Область техники, к которой относится изобретение
[0001]
Настоящее изобретение относится к впитывающему листу, впитывающему изделию и способу изготовления впитывающего листа.
Предшествующий уровень техники
[0002]
Листообразный материал, в котором впитывающий полимер размещен между двумя листами, и впитывающее изделие, содержащее данный листообразный материал, были разработаны для повышения способности к впитыванию жидкости. Например, в патентном литературном источнике раскрыт водопоглощающий водостойкий лист, имеющий трехслойную структуру, включающую в себя гидрофобный нетканый материал, обладающий водостойкостью, составляющей по меньшей мере 150 мм вод.ст., гидрофильный лист, обладающий способностью к обеспечению диффузии влаги, и слой полимера со сверхвысокой впитывающей способностью (SAP), расположенный между гидрофобным нетканым материалом и гидрофильным листом и образованный из частиц SAP, имеющих средний размер частиц, составляющий 500 мкм или менее.
[0003]
В патентном литературном источнике 2 раскрыта водопоглощающая структура, представляющая собой структуру, в которой водопоглощающий слой, содержащий водопоглощающий полимер и адгезив, размещен между нетканым материалом, расположенным с верхней стороны и с нижней стороны водопоглощающего слоя, при этом содержание водопоглощающего полимера составляет 100-1000 г/м2, среднемассовый размер частиц водопоглощающего полимера составляет 50-800 мкм, индекс размера частиц водопоглощающего полимера составляет 0,12 с/мкм, и прочность структуры водопоглощающего листа на отслаивание составляет 0,05-3,0 Н/7 см.
[0004]
Кроме того, в патентном литературном источнике 3 раскрыто впитывающее изделие, в котором впитывающий элемент расположен между проницаемым для жидкостей, верхним листом и не проницаемым для жидкостей, задним листом, при этом впитывающий элемент включает в себя впитывающий элемент, образующий верхний слой и образованный из целлюлозы и полимера со сверхвысокой впитывающей способностью, и впитывающий элемент, образующий нижний слой, который расположен с прилеганием к стороне верхнего впитывающего полимера, не обращенной к коже, и включает в себя полимер со сверхвысокой впитывающей способностью, размещенный между двумя листами, отверстие, проходящее в продольном направлении, образовано во впитывающем элементе, образующем верхний слой, и углубление в виде канавки образовано на поверхности впитывающего изделия, обращенной к коже, за счет вдавливания водопроницаемого верхнего листа в данное отверстие.
[0005]
В патентном литературном источнике 4 раскрыто одноразовое впитывающее изделие, включающее в себя впитывающий мат, предусмотренный между проницаемым для жидкостей, верхним листом и не проницаемым для жидкостей, задним листом, при этом впитывающий мат включает в себя листообразный водопоглощающий слой, который содержит порошкообразный водопоглощающий полимер, но не содержит целлюлозное волокно. Кроме того, в патентном литературном источнике 4 раскрыт листообразный водопоглощающий слой, в котором множество зон наличия порошкообразного водопоглощающего полимера, которые содержат порошкообразный водопоглощающий полимер, и зон отсутствия порошкообразного водопоглощающего полимера, образованы рядом друг с другом между листами из нетканого материала.
Перечень ссылок
Патентная литература
[0006]
Патентный литературный источник 1: JP2002-325799A
Патентный литературный источник 2: US 2012/328861 A1
Патентный литературный источник 3: JP2018-50987A
Патентный литературный источник 4: US 2007/093164 A1
Сущность изобретения
[0007]
Настоящее изобретение относится к впитывающему листу, включающему в себя первый волокнистый лист и второй волокнистый лист, и впитывающий полимер, размещенный между первым волокнистым листом и вторым волокнистым листом.
В представленном варианте осуществления первый волокнистый лист и второй волокнистый лист соединены друг с другом посредством адгезива.
Во впитывающем листе по данному варианту осуществления в зоне, в которой размещен впитывающий полимер, впитывающий полимер размещен так, что не наблюдается никакого зазора, распознаваемого макроскопически.
Во впитывающем листе по данному варианту осуществления данная зона включает в себя часть, в которой первый волокнистый лист и второй волокнистый лист соединены непосредственно друг с другом только посредством адгезива без впитывающего полимера, находящегося между ними.
[0008]
Настоящее изобретение также относится к впитывающему изделию, включающему в себя данный впитывающий лист.
[0009]
Кроме того, настоящее изобретение также относится к способу изготовления впитывающего листа.
Способ изготовления по представленному варианту осуществления включает нанесение адгезива на каждую из одной поверхности волокнистого листа и одной поверхности второго волокнистого листа и распределение впитывающего полимера на поверхности второго волокнистого листа, на которой нанесен адгезив.
Способ изготовления по представленному варианту осуществления дополнительно включает наложение волокнистых листов друг на друга так, чтобы те поверхности соответствующих волокнистых листов, на которые нанесен адгезив, были обращены друг к другу.
Краткое описание чертежей
[0010]
[Фиг.1] Фиг.1 представляет собой схематический вид в разрезе, показывающий впитывающий лист согласно варианту осуществления настоящего изобретения.
[Фиг.2] Фиг.2 представляет собой схематический вид в перспективе, показывающий впитывающий лист согласно варианту осуществления настоящего изобретения.
[Фиг.3] Фиг.3 представляет собой схематический вид в разрезе, показывающий впитывающий лист согласно другому варианту осуществления настоящего изобретения.
[Фиг.4] Фиг.4 представляет собой схематический вид, показывающий производственную установку, используемую для изготовления впитывающего листа согласно варианту осуществления.
Описание вариантов осуществления
[0011]
Как раскрыто в патентных литературных источниках 1-3, представленных выше, поскольку листообразный материал, включающий в себя впитывающий полимер, размещенный между двумя листами, используется для предотвращения непреднамеренного перемещения или неравномерного распределения впитывающего полимера, впитывающий полимер часто сильно зажимается между двумя листами или прочно присоединяется к ним. В этом случае впитывающий полимер не может набухать в достаточной степени во время впитывания жидкости, что приводит к ухудшению характеристики впитывания жидкости. С другой стороны, когда впитывающий полимер слабо зажат между двумя листами или непрочно присоединен к ним, впитывающий полимер непреднамеренно перемещается или неравномерно распределяется в направлении вдоль поверхности листа, в результате чего не может проявляться предусмотренная способность к впитыванию жидкости, и в результате могут возникать неблагоприятные эффекты, такие утечка выделенной жидкости и возврат жидкости к стороне кожи носителя. В отношении технических решений, раскрытых в патентных литературных источниках 1-3, не было проведено никаких исследований для решения данной проблемы, и желательны усовершенствования.
[0012]
Поскольку в соответствии с техническим решением, раскрытым в патентном литературном источнике 4, представленном выше, зона, не содержащая впитывающий полимер, образована в состоянии, в котором она распознается макроскопически, впитывающий полимер непреднамеренно перемещается или неравномерно распределяется в данной зоне. В результате не только не может проявляться предусмотренная способность к впитыванию жидкости, но и также существует вероятность возникновения неровности после набухания впитывающего полимера, что создает ощущение дискомфорта у пользователя. В патентном литературном источнике 4 также раскрыто техническое решение, в соответствии с которым зона, не содержащая впитывающий полимер, сплавлена, но в этом случае не может быть обеспечено пространство, в котором впитывающий полимер может набухать в достаточной степени, что приводит к ухудшению характеристики впитывания жидкости.
[0013]
Предпочтительный вариант осуществления настоящего изобретения будет описан ниже со ссылкой на чертежи. Фиг.1 показывает вариант осуществления впитывающего листа по настоящему изобретению. Впитывающий лист 1, показанный на фиг.1, включает в себя первый волокнистый лист 11, второй волокнистый лист 12 и множество частиц впитывающего полимера 13, размещенных между обоими волокнистыми листами 11 и 12. Первый волокнистый лист 11 и второй волокнистый лист 12 соединены друг с другом посредством адгезива 15. В варианте осуществления, показанном на фиг.1, адгезив 15 размещен на поверхности каждого из волокнистых листов 11 и 12, обращенной к впитывающему полимеру 13. В варианте осуществления, показанном на фиг.1, адгезив 15 или другие элементы отсутствуют на любой из наружных поверхностей первого волокнистого листа 11 и второго волокнистого листа 12, но, как будет описано ниже, слой со спутанными волокнами и другие элементы из составляющих элементов впитывающего изделия могут быть беспрепятственно размещены на наружной поверхности каждого из волокнистых листов 11 и 12.
[0014]
Если смотреть на вид в плане впитывающего листа 1, в зоне, в которой размещен впитывающий полимер 13, впитывающий полимер 13 размещен таким образом, что не наблюдается никакого зазора, распознаваемого макроскопически. Выражение «не наблюдается никакого зазора, распознаваемого макроскопически» означает, что впитывающий элемент 13 размещен так, что он равномерно покрывает одну поверхность волокнистого листа, если смотреть невооруженным глазом на зону, в которой распределен впитывающий полимер 13, но допускается непреднамеренное образование пустот между частицами впитывающего полимера 13, наблюдаемых при осмотре данной зоны с помощью микроскопа. Размер пустот составляет приблизительно 10-1000 мкм. В нижеприведенном описании пустота между частицами впитывающего полимера 13, которая наблюдается при осмотре с помощью микроскопа в зоне, в которой распределен впитывающий полимер 13, также упоминается как «микроскопическая пустота».
[0015]
Зона, в которой распределен впитывающий полимер 13, включает в себя части 17 (в дальнейшем упоминаемые просто как «части 17, образующие непосредственное соединение»), в которых первый волокнистый лист 11 и второй волокнистый лист 12 соединены непосредственно с помощью адгезива 15 без впитывающего полимера 13, находящегося между ними. Части 17, образующие непосредственное соединение, образованы соответственно в микроскопических пустотах, описанных выше. Если смотреть на часть 17, образующую непосредственное соединение, в сечении, выполненном в направлении толщины листа, видно, что адгезив 15 принимает колоннообразную форму, и оба волокнистых листа 11 и 12 непосредственно соединяются друг с другом. Кроме того, как показано на фиг.2, множество частей 17, образующих непосредственное соединение, образованы в виде регулярно или произвольно рассредоточенных точек, если смотреть на впитывающий лист 1 в направлении в плоскости листа. Поскольку образованы части 17, образующие непосредственное соединение, может в достаточной степени проявляться способность впитывающего полимера 13 к впитыванию жидкости при удерживании впитывающего полимера 13 в заданном месте впитывающего листа 1. Части 17, образующие непосредственное соединение, могут быть образованы, например, посредством соответствующего регулирования поверхностной плотности или размера частиц впитывающего полимера 13 или количества наносимого адгезива 15 и площади, на которой нанесен адгезив 15, которые будут описаны ниже.
[0016]
Как показано на фиг.1 и 2, впитывающий лист 1 предпочтительно включает в себя не только части 17, образующие непосредственное соединение, но и также части 18 (в дальнейшем упоминаемые просто как «части 18 с непрямым соединением»), в которых оба волокнистых листа 11 и 12 соединены друг с другом с помощью адгезива 15 и посредством впитывающего полимера 13. Если смотреть на впитывающий лист 1 в сечении, видно, что в части 18 с непрямым соединением часть первого волокнистого листа 11, на которую нанесен адгезив 11, часть, в которой имеется впитывающий полимер 13, и часть второго волокнистого листа 12, на которую нанесен адгезив 15, перекрывают друг друга в направлении толщины. При такой конфигурации может быть обеспечено удерживание впитывающего полимера 13 в заданном месте впитывающего листа 1 для дополнительного уменьшения непреднамеренного перемещения или неравномерного распределения впитывающего полимера 13 и для дополнительного повышения способности впитывающего листа 1 к впитыванию жидкости.
[0017]
В качестве адгезива 15 предпочтительно использовать адгезив, обладающий гибкостью и поддающийся растягиванию в зависимости от изменения степени набухания из-за впитывания жидкости впитывающим полимером 13. Примеры таких исходных материалов включают адгезив на основе каучука, включая: акриловый адгезив, содержащий один или более (со)полимеров виниловых мономеров (например, сополимер этилена и винилацетата), таких как 2-этилгексилакрилат, бутилакрилат, этилакрилат, цианоакрилат, винилацетат и метилметакрилат; адгезив на силиконовой основе, содержащий полимер на основе полидиметилсилоксана; адгезив на основе натурального каучука, содержащий натуральный каучук; адгезив на основе изопрена, содержащий один или более из полиизопрена и хлоропрена, и адгезив на стирольной основе, содержащий один или более из сополимера стирола и бутадиена (SBR), блок-сополимера стирола и изопрена с чередованием блоков (SIS), блок-сополимера стирола и бутадиена с чередованием блоков (SBS), блок-сополимера стирола и этилена-бутадиена с чередованием блоков (SEBS) и блок-сополимера стирола и этилена-пропилена с чередованием блоков (SEPS). Данные материалы могут быть использованы сами по себе или в комбинации из двух или более. Как показано на фиг.1, когда адгезивы 15 размещены на тех соответствующих поверхностях волокнистых листов 11 и 12, которые обращены к впитывающему полимеру 13, адгезив, размещенный на поверхности первого волокнистого листа 11, и адгезив, размещенный на втором волокнистом листе, могут представлять собой адгезивы одного и того же типа или разных типов.
[0018]
Из данных адгезивов адгезивы на основе каучука могут предпочтительно использоваться в качестве адгезива 15 по соображениям, связанным с тем, что они имеют очень хорошую гибкость и эластичность, сохраняют состояние, в котором волокнистые листы 11 и 12 непосредственно соединены друг с другом, даже после набухания впитывающего полимера и создают усилие усадки для легкого удерживания впитывающего полимера 13 между обоими волокнистыми листами 11 и 12, и из адгезивов на основе каучука более предпочтительно используется адгезив на стирольной основе.
[0019]
Адгезив 15 предпочтительно представляет собой термоплавкий адгезив, по соображениям, связанным с обеспечением как гибкости адгезива, так и способности к адгезионному сцеплению с листом. Примеры термоплавкого адгезива включают адгезив, полученный добавлением веществ, придающих липкость, таких как кумароноинденовая смола или политерпеновая смола, пластификаторов, таких как парафиновое масло, и при необходимости антиоксиданта на фенольной основе, антиоксиданта на основе амина, антиоксиданта на основе фосфора и антиоксиданта на основе бензимидазола к различным адгезивам, описанным выше.
[0020]
Время релаксации адгезива 15, полученное посредством определения вязкоупругости, предпочтительно составляет 1 секунду или более, более предпочтительно 2 секунды или более и еще более предпочтительно 3 секунды или более, а также предпочтительно 20 секунд или менее, более предпочтительно 10 секунд или менее и еще более предпочтительно 5 секунд или менее при 50°С. Когда адгезив 15 имеет такой показатель, можно обеспечить проявление надлежащих гибкости и эластичности и удерживание впитывающего полимера в состоянии, в котором волокнистые листы 11 и 12 соединены непосредственно друг с другом, даже после набухания впитывающего полимера.
[0021]
В общем случае время релаксации представляет собой показатель физического свойства, характеризующий степень текучести материала; когда время релаксации мало, адгезив легко течет, так что часть, растянутая под действием поверхностного натяжения при растягивании адгезива, делается тоньше, и такая часть легко разрывается. В результате может не сохраняться состояние, в котором волокнистые листы 11 и 12 соединены друг с другом. В результате тщательных исследований в этом направлении автор изобретения обнаружил в отношении адгезива, предпочтительно используемого в настоящем изобретении, то, что корреляция между временем релаксации при 50°С и растяжимостью адгезива является высокой, и при увеличении времени релаксации при 50°С часть, растянутая при растягивании адгезива, нелегко поддается разрыву.
[0022]
Время релаксации адгезива 15 при 50°C, получаемое посредством определения вязкоупругости, рассчитывают как величину, обратную значению tan θ, полученному при определении динамической вязкоупругости адгезива 15 при нижеуказанных условиях. В частности, используя ротационный реометр (модель “Physica MCR301” производства компании Anton Paar Co.), адгезив 15, для которого должны быть выполнены измерения, размещают между опорной пластиной, круглой на виде в плане, которая обеспечивает опору для образца для измерений снизу, и прижимной пластиной, круглой на виде в плане, которая расположена над опорной пластиной и обращена к опорной пластине. В этом состоянии адгезив 15 имеет форму круга на виде в плане и имеет толщину 1,5 мм и диаметр 12 мм. Динамическую вязкоупругость адгезива 15 измеряют в диапазоне температур от 120°C до -10°C при условиях, когда частота во время измерений задана равной 1 Гц, амплитуда деформации задана равной 0,05% и скорость охлаждения задана равной 2°C/мин. tan θ представляет собой величину, получаемую делением модуля G’’ потерь на динамический модуль G’ упругости/модуль G’ накопления.
[0023]
Когда адгезив 15, для которого должны быть выполнены измерения, представляет собой компонент впитывающего листа 1, адгезив извлекают из впитывающего листа посредством способа экстракции растворителем, при этом данный способ будет описан ниже, и извлеченный адгезив представляет собой объект измерений для определения вязкоупругости, описанного выше. Кроме того, когда адгезив 15, для которого должны быть выполнены измерения, не является компонентом впитывающего листа 1 и является неиспользованным, неиспользованный адгезив используют в состоянии как он есть в качестве объекта измерений. Время релаксации адгезива может находиться в вышеописанном диапазоне по меньшей мере в одном случае независимо от того, является ли адгезив компонентом впитывающего листа 1.
[0024]
Способ экстракции адгезива растворителем может быть реализован, например, посредством нижеприведенного метода. Сначала впитывающий лист 1, включающий в себя адгезив 15, смешивают с растворителем, способным растворять адгезив 15, в контейнере, таком как лабораторный стакан, и адгезив 15 растворяется в растворителе. После этого раствор адгезива отделяют посредством разделения твердого тела, такого как волокнистый лист, и раствора адгезива, раствор адгезива подвергают сушке при пониженном давлении, используя ротационный испаритель, для получения твердого адгезива. Адгезив, полученный таким образом, используют в качестве объекта измерений при измерении времени релаксации. Растворитель, используемый для растворения адгезива, может быть выбран соответствующим образом в зависимости от типа адгезива. Когда адгезив, для которого должны быть выполнены измерения, представляет собой термоплавкий адгезив, один или более из толуола, метилэтилкетона и гептана могут быть использованы в качестве растворителя, используемого для растворения адгезива.
[0025]
Волокнистый лист, используемый в настоящем изобретении, представляет собой скопление волокон, имеющее толщину, составляющую 5 мм или менее и измеренную под давлением 1,7 кПа. Толщина волокнистого листа может быть измерена, например, посредством лазерного датчика перемещений. Примеры составляющих волокон каждого из волокнистых листов 11 и 12 включают волокна из древесной целлюлозы, натуральной целлюлозы, такой как хлопковая целлюлоза и целлюлозная масса из пеньки, модифицированной целлюлозы, такой как мерсеризованная целлюлоза и целлюлоза, подвергнутая химическому сшиванию, и различные волокна, например, синтетические волокна, образованные из смолы, такой как полиэтиленовая и полипропиленовая. Каждый из волокнистых листов 11 и 12 представляет собой бумагу, тканый материал или нетканый материал.
[0026]
Во впитывающем листе, имеющем вышеописанную конфигурацию, соответствующая сила соединения может действовать между волокнистыми листами в такой степени, что впитывающий полимер не перемещается или не выпадает, благодаря адгезиву, имеющемуся в части, образующей непосредственное соединение, и впитывающий полимер может удерживаться в надлежащем месте между волокнистыми листами. Кроме того, поскольку впитывающий полимер подвергается воздействию соответствующей силы соединения в такой степени, что он может набухать в достаточной степени, может в достаточной степени проявляться способность впитывающего полимера к впитыванию жидкости. Поскольку в соответствии с предпочтительным аспектом настоящего изобретения адгезив обладает эластичностью, уравновешиваются сила, вызывающая растягивание адгезива, имеющегося в части, образующей непосредственное соединение, вследствие набухания впитывающего полимера, и сила, возникающая в результате усадки адгезива, и существует возможность эффективного создания силы соединения, способной обеспечить как удерживание впитывающего полимера в надлежащем месте, так и гарантированное наличие пространства, в котором впитывающий полимер может набухать. В результате дополнительно повышается способность впитывающего листа к впитыванию жидкости.
[0027]
По соображениям, связанным с обеспечением заметности вышеописанных эффектов, динамический модуль G’ упругости адгезива 15/модуль G’ накопления при 25°C предпочтительно составляет 10000 Па или более и более предпочтительно 50000 Па или более. Кроме того, адгезив 15 имеет модуль G” потерь при 25°C, предпочтительно составляющий 10000 Па или более и более предпочтительно 50000 Па или более. Когда адгезив 15 имеет такие показатели, можно обеспечить более эффективное проявление удерживающей силы, способной обеспечить как удерживание впитывающего полимера в надлежащем месте, так и гарантированное наличие пространства, в котором впитывающий полимер может набухать. Модуль G’ накопления и модуль G” потерь могут быть определены, например, тем же методом, что метод определения вязкоупругости, описанный выше. Модуль G’ накопления и модуль G” потерь могут быть отрегулированы посредством соответствующего изменения состава и молекулярной массы базового полимера, содержащегося в адгезиве 15, и содержания пластификатора.
[0028]
Адгезив 15 предпочтительно имеется на тех поверхностях волокнистых листов 11 и 12, которые обращены к впитывающему полимеру 13, и в пустотах между волокнами, образующими волокнистые листы 11 и 12. При такой конфигурации расслаивание почти не возникает в зоне контакта между каждым из волокнистых листов 11 и 12 и адгезивом 15, и в результате этого впитывающий полимер 13 может удерживаться в течение длительного времени под действием силы упругости адгезива 15, имеющегося в части 17, образующей непосредственное соединение. Для подтверждения того, что адгезив 15 имеется в пустотах между волокнами, образующими каждый из волокнистых листов 11 и 12, волокнистый лист, для которого должны быть выполнены измерения, разрезают с заданным размером, при этом подтверждение вышеуказанного может быть обеспечено посредством осмотра сечения, образованного разрезанием, с помощью растрового электронного микроскопа (например, растрового электронного микроскопа JCM-6000 производства компании JEOL Ltd.) при увеличении в 50-500 раз.
[0029]
Адгезив 15 предпочтительно нанесен на поверхность первого волокнистого листа 11, обращенную к впитывающему полимеру 13, и поверхность второго волокнистого листа 12, обращенную к впитывающему полимеру 13. При такой конфигурации адгезивы, нанесенные на волокнистые листы 11 и 12, соединяются друг с другом для эффективного образования части 17, образующей непосредственное соединение, во впитывающем листе 1 и для обеспечения как удерживания впитывающего полимера 13 в надлежащем месте, так и гарантированного наличия пространства, в котором впитывающий полимер 13 может набухать. Кроме того, поскольку адгезивы 15 могут легко находиться в пустотах между волокнами, образующими волокнистые листы 11 и 12, также имеется преимущество, заключающееся в том, что расслаивание почти не возникает на поверхностях контакта между каждым из волокнистых листов 11 и 12 и адгезивом 15.
[0030]
Как показано на фиг.1 и 2, площадь, на которой адгезив 15 нанесен на втором волокнистом листе 12, предпочтительно больше площади, на которой адгезив 15 нанесен на первом волокнистом листе 11. Кроме того, при рассмотрении тех частей волокнистых листов 11 и 12, на которые нанесен адгезив 15, следует указать, что первая поверхностная плотность адгезива 15, нанесенного на первый волокнистый лист 11, предпочтительно выше, чем вторая поверхностная плотность адгезива 15, нанесенного на второй волокнистый лист 12. Таким образом, вследствие различия между площадями, на которых нанесены адгезивы 15, и поверхностными плотностями адгезивов 15 на волокнистых листах 11 и 12 впитывающий полимер 13 может одинаковым образом удерживаться в надлежащем месте на втором волокнистом листе 12, имеющем площадь, на которой нанесен адгезив 15, которая больше площади, на которой нанесен адгезив 15 на первом волокнистом листе 11, для предотвращения непреднамеренного перемещения или выпадения впитывающего полимера 13. Кроме того, поскольку часть 17, образующая непосредственное соединение со вторым волокнистым листом 12, легко образуется посредством адгезива 15, нанесенного на первый волокнистый лист 11, дополнительно повышается способность к удерживанию впитывающего полимера 13 между обоими волокнистыми листами 11 и 12. Кроме того, поскольку площадь, на которой нанесен адгезив 15 на первом волокнистом листе 11, меньше площади, на которой нанесен адгезив 15 на втором волокнистом листе 12, обеспечивается проницаемость первого волокнистого листа 11 для жидкостей, посредством чего скорость впитывания жидкости может быть увеличена. В результате этого могут быть дополнительно улучшены характеристики впитывания жидкости.
[0031]
Площади, на которых нанесен адгезив 15 на обоих волокнистых листах 11 и 12, сравнивают посредством наложения обоих волокнистых листов 11 и 12, имеющих одинаковые форму и площадь, друг на друга так, чтобы не возникали неперекрывающиеся части данных листов. Каждая из площадей, на которых нанесен адгезив 15, может быть рассчитана посредством того, что части, на которых имеются адгезивы 15, делают видимыми на тех поверхностях волокнистых листов 11 и 12, к которым прилипли адгезивы 15, используя типографскую краску или тонер, и площади таких частей рассчитывают, используя программное обеспечение для обработки изображений. Когда идентификация частей, на которых имеются адгезивы, затруднена в случае использования впитывающего листа 1 как объекта измерений, оба волокнистых листа 11 и 12 отделяют друг от друга, используя холодный спрей, и вышеописанный метод может быть применен для разделенных волокнистых листов 11 и 12.
[0032]
Кроме того, первую поверхностную плотность и вторую поверхностную плотность определяют и рассчитывают, используя в качестве объектов измерений только те части волокнистых листов 11 и 12, к которым прилип адгезив 15. В частности, после отделения друг от друга волокнистых листов 11 и 12, имеющихся во впитывающем листе 1, измеряют массу А1 (г) первого волокнистого листа 11, на который нанесен адгезив 15. Кроме того, суммарную площадь S (м2) частей, на которых имеется адгезив 15, измеряют, используя программное обеспечение для обработки изображений в состоянии, когда части, на которых имеется адгезив 15, сделаны видимыми на поверхности первого волокнистого листа 11, к которой прилип адгезив 15, посредством использования типографской краски или тонера. После этого первый волокнистый лист 11 погружают в органический растворитель, и измеряют массу А2 (г) волокнистого листа после растворения прилипшего адгезива 15. Первая поверхностная плотность (г/м2) может быть рассчитана по формуле “(A1 - A2)/S”. Аналогичным образом вторая поверхностная плотность (г/м2) может быть рассчитана так же, как описано выше, для второго волокнистого листа 12. Предпочтительные диапазоны значений первой поверхностной плотности и второй поверхностной плотности будут приведены ниже.
[0033]
По соображениям, связанным с предотвращением непреднамеренного перемещения и выпадения впитывающего полимера 13 и с дополнительным увеличением скорости впитывания жидкости, как показано на фиг.1 и 2, адгезив 15 нанесен прерывисто на зону первого волокнистого листа 11, соединенную со вторым волокнистым листом 12, так, чтобы имелась часть без нанесения, и адгезив 15 предпочтительно нанесен непрерывно и без зазора на всю зону второго волокнистого листа 12, соединенную с первым волокнистым листом 11. Кроме того, поверхность первого волокнистого листа 11, на которой отсутствует адгезив 15, то есть наружная поверхность впитывающего листа 1 со стороны первого волокнистого листа 11, предпочтительно используется в качестве поверхности, принимающей жидкости, которая представляет собой поверхность, на которой впитывающий лист 1 и жидкость сначала входят в контакт с другом. Соединенная зона представляет собой зону, в которой впитывающий полимер 13 размещен таким образом, что не наблюдается никакого зазора, распознаваемого макроскопически.
[0034]
Примеры варианта прерывистого нанесения адгезива 15 на первый волокнистый лист 11 так, чтобы имелась часть без нанесения, включают спиральную форму, форму вершины, омегообразную форму, форму завесы и форму полосок. В варианте осуществления, показанном на фиг.2, адгезив 15, нанесенный на первый волокнистый лист 11, имеет спиральную форму. Предпочтительный способ нанесения адгезива 15 на каждый из волокнистых листов 11 и 12 будет подробно описан при описании способа изготовления, который описан ниже.
[0035]
При описании взаимного расположения впитывающего полимера 13 и адгезива 15 в направлении толщины впитывающего листа 1 следует указать, что зона, в которой имеется впитывающий полимер 13, совпадает с зоной, в которой имеется адгезив 15.
В частности, примеры взаимного расположения включают по меньшей мере одну из (а) конфигурации, в которой зона, в которой имеется впитывающий полимер 13, совпадает с зоной, в которой имеется адгезив 15, нанесенный на первый волокнистый лист 11, но не совпадает с зоной, в которой имеется адгезив 15, нанесенный на второй волокнистый лист 12, (b) конфигурации, в которой зона, в которой имеется впитывающий полимер 13, совпадает с зоной, в которой имеется адгезив 15, нанесенный на второй волокнистый лист 12, но не совпадает с зоной, в которой имеется адгезив 15, нанесенный на первый волокнистый лист 11, и (с) конфигурации, в которой зона, в которой имеется впитывающий полимер 13, совпадает с зоной, в которой имеется адгезив 15, нанесенный на один волокнистый лист, и перекрывает зону, в которой имеется адгезив, нанесенный на другой волокнистый лист.
В варианте осуществления, показанном на фиг.1 и 2, зона, в которой имеется впитывающий полимер 13, совпадает с зоной второго волокнистого листа 12, на которой имеется адгезив 15. Кроме того, поскольку адгезив 15 нанесен прерывисто на первый волокнистый лист 11 так, чтобы имелась часть без нанесения, имеется часть, в которой зона, в которой имеется впитывающий полимер 13 и зона, в которой адгезив 15 нанесен на первом волокнистом листе 11, перекрывают друг друга.
[0036]
Возвращаясь к описанию поверхностной плотности адгезива 15, нанесенного на каждый из волокнистых листов 11 и 12, следует указать, что сумма первой поверхностной плотности и второй поверхностной плотности, описанных выше, предпочтительно составляет 500 г/м2 или менее, более предпочтительно 300 г/м2 или менее и еще более предпочтительно 200 г/м2 или менее. Кроме того, сумма первой поверхностной плотности и второй поверхностной плотности предпочтительно составляет 10 г/м2 или более, более предпочтительно 50 г/м2 или более и еще более предпочтительно 80 г/м2 или более. Поскольку при такой конфигурации увеличивается способность к удерживанию впитывающего полимера 13 между волокнистыми листами и уменьшается вероятность воспрепятствования набуханию впитывающего полимера 13, характеристики впитывания жидкости могут быть дополнительно улучшены.
[0037]
По тем же соображениям первая поверхностная плотность предпочтительно составляет 400 г/м2 или менее, более предпочтительно 250 г/м2 или менее и еще более предпочтительно 100 г/м2 или менее и фактически составляет 20 г/м2 или более. Кроме того, вторая поверхностная плотность предпочтительно составляет 30 г/м2 или менее, более предпочтительно 15 г/м2 или менее и еще более предпочтительно 10 г/м2 или менее и фактически составляет 2 г/м2 или более.
[0038]
Кроме того, толщина адгезива 15, имеющегося на поверхности первого волокнистого листа 11, предпочтительно больше толщины адгезива 15, имеющегося на поверхности второго волокнистого листа. При такой конфигурации часть 17, образующая непосредственное соединение со вторым волокнистым листом 12, легко образуется посредством адгезива 15, нанесенного на первый волокнистый лист 11, и впитывающий полимер 13 может удерживаться в надлежащем месте посредством адгезива 15, нанесенного на второй волокнистый лист 12, посредством чего характеристики впитывания жидкости могут быть дополнительно улучшены.
[0039]
По тем же соображениям при условии, что толщина адгезива 15, имеющегося на поверхности первого волокнистого листа 11, больше толщины адгезива 15, имеющегося на поверхности второго волокнистого листа 12, толщина адгезива 15, имеющегося на поверхности первого волокнистого листа 11, предпочтительно составляет 20 мкм или более и более предпочтительно 40 мкм или более и предпочтительно составляет 500 мкм или менее и более предпочтительно 300 мкм или менее. Кроме того, толщина адгезива 15, имеющегося на поверхности второго волокнистого листа 12, предпочтительно составляет 1 мкм или более и более предпочтительно 3 мкм или более и предпочтительно составляет 20 мкм или менее и более предпочтительно 10 мкм или менее. Что касается толщины адгезива 15, имеющегося на поверхности каждого из волокнистых листов 11 и 12, то, когда волокнистый лист, для которого должны быть выполнены измерения, разрезают с заданным размером, его сечение осматривают с помощью растрового электронного микроскопа (например, растрового электронного микроскопа JCM-6000 производства компании JEOL Ltd.) при увеличении в 50-500 раз, толщину адгезива 15, выступающего от поверхности контакта волокнистого листа, для которого должны быть выполнены измерения, измеряют в пяти точках, и среднее арифметическое значение из измеренных значений толщины используют в качестве толщины адгезива 15.
[0040]
Впитывающий лист 1 имеет сопротивление отслаивания между первым волокнистым листом 11 и вторым волокнистым листом 12 в сухом состоянии, при этом данное сопротивление отслаиванию предпочтительно составляет 0,1 Н/25 мм или более, более предпочтительно 0,2 Н/25 мм или более и еще более предпочтительно 0,3 Н/25 мм или более и предпочтительно составляет 3 Н/25 мм или менее, более предпочтительно 2 Н/25 мм или менее и еще более предпочтительно 1,5 Н/25 мм или менее. При таком сопротивлении отслаиванию может проявляться достаточная прочность во время использования впитывающего листа 1, и прочность сохраняется даже после впитывания жидкости впитывающим листом. Сухое состояние означает, что при сушке впитывающего листа 1 при 105°C в течение 8 часов изменение массы впитывающего листа 1 до и после сушки составляет 20% масс или менее. Изменение массы впитывающего листа 1 рассчитывается на основе нижеприведенной формулы (1).
Изменение массы (% масс.)=100 × ([Масса (г) впитывающего листа 1 до сушки] - [Масса (г) впитывающего листа 1 после сушки])/([ Масса (г) впитывающего листа 1 до сушки]) … (1)
[0041]
Сопротивление отслаиванию в сухом состоянии может быть определено, например, нижеприведенным методом. Из впитывающего листа, находящегося в сухом состоянии, вырезают кусок для подготовки образца для испытаний. Форма образца для испытаний представляет собой прямоугольник с длиной в продольном направлении впитывающего листа, превышающей 80 мм, и длиной в направлении ширины впитывающего листа, составляющей 25 мм. На одном конце образца для испытаний, определяемом в продольном направлении, часть, находящуюся между первым волокнистым листом 11 и вторым волокнистым листом 12, разделяют, и разделенные части размещают с Т-образной формой в каждом зажиме прибора для испытаний на растяжение. В качестве прибора для испытаний на растяжение используют, например, прибор Autograph AG-X производства компании Shimadzu Corporation. Расстояние между зажимами составляет 20 мм. Отслаивание выполняют при скорости растягивания, составляющей 300 мм/мин, и измеряют среднее сопротивление усилию при испытании. Измерение выполняют три раза, и среднее арифметическое значение среднего сопротивления усилию при испытании определяют как сопротивление отслаиванию (единица измерения: Н/25 мм).
[0042]
Когда впитывающий лист 1 погружают в физиологический солевой раствор на 30 минут, изменение его толщины предпочтительно составляет 2 мм или более, более предпочтительно 3 мм или более и еще более предпочтительно 4 мм или более и фактически составляет 20 мм или менее. Когда впитывающий лист 1 погружают в физиологический солевой раствор на 30 минут, изменение его толщины предпочтительно увеличивается в пределах вышеуказанного диапазона.
Кроме того, при разделении обоих волокнистых листов 11 и 12 после погружения в физиологический солевой раствор на 30 минут число частей, в которых оба волокнистых листа 11 и 12 соединены непосредственно друг с другом с помощью адгезива 15, предпочтительно составляет одну или более на 1 см2, более предпочтительно две или более на 1 см2 и еще более предпочтительно три или более на 1 см2. При такой конфигурации как способность впитывающего полимера к набуханию, так способность к фиксации впитывающего полимера могут быть улучшены, и дополнительно улучшается способность к впитыванию жидкости.
[0043]
Изменение толщины определяют следующим образом: из впитывающего листа 1, находящегося в сухом состоянии, вырезают кусок с размером 5 см × 5 см для получения образца для испытаний в сухом состоянии, и измеряют толщину Т1 (мм) образца для испытаний. Далее, после погружения образца для испытаний в физиологический солевой раствор в количестве, в 200 раз превышающем массу высушенного образца для испытаний, на 30 минут измеряют толщину Т2 (мм) образца для испытаний. Изменение (мм) толщины рассчитывают как разность толщины Т2 и толщины Т1. Обе толщины Т1 и Т2 измеряют под нагрузкой 1,7 кПа. Кроме того, что касается частей, в которых оба волокнистых листа 11 и 12 соединены непосредственно друг с другом с помощью адгезива 15, то число частей, в которых адгезив 15 имеется с колоннообразной формой, определяют, когда образец для испытаний после погружения в физиологический солевой раствор, расслаивают, отделяя оба волокнистых листа 11 и 12 друг от друга.
[0044]
Степень деформации сжатия впитывающего листа 1 в мокром состоянии предпочтительно составляет 25% или более, более предпочтительно 30% или более и еще более предпочтительно 35% или более и фактически составляет 70% или менее. Поскольку при такой конфигурации гибкость впитывающего листа 1 может сохраняться даже после набухания впитывающего полимера из-за впитывания жидкости, впитывающий лист 1 после впитывания жидкости является приятным на ощупь. Мокрое состояние означает состояние после погружения высушенного впитывающего листа 1 на 30 минут в физиологический солевой раствор в количестве, превышающем в 200 раз массу впитывающего листа 1, последующего размещения впитывающего листа 1 на сетке и вытирания излишней воды бумагой.
[0045]
Степень деформации сжатия может быть определена при использовании, например, переносного прибора KES-G5 для испытаний на сжатие, изготавливаемого компанией Kato Tech Co., Ltd. В частности, впитывающий лист 1 с размером 5 см × 5 см погружают на 30 минут в физиологический солевой раствор в количестве, в 200 раз превышающем массу листа 1, и затем прикрепляют к испытательному столу. Далее, впитывающий лист после погружения сжимают между стальными пластинами, имеющими круглую плоскость с площадью 2 см2. Скорость сжатия составляет 20 мкм/с, и максимальная сжимающая нагрузка составляет 50 гс/см2. Когда толщина под нагрузкой 49 Па (0,5 гс/см2) определена как толщина T0 (мм) и толщина под нагрузкой 4900 Па (50 гс/см2) определена как толщина Tm (мм), степень (%) деформации сжатия может быть рассчитана как “100 × (T0 - Tm)/T0”.
[0046]
Впитывающий лист 1 предпочтительно выполнен с такой конфигурацией, при которой поверхность по меньшей мере одного или обоих из волокнистых листов 11 и 12, на которой адгезив 15 отсутствует, имеет структуру с выступами и углублениями. В частности, более предпочтительно, если поверхность первого волокнистого листа 11, на которой адгезив 15 отсутствует, имеет структуру с выступами и углублениями, и поверхность второго волокнистого листа 12, на которой адгезив 15 отсутствует, не имеет структуры с выступами и углублениями. При такой конфигурации площадь поверхности волокнистого листа может быть увеличена, и площадь контакта с жидкостью может быть увеличена. Кроме того, когда впитывающий лист 1 используется вместе с другими элементами, может легко создаваться трение, и скольжение может быть уменьшено.
[0047]
Примеры структуры с выступами и углублениями включают структуру, в которой выступы и углубления образованы регулярно или произвольно в виде рассредоточенных точек, и конфигурацию, в которой гребнеобразные выступы и канавки образованы попеременно, и предпочтительно структуру, в которой выступы и углубления образованы произвольно в виде рассредоточенных точек. В отношении структуры с выступами и углублениями следует указать, что, например, когда среднее отклонение SMD высоты микронеровностей профиля поверхности, определенное нижеприведенным методом, равно или больше 5 мкм, это означает, что «предусмотрена структура с выступами и углублениями», и когда SMD составляет менее 5 мкм, это означает, что «не предусмотрена структура с выступами и углублениями».
[0048]
[Метод определения среднего отклонения SMD высоты микронеровностей профиля поверхности]
Среднее отклонение SMD высоты микронеровностей профиля поверхности определяют нижеприведенным методом, используя прибор KESFB4-AUTO-A (торговое наименование) производства компании Kato Tech Co., Ltd. в соответствии с методом, раскрытым в нижеуказанной книге.
Sueo Kawabata, "Standardization and Analysis of Texture Evaluation", 2nd edition, Texture Measurement and Standardization Committee, The Textile Machinery Society of Japan (Jul. 10, 1980).
[0049]
В частности, впитывающий лист 1 используют в состоянии как он есть, или из листа 1 вырезают кусок для получения образца для испытаний с размерами 10 см × 10 см. Образец для испытаний размещают на испытательном столе, имеющем гладкую плоскую металлическую поверхность. Далее, рояльную проволоку с диаметром 0,5 мм, согнутую с U-образной формой, используют в качестве контактного элемента, и контактную поверхность контактного элемента прижимают к образцу для испытаний с усилием 9,8 сН (с погрешностью в пределах ±0,49 сН). В этом состоянии образец для испытаний перемещают в горизонтальном направлении на 2 см при постоянной скорости 0,1 см/с. Образец для испытаний подвергают одноосному нагружению/растяжению с усилием 19,6 сН/см. Контактный элемент находится в состоянии поджима посредством пружины, жесткость пружины задана равной 24,5 сН/мм (с погрешностью в пределах ±0,98 сН/мм), и резонансная частота задана равной 30 Гц или более в состоянии на удалении от контактной поверхности.
[0050]
Полученное путем измерений значение среднего отклонения высоты микронеровностей профиля поверхности выражено как показатель SMD. Измерение выполняют в направлении (направлении MD) вдоль одной стороны образца для испытаний и направлении (направлении CD), ортогональном к направлению MD, и получают значение SMD (SMDMD) в направлении MD и значение SMD (SMDCD) в направлении CD. Исходя из полученных значений SMDMD и SMDCD, среднее отклонение SMD (мкм) высоты микронеровностей профиля поверхности рассчитывают по нижеприведенной формуле (2). Когда невозможно получить образец для испытаний с размерами 10 см × 10 см, показатель SMD рассчитывают, используя значение SMD или в направлении MD, или в направлении CD.
Среднее отклонение высоты микронеровностей профиля поверхности SMD (мкм)={(SMDMD2+SMDCD2)/2}1/2 … (2)
[0051]
При описании впитывающего полимера 13, включенного во впитывающий лист 1, следует указать, что поверхностная плотность впитывающего полимера 13 предпочтительно составляет 60 г/м2 или более, более предпочтительно 80 г/м2 или более и еще более предпочтительно 100 г/м2 или более и предпочтительно составляет 700 г/м2 или менее, более предпочтительно 500 г/м2 или менее и еще более предпочтительно 400 г/м2 или менее. Когда поверхностная плотность впитывающего полимера 13 находится в таком диапазоне, можно эффективно изготовить впитывающий лист 1, обладающий как способностью впитывающего полимера 13 к впитыванию жидкостей, так и способностью к удерживанию впитывающего полимера 13 благодаря части 17, образующей непосредственное соединение.
[0052]
По тем же соображениям медианный размер частиц впитывающего полимера 13 предпочтительно составляет 800 мкм или менее, более предпочтительно 650 мкм или менее и еще более предпочтительно 500 мкм или менее. Кроме того, по соображениям, связанным с улучшением обработки во время изготовления впитывающего листа, медианный размер частиц впитывающего полимера 13 предпочтительно составляет 10 мкм или более, более предпочтительно 100 мкм или более и еще более предпочтительно 150 мкм или более. Медианный размер частиц впитывающего полимера 13 может быть получен как размер частиц, соответствующий суммарной доле, составляющей 50%, в распределениях частиц по размерам, полученных посредством использования измерительного устройства типа лазерного анализатора гранулометрического состава частиц (LA-920, изготавливаемого компанией HORIBA, Ltd.) и показанных на графике в виде кумулятивных кривых гранулометрического состава. Условия измерений таковы: добавить впитывающий полимер 13 в дисперсионную среду, в которой смешаны этанол в количестве 90% масс. и дистиллированная вода в количестве 10% масс., для получения концентрации 0,1% масс. и выполнить дисперсионную обработку смеси посредством перемешивания и внутренних ультразвуковых волн в течение 3 минут. Для дисперсии раствора полимера, подвергнутого дисперсионной обработке, измерения выполняют посредством метода потока с помощью вышеописанного измерительного устройства для получения медианного размера частиц.
[0053]
Впитывающий полимер 13, включенный во впитывающий лист 1, имеет степень набухания, предпочтительно составляющую 80% или более, более предпочтительно 85% или более и еще более предпочтительно 90% или более. Кроме того, сопротивление отслаиванию между первым волокнистым листом 11 и вторым волокнистым листом 12 в мокром состоянии предпочтительно составляет 0,1 Н/25 мм или более, более предпочтительно 0,2 Н/25 мм или более и еще более предпочтительно 0,3 Н/25 мм или более и предпочтительно составляет 2,0 Н/25 мм или менее, более предпочтительно 1,5 Н/25 мм или менее и еще более предпочтительно 1,0 Н/25 мм или менее. При таких степени набухания и сопротивлении отслаиванию способность впитывающего полимера к впитыванию жидкости и прочность листа после впитывания жидкости становятся еще лучшими.
[0054]
Степень набухания впитывающего полимера может быть определена, например, нижеприведенным методом. Сначала из нейлонового тканого материала (продаваемого компанией Sanriki Seisakusyo Co., Ltd., наименование изделия: нейлоновая сетка, стандарт: 250 меш) вырезают прямоугольник с шириной 15 см и длиной 40 см для получения нейлонового мешка с шириной 15 см (внутренний размер 14 см) и длиной 20 см посредством складывания данного прямоугольника пополам в центре, определяемом в продольном направлении, и термосварки на обоих его концах.
Далее, подготавливают два высушенных впитывающих листа 1, и из одинаковой части листов 1 вырезают кусок с размером 10 см × 10 см для получения образцов для испытаний. Один из образцов для испытаний размещают в нейлоновом мешке без сгибания и погружают на 30 минут в физиологический солевой раствор в количестве, в 200 раз превышающем массу образца для испытаний, и затем образец для испытаний подвергают обезвоживанию посредством центрифугирования при 143×g в течение 10 минут в состоянии, когда он размещен в нейлоновом мешке. Измеряют массу X1 (г) обезвоженного образца для испытаний, содержащегося в нейлоновом мешке, и массу Y1 (г) только обезвоженного нейлонового мешка.
Отдельно другой образец для испытаний (в сухом состоянии) разделяют на первый волокнистый лист, второй волокнистый лист и впитывающий полимер, используя холодный спрей, и все эти отделенные друг от друга элементы размещают в одном нейлоновом мешке без сгибания соответствующих волокнистых листов. После этого образец для испытаний погружают на 30 минут в физиологический солевой раствор в количестве, в 200 раз превышающем массу образца для испытаний, и затем образец для испытаний подвергают обезвоживанию посредством центрифугирования при 143×g в течение 10 минут в состоянии, когда он размещен в нейлоновом мешке. Измеряют массу X2 (г) обезвоженного образца для испытаний, содержащегося в нейлоновом мешке, и массу Y2 (г) только обезвоженного нейлонового мешка.
Степень набухания (%) рассчитывают на основе формулы, представленной выражением “{(X1 - Y1)/(X2 - Y2)} × 100”. Сопротивление отслаиванию соединения между обоими волокнистыми листами 11 и 12 в мокром состоянии может быть определено так же, как сопротивление отслаиванию в сухом состоянии, после пропитки впитывающего листа, для которого должны быть выполнены измерения, физиологическим солевым раствором при вышеописанных условиях для определения сопротивления отслаиванию в мокром состоянии.
[0055]
Для распределения впитывающего полимера 13, имеющегося во впитывающем листе 1, впитывающий полимер 13 предпочтительно размещают равномерно в направлении вдоль поверхности листа 1 по соображениям, связанным с уменьшением образования непредусмотренных выступов и углублений на всем впитывающем листе 1 после набухания впитывающего полимера 13. Равномерное размещение означает, что изменение поверхностной плотности впитывающего полимера 13, измеренной в любой части впитывающего листа, составляет 0,5 или менее как коэффициент вариации, выраженный посредством формулы: среднеквадратическое отклонение поверхностной плотности/среднее арифметическое значение поверхностной плотности.
[0056]
С другой стороны, по соображениям, связанным с дополнительным улучшением характеристики впитывания жидкости в центральной зоне листа при сохранении способности впитывающего полимера к впитыванию жидкости и способности к удерживанию впитывающего полимера и предотвращением выпадения впитывающего полимера из конца листа, количество впитывающего полимера, имеющегося в центральной зоне впитывающего листа 1, предпочтительно превышает количество впитывающего полимера 13, имеющегося на обоих концах впитывающего листа 1, определяемых в одном направлении, и более предпочтительно, если количество впитывающего полимера, имеющегося в центральной зоне впитывающего листа 1, превышает количество впитывающего полимера 13, имеющегося в периферийной зоне впитывающего листа 1.
[0057]
Когда количество впитывающего полимера, имеющегося в центральной зоне впитывающего листа 1, превышает количество впитывающего полимера 13, имеющегося на обоих концах впитывающего листа 1, определяемых в одном направлении, или количество впитывающего полимера 13, имеющегося на периферийном крае, число частей 17, образующих непосредственное соединение и имеющихся на обоих концах, определяемых в одном направлении, или на периферийном крае впитывающего листа 1, предпочтительно превышает число частей 17, образующих непосредственное соединение, в центральной зоне впитывающего листа 1. В этом случае рисунок нанесения адгезива в центральной зоне впитывающего листа 1 предпочтительно идентичен рисунку нанесения адгезива на обоих концах, определяемых в одном направлении, или на периферийном крае впитывающего листа 1. Поскольку при такой конфигурации адгезив может быть нанесен на каждый из волокнистых листов с одинаковым рисунком во время изготовления впитывающего листа 1, возможность обработки может быть улучшена и выпадение впитывающего полимера из конца листа может быть предотвращено вследствие увеличения силы адгезионного сцепления на периферии листа.
[0058]
Форма впитывающего полимера 13, используемого в данном варианте осуществления, не имеет особых ограничений и может представлять собой форму сферических частиц, форму пучкообразных частиц, форму комкообразных частиц, форму тюкообразных частиц, форму волокнистых частиц, неопределенную форму частиц и форму частиц, представляющую собой комбинацию вышеуказанного. По соображениям, связанным с повышением равномерности распределения впитывающего полимера 13 во время изготовления впитывающего листа 1 и легким образованием впитывающего листа 1, включающего в себя часть 17, образующую непосредственное соединение, впитывающий полимер 13 предпочтительно имеет форму одинаковых частиц, и коэффициент вариации размера частиц впитывающего полимера 13 более предпочтительно составляет 0,5 или менее в гранулометрическом составе.
[0059]
Коэффициент вариации размера частиц в гранулометрическом составе может быть определен, например, нижеприведенным методом. То есть при использовании измерительного устройства типа лазерного анализатора гранулометрического состава (LA-920, изготавливаемого компанией HORIBA, Ltd.) впитывающий полимер 13 добавляют в дисперсионную среду, в которой смешаны этанол в количестве 90% масс. и дистиллированная вода в количестве 10% масс., для получения концентрации 0,1% масс. и смесь подвергают дисперсионной обработке смеси посредством перемешивания и внутренних ультразвуковых волн в течение 3 минут. Для дисперсии раствора полимера, подвергнутого дисперсионной обработке, измерения выполняют посредством метода потока с помощью вышеописанного измерительного устройства для получения среднего арифметического значения размера частиц и среднеквадратического отклонения размера частиц. Показатель, рассчитанный как результат деления среднеквадратического отклонения на среднее арифметическое значение, используют в качестве коэффициента вариации.
[0060]
Кроме того, количество жидкости, впитанной впитывающим полимером 13 (в дальнейшем также упоминаемое как «количество жидкости, впитанной под давлением»), предпочтительно составляет 15 г/г или более, более предпочтительно 20 г/г или более и еще более предпочтительно 25 г/г или более в состоянии, когда приложено давление, составляющее 2,0 кПа. Поскольку впитывающий полимер 13 может в достаточной степени впитывать жидкость и набухать даже при сдавливании впитывающего полимера 13 между обоими волокнистыми листами 11 и 12, при использовании такого впитывающего полимера как способность к впитыванию жидкости, так и способность к удерживанию впитывающего полимера являются очень хорошими. Впитывающий полимер, имеющий вышеописанное количество жидкости, впитанной под давлением, может быть получен, например, посредством соответствующего изменения материала, размера частиц, степени сшивания впитывающего полимера.
[0061]
Количество жидкости, впитанной под давлением, может быть определено в соответствии с методом, раскрытым в выложенной заявке на патент Японии № 2019-34229. То есть подготавливают колонку, имеющую сетку (250 меш), прикрепленную к нижнему открытому концу вертикально стоящего цилиндра с внутренним диаметром 30 мм, и 0,5 г частиц впитывающего полимера размещают в колонке так, чтобы обеспечивалась одинаковая толщина. Далее, груз с размером, который незначительно меньше наружного диаметра, составляющего 30 мм, размещают на впитывающем полимере так, чтобы нагрузка, соответствующая давлению 2,0 кПа, была приложена к впитывающему полимеру. Отдельно подготавливают лабораторный стакан емкостью 100 мл, содержащий 100 мл физиологического солевого раствора при температуре (20±5°C) внутри помещения. После этого колонку, содержащую впитывающий полимер и груз, погружают в физиологический солевой раствор на один час так, чтобы сетка колонки не прилегала к дну лабораторного стакана. Затем колонку извлекают из лабораторного стакана и обеспечивают возможность выстаивания в течение 15 минут в состоянии, когда груз размещен на впитывающем полимере, и колонку подвергают обезвоживанию при температуре (20±5°C) внутри помещения. Количество (г/г) жидкости, впитанной под давлением, рассчитывают по нижеприведенной формуле (3).
[0062]
[Математическое выражение 1]
Количество жидкости, впитанной под давлением (г/г)=[(Общая масса) - (Масса колонки) - (Масса впитывающего полимера) - (Масса груза)]/(Масса впитывающего полимера) … (3)
[0063]
В качестве впитывающего полимера 13 обычно можно использовать полимер или сополимер акриловой кислоты или соли акриловой кислоты и щелочного металла. Примеры вышеуказанного включают полиакриловую кислоту и ее соли и полиметакриловую кислоту и ее соли и, в частности, включают полимер натриевой соли акриловой кислоты.
[0064]
Фиг.3 показывает впитывающий лист согласно другому варианту осуществления настоящего изобретения. Как показано на фиг.3, впитывающий лист 1 предпочтительно дополнительно включает слой 19 со спутанными волокнами, расположенный рядом с по меньшей мере одним волокнистым листом из обоих волокнистых листов 11 и 12, и поверхность слоя 19 со спутанными волокнами предпочтительно представляет собой поверхность, принимающую жидкости. В варианте осуществления, показанном на фиг.3, слой 19 со спутанными волокнами расположен рядом с первым волокнистым листом 11 и не является соседним со вторым волокнистым листом 12. При такой конфигурации можно уменьшить изменение неровности листа, вызываемое набуханием впитывающего полимера после впитывания жидкости, и улучшить адгезионное сцепление между слоем со спутанными волокнами и волокнистым листом, так что жидкость может быть легко втянута во впитывающий полимер, и способность к впитыванию жидкости становится еще лучшей.
[0065]
Слой 19 со спутанными волокнами имеет конфигурацию вышеописанного волокнистого листа или имеет объемную структуру, при которой толщина больше толщины волокнистого листа и образующие материалы уложены друг на друга в виде стопы. Примеры материалов, образующих слой 19 со спутанными волокнами, включают различные волокна, используемые для волокнистого листа, и вышеописанный впитывающий полимер. Примеры варианта слоя 19 со спутанными волокнами включают волокнистые листы, такие как листы из бумаги, тканого материала и нетканого материала, или элемент из стопы смешанных волокон, образованный из волокна, такого как целлюлозное, и впитывающего полимера.
[0066]
По соображениям, связанным с дополнительным повышением способности к втягиванию жидкости, по меньшей мере один из первого волокнистого листа и второго листа, соседний со слоем 19 со спутанными волокнами, характеризуется высотой подъема, измеряемой при определении способности к впитыванию воды по методу Клемма, которая предпочтительно составляет 10 мм или более, более предпочтительно 20 мм или более и еще более предпочтительно 30 мм или более, и в качестве данного листа предпочтительно используется нетканый материал или бумага, включающий (-ая) в себя, в частности, гидрофильное волокно. В частности, как будет описано ниже, при использовании бумаги, подвергнутой крепированию (образованию мелких складок), в качестве волокнистого листа, соседнего со слоем со спутанными волокнами, крепирование может обеспечить увеличение капиллярных сил для увеличения высоты подъема, измеряемой при определении способности к впитыванию воды по методу Клемма, жесткость волокнистого листа после впитывания жидкости может быть уменьшена для усиления адгезионного сцепления со слоем со спутанными волокнами, и может быть дополнительно повышена способность к втягиванию жидкости по направлению к впитывающему полимеру. Высота подъема, измеряемая при определении способности к впитыванию воды по методу Клемма, представляет собой показатель способности к удерживанию жидкости, и чем выше высота подъема, измеряемая при определении способности к впитыванию воды по методу Клемма, тем выше способность волокнистого листа к удерживанию жидкости. Высота подъема, измеряемая при определении способности к впитыванию воды по методу Клемма, может быть измерена согласно JIS P8141 (JIS - Японский промышленный стандарт), например, посредством метода, который будет описан ниже. Кроме того, крепирование будет описано ниже.
[0067]
Первый волокнистый лист 11 и второй волокнистый лист 12 предпочтительно выполнены с такой конфигурацией, что они характеризуются разными высотами подъема, измеряемыми при определении способности к впитыванию воды по методу Клемма. В частности, при измерении высоты подъема, измеряемой при определении способности к впитыванию воды по методу Клемма, на основе метода измерений, который будет описан ниже, высота подъема, измеряемая при определении способности первого волокнистого листа 11 к впитыванию воды по методу Клемма, превышает высоту подъема, измеряемую при определении способности второго волокнистого листа 12 к впитыванию воды по методу Клемма. Поскольку каждый из волокнистых листов имеет такое физическое свойство, жидкость может легко удерживаться в волокнистом листе 11, что улучшает способность первого волокнистого листа 11 к обеспечению диффузии жидкости в направлении вдоль поверхности листа, и жидкость, подвергнутая диффузии, вводится в контакт с соответствующим впитывающим полимером 13, посредством чего может быть повышена эффективность использования соответствующего впитывающего полимера 13. В результате может быть повышена способность к впитыванию жидкости. Кроме того, поскольку способность второго волокнистого листа 12 самого по себе к удерживанию жидкости ниже, чем соответствующая способность первого волокнистого листа 11, воздухопроницаемость второго волокнистого листа 12 повышается.
[0068]
По соображениям, связанным с обеспечением заметности вышеописанных эффектов, высота С1 подъема, измеряемая при определении способности первого волокнистого листа 11 к впитыванию воды по методу Клемма, предпочтительно составляет 10 мм или более, более предпочтительно 20 мм или более, еще более предпочтительно 25 мм или более и еще более предпочтительно 30 мм и фактически составляет 60 мм или менее.
По тем же соображениям высота С2 подъема, измеряемая при определении способности второго волокнистого листа 12 к впитыванию воды по методу Клемма, предпочтительно составляет 30 мм или менее, более предпочтительно 20 мм или менее и еще более предпочтительно 10 мм или менее и фактически составляет 1 мм или более при условии С1 > С2.
[0069]
По тем же соображениям наружная поверхность впитывающего листа 1 со стороны первого волокнистого листа 11 предпочтительно также используется в качестве поверхности, принимающей воду, которая представляет собой поверхность, на которой впитывающий лист 1 и жидкость сначала входят в контакт друг с другом. При такой конфигурации эффективность использования впитывающего полимера 13 может быть повышена по сравнению со случаем, когда наружная поверхность на стороне второго волокнистого листа 12 используется в качестве поверхности, принимающей воду, так что имеется преимущество, заключающееся в том, что способность к впитыванию жидкости является очень хорошей. Высоты С1 и С2, измеряемые при определении способности соответствующих волокнистых листов 11 и 12 к впитыванию воды по методу Клемма, могут быть отрегулированы соответствующим образом посредством изменения поверхностной плотности и толщины волокнистого листа или материала волокон, образующих волокнистые листы.
[0070]
По тем же соображениям разность (С1 - С2) высоты С1 подъема, измеряемой при определении способности первого волокнистого листа 11 к впитыванию воды по методу Клемма, и высоты С2 подъема, измеряемой при определении способности второго волокнистого листа 12 к впитыванию воды по методу Клемма, при условии С1 > С2 предпочтительно составляет 10 мм или более, более предпочтительно 15 мм или более и еще более предпочтительно 20 мм или более и предпочтительно составляет 50 мм или менее, более предпочтительно 45 мм или менее и еще более предпочтительно 40 мм или менее.
[0071]
Высота подъема, измеряемая при определении способности к впитыванию воды по методу Клемма, может быть измерена, например, нижеприведенным методом, соответствующим методу испытаний согласно JIS P8141. В частности, волокнистый лист, для которого должны быть выполнены измерения, извлекают из впитывающего листа 1, соблюдая осторожность, чтобы не изменить толщину волокнистого листа. Когда волокнистый лист, для которого должны быть выполнены измерения, соединен с другим элементом посредством адгезива, адгезив подвергают отверждению с помощью средства охлаждения, такого как охлаждающий спрей, и после этого волокнистый лист извлекают. Кроме того, когда впитывающий полимер 13 приклеен к волокнистому листу, для которого должны быть выполнены измерения, аналогичным образом адгезив подвергают отверждению, используя охлаждающий спрей, и после этого удаляют впитывающий полимер 13. Из волокнистого листа, для которого должны быть выполнены измерения, вырезают кусок с шириной 30 мм и длиной 100 мм или более для получения образца.
[0072]
Когда впитывающий лист имеет прямоугольную форму, удлиненную в одном направлении на виде в плане, волокнистый лист, для которого должны быть выполнены измерения, разрезают так, чтобы продольное направление волокнистого листа соответствовало продольному направлению образца. Когда впитывающий лист имеет квадратную форму на виде в плане, волокнистый лист, для которого должны быть выполнены измерения, разрезают для получения образца так, чтобы направление вдоль любой стороны соответствовало продольному направлению образца. Кроме того, когда впитывающий лист не имеет многоугольной формы и имеет, например, форму круга на виде в плане, рассматривают виртуальную окружность с центром в центре тяжести впитывающего листа 1 на виде в плане и виртуальную радиальную линию, которая проходит через центр виртуальной окружности и «рассекает» виртуальную окружность с интервалами, составляющими 30°, при этом волокнистый лист, для которого должны быть выполнены измерения, разрезают с интервалами, составляющими 30°, посредством виртуальной радиальной линии для получения образца так, чтобы направление, в котором проходит виртуальная радиальная линия, соответствовало продольному направлению образца. Кроме того, когда впитывающий лист 1 включен во впитывающее изделие, волокнистый лист, для которого должны быть выполнены измерения, извлекают из впитывающего изделия и впитывающего листа 1 согласно вышеописанному способу, и из волокнистого листа вырезают образец с вышеописанными размерами так, чтобы продольное направление впитывающего изделия соответствовало продольному направлению образца.
[0073]
Независимо от формы впитывающего листа на виде в плане или от того, включен ли впитывающий лист во впитывающее изделие, существует вероятность того, что во время разрезания способы разрезания, в которых используется нажимной резак, могут повлиять на результаты из-за смятия образца, что не является предпочтительным. По этой причине разрезание выполняют, используя нож, резак и бритву так, чтобы не вызвать смятия поверхности образца, образованной разрезанием. Используя каждый вырезанный образец, высоту (мм) подъема, измеряемую при определении способности к впитыванию воды по методу Клемма, измеряют через 5 минут согласно JIS Р8141. Вышеописанное измерение выполняют 10 раз для каждого образца, и среднее арифметическое значение результатов измерений принимают в качестве высоты (мм) подъема, измеряемой при определении способности образца к впитыванию воды по методу Клемма.
[0074]
По соображениям, связанным с дополнительным повышением способности к впитыванию жидкости и одновременным проявлением очень хорошей воздухопроницаемости при облегчении выхода пара, образующегося при испарении впитанной жидкости, наружу через второй волокнистый лист 12, сопротивление R2 второго волокнистого листа 12 воздухопроницанию предпочтительно ниже, чем сопротивление R1 первого волокнистого листа 11 воздухопроницанию.
[0075]
В частности, сопротивление R1 первого волокнистого листа 11 воздухопроницанию предпочтительно составляет 0,1 кПа⋅с/м или более, более предпочтительно 0,2 кПа⋅с/м или более и еще более предпочтительно 0,3 кПа⋅с/м или более и предпочтительно составляет 0,8 кПа⋅с/м или менее, более предпочтительно 0,6 кПа⋅с/м или менее и еще более предпочтительно 0,4 кПа⋅с/м или менее.
Кроме того, сопротивление R2 второго волокнистого листа 12 воздухопроницанию при условии, что оно ниже сопротивления R1 первого волокнистого листа 11 воздухопроницанию, предпочтительно составляет 0,005 кПа⋅с/м или более, более предпочтительно 0,01 кПа⋅с/м или более и еще более предпочтительно 0,02 кПа⋅с/м или более и предпочтительно составляет 0,3 кПа⋅с/м или менее, более предпочтительно 0,2 кПа⋅с/м или менее и еще более предпочтительно 0,1 кПа⋅с/м или менее.
Чем ниже вышеописанное сопротивление воздухопроницанию, тем выше воздухопроницаемость, и сопротивление воздухопроницанию может быть определено с помощью прибора KES-F8 для определения воздухопроницаемости (AUTOMATIC AIR-PERMEABILITY TESTER KES-F8-AP1, изготавливаемого компанией Kato Tech Co., Ltd.).
[0076]
По тем же соображениям разность (R1 - R2) сопротивления R1 первого волокнистого листа 11 воздухопроницанию и сопротивления R2 второго волокнистого листа 12 воздухопроницанию при условии R1 > R2 предпочтительно составляет 0,07 кПа⋅с/м или более, более предпочтительно 0,15 кПа⋅с/м или более и еще более предпочтительно 0,2 кПа⋅с/м или более и предпочтительно составляет 0,7 кПа⋅с/м или менее, более предпочтительно 0,5 кПа⋅с/м или менее и еще более предпочтительно 0,4 кПа⋅с/м или менее.
[0077]
По соображениям, связанным с облегчением диффузии жидкости в направлении вдоль поверхности листа, дополнительным повышением эффективности использования впитывающего полимера 13 и обеспечением более высокой способности к впитыванию жидкости, первый волокнистый лист 11 предпочтительно представляет собой бумагу. Бумага изготовлена посредством агглютинирования растительных волокон, таких как целлюлозные, или других волокон предпочтительно влажным способом в соответствии с положениями стандарта JIS P0001.
[0078]
Когда первый волокнистый лист 11 представляет собой бумагу, предпочтительно выполняют крепирование (образование мелких складок), и степень F1 крепирования первого волокнистого листа 11 предпочтительно составляет 5% или более, более предпочтительно 10% или более и еще более предпочтительно 15% или более и фактически составляет 30% или менее. Кроме того, поскольку капиллярные силы, создаваемые волокнистым листом, могут быть увеличены при такой степени крепирования, может быть легко получен волокнистый лист, характеризующийся вышеописанной высотой подъема, измеряемой при определении способности к впитыванию воды по методу Клемма. Такой волокнистый лист может быть подвергнут известной обработке для крепирования для получения вышеописанной степени крепирования.
[0079]
Степень крепирования может быть определена с помощью метода удлинения под водой, например, на основе нижеприведенного метода. Измерение выполняют при температуре 23 ± 2°C и относительной влажности 50 ± 5%, и образец выдерживают в такой же среде в течение 24 часов или более перед измерением и затем подвергают измерениям. Из волокнистого листа как объекта измерений вырезают кусок с размером 25 мм в направлении, в котором проходят складки, и размером 100 мм в направлении, ортогональном к направлению, в котором проходят складки, для получения образца для измерений, образец для измерений погружают в воду на одну минуту и затем тянут вверх, и степень крепирования рассчитывают по нижеприведенной формуле (4) исходя из величины изменения размера в данном ортогональном направлении. Измерение выполняют три раза, и среднее арифметическое значение из измеренных значений принимают в качестве степени крепирования (%). Когда размер, составляющий 100 мм, невозможно обеспечить в ортогональном направлении, степень крепирования может быть получена посредством вырезания образца из волокнистого листа с размером в ортогональном направлении, составляющим по меньшей мере 30 мм или более.
Степень крепирования (%)=((Размер после погружения в воду (мм))/(Размер до погружения в воду (мм)) - 1} × 100 … (4)
[0080]
Что касается второго волокнистого листа 12, то волокнистый лист 12 предпочтительно имеет степень F2 крепирования, составляющую менее 1%, которую определяют в соответствии с вышеописанным методом. Поскольку второй волокнистый лист 12 имеет такую степень крепирования, жидкость почти не удерживается во втором волокнистом листе 12, посредством чего можно получить лист с более высокой воздухопроницаемостью и легко получить волокнистый лист, характеризующийся такой высотой подъема, измеряемой при определении способности к впитыванию воды по методу Клемма, которая меньше высоты подъема, измеряемой при определении способности первого волокнистого листа 11 к впитыванию воды по методу Клемма.
[0081]
Когда первый волокнистый лист 11 представляет собой бумагу, волокно бумаги предпочтительно имеет ориентационную направленность в одном направлении. Поскольку при такой конфигурации можно иметь соответственно направление, в котором высота подъема, измеряемая при определении способности к впитыванию воды по методу Клемма, является большой, и направление, в котором высота подъема, измеряемая при определении способности к впитыванию воды по методу Клемма, является малой, посредством одного волокнистого листа, способность к обеспечению диффузии жидкости может быть увеличена в направлении, соответствующем ориентационной направленности, эффективность использования впитывающего полимера может быть повышена, и может быть предотвращена непреднамеренная диффузия жидкости в направлении, ортогональном к направлению, соответствующему ориентационной направленности. В частности, как будет описано ниже, когда впитывающий лист 1, имеющий ориентационную направленность в одном направлении, включен во впитывающее изделие так, что направление, соответствующее ориентационной направленности, совпадает с продольным направлением впитывающего изделия, может быть увеличена способность к обеспечению диффузии жидкости в продольном направлении впитывающего изделия, может быть повышена эффективность использования впитывающего полимера, и может быть предотвращена утечка жидкости в направлении ширины за счет воспрепятствования непредусмотренной диффузии в направлении ширины впитывающего изделия.
Ориентационная направленность представляет собой показатель, определяемый в соответствии с методом определения, который будет описан ниже, и предпочтительно составляет 60% или более и более предпочтительно 70% или более.
[0082]
Ориентационную направленность волокон, образующих волокнистый лист, определяют, используя прибор для испытаний на растяжение-сжатие (AG-IS, изготавливаемый компанией Shimadzu Corporation). Образец для испытаний вырезают с длиной 150 мм и шириной 50 мм в одном направлении волокнистого листа и в направлении, ортогональном к данному одному направлению. Когда волокнистый лист имеет квадратную или прямоугольную форму, образец для испытаний может быть вырезан так, чтобы он имел вышеуказанный размер в направлении вдоль любой стороны в качестве продольного направления и в направлении, ортогональном к продольному направлению, в качестве направления ширины. Для образца для испытаний расстояние между зажимами составляет 100 мм, образец для испытаний растягивают со скоростью растягивания, составляющей 300 мм/мин, в продольном направлении, и регистрируют максимальную нагрузку (Н) при разрыве. Данный эксперимент выполняют для пяти образцов для испытаний, измеряют максимальные нагрузки для соответствующих образцов для испытаний, и среднее арифметическое значение из измеренных максимальных нагрузок принимают в качестве прочности (Н) при растяжении в продольном направлении. Аналогичным образом пять образцов для испытаний, имеющих вышеуказанные размеры, растягивают в направлении ширины, измеряют максимальные нагрузки (Н) при разрыве соответствующих образцов для испытаний, и среднее арифметическое значение измеренных максимальных нагрузок принимают в качестве прочности (Н) при растяжении в направлении ширины.
[0083]
Ориентационную направленность рассчитывают по нижеприведенной формуле (5) на основе прочности при растяжении в продольном направлении и прочности при растяжении в направлении ширины, полученных вышеописанным методом. Когда ориентационная направленность, рассчитанная по нижеприведенной формуле (5), составляет 50% или более, полагают, что «данная ориентационная направленность - это направленность в направлении, проходящем вдоль продольного направления образца для испытаний», и, когда ориентационная направленность, рассчитанная по нижеприведенной формуле (5), составляет менее 50%, полагают, что «данная ориентационная направленность - это направленность в направлении ширины образца для испытаний». Продольное направление и направление ширины образца для испытаний соответствуют соответственно одному направлению разрезанного волокнистого листа и направлению, ортогональному к данному одному направлению.
Ориентационная направленность (%)=100 × ([Прочность при растяжении в продольном направлении (Н)]/([Прочность при растяжении в продольном направлении (Н)] + [Прочность при растяжении в направлении ширины (Н)])) … (5)
[0084]
В частности, по соображениям, связанным с дополнительным обеспечением заметности способности к впитыванию жидкости, первый волокнистый лист 11 предпочтительно представляет собой бумагу, второй волокнистый лист 12 предпочтительно представляет собой нетканый материал, и, как показано на фиг.3, слой 19 со спутанными волокнами предпочтительно расположен рядом с первым волокнистым листом 11. В этом случае слой 19 со спутанными волокнами может представлять собой волокнистый слой, содержащий смесь гидрофильной целлюлозы и впитывающего полимера. Слой 19 со спутанными волокнами может представлять собой, например, впитывающий элемент, который будет описан позднее.
[0085]
По соображениям, связанным с дополнительным повышением способности к впитыванию жидкости, поверхностная плотность первого волокнистого листа 11 предпочтительно составляет 6 г/м2 или более и более предпочтительно 8 г/м2 или более и предпочтительно составляет 50 г/м2 или менее, более предпочтительно 30 г/м2 или менее и еще более предпочтительно 20 г/м2 или менее.
По тем же соображениям поверхностная плотность второго волокнистого листа 12 предпочтительно составляет 4 г/м2 или более и более предпочтительно 6 г/м2 или более и предпочтительно составляет 30 г/м2 или менее и более предпочтительно 20 г/м2 или менее.
[0086]
По тем же соображениям толщина первого волокнистого листа 11 предпочтительно составляет 0,04 мм или более и более предпочтительно 0,08 мм или более и предпочтительно составляет 1 мм или менее и более предпочтительно 0,3 мм или менее.
По тем же соображениям толщина второго волокнистого листа 12 предпочтительно составляет 0,03 мм или более и более предпочтительно 0,07 мм или более и предпочтительно составляет 0,5 мм или менее и более предпочтительно 0,2 мм или менее. Толщину каждого из волокнистых листов 11 и 12 измеряют посредством лазерного датчика перемещений под давлением 1,7 кПа.
[0087]
По соображениям, связанным с повышением способности к впитыванию жидкости, толщина впитывающего листа предпочтительно составляет 0,3 мм или более и более предпочтительно 0,6 мм или более. Кроме того, толщина впитывающего листа предпочтительно составляет 4 мм или менее, более предпочтительно 3 мм или менее и еще более предпочтительно 2 мм или менее по соображениям, связанным с увеличением полезности для пользователя при использовании впитывающего листа или впитывающего изделия, содержащего данный лист. Толщина впитывающего листа, описанного выше, представляет собой толщину всего впитывающего листа, измеренную под давлением 1,7 кПа.
[0088]
Вышеописанный впитывающий лист 1 может быть использован как он есть. В этом случае впитывающий лист 1 может использоваться в виде одного листа, или множество впитывающих листов могут быть использованы в состоянии, когда они наложены друг на друга и соединены посредством ламинирования.
[0089]
Кроме того, вышеописанный впитывающий лист 1 может быть использован в качестве составляющего элемента впитывающего изделия. Как правило, впитывающее изделие имеет продольное направление, проходящее вдоль направления от передней стороны к задней стороне носителя, и направление ширины, ортогональное к продольному направлению, и включает в себя верхний лист и задний лист, и впитывающее изделие может использоваться в состоянии, в котором впитывающий лист по настоящему изобретению расположен между верхним листом и задним листом. Примеры впитывающего изделия включают урологическую прокладку, гигиеническую прокладку и одноразовый подгузник. По соображениям, связанным с повышением способности впитывающего изделия к впитыванию жидкостей, при использовании впитывающего листа 1 в качестве составляющего элемента впитывающего изделия множество впитывающих листов 1 могут быть использованы в состоянии, в котором они наложены друг на друга, и впитывающий элемент может быть дополнительно использован в состоянии, в котором он наложен на впитывающий лист 1. Когда впитывающий элемент используется в состоянии, в котором он наложен на впитывающий лист 1, впитывающий элемент предпочтительно расположен по меньшей мере на центральной зоне впитывающего листа 1.
[0090]
Верхний лист, используемый для впитывающего изделия, представляет собой лист, образующий поверхность (в дальнейшем также упоминаемую как «поверхность, обращенная к коже»), обращенную к коже носителя, который носит впитывающее изделие, при ношении впитывающего изделия в надлежащем положении, и задний лист представляет собой лист, образующий поверхность (в дальнейшем также упоминаемую как «поверхность, не обращенная к коже»), обращенную в сторону, противоположную коже носителя, который носит впитывающее изделие. Верхний лист и задний лист, традиционно используемые для впитывающего изделия, могут быть без особого ограничения использованы в качестве верхнего листа и заднего листа, используемых для впитывающего изделия. Например, в качестве верхнего листа можно использовать различные проницаемые для жидкостей, нетканые материалы или перфорированные пленки. В качестве заднего листа можно использовать минимально проницаемую для жидкостей или водоотталкивающую пленку или многослойный материал из полимерной пленки и нетканого материала.
[0091]
Впитывающий элемент, используемый для впитывающего изделия, включает в себя впитывающую сердцевину. Впитывающая сердцевина включает в себя, например, элемент, образованный из стопы волокон, представляющих собой гидрофильные волокна, такие как целлюлозные волокна, элемент из стопы смешанных волокон, образованный из гидрофильного волокна и впитывающего полимера, и элемент, образованный из осажденного слоя впитывающего полимера. По меньшей мере поверхность впитывающей сердцевины, обращенная к коже, может быть закрыта листом для обертывания сердцевины, проницаемым для жидкостей, и вся поверхность, включая поверхность, обращенную к коже, и поверхность, не обращенную к коже, может быть закрыта листом для обертывания сердцевины. В качестве листа для обертывания сердцевины можно использовать, например, тонкую бумагу, образованную из гидрофильных волокон, или проницаемый для жидкостей, нетканый материал.
[0092]
В частности, когда впитывающий лист 1 используется в качестве составляющего элемента впитывающего изделия, первый волокнистый лист 11 впитывающего листа 1 предпочтительно расположен так, чтобы он образовывал поверхность, принимающую жидкости. Другими словами, впитывающий лист 1 предпочтительно расположен так, что первый волокнистый лист 11 расположен ближе к поверхности, обращенной к коже. Кроме того, когда первый волокнистый лист 11 подвергнут крепированию, впитывающий лист также предпочтительно расположен так, что направление, в котором проходят мелкие складки, образованные крепированием, соответствует продольному направлению впитывающего изделия. Кроме того, когда волокна, образующие первый волокнистый лист 11 или оба волокнистых листа 11 и 12, имеют ориентационную направленность в одном направлении, впитывающий лист также предпочтительно расположен так, что направление, соответствующее ориентационной направленности, совпадает с продольным направлением впитывающего изделия. Когда впитывающий лист расположен таким образом, повышаются как способность к втягиванию жидкости из верхнего листа, так и способность впитывающего листа к удерживанию жидкости, и получают впитывающее изделие с высокой способностью к впитыванию жидкостей. Кроме того, поскольку жидкость, прилипающая к верхнему листу и проходящая через верхний лист, может быть легко втянута в направлении стороны впитывающего листа для улучшения ощущения сухости, создаваемого верхним листом, также имеется преимущество, заключающееся в том, что улучшается ощущение носителя при использовании впитывающего изделия. Кроме того, поскольку пар, образующийся из впитанной жидкости, может легко испаряться из второго волокнистого листа 12 для уменьшения затхлости при ношении впитывающего изделия, также имеется преимущество, заключающееся в улучшении ощущения носителя при использовании впитывающего изделия. Испарение пара из второго волокнистого листа 12 является особенно эффективным, когда влагопроницаемый материал используется в качестве заднего листа впитывающего изделия.
[0093]
В частности, когда первый волокнистый лист 11 используется для впитывающего изделия так, что он расположен ближе к поверхности, обращенной к коже, поверхность первого волокнистого листа 11, на которой отсутствует адгезив 15, предпочтительно имеет структуру с выступами и углублениями, описанную выше. При такой конфигурации может быть увеличена сила трения о другие составляющие элементы впитывающего изделия, может быть уменьшено скольжение составляющих элементов друг относительно друга, и может быть уменьшена площадь контакта со стороной кожи носителя, в результате чего улучшается ощущение носителя при использовании впитывающего изделия. Кроме того, когда первый волокнистый лист 11 используется для впитывающего изделия так, что он расположен ближе к поверхности, обращенной к коже, поверхность второго волокнистого листа 12, на которой адгезив 15 отсутствует и которая расположена ближе к поверхности, не обращенной к коже, предпочтительно не имеет структуры с выступами и углублениями, описанной выше. При такой конфигурации наружная поверхность впитывающего изделия может быть более гладкой, и, таким образом, улучшается ощущение от впитывающего изделия при его осязании.
[0094]
Впитывающий лист по настоящему изобретению и впитывающее изделие, включающее в себя данный лист, описаны выше, и в дальнейшем будет описан соответствующий способ изготовления впитывающего листа по настоящему изобретению. Фиг.4 показывает вариант осуществления производственной установки 100, соответствующим образом используемой в данном способе изготовления.
[0095]
Производственная установка 100, показанная на фиг.4, включает в себя ролик 110 для первого исходного материала и ролик 120 для второго исходного материала. Ролик 110 для первого исходного материала может обеспечить подачу длинного непрерывного первого волокнистого листа 11 в направлении R перемещения и подачу его к первому устройству 130 нанесения адгезива, которое будет описано ниже. Ролик 120 для второго исходного материала может обеспечить подачу длинного непрерывного второго волокнистого листа 12 в направлении R перемещения и подачу его ко второму устройству 140 нанесения адгезива, которое будет описано ниже.
[0096]
Производственная установка 100 включает в себя первое устройство 130 нанесения адгезива и второе устройство 140 нанесения адгезива. Первое устройство 130 нанесения адгезива может непрерывно или прерывисто наносить адгезив 15 на одну поверхность первого волокнистого листа 11, подаваемого с ролика 110 для первого исходного материала. Первое устройство 130 нанесения адгезива, показанное на фиг.4, выполнено с возможностью прерывистого нанесения адгезива 15. Второе устройство 140 нанесения адгезива может непрерывно или прерывисто наносить адгезив 15 на одну поверхность второго волокнистого листа 12, подаваемого с ролика 120 для второго исходного материала. Второе устройство 140 нанесения адгезива, показанное на фиг.4, выполнено с возможностью непрерывного нанесения адгезива 15. Фиг.4 показывает состояние, в котором адгезив 15, нанесенный на первый волокнистый лист 11, и адгезив 15, нанесенный на второй волокнистый лист 12, нанесены при использовании адгезива одного и того же типа, но они могут быть нанесены при использовании адгезивов разных типов.
[0097]
Производственная установка 100 включает в себя устройство 150 распределения полимера. Устройство 150 распределения полимера расположено над вторым волокнистым листом 12 и может распределять впитывающий полимер 13 на поверхности второго волокнистого листа 12, на которой нанесен адгезив 15.
[0098]
Производственная установка 100 предпочтительно дополнительно включает в себя прижимной ролик 160. Прижимной ролик 160 сдавливает многослойный элемент, в котором первый волокнистый лист 11 наложен на второй волокнистый лист 12, содержащий впитывающий полимер 13, посредством направляющего ролика 161. Таким образом, может быть образован длинный непрерывный впитывающий лист 1, в котором образовано много частей 17, образующих непосредственное соединение.
[0099]
Производственная установка 100 может включать в себя устройство (непоказанное) разрезания листа, расположенное по ходу за прижимным роликом 160. Устройство разрезания листа разрезает длинный непрерывный впитывающий лист 1 в заданном месте для образования впитывающего листа 1, имеющего заданный размер. Пример устройства разрезания листа может включать режущий ролик, имеющий нож, проходящий в направлении, ортогональном к направлению R перемещения.
[0100]
Способ изготовления впитывающего листа посредством использования производственной установки 100, имеющей вышеописанную конфигурацию, таков. Сначала адгезив 15 наносят на по меньшей мере один из волокнистых листов 11 и 12, предпочтительно на каждую из одной поверхности первого волокнистого листа 11 и одной поверхности второго волокнистого листа 12. На фиг.4 адгезив 15, подаваемый из первого устройства 130 нанесения адгезива, наносится на одну поверхность первого волокнистого листа 11. Кроме того, адгезив 15, подаваемый из второго устройства 140 нанесения адгезива, наносится на одну поверхность второго волокнистого листа 12. Адгезив 15 может быть нанесен последовательно на один волокнистый лист и затем на другой волокнистый лист или может быть нанесен одновременно на соответствующие волокнистые листы 11 и 12. Когда адгезив 15 наносят только на один волокнистый лист из волокнистых листов 11 и 12, может быть нанесен адгезив 15, подаваемый или из первого устройства 130 нанесения адгезива, или из второго устройства 140 нанесения адгезива.
[0101]
По соображениям, связанным с эффективным формированием части 17, образующей непосредственное соединение, во впитывающем листе 1 посредством соединения адгезивов, нанесенных на соответствующие волокнистые листы 11 и 12, способ нанесения в первом устройстве 130 нанесения адгезива предпочтительно представляет собой способ, при котором поверхностная плотность адгезива 15 в части, на которую нанесен адгезив 15, может быть отрегулирована для ее увеличения, и, более конкретно, предпочтительно выбрать способ нанесения рисунка, например, нанесения в виде спиралей, нанесения в виде вершин или нанесения с омегообразным рисунком, посредством котоого образуется часть, в которой не нанесен адгезив 15. По тем же соображениям, способ нанесения во втором устройстве 140 нанесения адгезива предпочтительно представляет собой способ, при котором адгезив 15 может быть нанесен непрерывно с низкой поверхностной плотностью, более предпочтительно - способ нанесения распылением или нанесения покрытия и особенно предпочтительно - способ нанесения покрытия. Поверхностная плотность адгезива, нанесенного на каждый из волокнистых листов 11 и 12, может быть отрегулирована так, чтобы она находилась в вышеуказанном диапазоне.
[0102]
Далее, устройство 150 распределения полимера распределяет впитывающий полимер 13 на поверхности второго волокнистого листа 12, на которой нанесен адгезив 15. Впитывающий полимер 13 удерживается за счет прилипания к адгезиву 15 на втором волокнистом листе 12. Впитывающий полимер 13 предпочтительно равномерно распределяется в направлении вдоль поверхности второго волокнистого листа 12. При распределении впитывающего полимера 13 количество впитывающего полимера 13, распределяемого в направлении вдоль поверхности второго впитывающего листа 12, может быть изменено в соответствии с предусмотренным впитывающим листом 1.
[0103]
После этого соответствующие волокнистые листы 11 и 12 накладывают друг на друга так, чтобы те поверхности соответствующих волокнистых листов 11 и 12, на которые нанесены адгезивы, были обращены друг к другу. Многослойный элемент, полученный наложением соответствующих волокнистых листов 11 и 12 друг на друга, представляет собой многослойный элемент, в котором впитывающий полимер 13 размещен между соответствующими волокнистыми листами 11 и 12. Многослойный элемент при необходимости может быть подан непосредственно к устройству разрезания листа без ввода в зазор между прижимными роликами 160 для получения впитывающего листа по настоящему изобретению. В альтернативном варианте оба волокнистых листа 11 и 12 могут быть непосредственно введены в зазор между прижимными роликами 160 и наложены друг на друга при их сдавливании, при этом они не наложены друг на друга заранее.
[0104]
После этого оба волокнистых листа 11 и 12, наложенных друг на друга, вводят в зазор между прижимными роликами 160 и сдавливают. Таким образом, адгезивы 15, нанесенные на соответствующие волокнистые листы 11 и 12, могут быть легко соединены вместе, и, следовательно, может быть легко образована часть 17, образующая непосредственное соединение. Кроме того, может быть увеличена сила адгезионного сцепления между впитывающим полимером 13 и адгезивом 15. В результате одновременно могут быть улучшены как способность впитывающего полимера к впитыванию жидкостей, так и способность к удерживанию впитывающего полимера.
[0105]
По соображениям, связанным с эффективным формированием части 17, образующей непосредственное соединение, при одновременном предотвращении непреднамеренного разрушения изделия, предпочтительно сдавливать соответствующие волокнистые листы 11 и 12 с относительно высоким давлением при использовании прижимного ролика 160, имеющего мягкую поверхность. Поскольку периферийная поверхность прижимного ролика может быть выполнена такой, что она будет принимать форму тех выступов и углублений соответствующих волокнистых листов 11 и 12, которые образованы посредством впитывающего полимера 13, при сдавливании соответствующих волокнистых листов 11 и 12 при таких условиях, прижимной ролик может эффективно сдавливать адгезивы 15, нанесенные на соответствующие волокнистые листы 11 и 12, для содействия непосредственному соединению в микроскопических пустотах. В качестве материала такого прижимного ролика 160 можно использовать, например, твердую резину, силиконовый каучук или силиконовую губку.
[0106]
В завершение, длинный непрерывный впитывающий лист 1 разрезают с заданным размером посредством устройства разрезания листа для получения впитывающего листа по настоящему изобретению.
[0107]
Когда количество впитывающего полимера 13, имеющегося на обоих концах впитывающего листа 1, определяемых в одном направлении, меньше количества впитывающего полимера в центральной зоне, количество распределяемого впитывающего полимера 13 регулируют посредством устройства 150 распределения полимера так, чтобы части, в которых количество впитывающего полимера 13 мало, были образованы с заданными интервалами в направлении R перемещения. При этом место расположения устройства разрезания листа и скорость перемещения длинного непрерывного впитывающего листа могут быть отрегулированы так, чтобы разрезание происходило в данных частях. При этом количество впитывающего полимера 13, имеющегося на обоих концах впитывающего листа 1, определяемых в направлении R перемещения, будет малым. В случае регулирования количества впитывающего полимера 13, имеющегося в периферийной зоне впитывающего листа 1, в дополнение к вышеописанному способу можно регулировать количество впитывающего полимера 13, распределяемого на обоих концах второго волокнистого листа 12, определяемых в направлении, ортогональном к направлению R перемещения, и в зонах вблизи данных концов.
[0108]
Посредством вышеуказанных этапов изготавливают впитывающий лист по настоящему изобретению. В данном впитывающем листе впитывающий полимер может набухать в достаточной степени, будучи прикрепленным в заданном месте, и поэтому может проявляться высокая способность к впитыванию жидкостей.
[0109]
Несмотря на то, что выше были описаны предпочтительные варианты осуществления настоящего изобретения, настоящее изобретение не ограничено вышеприведенными вариантами осуществления.
[0110]
Нижеописанный впитывающий лист, впитывающее изделие и способ изготовления впитывающего листа будут раскрыты в связи с вышеописанными вариантами осуществления настоящего изобретения.
<1> Впитывающий лист, содержащий первый волокнистый лист, второй волокнистый лист и впитывающий полимер, размещенный между первым листом и вторым волокнистым листом, при этом первый волокнистый лист и второй лист соединены друг с другом посредством адгезива, при этом
в зоне, в которой размещен впитывающий полимер, впитывающий полимер размещен так, что не наблюдается никакого зазора, распознаваемого макроскопически, и
данная зона включает в себя часть, в которой первый волокнистый лист и второй лист соединены непосредственно друг с другом только посредством адгезива без впитывающего полимера, находящегося между ними.
[0111]
<2> Впитывающий лист по пункту <1>, в котором адгезив обладает эластичностью.
<3> Впитывающий лист по пункту <1> или <2>, при этом впитывающий лист включает в себя часть, в которой первый волокнистый лист и второй лист соединены непосредственно друг с другом посредством адгезива без впитывающего полимера, находящегося между ними, и часть, в которой первый волокнистый лист и второй лист соединены друг с другом посредством адгезива при впитывающем полимере, находящемся между ними.
<4> Впитывающий лист по любому из пунктов <1> - <3>, в котором множество частей, в которых первый волокнистый лист и второй лист соединены непосредственно друг с другом посредством адгезива без впитывающего полимера, находящегося между ними, образованы в виде регулярно или произвольно рассредоточенных точек, если смотреть в направлении в плоскости листа, и
предпочтительна структура, в которой выступы и углубления образованы произвольно в виде рассредоточенных точек.
<5> Впитывающий лист по любому из пунктов <1> - <4>, в котором адгезив имеется:
на поверхности первого волокнистого листа и второго листа, которая обращена к впитывающему полимеру; и
в пустотах между волокнами, образующими первый волокнистый лист и второй лист.
<6> Впитывающий лист по любому из пунктов <1> - <5>, в котором адгезив представляет собой адгезив на основе каучука.
<7> Впитывающий лист по пункту <6>, в котором адгезив на основе каучука представляет собой адгезив на стирольной основе.
[0112]
<8> Впитывающий лист по любому из пунктов <1> - <7>, в котором адгезив представляет собой термоплавкий адгезив.
<9> Впитывающий лист по любому из пунктов <1> - <8>, в котором время релаксации адгезива, полученное посредством определения вязкоупругости, составляет 1 секунду или более при 50°С.
<10> Впитывающий лист по любому из пунктов <1> - <9>, в котором время релаксации адгезива, полученное посредством определения вязкоупругости, предпочтительно составляет 2 секунды или более и более предпочтительно 3 секунды или более при 50°С, и
время релаксации адгезива предпочтительно составляет 20 секунд или менее, более предпочтительно 10 секунд или менее и еще более предпочтительно 5 секунд или менее.
<11> Впитывающий лист по любому из пунктов <1> - <10>, в котором адгезив имеет динамический модуль G’ упругости при 25°С, предпочтительно составляющий 10000 Па или более и более предпочтительно 50000 Па или более, и
адгезив имеет модуль G” потерь при 25°С, предпочтительно составляющий 10000 Па или более и более предпочтительно 50000 Па или более.
<12> Впитывающий лист по любому из пунктов <1> - <11>, в котором адгезив имеется на поверхности первого волокнистого листа и второго листа, которая обращена к впитывающему полимеру, и в пустотах между волокнами, образующими первый волокнистый лист и второй лист.
[0113]
<13> Впитывающий лист по любому из пунктов <1> - <12>, в котором площадь, на которой адгезив нанесен на втором волокнистом листе, больше площади, на которой адгезив нанесен на первом волокнистом листе, и
в части, в которой нанесен адгезив, первая поверхностная плотность адгезива на первом волокнистом листе больше второй поверхностной плотности адгезива на втором волокнистом листе.
<14> Впитывающий лист по пункту <13>, в котором сумма первой поверхностной плотности и второй поверхностной плотности составляет 500 г/м2 или менее.
<15> Впитывающий лист по пункту <13> или <14>, в котором сумма первой поверхностной плотности и второй поверхностной плотности предпочтительно составляет 500 г/м2 или менее, более предпочтительно 300 г/м2 или менее и еще более предпочтительно 200 г/м2 или менее,
сумма первой поверхностной плотности и второй поверхностной плотности предпочтительно составляет 10 г/м2 или более, более предпочтительно 50 г/м2 или более и еще более предпочтительно 80 г/м2 или более.
<16> Впитывающий лист по любому из пунктов <13> - <15>, в котором первая поверхностная плотность предпочтительно составляет 400 г/м2 или менее, более предпочтительно 250 г/м2 или менее и еще более предпочтительно 100 г/м2 или менее, и
первая поверхностная плотность фактически составляет 20 г/м2 или более.
<17> Впитывающий лист по любому из пунктов <13> - <16>, в котором вторая поверхностная плотность предпочтительно составляет 30 г/м2 или менее, более предпочтительно 15 г/м2 или менее и еще более предпочтительно 10 г/м2 или менее, и
вторая поверхностная плотность фактически составляет 2 г/м2 или более.
[0114]
<18> Впитывающий лист по любому из пунктов <1> - <17>, в котором адгезив нанесен прерывисто на зону соединения первого волокнистого листа со вторым волокнистым листом так, чтобы имелась часть без нанесения,
адгезив нанесен непрерывно на всю зону соединения второго волокнистого листа с первым волокнистым листом так, чтобы не было промежутка, и
поверхность первого волокнистого листа, на которой отсутствует адгезив, используется в качестве поверхности, принимающей жидкости.
<19> Впитывающий лист по любому из пунктов <1> - <18>, в котором толщина адгезива, имеющегося на поверхности первого волокнистого листа, больше толщины адгезива, имеющегося на поверхности второго волокнистого листа.
<20> Впитывающий лист по пункту <19>, в котором толщина адгезива, имеющегося на поверхности первого волокнистого листа, больше толщины адгезива, имеющегося на поверхности второго волокнистого листа, и предпочтительно составляет 20 мкм или более и более предпочтительно 40 мкм или более, и
толщина адгезива, имеющегося на поверхности первого волокнистого листа, предпочтительно составляет 500 мкм или менее и более предпочтительно 300 мкм или менее.
<21> Впитывающий лист по пункту <19> или <20>, в котором толщина адгезива, имеющегося на поверхности второго волокнистого листа, предпочтительно составляет 1 мкм или более и более предпочтительно 3 мкм или более, и
толщина адгезива, имеющегося на поверхности второго волокнистого листа, предпочтительно составляет 20 мкм или менее и более предпочтительно 10 мкм или менее.
[0115]
<22> Впитывающий лист по любому из пунктов <1> - <21>, в котором сопротивление отслаиванию соединения между первым волокнистым листом и вторым листом в сухом состоянии составляет 0,1 Н/25 мм или более и 5 Н/25 мм или менее.
<23> Впитывающий лист по любому из пунктов <1> - <22>, в котором сопротивление отслаиванию между первым волокнистым листом и вторым листом в сухом состоянии предпочтительно составляет 0,1 Н/25 мм или более, более предпочтительно 0,2 Н/25 мм или более и еще более предпочтительно 0,3 Н/25 мм или более, и
сопротивление отслаиванию между первым волокнистым листом и вторым листом в сухом состоянии предпочтительно составляет 3 Н/25 мм или менее, более предпочтительно 2 Н/25 мм или менее и еще более предпочтительно 1,5 Н/25 мм или менее.
<24> Впитывающий лист по любому из пунктов <1> - <23>, в котором изменение толщины составляет 1 мм или более во время погружения в физиологический солевой раствор на 30 минут, и
число частей, в которых первый волокнистый лист и второй лист соединены друг с другом, составляет одна или более на 1 см2 при разделении обоих волокнистых листов после погружения.
<25> Впитывающий лист по любому из пунктов <1> - <24>, в котором изменение толщины предпочтительно составляет 2 мм или более, более предпочтительно 3 мм или более и еще более предпочтительно 4 мм или более во время погружения в физиологический солевой раствор на 30 минут, и
изменение толщины фактически составляет 20 мм или менее.
[0116]
<26> Впитывающий лист по любому из пунктов <1> - <25>, в котором в случае, когда состояние после погружения впитывающего листа, находящегося в сухом состоянии, на 30 минут в физиологический солевой раствор в количестве, превышающем массу впитывающего листа в 200 раз, последующего размещения впитывающего листа на сетке и вытирания избыточной воды бумагой представляет собой мокрое состояние, степень деформации сжатия в мокром состоянии составляет 25% или более.
<27> Впитывающий лист по пункту <26>, в котором степень деформации сжатия в мокром состоянии предпочтительно составляет 25% или более, более предпочтительно 30% или более и еще более предпочтительно 35% или более, и
степень деформации сжатия фактически составляет 70% или менее.
<28> Впитывающий лист по пункту <26> или <27>, в котором степень набухания впитывающего полимера составляет 80% или более, и
сопротивление отслаивания между первым волокнистым листом и вторым листом в мокром состоянии составляет 0,1 Н/25 мм или более и 2 Н/25 мм или менее.
<29> Впитывающий лист по любому из пунктов <26> - <28>, в котором степень набухания впитывающего полимера предпочтительно составляет 80% или более, более предпочтительно 85% или более и еще более предпочтительно 90% или более.
<30> Впитывающий лист по любому из пунктов <26> - <29>, в котором сопротивление отслаиванию между первым волокнистым листом и вторым листом в мокром состоянии предпочтительно составляет 0,1 Н/25 мм или более, более предпочтительно 0,2 Н/25 мм или более и еще более предпочтительно 0,3 Н/25 мм или более, и
сопротивление отслаиванию предпочтительно составляет 2,0 Н/25 мм или менее, более предпочтительно 1,5 Н/25 мм или менее и еще более предпочтительно 1,0 Н/25 мм или менее.
[0117]
<31> Впитывающий лист по любому из пунктов <1> - <30>, в котором поверхность первого волокнистого листа, на которой отсутствует адгезив, имеет структуру с выступами и углублениями, и
поверхность первого волокнистого листа, на которой отсутствует адгезив, используется в качестве поверхности, принимающей жидкости.
<32> Впитывающий лист по любому из пунктов <1> - <31>, в котором поверхностная плотность впитывающего полимера составляет 60 г/м2 или более, и медианный размер частиц впитывающего полимера составляет 800 мкм или менее.
<33> Впитывающий лист по любому из пунктов <1> - <32>, в котором количество впитывающего полимера, имеющегося в центральной зоне, больше количества впитывающего полимера, имеющегося на обоих концах, определяемых в одном направлении.
<34> Впитывающий лист по любому из пунктов <1> - <33>, в котором количество впитывающего полимера, имеющегося в центральной зоне, больше количества впитывающего полимера, имеющегося в периферийной зоне.
<35> Впитывающий лист по любому из пунктов <1> - <34>, в котором количество жидкости, впитанной впитывающим полимером, предпочтительно составляет 15 г/г или более, более предпочтительно 20 г/г или более и еще более предпочтительно 25 г/г или более в состоянии, когда приложена нагрузка, составляющая 2,0 кПа.
[0118]
<36> Впитывающий лист по любому из пунктов <1> - <35>, при этом впитывающий лист дополнительно включает в себя слой со спутанными волокнами, расположенный рядом с по меньшей мере одним из первого волокнистого листа и второго листа.
<37> Впитывающий лист по пункту <36>, в котором по меньшей мере один из первого волокнистого листа и второго листа, соседний со слоем со спутанными волокнами, характеризуется высотой подъема, измеряемой при определении способности к впитыванию воды по методу Клемма, которая предпочтительно составляет 10 мм или более, более предпочтительно 20 мм или более и еще более предпочтительно 30 мм или более.
<38> Впитывающий лист по любому из пунктов <1> - <37>, в котором поверхностная плотность первого волокнистого листа предпочтительно составляет 6 г/м2 или более и более предпочтительно 8 г/м2 или более,
поверхностная плотность первого волокнистого листа предпочтительно составляет 50 г/м2 или менее, более предпочтительно 30 г/м2 или менее и еще более предпочтительно 20 г/м2 или менее.
<39> Впитывающий лист по любому из пунктов <1> - <38>, в котором поверхностная плотность второго волокнистого листа предпочтительно составляет 4 г/м2 или более и более предпочтительно 6 г/м2 или более, и
поверхностная плотность второго волокнистого листа предпочтительно составляет 30 г/м2 или менее, более предпочтительно 20 г/м2 или менее.
<40> Впитывающий лист по любому из пунктов <1> - <39>, в котором толщина первого волокнистого листа предпочтительно составляет 0,04 мм или более и более предпочтительно 0,08 мм или более, и
толщина первого волокнистого листа предпочтительно составляет 1 мм или менее и более предпочтительно 0,3 мм или менее.
<41> Впитывающий лист по любому из пунктов <1> - <40>, в котором толщина второго волокнистого листа предпочтительно составляет 0,03 мм или более и более предпочтительно 0,07 мм или более, и
толщина первого волокнистого листа предпочтительно составляет 0,5 мм или менее и более предпочтительно 0,2 мм или менее.
[0119]
<42> Впитывающий лист по любому из пунктов <1> - <41>, в котором высота подъема, измеряемая при определении способности первого волокнистого листа к впитыванию воды по методу Клемма, больше, чем высота подъема, измеряемая при определении способности второго волокнистого листа к впитыванию воды по методу Клемма, при этом высота подъема, измеряемая при определении способности к впитыванию воды по методу Клемма, измерена в соответствии с JIS P8141.
<43> Впитывающий лист по любому из пунктов <1> - <42>, в котором сопротивление второго волокнистого листа воздухопроницанию ниже, чем сопротивление первого волокнистого листа воздухопроницанию, при этом сопротивление воздухопроницанию определено при использовании прибора KES-F8 для определения воздухопроницаемости.
<44> Впитывающий лист по любому из пунктов <1> - <43>, в котором первый волокнистый лист представляет собой бумагу, имеющую степень крепирования, составляющую 5% или более, и
второй волокнистый лист имеет степень крепирования, составляющую менее 1%.
<45> Впитывающий лист по любому из пунктов <1> - <44>, в котором ориентационная направленность волокон, образующих первый волокнистый лист, соответствует ориентационной направленности волокон, образующих второй волокнистый лист.
[0120]
<46> Впитывающий лист по любому из пунктов <1> - <45>, в котором толщина, измеренная под давлением 1,7 кПа, предпочтительно составляет 0,3 мм или более и более предпочтительно 0,6 мм или более,
данная толщина предпочтительно составляет 4 мм или менее, более предпочтительно 3 мм или менее и еще более предпочтительно 2 мм или менее.
<47> Впитывающее изделие, содержащее впитывающий лист по любому из пунктов <1> - <46>.
<48> Впитывающее изделие по пункту <47>, в котором первый волокнистый лист расположен ближе к поверхности, обращенной к коже, и
поверхность первого волокнистого листа, на которой отсутствует адгезив, имеет структуру с выступами и углублениями.
<49> Способ изготовления впитывающего листа по любому из пунктов 1-46, при этом способ включает:
нанесение адгезива на каждую из одной поверхности первого волокнистого листа и одной поверхности второго волокнистого листа;
распределение впитывающего полимера на поверхности второго волокнистого листа, на которой нанесен адгезив; и
последующее наложение соответствующих волокнистых листов друг на друга так, чтобы те поверхности соответствующих волокнистых листов, на которые нанесен адгезив, были обращены друг к другу.
Промышленная применимость
[0121]
В соответствии с настоящим изобретением предложены впитывающий лист и впитывающее изделие, включающее в себя данный лист, в котором впитывающий полимер может набухать в достаточной степени, будучи прикрепленным в заданном месте, и может проявляться высокая способность к впитыванию жидкости.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВПИТЫВАЮЩИЙ ЛИСТ, ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ И СПОСОБ ИЗГОТОВЛЕНИЯ ВПИТЫВАЮЩЕГО ЛИСТА | 2020 |
|
RU2791835C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2021 |
|
RU2789052C1 |
| ВПИТЫВАЮЩИЙ ЛИСТ И ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2017 |
|
RU2750498C2 |
| ВПИТЫВАЮЩИЙ ЭЛЕМЕНТ И ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2019 |
|
RU2790644C1 |
| ВПИТЫВАЮЩИЙ ЭЛЕМЕНТ И ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2020 |
|
RU2789888C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2016 |
|
RU2702241C1 |
| ВПИТЫВАЮЩИЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2782001C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2021 |
|
RU2782916C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2016 |
|
RU2670329C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ С ВОЗДУХОПРОНИЦАЕМЫМ НИЖНИМ ЛИСТОМ | 2016 |
|
RU2706816C1 |
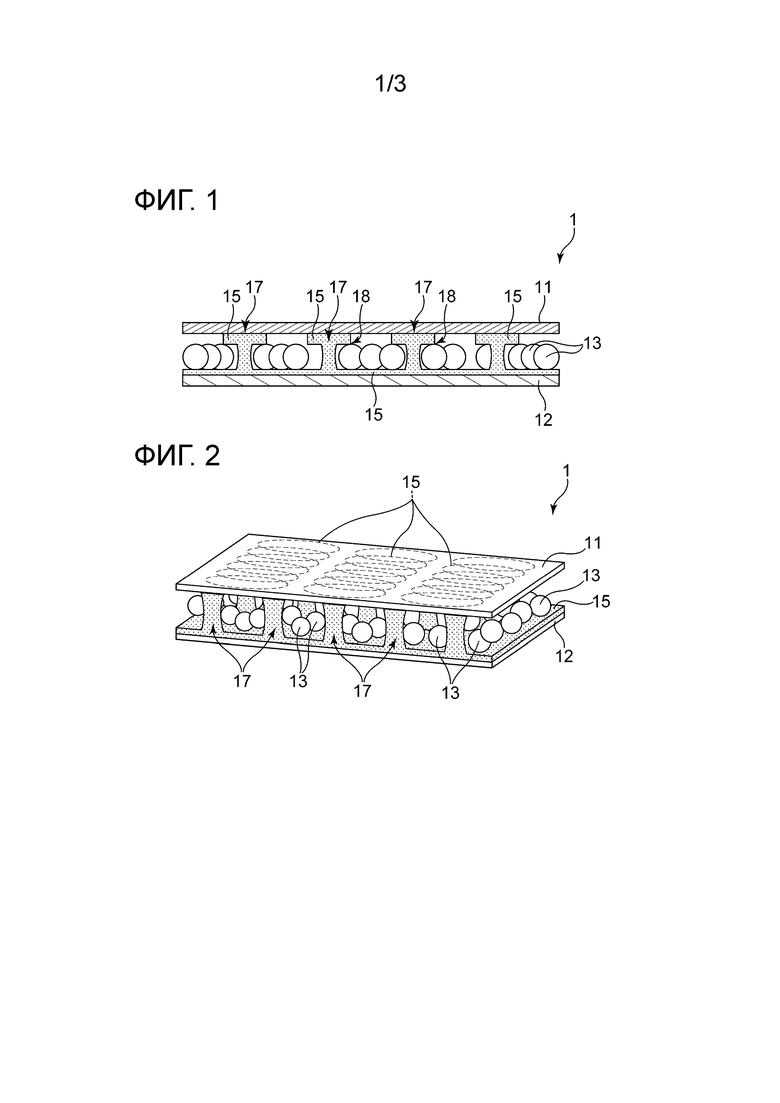
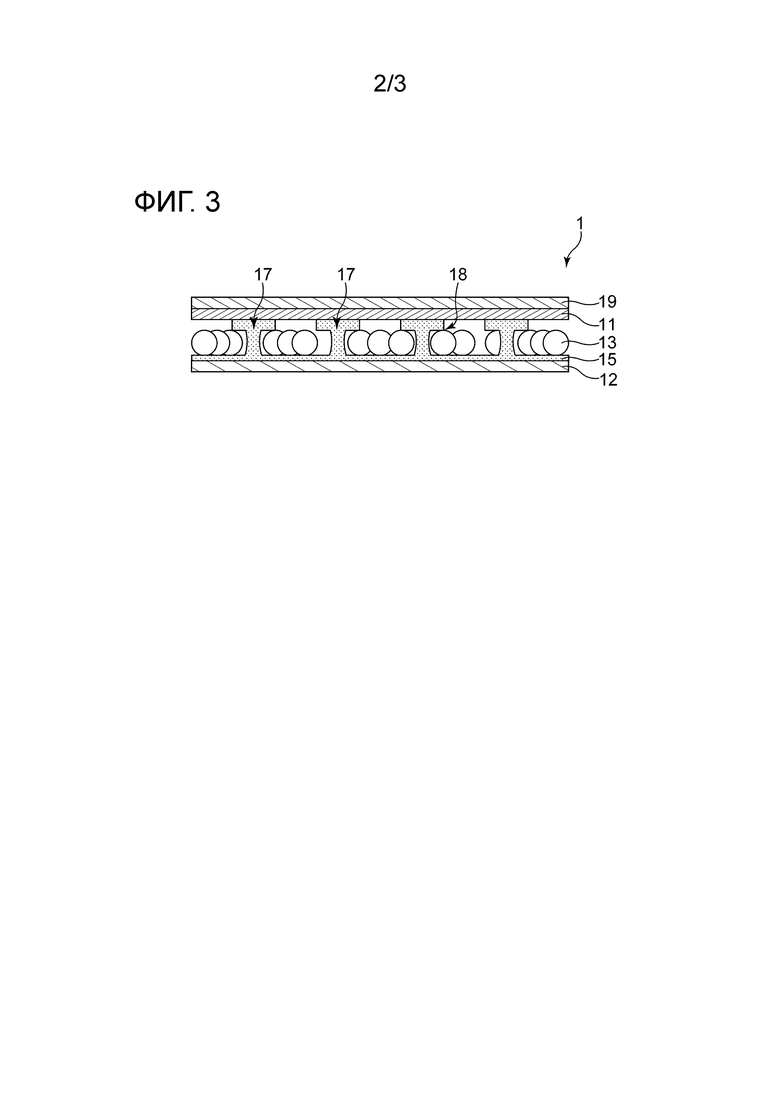
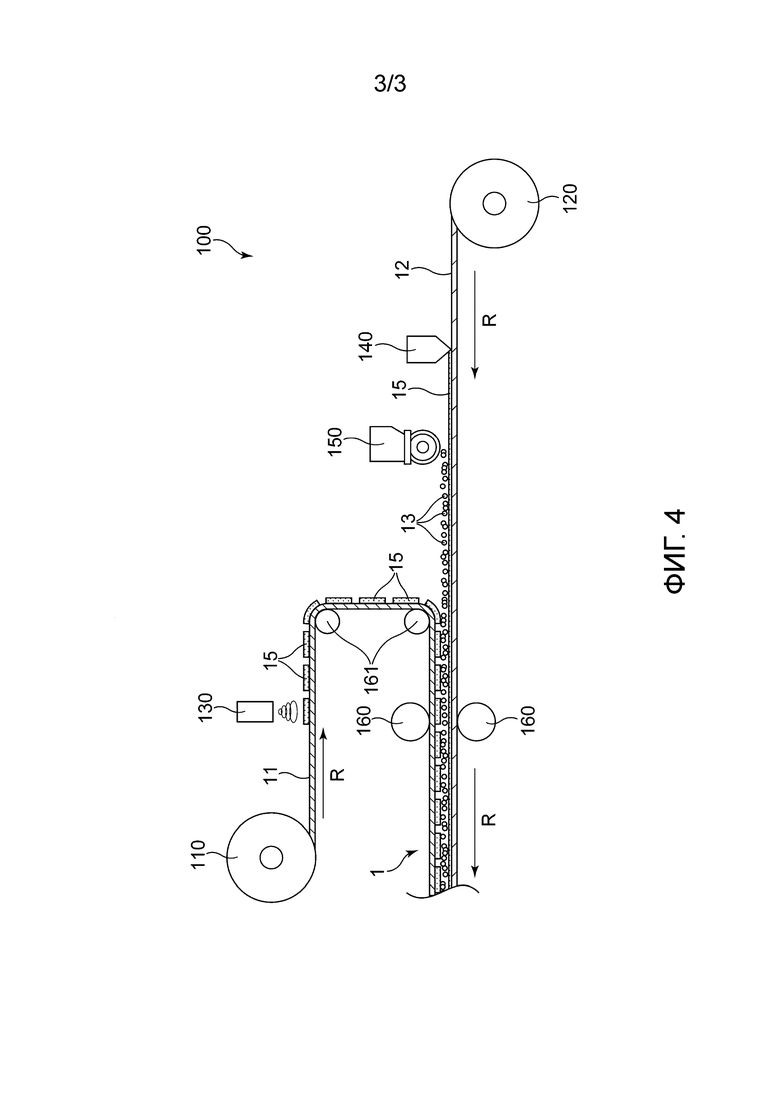
Впитывающий лист (1) включает в себя первый волокнистый лист (11), второй волокнистый лист (12) и впитывающий полимер (13), размещенный между волокнистыми листами (11, 12), при этом оба волокнистых листа (11, 12) соединены друг с другом посредством адгезива (15). Во впитывающем листе (1) в зоне, в которой размещен впитывающий полимер (13), впитывающий полимер (13) размещен так, что не наблюдается зазора, распознаваемого макроскопически. Данная зона включает в себя часть (17), в которой оба волокнистых листа (11, 12) соединены непосредственно друг с другом только посредством адгезива (15) без участия впитывающего полимера (13). 5 н. и 10 з.п. ф-лы, 4 ил. 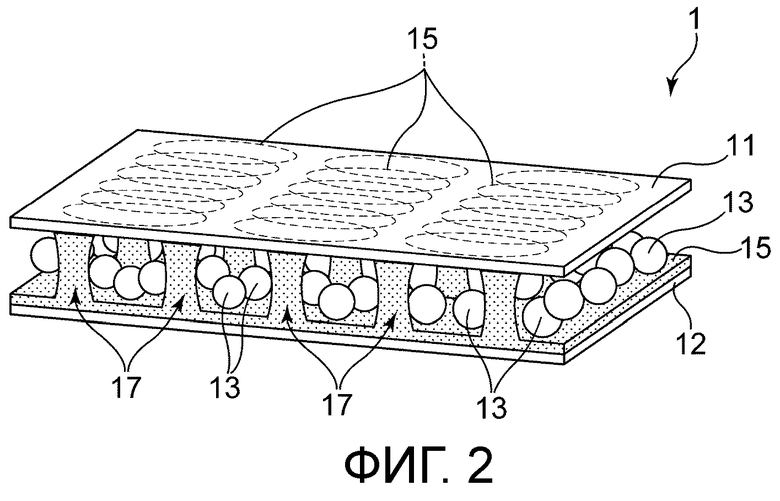
1. Впитывающий лист, содержащий первый волокнистый лист, второй волокнистый лист и впитывающий полимер, размещенный между первым листом и вторым волокнистым листом, при этом первый волокнистый лист и второй лист соединены друг с другом посредством адгезива, при этом
в зоне, в которой размещен впитывающий полимер, впитывающий полимер размещен так, что не наблюдается зазора, распознаваемого макроскопически и составляющего более 1000 мкм, и
данная зона включает в себя часть, в которой первый волокнистый лист и второй лист соединены непосредственно друг с другом только посредством адгезива без участия впитывающего полимера.
2. Впитывающий лист, содержащий первый волокнистый лист, второй волокнистый лист и впитывающий полимер, размещенный между первым листом и вторым волокнистым листом, при этом первый волокнистый лист и второй лист соединены друг с другом посредством адгезива, при этом
в зоне, в которой размещен впитывающий полимер, впитывающий полимер размещен так, что не наблюдается зазора, распознаваемого макроскопически,
данная зона включает в себя часть, в которой первый волокнистый лист и второй лист соединены непосредственно друг с другом только посредством адгезива без участия впитывающего полимера,
площадь, на которой адгезив нанесен на втором волокнистом листе, больше площади, на которой адгезив нанесен на первом волокнистом листе, и
в части, в которой нанесен адгезив, первая поверхностная плотность адгезива на первом волокнистом листе больше второй поверхностной плотности адгезива на втором волокнистом листе.
3. Впитывающий лист, содержащий первый волокнистый лист, второй волокнистый лист и впитывающий полимер, размещенный между первым листом и вторым волокнистым листом, при этом первый волокнистый лист и второй лист соединены друг с другом посредством адгезива, при этом
в зоне, в которой размещен впитывающий полимер, впитывающий полимер размещен так, что не наблюдается зазора, распознаваемого макроскопически,
данная зона включает в себя часть, в которой первый волокнистый лист и второй лист соединены непосредственно друг с другом только посредством адгезива без участия впитывающего полимера, и
впитывающий лист дополнительно содержит слой со спутанными волокнами, расположенный смежно по меньшей мере одному из первого волокнистого листа и второго листа.
4. Впитывающий лист по любому из пп. 1-3, в котором адгезив обладает эластичностью.
5. Впитывающий лист по любому из пп. 1-3, при этом впитывающий лист включает в себя часть, в которой первый волокнистый лист и второй лист соединены непосредственно друг с другом посредством адгезива без участия впитывающего полимера, и часть, в которой первый волокнистый лист и второй лист соединены друг с другом посредством адгезива с участием впитывающего полимера.
6. Впитывающий лист по любому из пп. 1-3, в котором множество частей, в которых первый волокнистый лист и второй лист соединены непосредственно друг с другом посредством адгезива без участия впитывающего полимера, образованы в виде регулярно или произвольно рассредоточенных точек, если смотреть в направлении в плоскости листа.
7. Впитывающий лист по любому из пп. 1-3, в котором адгезив имеется:
на поверхности первого волокнистого листа и второго листа, которая обращена к впитывающему полимеру; и
в пустотах между волокнами, образующими первый волокнистый лист и второй лист.
8. Впитывающий лист по любому из пп. 1-3, в котором
площадь, на которой адгезив нанесен на втором волокнистом листе, больше площади, на которой адгезив нанесен на первом волокнистом листе, и
в части, в которой нанесен адгезив, первая поверхностная плотность адгезива на первом волокнистом листе больше второй поверхностной плотности адгезива на втором волокнистом листе.
9. Впитывающий лист по любому из пп. 1-3, в котором
адгезив нанесен прерывисто на зону соединения первого волокнистого листа со вторым волокнистым листом так, чтобы имелась часть без нанесения,
адгезив нанесен непрерывно на всю зону соединения второго волокнистого листа с первым волокнистым листом так, чтобы не было промежутка, и
поверхность первого волокнистого листа, на которой отсутствует адгезив, используется в качестве поверхности, принимающей жидкости.
10. Впитывающий лист по любому из пп. 1-3, в котором толщина адгезива, имеющегося на поверхности первого волокнистого листа, больше толщины адгезива, имеющегося на поверхности второго волокнистого листа.
11. Впитывающий лист по любому из пп. 1-3, в котором в случае, когда состояние после погружения впитывающего листа, находящегося в сухом состоянии, на 30 минут в физиологический солевой раствор в количестве, превышающем массу впитывающего листа в 200 раз, последующего размещения впитывающего листа на сетке и вытирания избыточной воды бумагой, представляет собой мокрое состояние, степень деформации сжатия в мокром состоянии составляет 25% или более.
12. Впитывающий лист по п. 1 или 2, дополнительно содержащий слой со спутанными волокнами, расположенный рядом с по меньшей мере одним из первого волокнистого листа и второго листа.
13. Впитывающий лист по любому из пп. 1-3, в котором толщина, измеренная под давлением 1,7 кПа, составляет 0,3 мм или более и 4 мм или менее.
14. Впитывающее изделие, содержащее впитывающий лист по любому из пп. 1-3.
15. Способ изготовления впитывающего листа по любому из пп. 1-3, при этом способ включает:
нанесение адгезива на каждую из одной поверхности первого волокнистого листа и одной поверхности второго волокнистого листа;
распределение впитывающего полимера на поверхности второго волокнистого листа, на которой нанесен адгезив; и
последующее наложение соответствующих волокнистых листов друг на друга так, чтобы те поверхности соответствующих волокнистых листов, на которые нанесен адгезив, были обращены друг к другу.
| JP 2017070500 A, 13.04.2017 | |||
| JP 2018086148 A, 07.06.2018 | |||
| JP 2019122717 A, 25.07.2019 | |||
| Звуковая приставка к кинопроектору | 1932 |
|
SU33317A1 |

