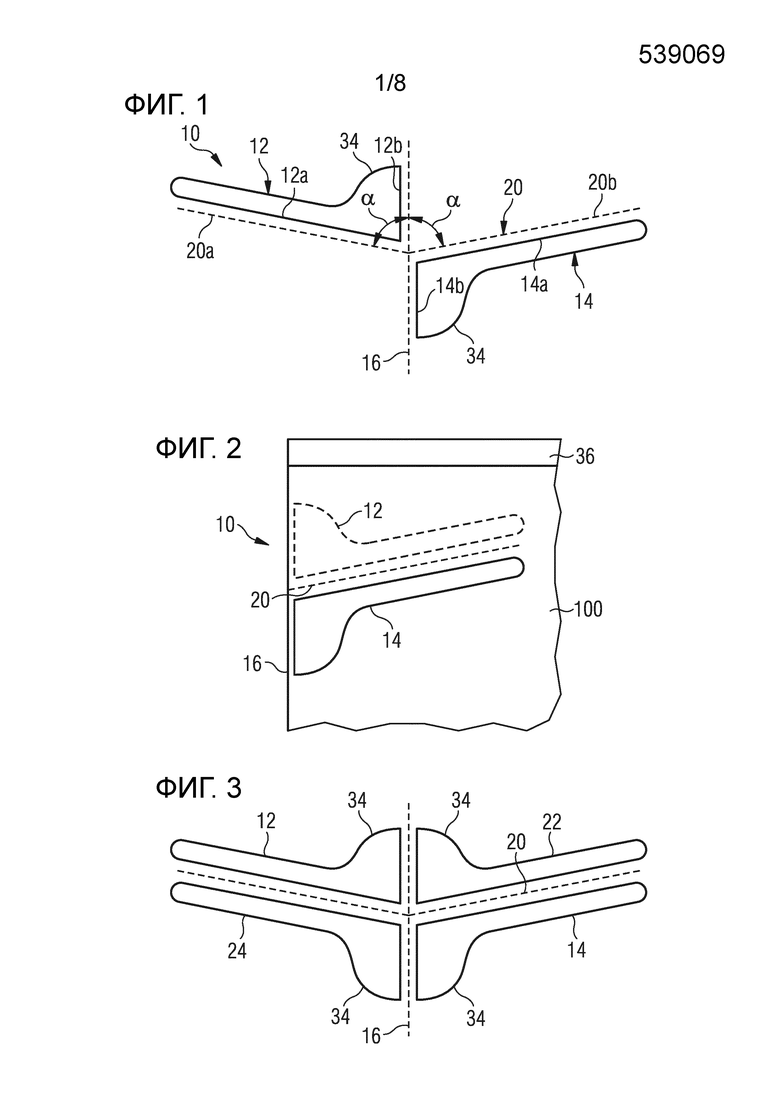
Фиг. 1 иллюстрирует схематическое изображение устройства для открывания согласно первому варианту осуществления настоящего изобретения.
Фиг. 2 иллюстрирует схематическое изображение части упаковочного контейнера, включающего устройство для открывания на фиг. 1.
Фиг. 3 иллюстрирует схематическое изображение устройства для открывания согласно второму варианту осуществления настоящего изобретения.
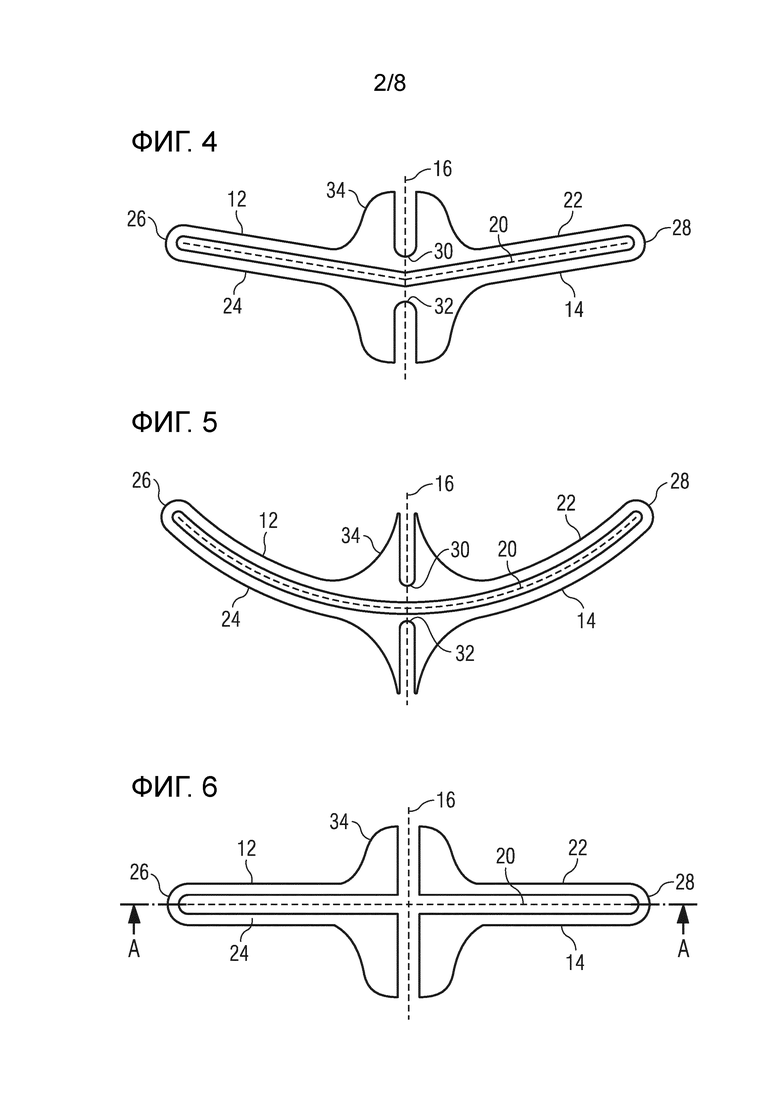
Фиг. 4 иллюстрирует схематическое изображение устройства для открывания согласно третьему варианту осуществления настоящего изобретения.
Фиг. 5 иллюстрирует схематическое изображение устройства для открывания согласно четвертому варианту осуществления настоящего изобретения.
Фиг. 6 иллюстрирует схематическое изображение устройства для открывания согласно пятому варианту осуществления настоящего изобретения.
Фиг. 7 иллюстрирует схематический разрез вдоль линии A-A на фиг. 6.
Фиг. 8 иллюстрирует схематическое изображение упаковочного контейнера, включающего устройство для открывания.
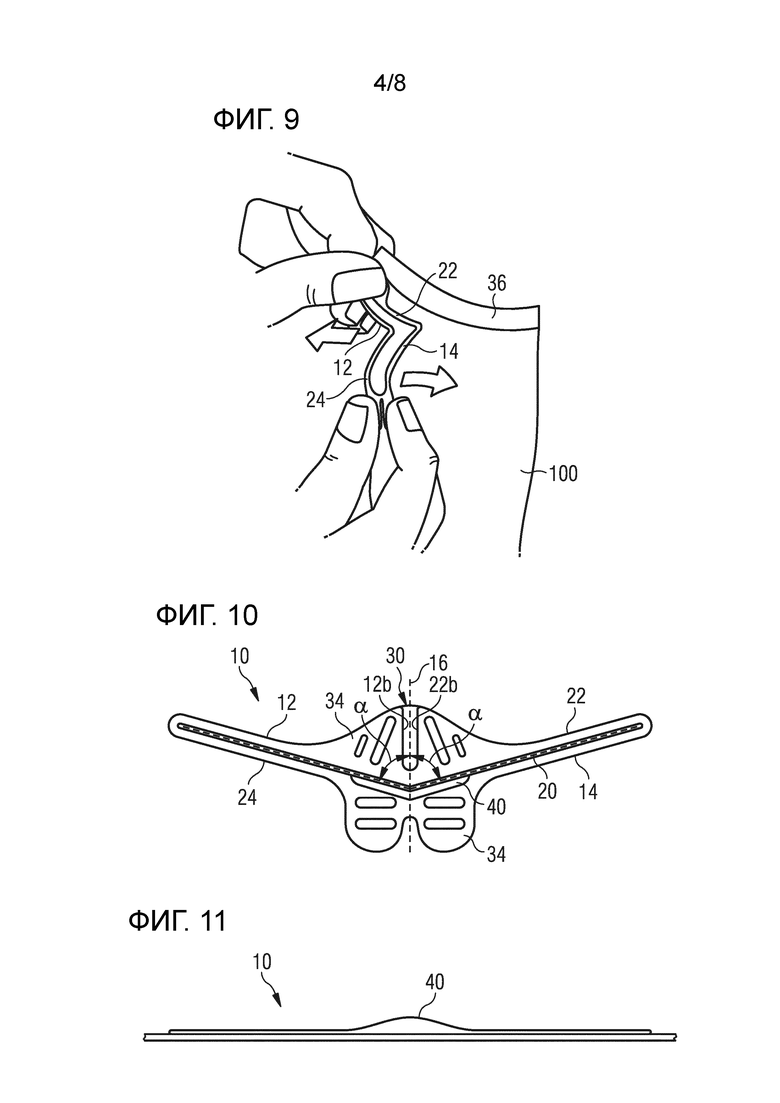
Фиг. 9 иллюстрирует схематическое изображение рук потребителя, открывающего упаковочный контейнер на фиг. 8.
Фиг. 10 иллюстрирует схематический вид сверху устройства для открывания согласно шестому варианту осуществления настоящего изобретения.
Фиг. 11 иллюстрирует схематический вид сбоку устройства для открывания согласно шестому варианту осуществления.
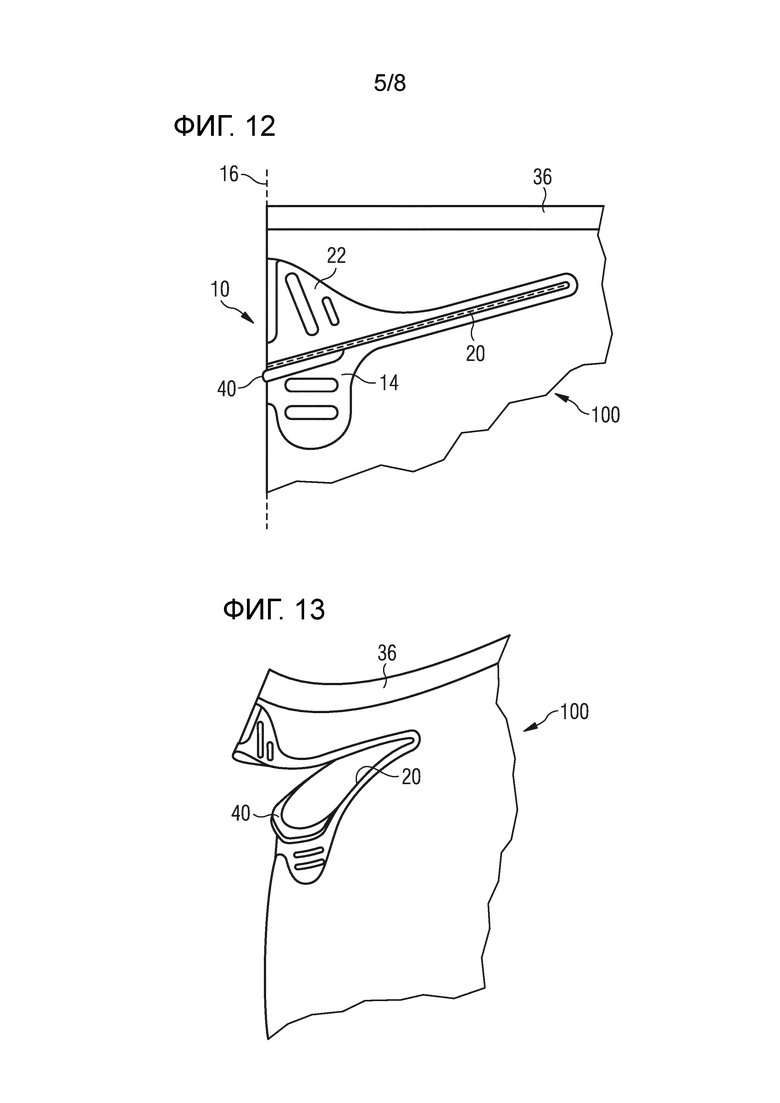
Фиг. 12 иллюстрирует схематическое изображение части упаковочного контейнера, включающего устройство для открывания согласно шестому варианту осуществления.
Фиг. 13 иллюстрирует схематическое изображение части упаковочного контейнера, включающего устройство для открывания согласно шестому варианту осуществления, причем данное устройство для открывания здесь проиллюстрировано в открытом состоянии.
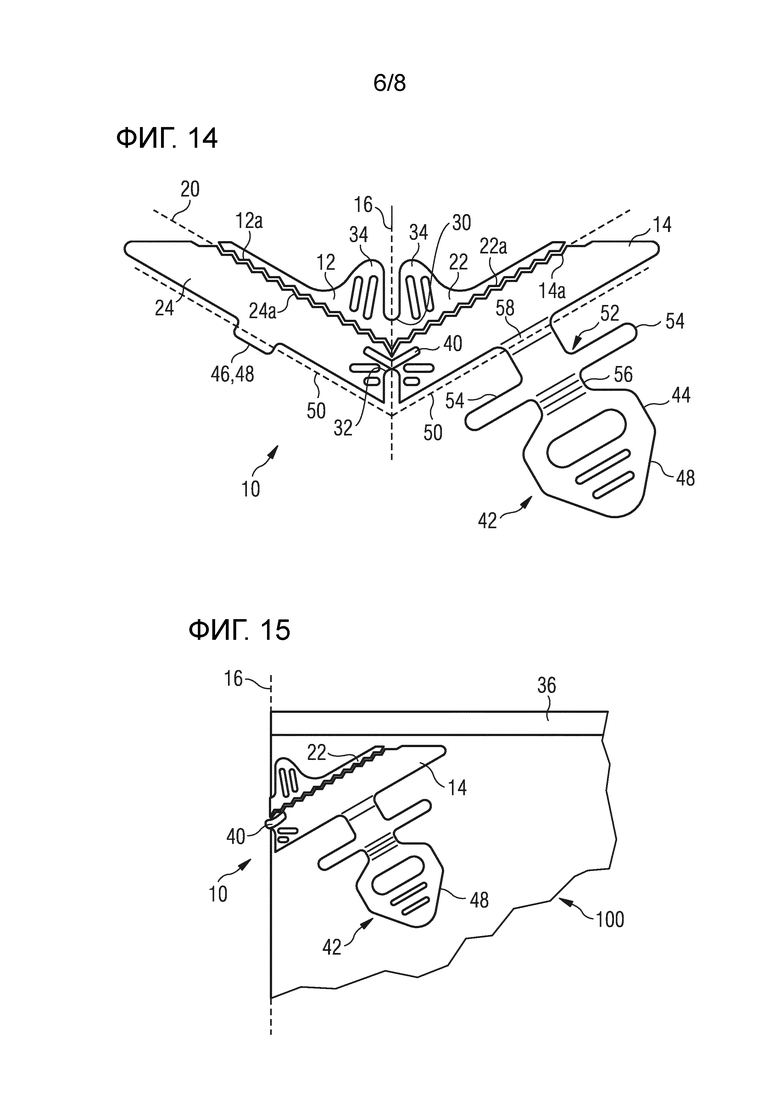
Фиг. 14 иллюстрирует схематический вид сверху устройства для открывания согласно седьмому варианту осуществления настоящего изобретения.
Фиг. 15 иллюстрирует схематическое изображение части упаковочного контейнера, включающего устройство для открывания согласно седьмому варианту осуществления.
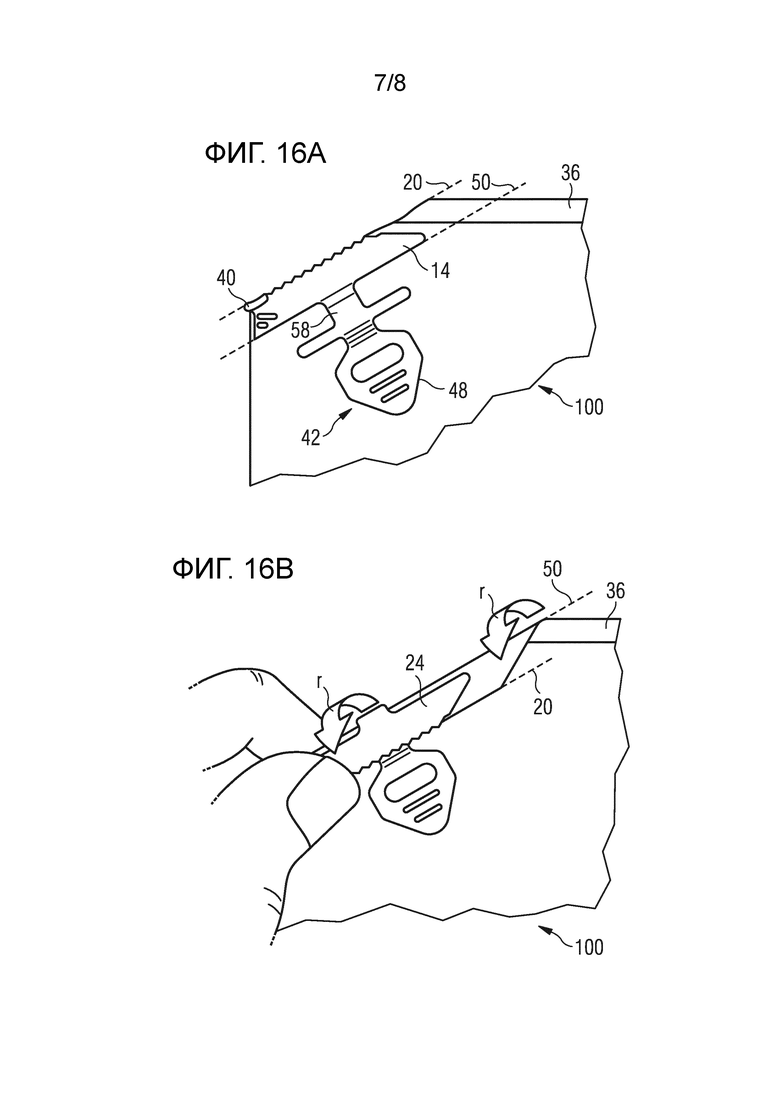
Фиг. 16a иллюстрирует схематическое изображение, аналогичное фиг. 15, но здесь устройство для открывания проиллюстрировано в открытом состоянии.
Фиг. 16b иллюстрирует схематическое изображение, аналогичное фиг. 16a, но здесь упаковочный контейнер в состоянии частичного повторного закрывания.
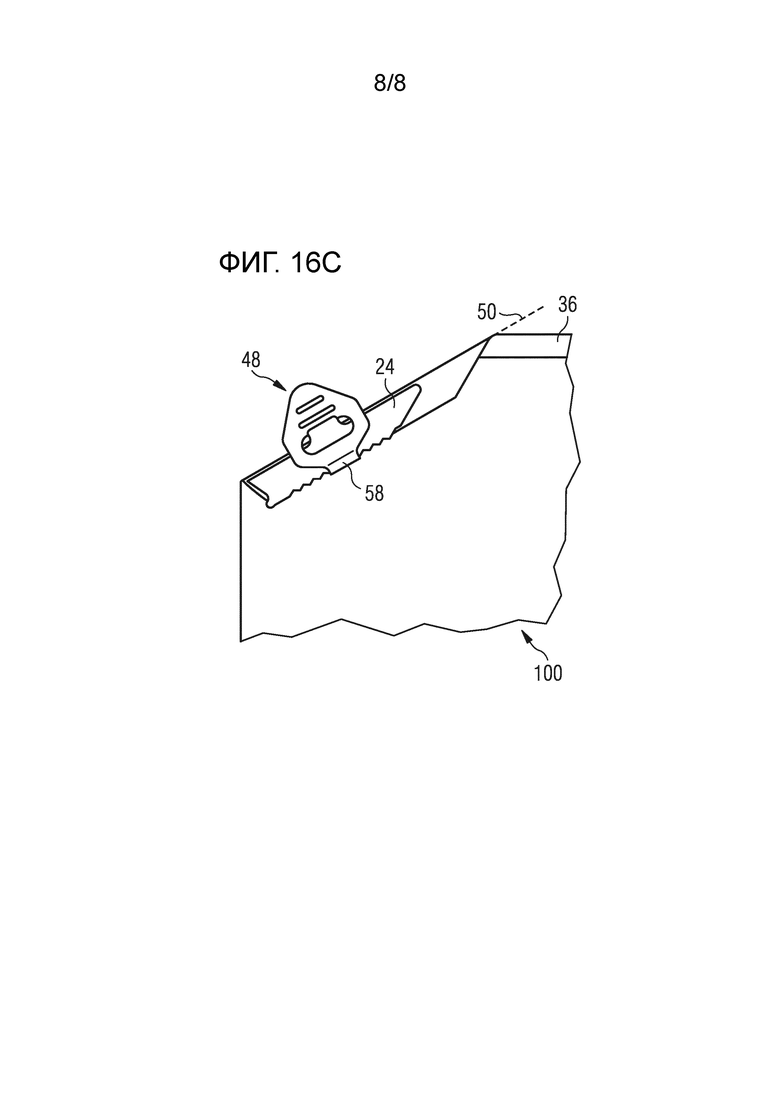
Фиг. 16c иллюстрирует схематическое изображение, аналогичное фиг. 16b, но здесь упаковочный контейнер проиллюстрирован в состоянии полного повторного закрывания.
Подробное описание вариантов осуществления
Фиг. 1 иллюстрирует устройство для открывания согласно первому варианту осуществления настоящего изобретения. Устройство для открывания, обозначенное номером 10, включает первую часть 12 устройства для открывания и вторую часть 14 устройства для открывания. Части 12, 14 устройства для открывания будут описаны в отношении первой линии сгиба 16 и линии открывания 20 упаковочного контейнера, причем данные линии будут подробно описаны далее по отношению к фиг. 8. Первая линия сгиба 16 и линия открывания 20 пересекаются в точке пересечения, причем указанная точка пересечения разделяет линию открывания 20 на первую часть 20a линии открывания и вторую часть 20b линии открывания.
Первая часть 12 устройства для открывания располагается на первой (левой) стороне первой линии сгиба 16. Кроме того, она располагается на первой (верхней) стороне линии открывания 20. Вторая часть 14 устройства для открывания располагается на второй (правой) стороне первой линии сгиба 16. Кроме того, она располагается на второй (нижней) стороне линии открывания 20.
Первая часть 12 устройства для открывания является продолговатой и имеет край открывания 12a, который проходит вдоль первой части 20a линии открывания. Край открывания 12a является прямолинейным и проходит практически параллельно по отношению к первой части 20a линии открывания, т. е. край открывания 12a является ориентированным вдоль первой части 20a линии открывания.
Соответственно, вторая часть 14 устройства для открывания также является продолговатой и имеет край открывания 14a, который проходит вдоль второй части 20b линии открывания. Край открывания 14a также является прямолинейным и проходит параллельно по отношению ко второй части 20b линии открывания, т. е. является ориентированным вдоль второй части 20b линии открывания.
Линия открывания 20 представляет собой воображаемая линия, вдоль которой будет открываться устройство для открывания, т. е. вдоль который упаковочный материал упаковочного контейнера будет разрезаться или разрываться. Первая линия сгиба 16 представляет собой продольную воображаемую линию, вдоль который устройство для открывания может сгибаться в процессе открывания.
Согласно данному первому варианту осуществления, первая часть 20a линии открывания располагается под углом α по отношению к первой линии сгиба 16. Аналогичным образом, вторая часть 20b линии открывания располагается под углом α по отношению к первой линии сгиба 16. Данный угол может составлять от 20 до 90°, в частности, от 45 до 90°. Друг с другом первая и вторая части линии открывания 20a, 20b совместно образуют тупоугольную клиновидную форму.
Согласно первому варианту осуществления, первая часть 12 устройства для открывания дополнительно включает край сгиба 12b. Край сгиба 12b является ориентированным вдоль первой линии сгиба 16, т. е. он является параллельным по отношению к первой линии сгиба 16. Соответственно, вторая часть 14 устройства для открывания включает край сгиба 14b. Этот край сгиба 14b является также ориентированным в направлении первой линии сгиба 16, т. е. он является параллельным по отношению к первой линии сгиба 16.
Как можно видеть на фиг. 1 первая и вторая части устройства для открывания 12, 14 соответствуют друг другу и являются практически точечными отражениями друг друга. Вторая часть 14 устройства для открывания имеет такую форму и занимает такое положение по отношению к первой часть 12 устройства для открывания, что она соответствует первой части 12 устройства для открывания после поворота на угол 2α по часовой стрелке по отношению к точке пересечения.
Кроме того, края сгиба 12b, 14b каждой из первой и второй частей устройства для открывания 12,14 располагаются на первом расстоянии от первой линии сгиба 16. Данное расстояние составляет от 1 до 2 мм.
Это расстояние упрощает сгибание устройства для открывания 10 по отношению к первой линии сгиба 16.
Кроме того, края открывания 12a, 14a каждой из первой и второй части устройства для открывания 12, 14 располагаются на втором расстоянии от линии открывания 20. Данное расстояние составляет от 0,2 до 1 мм.
Это расстояние упрощает разрыв упаковочного материала вдоль линии открывания.
Фиг. 2 иллюстрирует устройство для открывания 10 согласно первому варианту осуществления, но в согнутом состоянии. Это сгибание осуществляется в направлении первой линии сгиба 16, т. е. вдоль или по отношению к первой линии сгиба 16. Устройство для открывания 10 располагается на упаковочном контейнере 100, часть которого проиллюстрирована на чертеже. Устройство для открывания располагается в верхнем углу упаковочного контейнера, как лучше всего видно на фиг. 8, вблизи верхней поперечной зоны герметизации 36. Первая часть 12 устройства для открывания располагается на задней поверхности упаковочного контейнера и, следовательно, проиллюстрирована линиями невидимого контура, в то время как вторая часть 14 устройства для открывания располагается на передней поверхности упаковочного контейнера. Кроме того, как можно видеть на чертеже, первая часть 20a линии открывания совпадает со второй частью 20b линии открывания. Поскольку края открывания первой и второй частей устройства для открывания находятся на расстоянии от линии открывания, между краями открывания образуется открывающаяся щель.
Первая и вторая части устройства для открывания 12, 14 включают язычковые секции 34, которые представляют собой область, где потребитель может захватывать пальцами устройство для открывания. Язычковые секции 34 могут включать тактильный рисунок, который упрощает захват. Согласно данному первому варианту осуществления, язычковые секции 34 имеют выпуклую форму.
Фиг. 3 иллюстрирует устройство для открывания 10 согласно второму варианту осуществления настоящего изобретения. Устройство для открывания имеет первую и вторую части устройства для открывания 12, 14, аналогичные первой и второй частям устройства для открывания согласно первому варианту осуществления. Различие заключается в том, что, согласно данному второму варианту осуществления, присутствуют дополнительные части устройства для открывания, а именно третья часть 22 устройства для открывания и четвертая часть 24 устройства для открывания. Третья часть 22 устройства для открывания располагается на второй стороне первой линии сгиба 16 и представляет собой зеркальное отображение первой части 12 устройства для открывания по отношению к первой линии сгиба 16. Четвертая часть 24 устройства для открывания располагается на первой стороне первой линии сгиба 16 и представляет собой зеркальное отображение второй части 14 устройства для открывания по отношению к первой линии сгиба 16. Третья и четвертая части 22, 24 устройства для открывания являются аналогичными первой и второй частям устройства для открывания 12, 14 и располагается на первом расстоянии от первой линии сгиба 16, что позволяет устройству для открывания 10 сгибаться вдоль первой линии сгиба 16. Кроме того, аналогично первой и второй частям 12, 14 устройства для открывания, третья и четвертая части 22, 24 устройства для открывания располагаются на втором расстоянии от линии открывания 20. Первая и четвертая части 12, 24 устройства для открывания будут, совместно со второй и третьей частями 14, 22 устройства для открывания, образовывать открывающуюся щель.
Фиг. 4. иллюстрирует устройство для открывания согласно третьему варианту осуществления, которое является, в основном, аналогичным устройству согласно второму вариант осуществления тем, что в нем присутствуют аналогичные первая, вторая, третья и четвертая части 12, 14, 22, 24 устройства для открывания. Различие заключается в том, что первая и четвертая части 12, 24 устройства для открывания присоединяются друг к другу посредством первой перемычки 26. Первый перемычка 26 ограничивает один из концов открывающейся щели. Перемычка 26 является закругленной. Аналогичным образом, вторая и третья части 14, 22 устройства для открывания присоединяются друг к другу посредством второй перемычки 28. Вторая перемычка 28 ограничивает другой конец открывающей щели, и эта перемычка 28 также является закругленной. Кроме того, первая и третья части 12, 22 устройства для открывания присоединяются друг к другу посредством третьей перемычки 30. Аналогичным образом, вторая и четвертая части устройства для открывания 14, 24 присоединяются друг к другу посредством четвертой перемычки 32. Третья и четвертая перемычки 30, 32 располагаются так, что они образуют шарнирные области, когда устройство для открывания 10 сгибается вдоль первой линии сгиба 16. Третья и четвертая перемычки 30, 32 отделяются друг от друга открывающейся щелью. Согласно данному варианту осуществления первая, вторая, третья и четвертая части устройства для открывания, а также первая, вторая, третья и четвертая перемычки совместно образуют замкнутую рамку, которая ограничивает открывающуюся щель. Этот вариант осуществления может незначительно отличаться от проиллюстрированного на чертеже для простоты изготовления тем, что открывающуюся щель покрывает пленка или оболочка из пластического материала. Толщина этой оболочки или пленки составляет значительно менее чем толщина остальной части устройства для открывания, таким образом, что сохраняется функция краев открывания 12a, 14a, и тем, что устройство для открывания все же может легко сгибаться вдоль первой линии сгиба 16. Оболочка или пленка может иметь неравномерную толщину, которая начинается с очень малой толщины в точке пересечения и постепенно увеличивается в направлении к первой и второй перемычкам 26, 28. В качестве альтернативы, в точке пересечения, а также, возможно, в области открывающейся щели, которая находится в окрестности точки пересечения, отсутствует оболочка или пленка, и эта оболочка или пленка начинает покрывать открывающуюся щель на расстоянии от точки пересечения, чтобы упрощался первоначальный разрыв упаковочного материала. Посредством оболочки или пленки расплавленная пластмасса может с большей легкостью равномерно распределяться в полости формы. В противном случае это распределение представляет собой проблему вследствие длинных и тонких частей полости, по меньшей мере, если используется только одна или небольшое число точек введения.
Фиг. 5 иллюстрирует устройство согласно четвертому варианту осуществления, которое является вполне аналогичным устройству согласно третьему варианту осуществления. По сравнению с третьим вариантом осуществления, различие представляет собой конструкция язычковых секций 34. Согласно данному четвертому варианту осуществления, язычковые секции имеют вогнутую форму своих поверхностей и, таким образом, меньшие поверхности по сравнению с поверхностями язычковых секций 34 согласно третьему варианту осуществления. Еде одно различие представляет собой форма линии открывания и, таким образом, также форма открывающейся щели и краев открывания частей устройства для открывания. Линия открывания является изогнутой или дугообразной. Края открывания частей устройства для открывания соответствуют этой изогнутой или дугообразной линии. Изогнутая или дугообразная вторая часть устройства для открывания представляет собой зеркальное отображение, по отношению к первой линии сгиба 16, изогнутой или дугообразной первой части устройства для открывания. Следовательно, если сгибается устройство для открывания, первая и вторая части линии открывания 20a, 20b будут совпадать друг с другом.
Следующее различие по сравнению со вторым вариантом осуществления заключается в том, что оказывается меньшим первое расстояние, т. е. расстояние от первой линии сгиба 16 до краев сгиба первой, второй, третьей и четвертой частей устройства для открывания. Согласно данному четвертому варианту осуществления, в устройстве может также присутствовать оболочка или пленка, описанная по отношению к третьему варианту осуществления.
Фиг. 6 иллюстрирует устройство согласно пятому варианту осуществления, которое является, в основном, аналогичным устройству согласно второму варианту осуществления в том, что в нем присутствуют аналогичные первая, вторая, третья и четвертая части 12, 14, 22, 24 устройства для открывания. Согласно данному варианту осуществления линия открывания 20 представляет собой прямую линию, которая пересекает под прямым углом первую линию сгиба 16. Кроме того, согласно данному варианту осуществления, присутствуют только первая и вторая перемычки 26, 28, но отсутствуют третья и четвертая перемычки. Фиг. 7 иллюстрирует такой же вариант осуществления, но данное изображение соответствует разрезу вдоль линии A-A, проведенной на фиг. 6. Как можно видеть, данное устройство для открывания находится только на наружной стороне упаковочного материала. Согласно данному пятому варианту осуществления, может также присутствовать оболочка или пленка, описанная по отношению к третьему варианту осуществления.
Предпочтительно, устройство для открывания 10 изготавливается в процессе инжекционного формовании или приклеивается на упаковочный материал, предпочтительно на ту часть, которая превращается в наружную поверхность упаковочного контейнера. Толщина t материала устройство для открывания, в направлении, перпендикулярном по отношению к поверхности упаковочного материала, составляет приблизительно от 0,2 до 2 мм. Однако может быть получена толщина, составляющая более чем 2 мм, но в таком случае для устройства для открывания потребуется большее количество материала, и в результате этого увеличится стоимость. Толщина соответствующего упаковочного материала, который в настоящее время используется в устройстве для открывания данного типа, составляет приблизительно от 0,2 до 1,5 мм. Однако устройство для открывания может устанавливаться на упаковочных материалах, имеющих малую, а также большую толщину.
Фиг. 8 иллюстрирует упаковочный контейнер 100, включающий устройство для открывания 10. Проиллюстрированное устройство для открывания относится к типу согласно пятому варианту осуществления. Устройство согласно пятому варианту осуществления является, в основном, аналогичным по отношению к устройству согласно четвертому варианту осуществления, но включает иные язычковые секции 34. Согласно данному пятому варианту осуществления, верхние язычковые секции 34a первой и третьей частей 12, 22 устройства для открывания имеют меньшие размеры, чем нижние язычковые секции 34b второй и четвертой частей 14, 24 устройства для открывания. Как можно видеть на данном чертеже верхние язычковые секции 34a имеют иной тактильный рисунок, чем нижние язычковые секции 34b.
Упаковочный контейнер 100 изготавливается из продольной трубки упаковочного материала, которая герметизируется на концах посредством первой и второй поперечных зон герметизации 36 и приобретает подушкообразную форму. В зонах герметизации внутренние термосваривающиеся слои упаковочного материала свариваются друг с другом, образуя герметичный шов.
Поскольку упаковочные контейнеры имеют форму мешка, у них отсутствуют какие-либо определенные продольные края. Однако на наружном крае 38 поперечных зон герметизации 36 упаковочный материал сгибается, поскольку поперечный шов проходит поперек трубки. Первая линия сгиба 16, которая ранее упоминалась как воображаемая линия, проходит в продольном направлении от верхнего наружного края 38a первой поперечной зоны герметизации 36a к соответствующему нижнему наружному краю 38b второй поперечной зоны герметизации 36b. Первая линия сгиба 16 проходит кратчайшее возможное расстояние между краями 38a, 38b.
Упаковочный контейнер 100 наполняет жидкий или полужидкий пищевой продукт. Термин «жидкий или полужидкий пищевой продукт», как правило, означает пищевой продукт, имеющий текучее содержимое, в котором необязательно могут содержаться кусочки пищевого продукта. Молоко, молочные продукты, соевые, рисовые, злаковые напитки, соки, нектары, негазированные напитки, энергетические напитки, спортивные напитки, кофейные напитки, чай, кокосовое молоко, чайные напитки, вино, супы, перец халапеньо, томаты, соус (такой как соус для макаронных изделий), бобы и оливковое масло представляют собой некоторые примеры рассматриваемых пищевых продуктов.
Со ссылкой на фиг. 9 далее будет описано, каким образом устройство для открывания согласно настоящему изобретению может быть использовано в целях открывания упаковочного контейнера. Данное устройство для открывания согласно варианту осуществления представляет собой устройство, проиллюстрированное на фиг. 8, но следует понимать, что технология открывания является, в основном, аналогичной для разнообразных вариантов осуществления.
При открывании потребитель, как правило, охватывает верхние язычковые секции 34a указательным и большим пальцами одной руки и аналогичным образом охватывает нижние язычковые секции 34b другой рукой. Таким образом, потребитель может сгибать устройство для открывания 10 вдоль первой линии сгиба 16. Посредством дальнейшего усилия верхние язычковые секции удаляются от нижние язычковые секции в направлениях, проиллюстрированных стрелками, края открывания первой и третьей частей устройства для открывания воздействуют на края открывания второй и четвертой частей устройства для открывания в целях первоначального разрыва упаковочного материала в точке пересечения, что упрощает последующий разрыв упаковочного материала вдоль линии открывания 20. При этом края действуют как лезвия ножниц.
Чтобы дополнительно упрощался разрыв вдоль линии открывания 20, может оказаться целесообразным изготовление линии открывания как ослабленной линии, такой как, например, линия, в которой один или несколько слоев упаковочного материала являются перфорированными или ослабленными другим способом.
Фиг. 10 иллюстрирует устройство для открывания 10 согласно шестому варианту осуществления настоящего изобретения. Данный вариант осуществления является практически аналогичным варианту осуществления, который проиллюстрирован на фиг. 4, и далее будут описаны только характерные признаки, отличающиеся от варианта осуществления на фиг. 4. Третья перемычка 30 является больше и занимает все пространство между краем сгиба 12b первой части 12 устройства для открывания и краем сгиба 22b третьей части 22 устройства для открывания. Однако верхняя секция перемычки, которая находится на наибольшем расстоянии от линии открывания 12, изготовлена из материала, имеющего меньшую толщину.
Кроме того, вторая и четвертая части 14, 24 устройства для открывания, т. е. нижние части устройство для открывания, а также четвертая перемычка 32 имеют разливочный носик 40, т. е. элемент, выступающий из устройства для открывания упаковочного контейнера вдоль центральной части линии открывания 20. Разливочный носик проходит от первой линии сгиба 16 вдоль каждой из первой и второй частей 20a, 20b линии открывания. Разливочный носик 40 проходит расстояние, на каждой стороне первой линии сгиба 16, практически соответствует основной части ширины язычковых секций 34. На фиг. 11, на котором устройство для открывания 10 проиллюстрировано со стороны на упаковочном материале, можно видеть, что разливочный носик 40 выступает из остальной части устройства для открывания 10.
Снова рассмотрим фиг. 10, на котором проиллюстрировано, что язычковые секции 34 первой, второй, третьей и четвертой частей 12, 14, 22 24 устройства для открывания имеют выпуклый или вогнутый рисунок, который улучшает захват. Предпочтительно данный рисунок представляет собой вогнутый рисунок, а не выпуклый рисунок, и это означает, что язычковые секции 34 имеют углубления, в которых толщина материала составляет менее чем толщина материала в остальной части язычковых секций 34, чтобы использовалось минимальное количество полимерного материала. Кроме того, нижние язычковые секции, т. е. язычковые секции второй и четвертой частей 14, 24 устройства для открывания имеют более закругленную форму, чем в устройстве согласно варианту осуществления на фиг. 4.
Фиг. 12 иллюстрирует устройство согласно шестому варианту осуществления на изображении, соответствующем изображению на фиг. 2, т. е. на упаковочном контейнере 100 при сгибании вдоль первой линии сгиба 16. Кроме того, на данном чертеже проиллюстрировано, что разливочный носик 40 выступает из упаковочного контейнера 100 и остальной части устройства для открывания 10. Фиг. 13 иллюстрирует устройство согласно шестому варианту осуществления после открывания. Разливочный носик 40 способствует отделению передней стороны упаковочного контейнера от задней стороны в процессе открывания. Даже если язычковые секции 34 второй и четвертой частей 14, 24 устройства для открывания сжимаются друг с другом в процессе открывания, жесткий полимерный материал в разливочном носике 40 будет в некоторой степени будет, подобно пружине, сокращаться обратно, и в результате этого упрощается образование отверстия, имеющего хорошие разливочные характеристики. Разливочный носик 40 будет способствовать образованию отверстия, имеющего закругленную форму, на пересечении между линией открывания 20 и первой линией сгиба 16.
Фиг. 14 иллюстрирует устройство согласно седьмому варианту осуществления настоящего изобретения. Данное устройство для открывания является, в основном, аналогичным устройству для открывания согласно шестому варианту осуществления, и далее будут описываться только их различия. Края открывания 12a 24a имеют взаимно зубчатую или пилообразную форму, аналогичным образом края открывания 14a 22a также имеют взаимно зубчатую или пилообразную форму. Это упрощает открывание. Кроме того, аналогично шестому варианту осуществления, данное устройство для открывания имеет разливочный носик 40, а также третью и четвертую перемычки 30, 32. Однако, согласно данному варианту осуществления, первая и вторая перемычки 26, 28 отсутствуют. Первая и третья части 12, 22 устройства для открывания имеют язычковые секции 34. Устройство для открывания включает устройство для закрывания 42, которое обеспечивает повторное закрывание упаковочного контейнера 100 после его открывания вдоль линии открывания 20. Устройство для закрывания 42 включает первую часть 44 устройства для закрывания и вторую часть 46 устройства для закрывания. Первая часть 44 устройства для закрывания составляет часть второй части 14 устройства для открывания, и вторая часть 46 устройства для закрывания составляет часть четвертой части 24 устройства для открывания. Указанные части 44, 46 изготавливаются как неотъемлемые части устройства для открывания, т. е. они составляют единое целое. Как можно видеть на чертеже, указанные первая и вторая части 44, 46 устройства для закрывания находятся на различных сторонах первой линии сгиба 16, таким образом, что они оказываются на противоположных поверхностях упаковочного контейнера 100. Кроме того, они располагаются на одинаковом расстоянии от первой линии сгиба 16. Первая и вторая части 44, 46 устройства для закрывания включают взаимнозапирающиеся элементы 48. Один из запирающихся элементов, в данном случае элемент на первой части 44 устройства для закрывания, изготовлен в форме петли, а другой элемент, в данном случае элемент на второй части 46 устройства для закрывания, изготовлен в форме выступа или язычка, который выполнен с возможностью введения в петлю для скрепления первого и второго взаимнозапирающихся элементов друг с другом. Запирающиеся элементы 48 могут относиться к любому из большого разнообразия типов, например, запирающее приспособление может быть механическим, такой как, например, пружинный замок или защелкивающийся разъем, выполненный в точках или вдоль линии, причем последний вариант является аналогичным традиционной застежке-молнии. Кроме того, запирающее приспособление может быть химическим или представлять собой сочетание механических и химических элементов, таким образом, как, например, как запирающее приспособление на основе поверхностного трения или поверхностной адгезии между обращенными наружу поверхностями первой части 44 устройства для закрывания и второй части 46 устройства для закрывания. Согласно данному варианту осуществления, запирающиеся элементы выполнены с возможностью механического крепления. Язычок может вставляться в петлю и оставаться в ней до тех пор, пока существует соединение.
Хотя устройство для открывания прикрепляется к упаковочному материалу упаковочного контейнера, оказывается предпочтительным, если язычок и петля могут легко отсоединяться от упаковочного материала таким образом, что потребитель может легко вытягивать петлю поверх язычка. Если устройство для открывания устанавливается на упаковочный материал путем формования, как будет описано далее, форма может иметь локальное охлаждение на запирающихся элементах. Еще одна альтернатива заключается в том, что упаковочный материал имеет локальное покрытие материалом, который вызывает уменьшение адгезии между упаковочным материалом и запирающимися элементами.
Кроме того, как можно видеть на фиг. 14, здесь присутствует линия 50. Она представляет собой вторую линию сгиба 50, функция которой будет описана далее. Эта вторая линия сгиба 50 является параллельной по отношению к линии открывания 20, и можно видеть, что вторая и четвертая части 14, 24 устройства для открывания находятся между линией открывания 20 и второй линией сгиба 50, на первой стороне второй линии сгиба 50. Запирающиеся элементы 48 проходят вдоль второй линии сгиба 50 ко второй стороне второй линии сгиба 50. Вторая часть 14 устройства для открывания и крючок запирающихся элементов 48 находятся друг от друга на расстоянии, которое, по меньшей мере, соответствует расстоянию между линией открывания 20 и второй линией сгиба 50, и крючок и вторая часть 14 устройства для открывания соединяются друг с другом посредством соединительной части 52, прикрепленной к упаковочному контейнеру 100. Соединительная часть 52 имеет фланцы 54 и шарнирную область 56 по направлению к крючку. Еще одна шарнирная область 58 присутствует в том месте, где соединительная часть 52 соединяется со второй частью 14 устройства для открывания. Эта шарнирная область 58 является ориентированной в направлении второй линии сгиба 50.
Фиг. 15 иллюстрирует устройство для открывания согласно седьмому варианту осуществления на упаковочном контейнере 100 (из которого только часть проиллюстрирована на чертеже). Устройство для открывания 10 располагается в верхнем углу упаковочного контейнера, как лучше всего видно на фиг. 8, вблизи верхней поперечной зоны герметизации 36. Поскольку устройство для открывания 10 располагается вокруг края упаковочного контейнера, сгибание устройства для открывания осуществляется вдоль первой линии сгиба 16, т. е. вдоль или в направлении первой линии сгиба 16. Первая часть 12 устройства для открывания располагается на задней (невидимой) поверхности упаковочного контейнера, в то время как вторая часть 14 устройства для открывания располагается на передней поверхности упаковочного контейнера 100. Линия открывания 20 проходит под углом по отношению к первой линии сгиба 16, причем она проходит весь путь к поперечной зоне герметизации 36. Следовательно, при открывании вдоль линии открывания 20 упаковочный контейнер 100 будет открываться поперек одного из своих верхних углов, причем уголок может удаляться. Упаковочный контейнер 100 в открытом состоянии проиллюстрирован на фиг. 16a. Как можно видеть, все элементы выше зубчатого края второй и четвертой частей 14, 24 устройства для открывания удалены, и упаковочный контейнер является готовым к разливу.
Посредством устройства для закрывания 42 упаковочный контейнер может повторно закрываться. Первая стадия в целях повторного закрывания представляет собой сгибание остальных частей устройства для открывания 10, т. е. второй и четвертой частей 14, 24 устройства для открывания вдоль второй линии сгиба 50, как показывают стрелки r. Вторая часть 14 устройства для открывания будет тогда скрыта внутри сгиба, в то время как четвертая часть 24 устройства для открывания будет видимой на передней поверхности упаковочного контейнера. Вторая и заключительная стадия в целях повторного закрывания представляет собой скрепление запирающихся элементов 48, т. е. в данном случае надевание крючка на язычок. Как видно на чертеже, язычок свободно выступает из четвертого устройства для открывания в направлении вверх на чертеже. Крючок может вытягиваться посредством шарнирной области 56 вверх по направлению к язычку. Состояние повторного закрывания проиллюстрировано на фиг. 16c. Запирающиеся элементы 48 обратимо прикрепляются друг к другу и могут снова разъединяться, если это желательно.
Далее будет описан способ изготовления упаковочного контейнера, имеющего устройство для открывания.
Первая стадия данного способа представляет собой изготовление упаковочного материала. Упаковочный материал, как правило, включает объемный слой, который на первой стороне имеет полимерный слой. Объемный слой может представлять собой бумажный или картонный слой. Объемный слой предназначается, чтобы вносить наибольший вклад в жесткость при изгибе многослойного материала. Бумага или картон, которые используются согласно настоящему изобретению, имеют поверхностную плотность, составляющую, как правило, от 50 до 250 г/м2, в частности, 60 до 220 г/м2, в зависимости от требований для упаковочных контейнеров различных типов. Поверхностная плотность картона измеряется в соответствии со стандартом ISO 536. Поверхностная плотность представляет собой массу в расчете на единицу площади и измеряется в граммах на квадратный метр. Бумага или картон имеет толщину, которая составляет, как правило, от 80 до 300 мкм, в частности, от 90 до 290 мкм или от 80 до 660 мкм, и выбирается соответствующим образом, чтобы получалась желательная жесткость, подходящая для типа упаковочного контейнера и заданного пищевого продукта. Толщина объемного слоя может измеряться методом микроскопии. Однако предусматривается также, что объемный слой упаковочного материала, в качестве альтернативы, представляет собой полиолефиновый объемный слой, который составляют, например, полиэтилен, полипропилен или сополимеры этилена или пропилена, такие как, например, сополимеры этилена и пропилена, этилена и бутена, этилена и гексена, этилена и алкил(мет)акрилата или этилена и винилацетата, или может присутствовать объемный слой на основе полиэтилентерефталата (PET).
Полимерный слой представляет собой декоративный слой, из которого образуется наружная сторона наполненного и герметизированного упаковочного контейнера. Сторона объемного слоя, изготовленного, например, из бумаги или картона, которая предназначается в качестве наружной стороны закрытого и герметизированного упаковочного контейнера, может содержать печатное изображение, покрытое декоративным слоем. Декоративный слой представляет собой термосваривающийся полиолефиновый слой, обращенный к окружающей среде получаемого в результате упаковочного контейнера. Подходящие полиолефины представляют собой полиэтилен низкой плотности тип которого, выбирается из группы, которую составляют полиэтилен низкой плотности (LDPE), линейный полиэтилен низкой плотности (LLDPE), полиэтилен очень низкой плотности (VLDPE), полиэтилен сверхнизкой плотности (ULDPE) или полученный с помощью металлоценового катализатора линейный полиэтилен низкой плотности (mLLDPE), а также смеси двух или более данных полимеров, необязательно других полиолефинов, таких как полиэтилен высокой плотности (HDPE), полипропилен или сополимеры или терполимеры пропилена, которые являются пригодными для использования в качестве слоя, обращенного к окружающей среде. Декоративный слой обеспечивает дополнительную защиту и устойчивость упаковочного контейнера.
Кроме того, упаковочный материал включает внутренний термосваривающийся слой из термосваривающегося полиолефинового полимера, который наносится в качестве слоя, предназначенного для обращения во внутреннее пространство упаковочного контейнера, т. е. для непосредственного контакта с пищевыми продуктами.
Термосваривающийся слой, используемый в качестве внутреннего слоя, может представлять собой полимер на основе полиэтилена низкой плотности соответствующего типа, выбранный из группы, которую составляют LDPE, LLDPE, VLDPE, ULDPE или mLLDPE, а также смеси двух или более данных полимеров. В зависимости от типа упаковочных контейнеров, изготавливаемых из упаковочного материала, также могут быть предусмотрены термосваривающиеся внутренние слои на основе полиэтилена высокой плотности, полипропилена или сополимеров или терполимеров пропилена.
Кроме того, упаковочный материал может включать непроницаемый слой, такой как кислородонепроницаемый слой, в качестве которого присутствует, например, алюминиевая фольга, а также подходящие адгезионные слои в целях повышения адгезии между слоями. Непроницаемый слой помещается с помощью ламинатного слоя на сторону, противоположную по отношению к объемному слою, и содержит связующее вещество на стороне, противоположной по отношению к ламинатному слою. Это связующее вещество зависит от типа объемного слоя и непроницаемого слоя, и его могут выбирать специалисты в данной области техники.
Один примерный упаковочный материал включает декоративный слой, на одной стороне которого располагается картонный слой, причем указанный картонный слой на стороне, противоположной по отношению к декоративному слою, имеет ламинатный слой, причем указанный ламинатный слой на стороне, противоположной по отношению к картонному слою имеет кислородонепроницаемый слой, причем указанный кислородонепроницаемый слой на стороне, противоположной по отношению к ламинатному слою, имеет связующий слой, причем указанный связующий слой на стороне, противоположной по отношению к кислородонепроницаемому слою, имеет термосваривающийся слой.
Многослойные упаковочные материалы могут изготавливаться разнообразными способами, обеспечивающими ламинирование слоев друг с другом, такое как экструзионное ламинирование, ламинирование с применением сухого связующего вещества, термокомпрессионное ламинирование, а также могут содержать покрытия, нанесенные разнообразными способами. Хотя для достижения преимуществ конкретная технология ламинирования не имеет решающего значения, считается, что когда осуществляется, в частности, экструзионное ламинирование, производятся подходящие многослойные упаковочные материалы, в частности, упаковки на основе картона, используемые для пищевых продуктов, таких как жидкие и полужидкие пищевые продукты.
Термин «термоуплотнение», который используется выше, означает процесс уплотнения термопластических материалов друг с другом. Таким образом, термосваривающийся материал должен иметь способность обеспечения герметизации, когда с ним приводится в контакт другой подходящий термопластический материал в соответствующих условиях, в которых, например, применяется достаточное нагревание. Подходящее нагревание может осуществляться посредством индукционного нагревания или ультразвукового нагревания или другими способами нагревания.
Вторая стадия способа изготовления заключается в том, что осуществляется формование устройства для открывания на первой стороне упаковочного материала. Как описывается выше по отношению к разнообразным вариантам осуществления, указанное устройство для открывания включает, по меньшей мере, первую часть 12 устройства для открывания и вторую часть 14 устройства для открывания. Первая часть 12 устройства для открывания располагается на первой стороне линии сгиба 16 упаковочного контейнера, и вторая часть 14 устройства для открывания располагается на второй стороне линии сгиба. Стадия формования включает этапы, на которых осуществляется помещение, на первой стороне упаковочного материала, первой полуформы, включающей, по меньшей мере, первую полость формы, помещение второй полуформы на другой стороне упаковочного материала, которая является противоположной по отношению к первой полуформе, введение расплавленной пластмассы в первую полость формы и удаление первой и второй полуформ. Материал устройства для открывания является подходящим для термопластического формования, Более конкретно, в случае инжекционного формования может использоваться полиэтилен, полипропилен или другой пластический полимер, подходящий для инжекционного формования, например, полиэтилентерефталат. Первая сторона упаковочного материала представляет собой сторону, которая превращается в наружную сторону упаковочного контейнера, причем первая сторона содержит декоративный слой. За счет теплоты плавления устройство для открывания будет прикрепляться или привариваться к наружному декоративному слою упаковочного материала.
Первая часть формы или полуформа, как описывается выше, имеет, по меньшей мере, одну полость формы. Первая полуформа может включать несколько полостей в зависимости от устройства для открывания. Например, согласно варианту осуществления, который проиллюстрирован на фиг. 4, одна полость формы является достаточной, в то время как, согласно варианту осуществления, который проиллюстрирован на фиг. 1, оказываются подходящий две полости формы, по одной на каждую отдельную часть устройства для открывания. Например, согласно варианту осуществления, который проиллюстрирован на фиг. 3, могут потребоваться четыре полости формы, поскольку присутствуют четыре отдельные части устройства. Втора часть формы или полуформа предпочтительно является плоской и представляет собой опору для упаковочного материала таким образом, чтобы он не разрывался под действием давления в процессе формования. Полуформы располагаются в точном соответствии на противоположных сторонах упаковочного материала, и расплав вводится, по меньшей мере, в одном положении в первую полость формы. Если существуют несколько полостей формы, то могут использоваться несколько точек введения. В процессе инжекционного формования скорость потока является практически постоянной, и количество введенной пластмассы соответствует объему полости формы. Оптимальная скорость потока может изменяться в зависимости от конструкции устройства для открывания, свойств упаковочного материала, свойств используемой пластмассы и других условий. Тем не менее, согласно используемому в настоящее время варианту осуществления, продолжительность цикла составляет менее чем приблизительно 300 миллисекунд (мс) т. е. приблизительно три устройства для открывания в секунду могут изготавливаться с применением одной формы. Являются допустимыми продолжительности цикла, составляющие от 250 до 1000 мс, включая индексацию упаковочного материала.
Размеры устройства для открывания могут оптимизироваться для достижения лишь надлежащего открывания упаковочного контейнера, и может предотвращаться любое избыточное использование материала. Таким образом, требуется лишь относительно малое количество пластмассы (по сравнению с известными устройствами для открывания). Это представляет собой полезный эффект, заключающийся в том, что уменьшается время, требуемое для введения материала, и еще один полезный эффект заключается в том, что форма не должна закрываться на продолжительное время, потому что пластмасса начинает застывать (или затвердевать) немедленно. Небольшое количество пластмассы гарантирует, что даже если начинает затвердевать только поверхностный слой, его затвердевание будет достаточным для сохранения формы устройства для открывания до момента полного затвердевания, и это, в свою очередь, означает, что форма может открываться, как правило, немедленно после того, как завершается введение материала. Наружный оболочечный слой расплавленной пластмассы будет затвердевать немедленно после того, как с ним вступают в контакт стенки полости формы или наружный слой упаковочного материала. В случае несложных конструкций это гарантирует, что форма может открываться немедленно после того, как она наполняется. В случае более сложных конструкций, например, конструкций, включающих крутые края или четкие ребра, для затвердевания пластмассы может потребоваться более продолжительное время, таким образом, чтобы пластмасса могла затвердевать от оболочки по направлению внутрь до того, как открывается форма. В данном контексте следует понимать, что пластмасса будет подвергаться усадке (по направлению снаружи внутрь) по мере своего затвердевания, и в традиционном процессе инжекционного формования, как известно, введение пластмассы продолжается и в течение ее затвердевания, таким образом, что конечная деталь представляет собой воспроизведение полости формы. Кроме того, может оказаться важным понимание того, что чем более продолжительным является время закрытия формы, тем большее количество тепла будет передаваться от расплава к форме. В результате этого возникает необходимость в установке охлаждающих приспособлений, таких как каналы, по которым через полуформы перемещается текучая среда. Согласно настоящему изобретению, такие приспособления могут оказываться необязательными вследствие характерно малой продолжительности циклов.
Хотя здесь отсутствует чертеж формы или полости формы, специалист в данной области техники понимает, что конфигурация полости формы должна соответствовать конфигурации изготавливаемого устройства для открывания (или, скорее, наоборот), и, поскольку настоящее изобретение не относится к изготовлению форм полостей, этот вопрос далее не будет рассматриваться. Кроме того, инжекционное формование представляет собой хорошо разработанную технологию, в том числе и для некоторых из предлагаемых материалов, включая PE, PP и PET. Таким образом, описание процесса инжекционного формования или его отличительных особенностей не считается необходимым для специалиста в данной области техники в целях применения настоящего изобретения и, таким образом, не приводится.
После формования упаковочный материал включает устройство для открывания, и наступает время превращения упаковочного материала в упаковочные контейнеры. Упаковочный материал превращается в трубку посредством нахлесточного уплотнения его продольных краев. Упаковочный материал загружается в упаковочную машину в форме непрерывного полотна, из которого будет изготовлено множество упаковочных контейнеров, или упаковочный материал загружается в упаковочную машину в форме заготовок. В последнем случае имеющая форму рукава трубка изготавливается из каждой заготовки.
На следующих стадиях осуществляются наполнение и герметизация. В случае упаковочного материала в виде заготовок имеющая форму рукава трубка на одном конце уплотняется вдоль поперечной зоны герметизации, и в результате этого она может наполняться жидким или полужидким пищевым продуктом. Оставшийся открытым конец затем уплотняется вдоль поперечной зоны герметизации.
В случае использующей полотно упаковочной машины, такой как, например, упаковочная машина типа Tetra Fino® Aseptic, трубка в непрерывном режиме наполняется и герметизируется вдоль поперечных разделенных равными интервалами зон герметизации, и образуются подушкообразные упаковочные контейнеры. В этом случае способ дополнительно включает стадию отделения упаковочных контейнеров от трубки посредством надрезов в зонах герметизации.
Каждый поперечный шов изготавливается таким образом, что упаковочный материал сгибается по отношению к линии сгиба 16 в зонах герметизации 36. Кроме того, положение устройств для открывания по отношению к устройствам для поперечной индукционной сварки регулируется таким образом, что устройство для открывания располагается на каждой упаковке предпочтительно в одном углу конечного упаковочного контейнера; см. фиг. 2 и 8. Такое положение упрощает выливание содержимого из упаковочного контейнера.
Для специалиста в данной области техники является очевидным, что в процессе технологического развития основная идея может осуществляться разнообразными способами. Таким образом, настоящее изобретение и его варианты осуществления не ограничиваются примерами, которые описываются выше; напротив, возможны изменения в пределах объема формулы изобретения.
Например, согласно проиллюстрированному на фиг. 6 варианту осуществления, присутствуют перемычки 26, 28, которые пересекают линию открывания 20, но отсутствуют перемычки, которые пересекают первую линию сгиба 16. В качестве альтернативы, перемычки 26, 28, которые пересекают линию открывания 20, могут отсутствовать, но могут дополнительно присутствовать перемычки 30, 32 согласно варианту осуществления, проиллюстрированному на фиг. 4.
Согласно вариантам осуществления, были представлены несколько примерных конструкций язычковых секций, однако следует понимать, что язычковые секции может быть сконструированы многочисленными способами в зависимости от типа упаковки, которая снабжается устройством для открывания, и количества полимерного материала, которое может быть выделено на устройство для открывания и составляет, как правило, от 0,1 до 1 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОТКРЫВНОЕ УСТРОЙСТВО, СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОГО ОТКРЫВНОГО УСТРОЙСТВА И УПАКОВОЧНЫЙ МАТЕРИАЛ ДЛЯ ИСПОЛЬЗОВАНИЯ В ТАКОМ СПОСОБЕ | 2014 |
|
RU2669275C2 |
| СПОСОБ УПАКОВЫВАНИЯ И МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕСТКОЙ СИГАРЕТНОЙ ПАЧКИ С ОТКИДНЫМ ОТКРЫВАНИЕМ | 2012 |
|
RU2596036C2 |
| ЗАГОТОВКА УПАКОВОЧНОГО МАТЕРИАЛА И СПОСОБ ЕЕ ОБРАЗОВАНИЯ | 2014 |
|
RU2669866C2 |
| УПАКОВКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2320522C2 |
| ЖЕСТКАЯ С ОТКИДНЫМ ОТКРЫВАНИЕМ ПАЧКА СИГАРЕТ | 2008 |
|
RU2475433C2 |
| СПОСОБ УПАКОВЫВАНИЯ И УПАКОВОЧНАЯ МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ОТКРЫВАЕМЫХ СДВИГОМ ПАЧЕК ТАБАЧНЫХ ИЗДЕЛИЙ С ШАРНИРНОЙ КРЫШКОЙ | 2013 |
|
RU2636968C2 |
| УПАКОВКА, СОДЕРЖАЩАЯ ОБЕРТКУ С ПОВТОРНО ЗАКРЫВАЕМЫМ ОТВЕРСТИЕМ ДЛЯ ИЗВЛЕЧЕНИЯ, СООТВЕТСТВУЮЩИЙ СПОСОБ УПАКОВКИ И МАШИНА | 2011 |
|
RU2533678C2 |
| УПАКОВОЧНЫЙ БЛОК И СПОСОБ ЕГО ОТКРЫВАНИЯ | 2011 |
|
RU2589657C2 |
| ОТКРЫВАЮЩЕЕ УСТРОЙСТВО, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И УПАКОВОЧНЫЙ КОНТЕЙНЕР, СНАБЖЕННЫЙ УПОМЯНУТЫМ ОТКРЫВАЮЩИМ УСТРОЙСТВОМ | 2010 |
|
RU2556510C2 |
| УПАКОВКА СИГАРЕТ | 2008 |
|
RU2443613C2 |

Изобретение предлагает устройство для открывания на упаковочном контейнере для жидкого или полужидкого пищевого продукта. Упаковочный контейнер имеет линию сгиба и линию открывания, которые пересекаются в точке пересечения, и в результате этого линия открывания разделяется на первую часть линии открывания и вторую часть линии открывания. Устройство для открывания включает первую часть устройства для открывания и вторую часть устройства для открывания, причем первая часть устройства для открывания имеет край открывания, который по меньшей мере частично ориентируется вдоль первой части линии открывания и располагается на первой стороне линии открывания. Вторая часть устройства для открывания имеет край открывания, который по меньшей мере частично ориентируется вдоль второй части линии открывания и располагается на второй стороне линии открывания. Устройство для открывания включает устройство для закрывания. Настоящее изобретение также включает упаковочный контейнер, имеющий устройство для открывания, и способ изготовления указанного упаковочного контейнера. 3 н. и 9 з.п. ф-лы, 18 ил.
1. Устройство (10) для открывания на упаковочном контейнере (100) для жидкого или полужидкого пищевого продукта, причем указанный упаковочный контейнер (100) имеет первую линию (16) сгиба и линию (20) открывания, причем указанные линия (16) сгиба и линия (20) открывания пересекаются в точке пересечения, указанная точка пересечения разделяет линию открывания на первую часть (20a) линии открывания и вторую часть (20b) линии открывания, причем данное устройство (10) для открывания включает первую часть (12) устройства для открывания и вторую часть (14) устройства для открывания, причем:
первая часть (12) устройства для открывания имеет край (12a) открывания, который по меньшей мере частично ориентирован вдоль первой части (20a) линии открывания и расположен на первой стороне линии (20) открывания,
вторая часть (14) устройства для открывания имеет край (14a) открывания, который по меньшей мере частично ориентирован вдоль второй части (20b) линии открывания и расположен на второй стороне линии (20) открывания, таким образом, что потребитель может сгибать устройство (10) для открывания вдоль первой линии (16) сгиба, заставляя края (12a, 14a) открывания первой и второй частей (12, 14) воздействовать друг на друга, чтобы упрощался разрыв упаковочного материала вдоль линии (20) открывания;
причем данное устройство для открывания изготовлено из полимерного материала, и устройство для открывания устанавливается методом инжекционного формования на упаковочный контейнер перед изготовлением упаковочного контейнера.
2. Устройство для открывания по п. 1, в котором первая часть (20a) линии открывания расположена таким образом, что с ней практически совпадает вторая часть (20b) линии открывания, когда устройство (10) для открывания сгибается вдоль первой линии (16) сгиба.
3. Устройство для открывания по п. 1 или 2, в котором каждая из первой и второй частей (20a, 20b) линии открывания расположена под углом (α) по отношению к первой линии (16) сгиба.
4. Устройство для открывания по любому из предшествующих пунктов, в котором вторая часть (20b) линии открывания представляет собой зеркальное отображение первой части (20a) линии открывания по отношению к первой линии (16) сгиба.
5. Устройство для открывания по любому из предшествующих пунктов, в котором
первая часть (12) устройства для открывания имеет край (12b) сгиба, который по меньшей мере частично ориентируется вдоль первой линии (16) сгиба и располагается на первой стороне линии сгиба и в котором
вторая часть (14) устройства для открывания имеет край (14b) сгиба, который по меньшей мере частично ориентируется вдоль первой линии (16) сгиба, расположенный на второй стороне линии сгиба.
6. Устройство для открывания по п. 5, в котором каждый из краев (12b, 14b) сгиба располагается на первом расстоянии от первой линии (16) сгиба, что обеспечивает сгибание устройства (10) для открывания вдоль первой линии (16) сгиба.
7. Устройство для открывания по любому из предшествующих пунктов, в котором каждый из краев (12a, 14a) открывания располагается на втором расстоянии от линии открывания (20) так, что между ними образуется открывающаяся щель, когда устройство (10) для открывания сгибается вдоль первой линии (16) сгиба.
8. Устройство для открывания по любому из предшествующих пунктов, в котором первая часть (12) устройства для открывания включает язычковую секцию (34), и/или вторая часть (14) устройства для открывания включает язычковую секцию (34).
9. Способ изготовления упаковочного контейнера с устройством для открывания, причем указанный способ включает следующие стадии:
изготовление упаковочного материала, включающего объемный слой, который на первой стороне имеет полимерный слой,
формование устройства для открывания на первой стороне упаковочного материала, причем указанное устройство для открывания включает первую часть (12) устройства для открывания и вторую часть (14) устройства для открывания, причем первая часть (12) устройства для открывания располагается на первой стороне первой линии (16) сгиба упаковочного контейнера, и вторая часть (14) устройства для открывания располагается на второй стороне линии сгиба, и в результате этого получается упаковочный материал, включающий устройство для открывания,
сворачивание упаковочного материала в трубку посредством уплотнения его перекрывающихся продольных краев,
наполнение трубки жидким или полужидким пищевым продуктом,
уплотнение трубки вдоль поперечных зон (36) герметизации и изготовление подушкообразного упаковочного контейнера, причем указанное уплотнение осуществляется таким образом, что упаковочный материал сгибается по отношению к первой линии (16) сгиба в зонах (36) герметизации, и таким образом, что устройство для открывания располагается в одном углу упаковочного контейнера.
10. Способ по п. 9, в котором стадия формования включает следующие стадии:
помещение, на первой стороне упаковочного материала, первой полуформы, включающей по меньшей мере первую полость формы,
помещение, на другой стороне упаковочного материала, второй полуформы, которая является противоположной по отношению к первой полуформе,
введение расплавленной пластмассы в первую полость формы, и
удаление первой и второй полуформ.
11. Способ по п. 9 или 10, в котором упаковочный материал представляет собой полотно для изготовления более чем одного упаковочного контейнера, стадия уплотнения включает уплотнение трубки вдоль поперечных взаимно разделенных зон герметизации для изготовления подушкообразных упаковочных контейнеров, причем данный способ дополнительно включает стадию отделения упаковочных контейнеров от трубки посредством надрезов в зонах герметизации.
12. Упаковочный контейнер для жидкого или полужидкого пищевого продукта, причем указанный упаковочный контейнер:
изготовлен из продольной трубки упаковочного материала, которая герметизирована на концах посредством первой и второй поперечных зон (36) герметизации для образования подушкообразной формы,
имеет первую линию (16) сгиба и линию (20) открывания, причем указанные первая линия (16) сгиба и линия (20) открывания пересекаются в точке пересечения, и указанная точка пересечения разделяет линию открывания на первую часть (20a) линии открывания и вторую часть (20b) линии открывания, и
имеет устройство для открывания, включающее первую часть (12) устройства для открывания и вторую часть (14) устройства для открывания, причем первая часть (12) устройства для открывания имеет край (12a) открывания, который по меньшей мере частично ориентирован вдоль первой части (20a) линии открывания и расположен на первой стороне линии (20) открывания, вторая часть (14) устройства для открывания имеет край (14a) открывания, который по меньшей мере частично ориентирован вдоль второй части (20b) линии открывания, расположенной на второй стороне линии (20) открывания, таким образом, что потребитель может сгибать устройство (10) для открывания вдоль первой линии (16) сгиба и заставлять края (12a, 14a) открывания первой и второй частей (12, 14) устройства для открывания воздействовать друг на друга, чтобы упрощался разрыв упаковочного материала вдоль линии (20) открывания;
причем данное устройство для открывания изготовлено из полимерного материала, и устройство для открывания устанавливается методом инжекционного формования на упаковочный контейнер перед изготовлением упаковочного контейнера.
| ЗУБЧАТОЕ КОЛЕСО | 2015 |
|
RU2609520C1 |
| US 5552202 A, 03.09.1996 | |||
| ГИБКАЯ УПАКОВКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2330797C2 |
| US 2008285896 A1, 20.11.2008. | |||

