Изобретение относится к области электрохимической обработки поверхностей изделий из сплавов металлов вентильной группы в растворах электролитов, в частности к электрохимическому оксидированию, наиболее распространенными разновидностями которого являются анодирование и микродуговое оксидирование, и может применяться в машиностроении и других отраслях промышленности.
К металлам вентильной группы относят алюминий, титан, магний, цирконий и некоторые другие металлы, на которых образуются естественные оксидные пленки с униполярной (односторонней) проводимостью.
При анодировании и микродуговом оксидировании создаются условия для интенсивного окисления металлов вентильной группы выделяющимся из растворов кислородом. Это способствует многократному увеличению толщины оксидных пленок, которые преобразуются в функциональные покрытия с высокими эксплуатационными свойствами.
Традиционные технологии анодирования и микродугового оксидирования реализуются в специальных электрохимических ваннах, которые должны отвечать ряду требований. Ванны должны изготавливаться из химически нейтральных по отношению к раствору материалов (например, коррозионностойких сталей), вмещать достаточный объем растворов (на порядки превышающий объем оксидируемых изделий), быть оборудованными системами перемешивания и охлаждения растворов. Ванны имеют высокую стоимость, требуют технического обслуживания, занимают производственную площадь. Вместе с тем, ванны в обязательном порядке должны использоваться в комплексе с системами воздушной вентиляции и электробезопасности для предотвращения попадания вредных и опасных испарений в органы дыхания людей и поражения их электрическим током. Поэтому для производственной практики представляют интерес безопасные способы электрохимического оксидирования изделий из сплавов вентильных металлов без применения электрохимических ванн.
Следует отметить, что традиционные технологии анодирования и микродугового оксидирования реализуются при перемешивании растворов механическими или пневматическими мешалками (миксерами). Такое перемешивание обеспечивает хорошее омывание растворами наружных поверхностей изделий, но не может обеспечить приемлемого омывания их внутренних поверхностей. Поэтому вблизи внутренних поверхностей растворы, плохо обновляясь, обедняются и нагреваются. Это одновременно является причиной замедленного окисления вентильных металлов на внутренних поверхностях изделий и ускоренного растворения образующихся оксидов растворами. Вследствие этого, на внутренних поверхностях изделий формируются неравномерные оксидные покрытия с низкими значениями толщины и эксплуатационных свойств.
Для обработки изделий с прямыми неглубокими глухими и сквозными отверстиями существует несколько способов анодирования и микродугового оксидирования, обеспечивающих получение на поверхностях отверстий оксидных покрытий, по толщине, равномерности и эксплуатационным свойствам близких, к оксидным покрытиям на наружных поверхностях. Данные способы основаны на использовании жиклеров и распылителей, располагаемых внутри отверстий и одновременно являющихся противоэлектродами по отношению к изделиям. Но для обработки глубоких сквозных отверстий с прямыми и криволинейными осями данные способы никоим образом не подходят. Сведения об иных способах получения равномерных покрытий на поверхностях глубоких сквозных отверстий с прямыми и криволинейными осями в источниках научной и патентной информации отсутствуют. Однако, разработка таких способов необходима для более широкого применения сплавов вентильных металлов в различных энергетических системах, системах подачи топлива, транспортирования агрессивных жидких и газовых сред, суспензий и т.п.
В связи с изложенным предлагается изобретение, направленное на получение электрохимическим оксидированием равномерных оксидных покрытий на поверхностях глубоких сквозных отверстий с прямыми и криволинейными осями в изделиях из сплавов вентильных металлов без применения электрохимических ванн.
Из источников патентной информации известны способы получения покрытий на деталях из алюминиевых сплавов анодированием в электрохимических ваннах с кислыми растворами электролитов [Патент RU 2354759. Способ получения покрытий / Чуфистов О.Е., Демин С.Б., Чуфистов Е.А., Борисков Д.Е., Холудинцев П.А. – Бюлл. №13 от 10.05.2009] и микродуговым оксидированием в электрохимических ваннах с щелочными растворами электролитов [Патент RU № 2136788. Способ получения покрытий / Атрощенко Э.С., Чуфистов О.Е., Казанцев И.А., Дурнев В.А. – Бюл. № 25 от 10.09.1999]. Однако данные способы реализуются в электрохимических ваннах и не позволяют получать покрытия с высокими значениями толщины и эксплуатационных свойств даже на поверхностях прямых неглубоких отверстий изделий, а также обеспечивать равномерность данных значений по всем поверхностям отверстий. Причем, чем больше размеры отверстий в осевых направлениях и чем меньше их размеры в поперечных сечениях, тем меньше толщина и физико-механические свойства покрытий в средних зонах отверстий. Например, при обработке изделий с прямыми сквозными отверстиями диаметром до 50 мм и длиной более 100 мм толщина покрытий на стенках отверстий в их средних зонах не превышает 5…10 % от толщины покрытий на стенках отверстий вблизи наружных поверхностей изделий. Поэтому для обработки поверхностей глубоких сквозных отверстий с прямыми и криволинейными осями данные способы не подходят.
Также известны способы получения покрытий на деталях из алюминиевых сплавов, включающие микродуговое оксидирование в электрохимических ваннах с щелочными растворами электролитов при подаче на оксидируемые поверхности охлажденного кислорода через распылители и жиклеры, являющиеся по отношению к деталям противоэлектродами [Патент RU 2339745. Способ получения покрытий / Чуфистов О.Е., Демин С.Б., Чуфистов Е.А. – Бюл.33 от 27.11.2008; Патент RU 2354758. Способ получения покрытий / Чуфистов О.Е., Борисков Д.Е., Чуфистов Е.А. – Бюл.13 от 10.05.2009]. Подача охлажденного кислорода через противоэлектроды за счет повышения напряженности электрического поля, улучшения перемешивания и охлаждения раствора, обогащения его кислородом обеспечивает повышение производительности оксидирования, а также увеличение толщины, повышение физико-механических свойств и равномерности покрытий на наружных поверхностях деталей их отверстий. Однако данные способы реализуются в электрохимических ваннах, отличаются высокой технологической сложностью, требуют использования дополнительного оборудования и специального инструментария для подачи охлажденного кислорода. Вместе с тем, данные способы пригодны только для обработки изделий с прямыми сквозными неглубокими отверстиями диаметром 20…100 мм и глубиной до 200 мм. При обработке изделий с отверстиями с прямыми осями глубиной более 200 мм или с изделий отверстиями с искривленными осями из-за повышения технологической сложности реализация данных способов становится весьма затруднительной, но, несмотря на это, не дает нужного положительного эффекта. Например, при обработке изделий с прямыми сквозными отверстиями диаметром 30…50 мм и длиной 500…600 мм толщина покрытий на стенках отверстий в их средних зонах не превышает 55…65% от толщины покрытий на стенках отверстий вблизи наружных поверхностей изделий. Поэтому для обработки поверхностей глубоких сквозных отверстий с прямыми и криволинейными осями данные способы также не подходят.
Также известен способ получения покрытий на поверхностях глухих отверстий деталей из алюминиевых сплавов, включающий электрохимическое оксидирование в электрохимических ваннах с кислыми или щелочными растворами, которые закачиваются и откачиваются из отверстий через жиклеры, являющиеся по отношению к деталям противоэлектродами [Патент RU 2471895. Способ получения покрытий на поверхностях глухих отверстий деталей из алюминиевых сплавов. Чуфистов О.Е., Артемов И.И., Чуфистов Е.А., Агапова Т.А., Гусенков Е.В. – Бюл. №1 от 10.01.2013]. Откачивание и закачивание способствует обновлению растворов внутри отверстий, обеспечивает повышение производительности оксидирования, а также увеличение толщины, повышение физико-механических свойств и равномерности покрытий на поверхностях отверстий. При обработке деталей с прямыми глухими отверстиями диаметром до 10 мм и глубиной 20…50 мм толщина покрытий на стенках отверстий в их средних зонах может достигать 95 % от толщины покрытий на наружных поверхностях деталей. Однако данный способ реализуется в электрохимических ваннах и эффективен только при обработке глухих отверстий глубиной до 200 мм. Для обработки глубоких сквозных отверстий с прямыми и криволинейными осями данный способ применять не имеет смысла, поскольку он не дает нужного положительного эффекта. Например, при обработке изделий с прямыми сквозными отверстиями диаметром 30…50 мм и длиной более 200 мм толщина покрытий на стенках отверстий в их средних зонах не превышает 15…20 % от толщины покрытий на стенках отверстий вблизи наружных поверхностей изделий. Поэтому для обработки поверхностей глубоких сквозных отверстий с прямыми и криволинейными осями данный способ также не подходит.
Наиболее близким по технической сущности предлагаемому способу является способ получения покрытий на деталях из сплавов вентильных металлов со сквозными отверстиями, включающий электрохимическое оксидирование в электрохимических ваннах с кислыми или щелочными растворами, которые откачиваются из заглушенных с одной стороны отверстий через жиклеры, являющиеся по отношению к деталям противоэлектродами [Патент RU 2661135. Способ обработки деталей из сплавов металлов вентильной группы со сквозными отверстиями электрохимическим оксидированием. Чуфистов О.Е., Чуфистов Е.А., Вяльмисов В.О.– Бюл. №20 от 20.07.2018]. Откачивание растворов способствует их обновлению внутри отверстий, обеспечивает повышение производительности оксидирования, а также увеличение толщины, повышение физико-механических свойств и равномерности покрытий на поверхностях отверстий. При обработке деталей с прямыми сквозными отверстиями диаметром до 20 мм и глубиной до 50 мм толщина покрытий на стенках отверстий в их средних зонах может достигать 95 % от толщины покрытий на наружных поверхностях деталей. Однако данный способ реализуется в электрохимических ваннах и эффективен только при обработке деталей с прямыми сквозными отверстиями глубиной до 200 мм. Для обработки глубоких сквозных отверстий с прямыми и криволинейными осями данный способ применять не имеет смысла, поскольку он не дает нужного положительного эффекта. Например, при обработке изделий с прямыми сквозными отверстиями диаметром 30…50 мм и длиной более 200 мм толщина покрытий на стенках отверстий в их средних зонах не превышает 18…22 % от толщины покрытий на стенках отверстий вблизи наружных поверхностей изделий. Поэтому для обработки поверхностей глубоких сквозных отверстий с прямыми и криволинейными осями данный способ также не подходит.
Задачей предполагаемого изобретения является разработка простого, надежного, безопасного и экономичного способа получения равномерных оксидных покрытий с высокими эксплуатационными свойствами на поверхностях глубоких сквозных отверстий с прямыми и криволинейными осями диаметром (средним размером поперечного сечения) 10…100 мм и длиной 60…2000 мм в изделиях из сплавов вентильных металлов электрохимическим оксидированием без применения электрохимических ванн.
Технический результат решения поставленной задачи заключается в получении на поверхностях глубоких сквозных отверстий с прямыми или искривленными осями в изделиях из сплавов вентильных металлов оксидных покрытий, у которых значения толщины и эксплуатационных свойств в средних зонах составляют не менее 75 % от значений толщины и эксплуатационных свойств вблизи наружных поверхностей, причем, без применения электрохимических ванн.
Поставленная задача решается в способе получения покрытий на поверхностях глубоких сквозных отверстий с прямыми и искривленными осями в изделиях из сплавов вентильных металлов, включающем электрохимическое оксидирование в кислых или щелочных растворах продолжительностью 30…100 минут при подаче растворов в отверстия, причем, оксидирование осуществляют без применения электрохимических ванн – внутри самих отверстий, устанавливая изделия так, чтобы верхние концы отверстий располагались как можно выше нижних, и переустанавливая изделия, спустя половину времени обработки, так, чтобы концы отверстий менялись местами, с расположением внутри отверстий противоэлектродов в виде гибких тросов из коррозионностойких сталей, на которые по центральным сквозным отверстиям напрессованы инертные по отношению к растворам изоляторы (тела обтекаемой формы из электроизоляционных материалов), при этом форма, размеры и расположение этих изоляторов должны быть такими, чтобы сумма их размеров вдоль тросов была как можно меньше, но полностью исключались контакты изделий и тросов, растворы подают в отверстия с тех концов, которые расположены ниже, при норме расхода растворов 0,5…10,0 л на 1 дм2 площади обрабатываемых поверхностей отверстий, тросы с напрессованными изоляторами через каждые 25% времени оксидирования перемещают по осям отверстий на расстояния, в 1,5…2,0 раза превышающие максимальные размеры изоляторов вдоль осей отверстий, а после оксидирования осуществляют наполнение покрытий, полученных оксидированием на поверхностях отверстий, путем кипячения в отверстиях дистиллированной воды в течение 40…50 минут, заполняя отверстия наполовину и однократно переустанавливая изделия так, чтобы каждый участок поверхностей отверстий контактировал с дистиллированной водой примерно 50% времени кипячения.
Способ реализуется следующим образом. Сначала для оксидирования отверстий определенного типа-размера изготавливают противоэлектрод из гибкого троса из коррозионностойкой стали и химически инертных по отношению к растворам изоляторов (тел обтекаемой формы со сквозными центральными отверстиями из электроизоляционных материалов – например, из пластмассы, оргстекла, силикона и т.п). Трос и изоляторы должны иметь диаметры соответственно на 6…50 мм и 3…15 мм меньше диаметров (средних размеров сечений) отверстий, а общая длина троса должна превосходить длину отверстий на 50…250 мм. Изоляторы напрессовываются на трос таким образом, чтобы число изоляторов было минимальным, но при этом полностью исключалась возможность контактов изделия и троса.
Затем изделие закрепляют так, чтобы верхний конец обрабатываемого отверстия располагался как можно выше нижнего, и с помощью алюминиевого провода в электроизоляционной оплетке подсоединяют изделие к кабелю одного из полюсов источника питания (если оксидирование проводят при постоянном токе, то изделие присоединяют к кабелю положительного полюса).
Потом к нижнему выходу отверстия присоединяют химически стойкий шланг, соединенный с выходом насоса, изготовленного их инертных по отношению к раствору материалов и предназначенного для подачи раствора из резервуара, в котором хранится раствор, в отверстие изделия. К верхнему концу отверстия присоединяют другой химически стойкий шланг, предназначенный для слива раствора в резервуар. С помощью алюминиевого провода в электроизоляционной оплетке, длина которого на 100…500 мм превышает длину шланга, присоединенного к верхнему концу отверстия, противоэлектрод подсоединяют к кабелю свободного полюса источника питания, противоположного по знаку полюсу, к которому ранее подсоединили изделие (если оксидирование проводят при постоянном токе, то противоэлектрод подсоединяют к кабелю отрицательного полюса). Через шланг, присоединенный к верхнему концу отверстия, противоэлектрод с помощью алюминиевого провода в электроизоляционной оплетке вводят (проталкивают) внутрь отверстия в изделии так, чтобы свободный конец противоэлектрода, пройдя отверстие, вышел внутрь шланга, соединяющего отверстие в изделии с выходом насоса. После этого шланг, предназначенный для слива раствора, вместе с выходящим из него проводом в алюминиевой оплетке погружают в резервуар.
Далее для полного исключения возможности контакта между торсом противоэлектрода и изделием с помощью мультиметра или аналогичного прибора проверяют цепь между выходами источника питания и при наличии этого контакта (которого в принципе быть не должно при правильном выборе и соединении троса и изоляторов) производят переустановку противоэлектрода. При отсутствии контакта включают насос, настроенный на определенный расход, и, тем самым, начинают закачивать из резервуара в отверстие изделия раствор, который, протекая через отверстие изделия, через шланг сливается обратно в резервуар. Практически одновременно с включением насоса включают и источник питания, настроенный на определенные значения тока, проходящего по цепи, и плотности тока на поверхности обрабатываемого отверстия в изделии, тем самым, запуская процесс оксидирования.
Спустя 7,5…25 минут, составляющих первую четверть (25%) времени оксидирования, отключают источник питания и насос и смещают противоэлектрод вдоль оси отверстия на расстояние, в 1,5…2,0 раза превышающее максимальный размер изолятора вдоль троса. После этого, снова проверяют цепь между выходами источника питания и при отсутствии контакта между тросом и изделием включают насос и источник питания, тем самым снова запуская процесс оксидирования.
Спустя еще 7,5…25 минут, составляющих вторую четверть (25%) времени оксидирования, отключают источник питания и насос, извлекают из отверстия противоэлектрод, освобождают изделие от креплений и сливают раствор из шлангов и отверстия в изделии в резервуар. Затем изделие отсоединяют от шлангов и закрепляют, меняя концы отверстия местами, так, чтобы конец, который ранее располагался выше, оказался ниже, а конец, который ранее располагался ниже, оказался как выше и при этом находился как можно выше другого конца. После этого к концам отверстия присоединяют шланги, к концу, располагающемуся ниже, – шланг, соединенный с выходом насоса, а к концу, располагающемуся выше, – шланг, предназначенный для слива раствора в резервуар. Далее через шланг, предназначенный для слива раствора в резервуар, противоэлектрод с помощью алюминиевого провода в электроизоляционной оплетке вводят (проталкивают) внутрь отверстия в изделии так, чтобы свободный конец противоэлектрода, пройдя отверстие, вышел внутрь шланга, соединяющего отверстие в изделии с выходом насоса. Затем шланг, предназначенный для слива раствора, вместе с выходящим из него проводом в алюминиевой оплетке погружают в резервуар, проверяют цепь между выходами источника питания и при отсутствии контакта между тросом и изделием включают насос и источник питания, тем самым опять запуская процесс оксидирования.
Спустя еще 7,5…25 минут, составляющих третью четверть (25%) времени оксидирования, отключают источник питания и насос и смещают противоэлектрод вдоль оси отверстия на расстояние, в 1,5…2,0 раза превышающее максимальный размер изолятора вдоль троса. После этого, снова проверяют цепь между выходами источника питания и при отсутствии контакта между тросом и изделием включают насос и источник питания, тем самым последний раз запуская процесс оксидирования.
Спустя еще 7,5…25 минут, составляющих последнюю четверть (25%) времени оксидирования, отключают источник питания и насос, освобождают изделие от креплений и сливают раствор из шлангов и отверстия в изделии в резервуар. После этого, изделие отсоединяют от шлангов, промывают водой и высушивают.
Далее покрытия, полученные оксидированием на поверхности отверстия изделия, подвергают наполнению с помощью кипящей дистиллированной воды.
Если отверстие и изделие имеют небольшие размеры, изделие наполовину погружают в сосуд с кипящей дистиллированной водой так, чтобы верхний конец располагался как можно выше нижнего, закрывают верхний конец заглушкой и выдерживают 20…25 минут. Затем изделие извлекают из сосуда, снимают с него заглушку, переворачивают изделие так, чтобы концы поменялись местами, изделие наполовину погружают в сосуд с кипящей дистиллированной водой так, чтобы верхний конец располагался как можно выше нижнего, закрывают верхний конец заглушкой, выдерживают еще 20…25 минут и высушивают.
Если отверстие и изделие имеют значительные габариты, изделие закрепляют так, чтобы верхний конец располагался как можно выше нижнего, вставляют с нижнего конца в отверстие водонагревательный элемент, закрывают нижний конец отверстия герметичной заглушкой, наполовину заполняют отверстие дистиллированной водой, закрывают верхний конец отверстия заглушкой, доводят дистиллированную воду до кипения и выдерживают 20…25 минут. Затем освобождают изделие от верхней заглушки и креплений, сливают дистиллированную воду во вспомогательный сосуд, снимают вторую заглушку и извлекают водонагревательный элемент. Потом изделие переворачивают и чтобы концы отверстия поменялись местами и закрепляют так, чтобы верхний конец располагался как можно выше нижнего, вставляют с нижнего конца в отверстие водонагревательный элемент, закрывают нижний конец отверстия герметичной заглушкой, наполовину заполняют отверстие дистиллированной водой, закрывают верхний конец отверстия заглушкой, доводят дистиллированную воду до кипения, выдерживают еще 20…25 минут и высушивают.
Основная идея предлагаемого способа заключается в реализации электрохимического оксидирования поверхностей отверстий без электрохимических ванн внутри самих же отверстий с размещением в них специальных гибких противоэлектродов и пропусканием через них по замкнутому циклу реверсивных потоков растворов электролитов, хранящихся в резервуарах, которые находятся вне производственного помещения (например, в подсобном помещении или на открытом воздухе под навесом).
Подача раствора электролита в отверстие изделия, в котором расположен противоэлектрод, и создание разности потенциалов между изделием и тросом противоэлектрода создают условия для интенсивного взаимодействия вентильного металла поверхностей отверстия изделия и кислорода, выделяющегося из раствора, с образованием оксидного покрытия на поверхностях отверстия. При этом раствор в отверстии быстро нагревается джоулевым теплом и изменяет свой химический состав. Однако за счет подачи в отверстие свежего раствора из резервуара через шланги, соединенные с насосом, отработанный раствор вымывается из отверстия и через сливной шланг поступает обратно в резервуар, где охлаждается и восстанавливает свой химический состав. Благодаря этому, при повторной подаче раствора в отверстие интенсивность образования покрытия на стенках отверстия поддерживается на необходимом уровне.
Расположение изделия, при котором один конец обрабатываемого отверстия располагается как можно выше другого, облегчает вымывание через верхний конец отверстия пузырьков водорода, наряду с кислородом выделяющегося из раствора электролита при оксидировании. Однако, если кислород вступает в реакцию окисления с ионами вентильного металла, образуя оксид, то водород, не участвует в протекании реакции окисления и, нарушая взаимодействие раствора и оксидируемой поверхности, замедляет образование оксида.
Ввиду того, что свежий раствор в отверстие подают с конца, расположенного ниже, по мере продвижения к концу, расположенному выше, раствор нагревается и изменяет свой химический состав, поэтому интенсивность образования покрытия заметно снижается, и около верхнего конца отверстия становится сравнительно низкой. Из-за этого толщина покрытия у верхнего конца отверстия оказывается значительно меньше, чем у нижнего конца отверстия. Для нивелирования неравномерности покрытия по всей глубине отверстия производят переустановку изделия, разворачивая его таким образом, чтобы верхний и нижний концы отверстия поменялись местами. Таким образом, после переустановки изделия свежий раствор закачивают через конец отверстия, где толщина покрытия, сформированного до переустановки, была минимальной, а нагретый и изменивший химический состав раствор выходит из отверстия через конец, где толщина покрытия, сформированного до переустановки, была максимальной.
Важно отметить, что за счет движения раствора вдоль оси отверстия обеспечивается примерно одинаковое омывание всех участков его поверхностей. Это позволяет получать равномерные покрытия на поверхностях отверстий с прямыми и криволинейными осями круглого, прямоугольного, шестигранного и иного сечения.
Использование при оксидировании противоэлектрода, расположенного внутри отверстия, позволяет получить в нем необходимую равномерную напряженность электрического поля, которая способствует созданию примерно одинаковых условий электрохимического окисления всех участков поверхностей отверстия. С целью исключения возможности окисления противоэлектрода, его следует изготавливать из инертных по отношению к раствору материалов, к числу которых относится коррозионностойкая сталь. При этом, для того, чтобы противоэлектрод легко проходил отверстие с прямой или криволинейной осью по всей длине, он должен быть податливым, поэтому для изготовления противоэлектрода лучше использовать гибкий трос из нержавеющей стали. Для того, чтобы трос противоэлектрода не контактировал с поверхностью отверстия (такой контакт приводит к короткому замыканию и локальному разрушению контактирующих поверхностей), необходимо использовать изоляторы, которые также следует изготавливать из инертных по отношению к раствору материалов, к числу которых относятся пластмасса, оргстекло, силикон. Для того, чтобы использование изоляторов в меньшей степени нарушало равномерность напряженности электрического поля внутри отверстия и характер омывания его поверхностей раствором, следует использовать изоляторы небольших размеров и обтекаемой формы (шаровидной, тороидальной и т.п.) в минимальном количестве, достаточном для предотвращения контакта троса и поверхностей отверстия.
Какими бы не были форма, размеры и число изоляторов, их использование приводит к снижению равномерности покрытия на поверхности отверстия. На участках поверхности отверстия, рядом с которыми располагаются изоляторы и которые контактируют с изоляторами, покрытие имеет меньшую толщину из-за пониженной напряженности электрического поля и затрудненной циркуляции раствора. Поэтому для нивелирования неравномерности толщины покрытия в процессе оксидирования противоэлектрод необходимо смещать вдоль оси отверстия на расстояние, гарантированно превышающее максимальный размер изолятора вдоль оси отверстия. С учетом того, что минимальное расстояние между изоляторами, как правило, минимум в 3 раза превышает максимальный размер изолятора вдоль оси отверстия, целесообразным представляется смещение противоэдектрода на расстояние, в 1,5…2,0 раза превышающее максимальный размер изолятора вдоль оси отверстия.
С учетом того, что, спустя половину времени оксидирования, обязательно производят переустановку изделия и противоэдектрода внутри отверстия, представляется целесообразным дополнительно смещать противоэлектрод вдоль оси отверстия еще два раза – спустя четверть (25%) времени оксидирования, т.е. в середине временного интервала с начала оксидирования до переустановки изделия и спустя три четверти (75%) времени оксидирования, т.е. в середине временного интервала с начала возобновления оксидирования после переустановки до конца оксидирования. Таким образом, обработка со смещением противоэлектрода в отверстии каждые 25% времени оксидирования будет протекать при четырех разных положениях противоэлектрода в отверстии, что позволит получить на его поверхности покрытие с достаточно равномерной толщиной. Увеличение числа смещений противоэлектрода в процессе оксидирования повысит длительность, трудоемкость и себестоимость обработки, а уменьшение числа смещений противоэлектрода – не позволит обеспечить достаточно равномерную толщину покрытия на поверхностях отверстия.
Расход раствора через отверстие должен выбираться с учетом размеров и конфигурации отверстия и противоэлектрода, а также токовых параметров электрохимического оксидирования, но при этом должен находиться в пределах интервала 0,5…10,0 л/мин на 1 дм2 обрабатываемых поверхностей отверстия. При меньшем расходе раствор между поверхностями отверстия и стержня медленно обновляется, нагревается и меняет свой химический состав, что вызывает замедление формирования покрытия. При большем расходе повышается стоимость обработки без ускорения формирования покрытия. Кроме того, при большем расходе возрастает вероятность размывания формируемого покрытия потоком раствора, которое может привести к снижению толщины и равномерности покрытия.
Наполнение сформированного покрытия на поверхности отверстия изделия кипящей дистиллированной водой и ее паром приводит к тому, что в покрытии малая часть оксида вентильного металла переходит в гидроксид, увеличиваясь в объеме. Это способствует значительному снижению пористости покрытия, повышению его напряжения пробоя и коррозионной стойкости [7].
Дистиллированная вода практически не содержит элементов, способных вступать с покрытием в химические реакции с образованием веществ, снижающих свойства покрытия. Поэтому для наполнения следует использовать именно дистиллированную, а не водопроводную воду.
Наполнение покрытия происходит как под действием на него как кипящей водной среды, так и водяного пара. При этом сочетание наполнения покрытий водной средой и водяным паром дает наилучший эффект. Поэтому при наполнении отверстие изделия целесообразно заполнять дистиллированной водой лишь частично, покрытие на остальной части отверстия будет наполняться паром при условии, что он не будет свободно выходить из отверстия, для этого отверстие при наполнении сверху следует закрывать заглушкой.
Наполнение водой и паром протекает по-разному. Но заполнение отверстия дистиллированной водой наполовину обеспечивает равномерную структуру и свойства покрытия на поверхности отверстия изделия, поскольку для всех участков покрытия создаются примерно одинаковые условия – каждый участок одну половину времени наполняется дистиллированной водой, другую половину времени – ее паром.
Для завершения наполнения достаточно 40…50 минут. При меньшем времени оксид вентильного металла не успевает перейти в гидроксид, ввиду чего не происходит заметного снижения пористости покрытия, повышения его напряжения пробоя и коррозионной стойкости. При большем времени повышается длительность, трудоемкость и себестоимость обработки без дополнительного значимого снижения пористости покрытия, повышения его напряжения пробоя и коррозионной стойкости.
Предлагаемый способ поясняется схемами на фигурах 1-8.
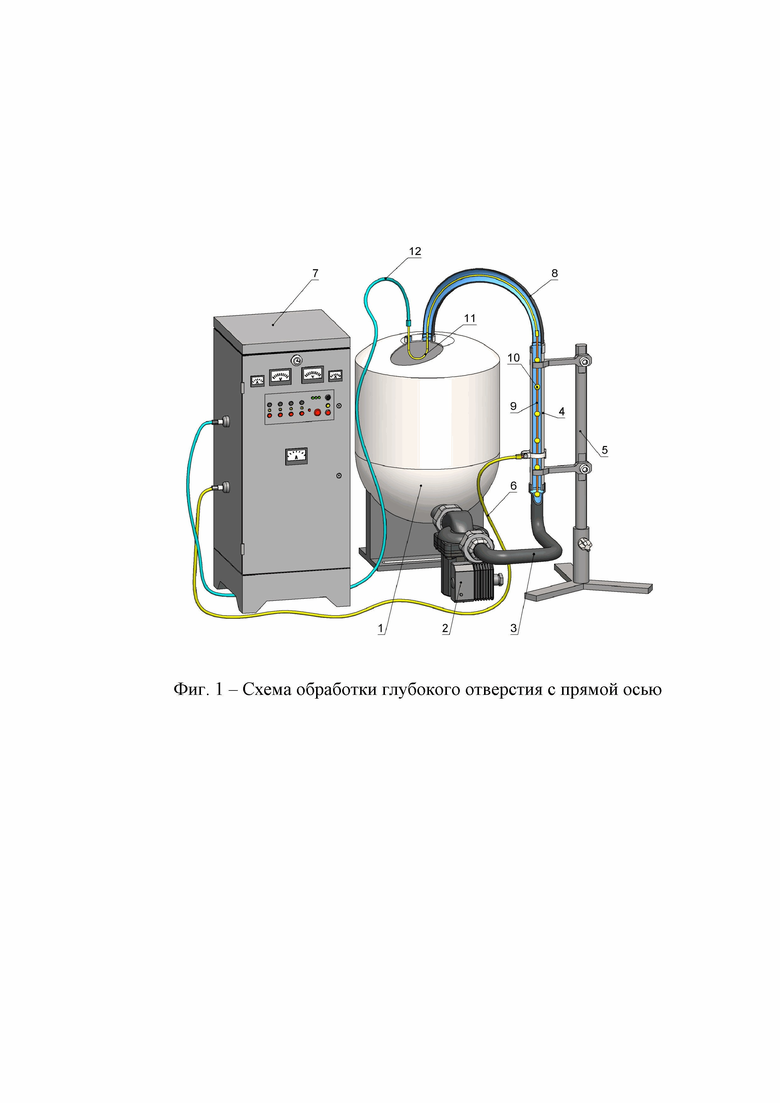
На фигурах 1 и 2 по показана схема оксидирования глубоких сквозных отверстий в изделиях (трубах) соответственно с прямой и искривленной осями. Из резервуара 1 с помощью насоса 2 через шланг 3 раствор подается в отверстие изделия 4, закрепленного на штативе 5 и подсоединенного силовым кабелем 6 к одному выходу источника питания 7, выходя из отверстия изделия, раствор сливается в резервуар через шланг 8, через который в отверстие изделия вставлен противоэлектрод, состоящий из троса 9 и изоляторов 10 и подсоединенный с помощью покрытого изоляционной оплеткой алюминиевого провода 11 и силового кабеля 12 к другому выходу источника питания.
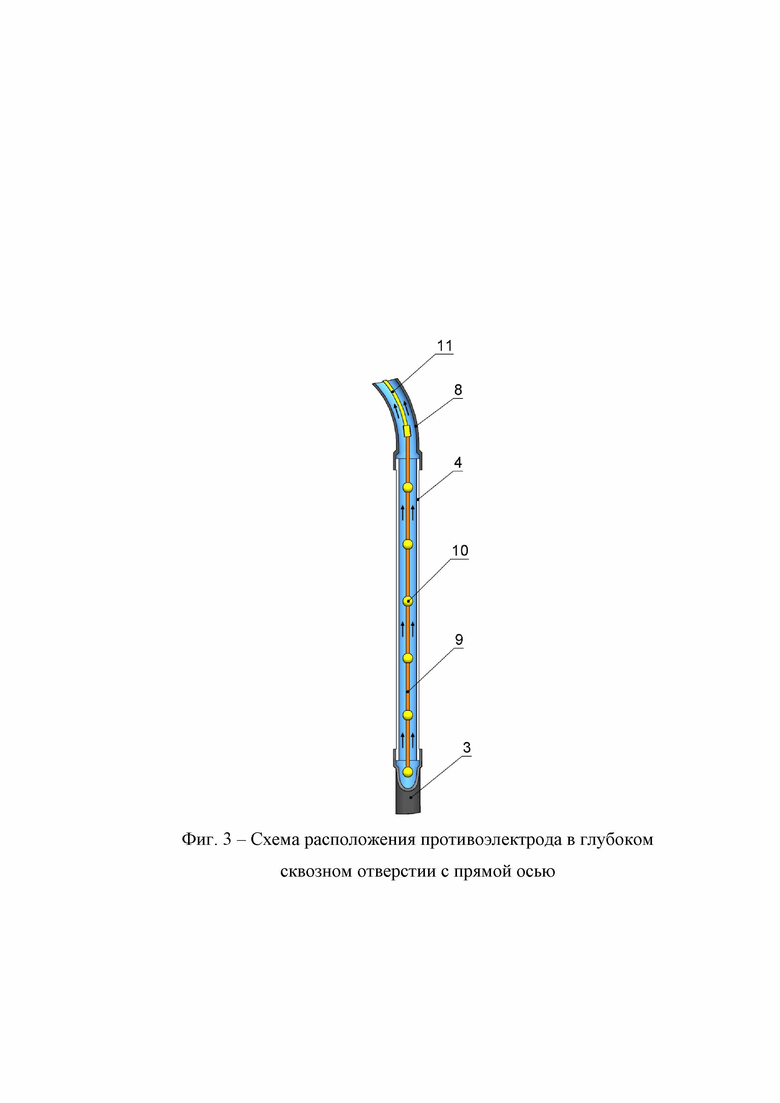
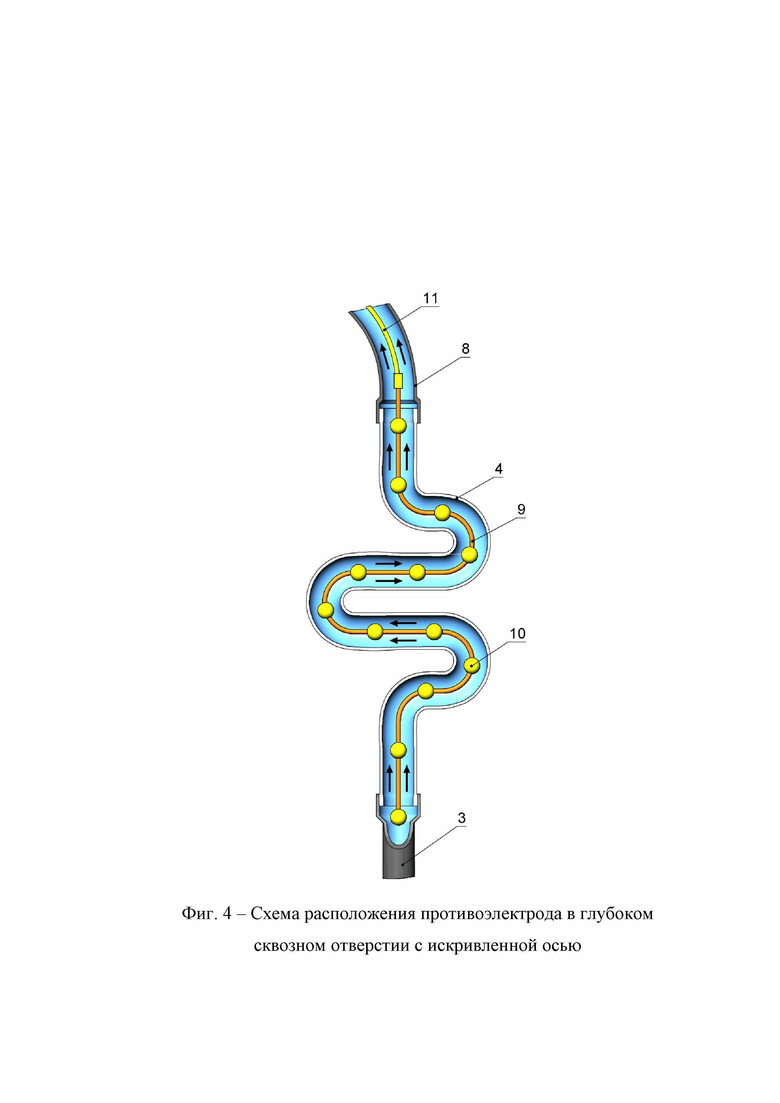
На фигурах 3 и 4 показаны схемы расположения противоэлектродов внутри отверстий в изделиях (трубах) соответственно с прямой и искривленной осями. Внутри шланга 3, отверстия в изделии 4 и шланга 8 находится противоэлектрод, состоящий из троса 9 и изоляторов 10 и находящийся в контакте с покрытым изоляционной оплеткой алюминиевым проводом 11. Направление течения раствора показано стрелками.
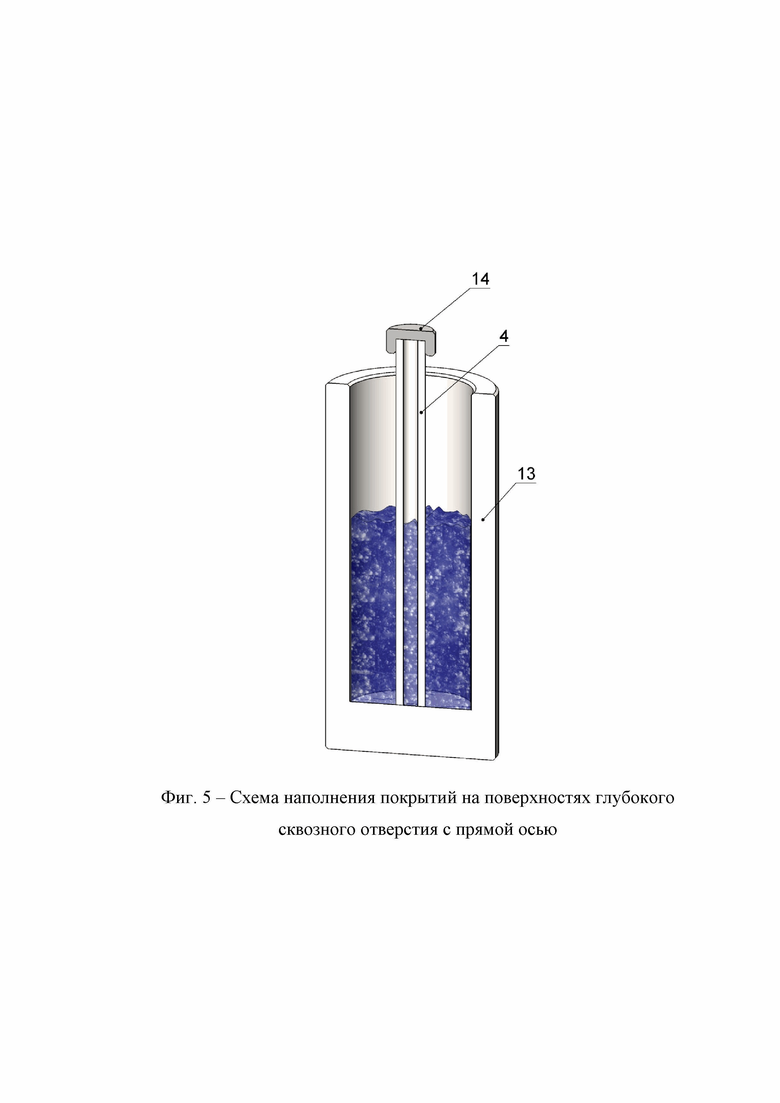
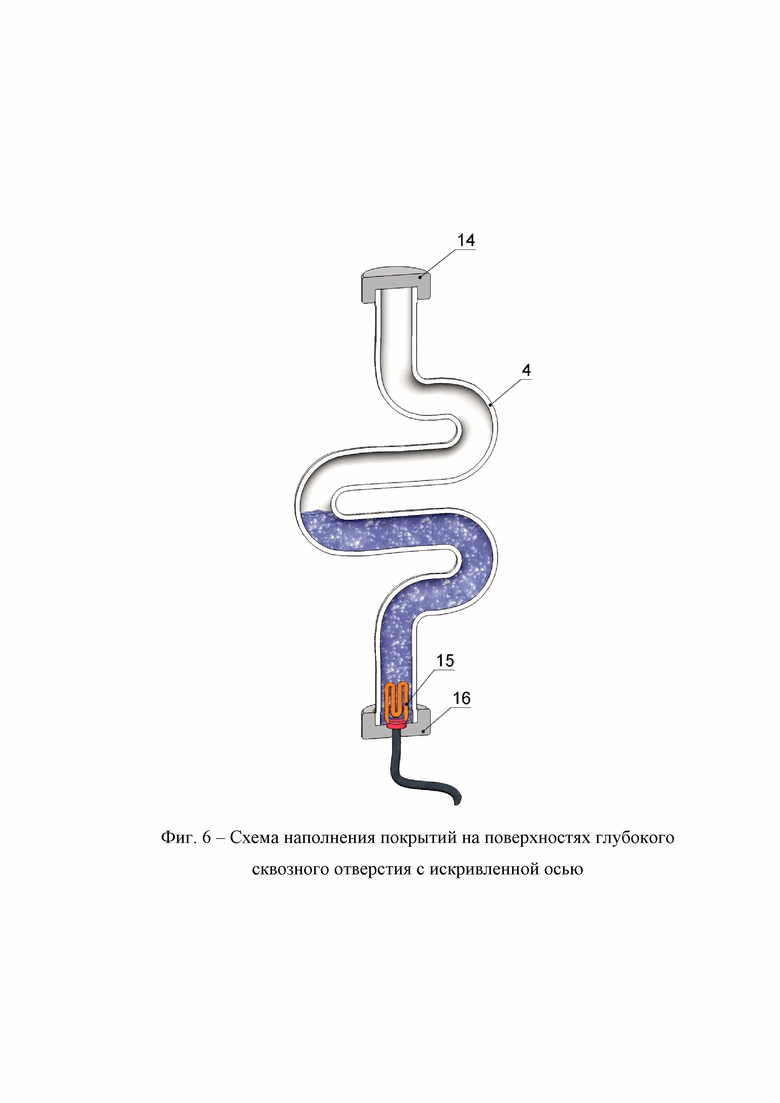
На фигурах 5 и 6 показаны схемы наполнения покрытий на поверхностях отверстий.
На фигуре 5 показано наполнение покрытия на поверхности отверстия с прямой осью в изделии (трубе) с небольшими габаритами. Изделие 4 наполовину погружено в сосуд 13 с кипящей дистиллированной водой, а отверстие в изделии и закрыто сверху заглушкой 14.
На фигуре 6 показано наполнение покрытия на поверхности отверстия с искривленной осью в изделии (трубе) со значительными габаритами. Отверстие в изделии 4 закрыто сверху заглушкой 14, снизу отверстие вставлен водонагревательный элемент 15, а отверстие снизу закрыто герметичной заглушкой 16 с каналом для провода питания водонагревательного элемента, отверстие наполовину заполнено кипящей дистиллированной водой, нагреваемой нагревательным элементом.
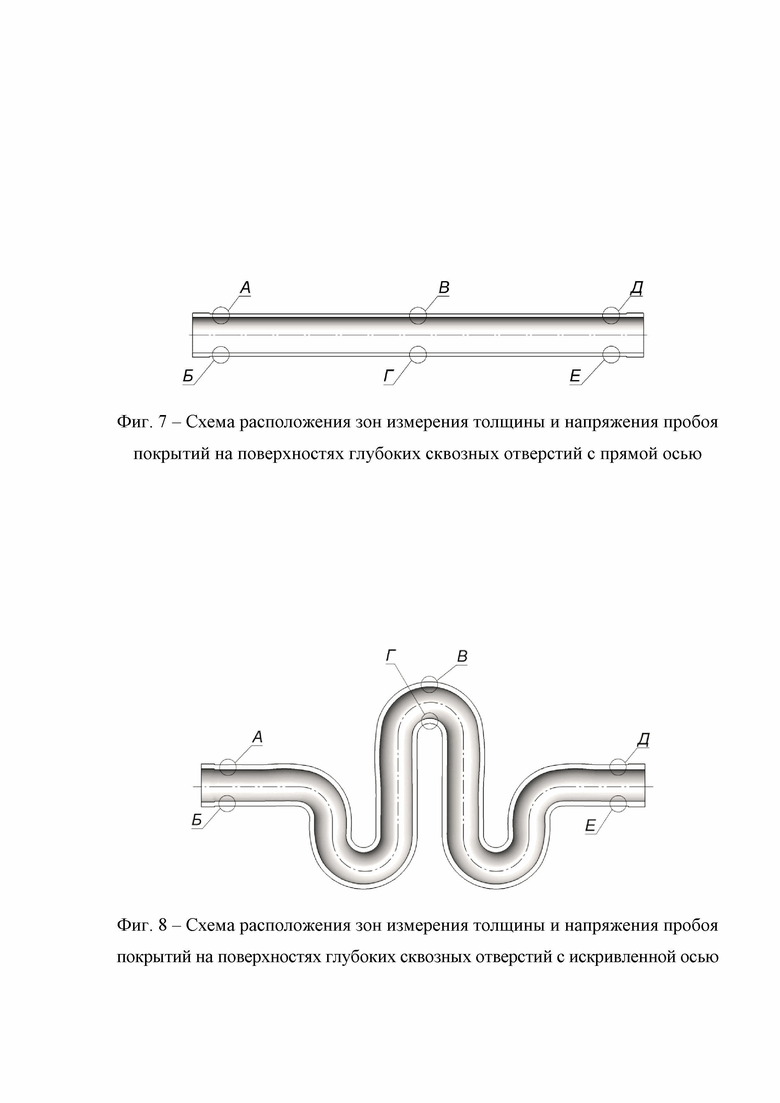
На фигурах 7 и 8 показана схема расположения шести зон (А, Б, В, Г, Д, Е) измерения толщины и напряжения пробоя покрытий на поверхностях глубоких сквозных отверстий соответственно с прямой и искривленной осями. Данную схему измерений можно использовать для оценки равномерности толщины и эксплуатационных свойств формируемых покрытий.
Пример 1. Две круглые прямые трубы из сплава АД31 длиной 600 мм диаметром 20 мм и толщиной стенки 1,5 мм подвергали микродуговому оксидированию согласно схеме, представленной на фигуре 1, в полном соответствии предлагаемому способу. В качестве противоэлектрода использовали кислотостойкий трос из нержавеющей стали длиной 700 мм диаметром 6 мм с напрессованными на него по центральным отверстиям пластмассовыми шариками диаметром 10 мм в количестве 10 штук при расстоянии между ними 55…60 мм.
Микродуговое оксидирование общей продолжительностью 40 минут осуществляли в анодно-катодном режиме при анодной плотности тока на поверхности отверстия трубы 12,5 А/дм2, ежеминутно равномерно закачивая из резервуара насосом в отверстие 24,5..25,0 л раствора едкого кали (5 г/л) и жидкого стекла (5 г/л), проходящего через отверстие и стекающего обратно в резервуар.
После микродугового оксидирования трубы промывали водопроводной водой, одну трубу высушивали, а вторую трубу подвергали наполнению согласно схеме, приведенной на фигуре 5. При этом трубу наполовину погружали в сосуд с кипящей дистиллированной водой и выдерживали 25 минут. После этого трубу переворачивали, другой стороной наполовину погружали в сосуд с кипящей дистиллированной водой, выдерживали еще 25 минут и высушивали. Затем согласно известной методике определения коррозионной стойкости [8] трубы помещали на 1000 часов в 7-% раствор уксусной кислоты, а затем промывали водой и помещали на 1000 часов в 5-% раствор хлорида натрия (имитирующего морскую воду). После выдержки трубы разрезали вдоль оси на две одинаковые с-образные половины и проводили визуальный осмотр их поверхностей на предмет выявления коррозионных повреждений. В результате осмотра было выявлено, что наружные поверхности труб, не обработанные микродуговым оксидированием, имели значимые коррозионные повреждения. На внутренней поверхности трубы, которую подвергали микродуговому оксидированию, но не подвергали наполнению, были выявлены несущественные следы коррозионных повреждений, а на внутренней поверхности трубы, которую подвергали микродуговому оксидированию и наполнению, не было выявлено каких-либо следов коррозионных повреждений.
Далее половины труб промывали водой, высушивали и по стандартным методикам [9] измеряли толщину и напряжение пробоя покрытий в шести зонах, показанных на фигуре 7. Результаты измерений приведены в таблице 1.
Таблица 1
Результаты измерения толщины (в числителе) и напряжения пробоя (в знаменателе) покрытий на поверхностях отверстий труб из АД31
трубы
напряжение пробоя, В
1787,1
1793,9
1497,8
1493,0
1820,4
1815,3
1856,4
1872,3
1558,6
1549,5
1882,3
1869,8
Данные, приведенные в таблице 1, показывают, что предлагаемый способ позволяет получать на поверхностях глубоких сквозных отверстий относительно равномерные оксидные покрытия. В пределах одного изделия минимальные значения толщины и напряжения пробоя данных покрытий в средних зонах составляют не менее 82 % значений толщины и напряжения пробоя вблизи наружных поверхностей. При этом, покрытия, подвергнутые наполнению характеризуются не только более высокими значениями напряжения пробоя, но и электрической прочности.
Пример 2. Две круглые изогнутые трубы (с искривленными осями), из сплава АМг1 с длиной оси 2 000 мм наружным диаметром 30 мм и толщиной стенки 1,5 мм подвергали анодированию согласно схеме, представленной на фигуре 2, в полном соответствии предлагаемому способу. В качестве противоэлектрода использовали кислотостойкий трос из нержавеющей стали длиной 2 250 мм диаметром 10 мм с напрессованными на него по центральным отверстиям пластмассовыми шариками диаметром 20 мм в количестве 22 штук при расстоянии между ними 60…62 мм.
Анодирование общей продолжительностью 40 минут осуществляли при постоянной плотности тока на поверхности отверстия трубы 2 А/дм2, ежеминутно равномерно закачивая из резервуара насосом в отверстие 12,0…12,2 л раствора щавелевой кислоты (30 г/л), проходящего через отверстие и стекающего обратно в резервуар.
После анодирования трубы промывали водопроводной водой, одну трубу высушивали, а вторую трубу подвергали наполнению согласно схеме, приведенной на фигуре 6. При этом трубу заполняли наполовину дистиллированной водой, доводили ее до кипения и выдерживали 20 минут. После этого трубу переворачивали, заполняли наполовину дистиллированной водой, доводили ее до кипения, выдерживали еще 20 минут и высушивали. Затем согласно известной методике определения коррозионной стойкости [8] трубы помещали на 1000 часов в 7-% раствор уксусной кислоты, а затем промывали водой и помещали на 1000 часов в 5-% раствор хлорида натрия (имитирующего морскую воду). После выдержки трубы разрезали вдоль оси на две одинаковые с-образные половины и проводили визуальный осмотр их поверхностей на предмет выявления коррозионных повреждений. В результате осмотра было выявлено, что наружные поверхности труб, не обработанные анодированием, имели значимые коррозионные повреждения. На внутренней поверхности трубы, которую подвергали анодированию, но не подвергали наполнению, были выявлены несущественные следы коррозионных повреждений, а на внутренней поверхности трубы, которую подвергали наполнению, не было выявлено каких-либо следов коррозионных повреждений.
Далее половины труб промывали водой, высушивали и по стандартным методикам [9] измеряли толщину и напряжение пробоя покрытий в шести зонах, показанных на фигуре 8. Результаты измерений приведены в таблице 2.
Таблица 2
Результаты измерения толщины (в числителе) и напряжения пробоя (в знаменателе) покрытий на поверхностях отверстий труб из АМг1
трубы
напряжение пробоя, В
920,7
911,2
699,5
752,4
925,8
918,6
952,1
941,5
728,3
807,2
951,6
964,8
Данные, приведенные в таблице 2, показывают, что предлагаемый способ позволяет получать на поверхностях глубоких сквозных отверстий с искривленными осями относительно равномерные оксидные покрытия. В пределах одного изделия минимальные значения толщины и напряжения пробоя данных покрытий в средних зонах составляют соответственно не менее 75% максимальных значений толщины и напряжения пробоя вблизи наружных поверхностей. При этом, покрытия, подвергнутые наполнению характеризуются не только более высокими значениями напряжения пробоя, но и электрической прочности.
Таким образом, предлагаемый способ решает поставленные задачи.
Источники информации
1. Патент RU 2354759. Способ получения покрытий / Чуфистов О.Е., Демин С.Б., Чуфистов Е.А., Борисков Д.Е., Холудинцев П.А. – Бюлл. №13 от 10.05.2009.
2. Патент RU № 2136788. Способ получения покрытий / Атрощенко Э.С., Чуфистов О.Е., Казанцев И.А., Дурнев В.А. – Бюл. № 25 от 10.09.1999.
3. Патент RU 2339745. Способ получения покрытий / Чуфистов О.Е., Демин С.Б., Чуфистов Е.А. – Бюл.33 от 27.11.2008.
4. Патент RU 2354758. Способ получения покрытий / Чуфистов О.Е., Борисков Д.Е., Чуфистов Е.А. – Бюл.13 от 10.05.2009.
5. Патент RU 2471895. Способ получения покрытий на поверхностях глухих отверстий деталей из алюминиевых сплавов / Чуфистов О.Е., Артемов И.И., Чуфистов Е.А., Агапова Т.А., Гусенков Е.В. – Бюл. №1 от 10.01.2013.
6. Патент RU 2661135. Способ обработки деталей из сплавов металлов вентильной группы со сквозными отверстиями электрохимическим оксидированием / Чуфистов О.Е., Чуфистов Е.А., Вяльмисов В.О. – Бюл. №20 от 20.07.2018 (прототип).
7. Атрощенко Э.С., Чуфистов О.Е., Казанцев И.А., Камышанский С.И. Формирование структуры и свойств покрытий, получаемых микродуговым оксидированием, на изделиях из алюминиевых сплавов // Металловедение и термическая обработка металлов. – 2000. – №10. – с. 34-38.
8. Томашов Н.Д. Теория коррозии и защита металлов. – М.: Издательство АН СССР, 1959. – 328 с.
9. Испытательная техника: Справ. в 2-х т. / Под ред. Клюева В.В. – М.: Машиностроение, 1982. – Т.1. – 528 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ НА ПОВЕРХНОСТЯХ ВНУТРЕННИХ ПОЛОСТЕЙ ИЗДЕЛИЙ ИЗ СПЛАВОВ МЕТАЛЛОВ ВЕНТИЛЬНОЙ ГРУППЫ | 2022 |
|
RU2803795C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ НА ПОВЕРХНОСТЯХ ГЛУБОКИХ СКВОЗНЫХ ОТВЕРСТИЙ В ИЗДЕЛИЯХ ИЗ СПЛАВОВ ВЕНТИЛЬНЫХ МЕТАЛЛОВ | 2017 |
|
RU2669952C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ НА ДЕТАЛЯХ ИЗ СПЛАВОВ ВЕНТИЛЬНЫХ МЕТАЛЛОВ | 2017 |
|
RU2676380C1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ СПЛАВОВ МЕТАЛЛОВ ВЕНТИЛЬНОЙ ГРУППЫ СО СКВОЗНЫМИ ОТВЕРСТИЯМИ ЭЛЕКТРОХИМИЧЕСКИМ ОКСИДИРОВАНИЕМ | 2017 |
|
RU2661135C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕКОРАТИВНЫХ ПОКРЫТИЙ НА ИЗДЕЛИЯХ ИЗ СПЛАВОВ ВЕНТИЛЬНЫХ МЕТАЛЛОВ | 2023 |
|
RU2816187C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ НА ПОВЕРХНОСТЯХ ГЛУХИХ ОТВЕРСТИЙ ДЕТАЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2011 |
|
RU2471895C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧЕРНЫХ ПОКРЫТИЙ НА ИЗДЕЛИЯХ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2024 |
|
RU2835458C1 |
| СПОСОБ ПОЛУЧЕНИЯ КЕРАМИЧЕСКИХ ПОКРЫТИЙ НА ДЕТАЛЯХ ИЗ СТАЛЕЙ | 2016 |
|
RU2622073C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕКОРАТИВНЫХ ПОКРЫТИЙ НА ИЗДЕЛИЯХ ИЗ СПЛАВОВ ВЕНТИЛЬНЫХ МЕТАЛЛОВ | 2023 |
|
RU2803794C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ | 2009 |
|
RU2392359C1 |

Изобретение относится к области гальванотехники и может быть использовано в машиностроении и смежных отраслях промышленности. Способ включает электрохимическое оксидирование поверхностей отверстий при протекании через них кислых или щелочных растворов электролитов без применения специальных ванн, исключительно внутри самих отверстий с формированием на поверхностях плотных покрытий, преимущественно состоящих из оксидов вентильных металлов изделий, а также последующее наполнение сформированных покрытий кипящей дистиллированной водой и ее паром. Оксидирование осуществляют после введения в отверстия специальных противоэлектродов в виде гибких тросов из коррозионно-стойких сталей, на которые по центральным сквозным отверстиям напрессованы инертные по отношению к растворам изоляторы для исключения возможности контакта тросов и изделий. Наполнение покрытий осуществляют для уменьшения их пористости путем кипячения в заглушенных отверстиях дистиллированной воды, заполняющей отверстия наполовину. Технический результат: способ позволяет получать покрытия, у которых значения толщины и эксплуатационных свойств в средних зонах составляют не менее 75 % от значений толщины и эксплуатационных свойств вблизи наружных поверхностей. 8 ил., 2 табл., 2 пр.
Способ получения покрытий на поверхности сквозных отверстий с прямыми и искривленными осями в изделиях из сплавов вентильных металлов, включающий электрохимическое оксидирование в кислых или щелочных растворах продолжительностью 30-100 минут при подаче раствора в отверстия, отличающийся тем, что оксидирование осуществляют внутри отверстий, при этом устанавливают изделия с расположением верхних концов отверстий выше нижних и спустя половину времени обработки переустанавливают изделия так, чтобы концы отверстий менялись местами, причем внутри отверстий располагают противоэлектроды в виде гибких тросов из коррозионно-стойкой стали, на которые напрессованы инертные по отношению к растворам изоляторы в виде тел обтекаемой формы из электроизоляционных материалов, при этом форму, размеры и расположение упомянутых изоляторов устанавливают с обеспечением минимальной суммы их размеров вдоль тросов и при этом полностью исключаются контакты изделий и тросов, растворы подают в отверстия с тех концов, которые расположены ниже, при норме расхода растворов 0,5-10,0 л на 1 дм2 площади обрабатываемой поверхности отверстий, тросы с напрессованными изоляторами через каждые 25% времени оксидирования перемещают по осям отверстий на расстояния, в 1,5-2,0 раза превышающие максимальные размеры изоляторов вдоль осей отверстий, а после оксидирования осуществляют наполнение покрытий, полученных оксидированием на поверхности отверстий, путем кипячения в отверстиях дистиллированной воды в течение 40-50 минут, заполняя отверстия наполовину и однократно переустанавливая изделия так, чтобы каждый участок поверхностей отверстий контактировал с дистиллированной водой примерно 50% времени кипячения.
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ СПЛАВОВ МЕТАЛЛОВ ВЕНТИЛЬНОЙ ГРУППЫ СО СКВОЗНЫМИ ОТВЕРСТИЯМИ ЭЛЕКТРОХИМИЧЕСКИМ ОКСИДИРОВАНИЕМ | 2017 |
|
RU2661135C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ НА ПОВЕРХНОСТЯХ ГЛУХИХ ОТВЕРСТИЙ ДЕТАЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2011 |
|
RU2471895C1 |
| Способ литья под низким давлением | 1983 |
|
SU1135547A1 |
| JP 62136598 A, 19.06.1987. | |||

