Изобретение относится к области нанесения защитных покрытий, а именно к защите металлов от коррозии, и может быть использовано при изготовлении стальных труб с покрытием их внутренней поверхности на поточной линии остеклования труб.
Наиболее распространенным дефектом покрытий, в том числе и стеклянных является пористость, возникающая в результате выделения газов из раскаленного металла и расплава покрытия.
Необходимо решить задачу получения антикоррозионного покрытия внутренней поверхности стальной трубы, обеспечивающего предотвращение соприкосновения среды, транспортируемой по трубе, со стенкой, для этого необходимо создать такое покрытие, чтобы в покрытии не было даже мельчайших пор, через которые среда могла бы проникнуть к поверхности трубы. Все известные способы покрытия внутренней поверхности трубы не обеспечивают монолитность покрытия, в результате чего трубы быстро выходят из строя.
Кроме того, возникает большая проблема при сварке остеклованных труб в трубопровод, в месте их сварки повреждается остеклованная внутренняя поверхность, что в свою очередь негативно сказывается на долговечности труб в трубопроводах.
Известен способ изготовления стальных остеклованных труб (SU, а.с. №926072, кл. C23D 5/04, С03С 27/02, опубликовано 07.05.1982), согласно которому в трубе размещают стеклогранулят, трубу нагревают в печи при одновременном ее вращении и вибрации, затем охлаждают.
Качество покрытия при данном способе практически невозможно гарантировать из-за отсутствия операций по обеспечению равномерности покрытия и устранению газовых пор в покрытии во время его изготовления.
Наиболее близким по технической сущности и достигаемому результату является способ изготовления стальных остеклованных труб для трубопроводов, включающий нанесение стеклянного покрытия на внутреннюю поверхность стальной трубы и обжиг остеклованных труб, путем размещения в трубе гранулированного стекла, нагрев трубы в печи при одновременном вращении и перемещении и последующего охлаждения трубы, при этом число оборотов и скорость перемещения трубы в печи поддерживают постоянными в зависимости от состава стекла и диаметра трубы (RU, патент №2109702, кл. С03С 27/02, F16L 58/14, опубликовано 27.04.1998).
Однако данный способ имеет недостатки. Способ нанесения стеклянного покрытия и обжиг остеклованных труб осуществляется в печи, оснащенной электронагревателями, в две стадии. Во входной части печи на длине, равной или больше длины трубы устанавливают температуру 850-870°С, а на остальной части печи, соизмеримой с длиной трубы устанавливают температуру, равную 450-500°С, при которой стекломасса начинает застывать, образуя на стенках трубы слой, толщина которого определяется только количеством загруженного в трубу стеклогранулята. Скорость ее перемещения 1,0-2,0 м/мин (60,0-120,0 м/час), время нахождения трубы в печи не превышает 15 мин. При данном способе производства скорость перемещения остеклованных труб по печи велика, а время их нахождения в печи мало, что приводит к получению некачественного стеклянного покрытия, так как при остекловании стальных труб при быстром нагревании или охлаждении стекла в нем могут оставаться внутренние напряжения. Внутренние напряжения в стекле в большинстве случаев распределены неравномерно, и это значительно понижает прочность стеклянного покрытия. Термоупругие напряжения в стекле могут быть временными, исчезающими при выравнивании температуры изделия, и остаточными, сохраняющимися в стекле при относительно быстром переходе его из пластического состояния в хрупкое. Чем меньше толщина стеклянного покрытия и скорость его охлаждения в период такого перехода, тем меньше остаточные напряжения. Если очень медленно охлаждать даже сильно разогретое стекло, то внутренние напряжения в нем практически не возникнут.
Режим обжига также влияет и на прочность сцепления металла и стекла. Если время обжига или температура недостаточны для того, чтобы успели пройти все процессы, ведущие к сцеплению, стекло будет легко отделяться от металла.
Кроме того, изготовленные остеклованные трубы невозможно соединить в трубопровод без повреждения остеклованного покрытия на концах труб. Все это приводит к недостаточной надежности, прочности покрытия и недолговечности трубопроводов, изготовленных из таких труб.
Технический результат, на достижение которого направлено настоящее изобретение, заключается в получении сплошного монолитного покрытия, повышении его надежности и прочности, а также в увеличении срока эксплуатации трубопроводов, изготовленных из таких труб.
Это достигается за счет нанесения стеклянного покрытия и обжига остеклованных труб в 5 стадий, который позволяет получить сплошное монолитное покрытие, удалить или уменьшить внутренние остаточные напряжения в стекле, повысить механическую прочность и термостойкость стеклянного покрытия до допустимых пределов, зависящих от назначения труб и условий их работы, а также за счет создания конструкции с внутренней защитой сварного шва и прилегающих к нему зон дополнительной остеклованной втулкой из трубы меньшего диаметра, позволяющей увеличить срок эксплуатации трубопроводов, изготовленных из таких труб.
Указанный технический результат достигается за счет того, что в способе изготовления стальных остеклованных труб для трубопроводов, включающем нанесение стеклянного покрытия на внутреннюю поверхность стальной трубы и обжиг остеклованных труб путем размещения в трубе гранулированного стекла, нагрев трубы в печи при одновременном вращении и перемещении, и последующее охлаждение трубы, при этом число оборотов и скорость перемещения трубы в печи поддерживают постоянными в зависимости от состава стекла и диаметра трубы, согласно изобретению, перед нанесением стеклянного покрытия на внутреннюю поверхность стальной трубы концы труб обрезают под углом 90 градусов и зачищают от заусенцев, затем снимают фаски под углом 30 градусов к торцу трубы, при этом оставляют торцевое кольцо шириной 1-2 мм, для калибровки концов труб применяют развальцовку, соответствующую диаметру трубы, причем форма торцов труб, отводов и доборных элементов выполнена со скосом кромок под сварное соединение тип С-17, затем в один конец трубы вводят развальцованную с одной стороны втулку длиной 109-111 мм для внутренней защиты сварного шва и прилегающих к нему зон и фиксируют ее точечной сваркой, причем втулку вводят в трубу развальцованным концом на глубину 30-40 мм, окончательную сварку втулки с трубой выполняют полуавтоматической сваркой с присадочным материалом непрерывным нахлесточным швом с внутренней стороны трубы, затем производят очистку внутренней поверхности трубы с помощью дробеструйной обработки с последующей продувкой, нанесение стеклянного покрытия и обжиг остеклованных труб в 5 стадий, в проходной электрической 5-секционной печи длиной 15 м., печь имеет четыре зоны нагрева, каждая из которых длиной 3 м и одну зону стабилизации, расположенные последовательно по ее длине, при этом число оборотов трубы при перемещении по печи устанавливают в зависимости от диаметра трубы в диапазоне 0,10-0,25 об/мин, а скорость ее перемещения 0,15-0,26 м/мин (9,0-15,6 м/час), время нахождения трубы в печи составляет 58-100 мин, при этом на первой стадии гранулированное стекло находится в холодном состоянии и свободно перемещается в поперечном сечении трубы при ее вращении, температура на входном участке печи ниже температуры плавления стекла и устанавливается в пределах 680-710°С; на второй стадии происходит нагрев стекла до температуры обжига, температуру в печи на данной стадии устанавливают в пределах 810-830°С; на третьей стадии размещенное в трубе стекло, нагревают до температуры 920-930°С, стекло находится в состоянии расплава и равномерно покрывает внутреннюю поверхность трубы по всему периметру ее сечения; на четвертой стадии происходит плавное охлаждение, формирование и затвердевание покрытия, температура в печи на данной стадии выше температуры твердения стекла и понижается до 860-900°С; на пятой стадии труба перемещается в секцию стабилизации, в которой отсутствуют электронагревательные элементы, далее остеклованная труба перемещается в помещение комнатной температуры.
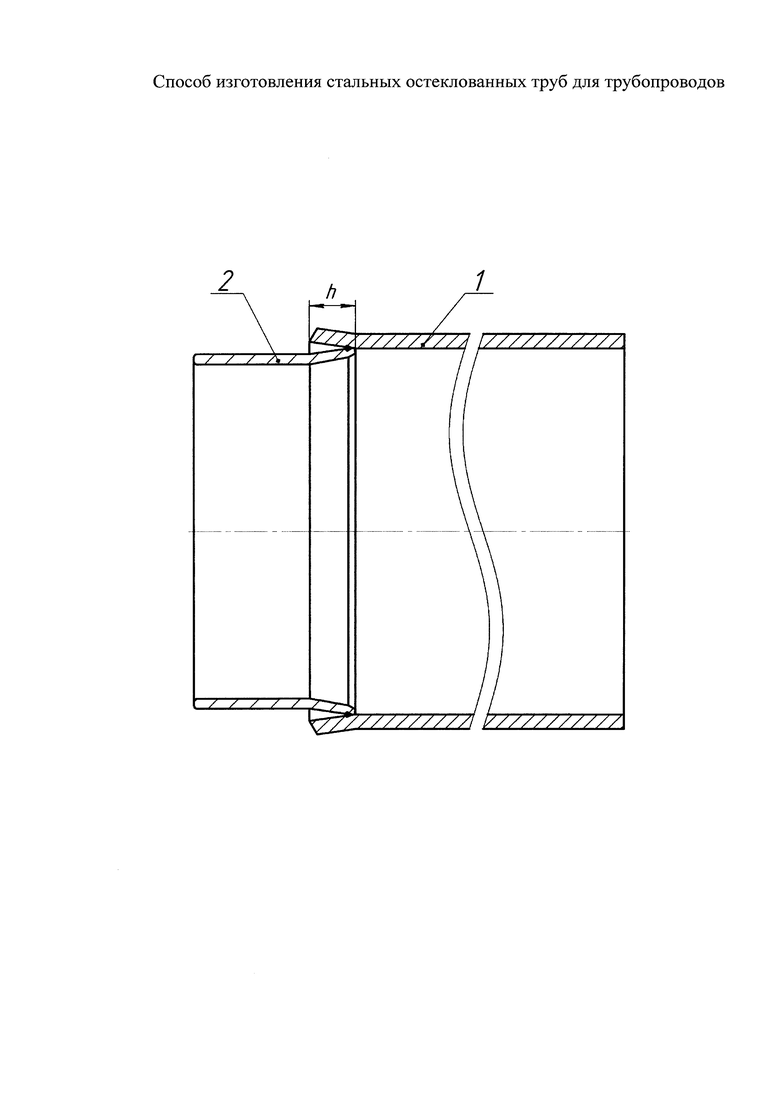
Способ изготовления стальных остеклованных труб для трубопроводов поясняется чертежом, где изображена труба с вставленной в нее втулкой.
Способ осуществляют следующим образом.
Перед нанесением стеклянного покрытия на внутреннюю поверхность стальной трубы 1 осуществляют подготовку труб. Концы труб обрезают под углом 90 градусов и зачищают от заусенцев, затем снимают фаски под углом 30 градусов к торцу трубы, при этом оставляют торцевое кольцо шириной 1-2 мм, для калибровки концов труб применяют развальцовку, соответствующую диаметру трубы. Калибровка концов труб производится по внутреннему диаметру и должна обеспечивать минимальное перекрытие предусмотренного ГОСТ отклонения внутреннего диаметра в большую сторону для данного диаметра и толщины стенки труб.
Развальцовка и калибровка концов труб производится на трубонарезных станках. Развальцовывание или развальцовка - технологическая операция обработки отверстий труб, выполняемая без снятия металла и сопровождаемая лишь расширением конца труб в отверстии. Калибровка - обработка внутренней поверхности труб с целью обеспечения требуемой точности размеров и формы. Подготовка второго конца трубы, его развальцовка и калибровка производится аналогичным способом на втором трубонарезном станке.
Затем в один конец трубы на глубину h, равную 30-40 мм, вводят развальцованную с одной стороны втулку 2 длиной 109-111 для внутренней защиты сварного шва и прилегающих к нему зон. Втулку вводят в трубу развальцованным концом, фиксируют ее при помощи прихваток (на чертеже не обозначено) длиной не менее 30 мм в четырех местах, равномерно расположенных по окружности втулки 2, окончательную сварку втулки 2 с трубой 1 выполняют полуавтоматической сваркой с присадочным материалом непрерывным нахлесточным швом с внутренней стороны трубы.
Форма торцов втулок должна быть выполнены со скосом кромок под сварное соединение тип С-17 ГОСТ 16037-80 «Соединения сварных стальных трубопроводов. Основные типы, конструктивные элементы и размеры».
Конструкция применяемых втулок проста, легка в изготовлении, эффективна при эксплуатации и позволяет повысить надежность антикоррозионной защиты зоны сварного шва и прилегающих к нему зон при соединении труб в трубопроводы.
Далее следует подготовка внутренней поверхности трубы, которая включает в себя дробеструйную обработку и последующую продувку трубы сжатым воздухом под давлением 5,0 кгс/см2. Затем во внутреннюю поверхность трубы загружают материал покрытия в виде стеклянных гранул диаметром не более 5 мм.
Нанесение стеклянного покрытия и обжиг остеклованных труб производят в 5 стадий в проходной электрической 5-секционной печи длиной 15 м. Электрическая печь имеет четыре зоны нагрева, каждая из которых длиной 3 м, и одну зону стабилизации, расположенные последовательно по ее длине. Температура в каждой зоне нагрева контролируется термопарами и поддерживается на заданном уровне автоматически регуляторами напряжения. Число оборотов трубы при перемещении по печи устанавливают в зависимости от диаметра трубы в диапазоне 0,10-0,25 об/мин, а скорость ее перемещения - 0,15-0,26 м/мин (9,0-15,6 м/час), время нахождения трубы в печи - 58-100 мин.
На первой стадии гранулированное стекло находится в холодном состоянии и свободно перемещается в поперечном сечении трубы при ее вращении. На этом (первом этапе обжига) удаляется оставшаяся в гранулированном стекле влага. Температура на входном участке печи ниже температуры плавления стекла и устанавливается в пределах 680-710°С.
Тщательная и полная сушка влажного гранулированного стекла требуется для того, чтобы избежать обогащения печной атмосферы парами воды (это может ухудшить качество стеклянного покрытия и сцепление стекла с стальной трубой). Процесс сушки состоит из нескольких составляющих, обусловленных разными формами присутствующей в гранулированном стекле воды. Следует различать: свободно движущую воду и координатно-связанную с гранулами стекла воду (гидратную воду). Свободно движущая вода является основной частью подлежащей удалению влаги, а доля связанной воды составляет 0,01-0,04%, и удаляется она только при вжигании стекла в стальную трубу. На первом этапе в процессе сушки испаряется только свободная вода между частицами гранулированного стекла; этот процесс происходит первым и подчиняется обычным законам зависимости между температурой и давлением пара.
Миграция воды из слоя нанесенного гранулированного стекла представляет собой диффузионный процесс, который определяется толщиной слоя, через который проходит влага, кроме того, существенную роль играет распределение пор. Факторами, влияющими на технический процесс сушки, являются температура, время сушки, размер гранул стекла.
На второй стадии происходит, нагрев стекла до температуры обжига (второй этап обжига), сушка начинается на границе раздела металла и покрытия, в результате чего возможно беспрепятственное удаление связанной воды из покрытия, начинается процесс оплавления гранул стекла и их прилипание к уже нагретой внутренней поверхности трубы, этим обеспечивается защита металла трубы от излишнего окисления и образование окалины. Слой стекла, нанесенный на трубу и высушенный, в процессе обжига оплавляется, при этом возникает сплошной стекловидный слой, прочно связанный с металлом. Температура в печи на данной стадии устанавливается в пределах 810-830°С. Возникающие на этой стадии временные термоупругие напряжения накладываются на остаточные напряжения, образовавшиеся в стеклянном покрытии при его формовании, и могут превысить предел прочности стекла.
На третьей стадии стекло находится в состоянии расплава и покрывает внутреннюю поверхность трубы по всему периметру ее сечения. Размещенное в трубе стекло, нагретое до температуры 920-930°С, при которой скорость стекания расплава со стенок трубы больше тангенциальной скорости вращения трубы, образует в нижней части трубы «лужицу» из расплава стекла. В процессе многократного прохождения каждой точки внутренней поверхности трубы через «лужицу» расплава стекла происходит растворение в стекле остаточного оксида железа, о чем свидетельствует интенсивное выделение газа из стекла в начальной стадии процесса. После прекращения процесса растворения, выделения из стекла газа происходит соединение стекла с поверхностью металла, заполнение пор и неровностей трубы расплавом, и, соответственно, достижение полной монолитности покрытия. Выдержка при температуре обжига (третий этап) приводит к выравниванию температур в изделии и релаксации имеющихся в нем остаточных напряжений. При обжиге в этой области происходит не только ослабление и снятие напряжений, но изменение структуры и свойств стекла, обусловленное стабилизацией структуры, переходом ее в равновесное состояние. При изотермической релаксации изменяются плотность стекла, его вязкость, удельное сопротивление, исчезают его структурные неоднородности.
Четвертая стадия - это ответственное (медленное) охлаждение (четвертый этап обжига) является важнейшей его стадией, поскольку именно на ней в изделии могут вновь образоваться постоянные напряжения. На четвертой стадии происходит плавное охлаждение, формирование и затвердевание покрытия. Температура в печи на данной стадии выше температуры твердения стекла и понижается до 860-900°С.
На пятой стадии труба перемещается в секцию стабилизации, в которой отсутствуют электронагревательные элементы. Далее остеклованная труба перемещается в помещение комнатной температуры. На пятом этапе обжига наблюдается более быстрое охлаждение стекол, со скоростью, лимитируемой только возникающими временными термоупругими напряжениями, т.е. термостойкостью изделия. На этой стадии и далее, при охлаждении до комнатной температуры, вероятность релаксации термоупругих напряжений и появления остаточных напряжений пренебрежимо мала.
После нанесения покрытия труба поступает на установку контроля качества (сплошности и монолитности) покрытия. Испытания сплошности покрытия электроискровым методом показали, что во всем диапазоне исследованных толщин достигается стопроцентная монолитность стеклянного покрытия.
В качестве защитного покрытия преимущественно может быть использовано стекло гранулированное, содержащее SiO2, Al2O3, MgO, В2О3, Na2O, ZnO, Fe2O3, CaO, CoO, отличающееся тем, что дополнительно содержит фтор, при следующем соотношении компонентов, мас. %: SiO2 - 45,0-48,0; Na2O - 18,0-22,0; Al2O3 - 1,5-4,5; СоО или NiO - 0,5-0,9; CaO - 6,0-9,0; ZnO - 2,0-4,0; MgO - 3,0-6,0; Fe2O3 - 0,5-0,9; B2O3 - 11,6-15,0; F - 0,5-1,5 (заявка на изобретение №2017113159 от 18.04.2017 «Стекло гранулированное для остеклования внутренней поверхности стальных труб»).
Способ поясняется конкретным примером его осуществления.
Пример
Производилось остеклование внутренней поверхности стандартных труб по ГОСТ 8732-80 диаметром 273 мм, толщиной стенки 10 мм.
В качестве защитного покрытия используют стекло гранулированное, содержащее SiO2, Al2O3, MgO, B2O3, Na2O, ZnO, Fe2O3, CaO, CoO, отличающееся тем, что дополнительно содержит фтор, при следующем соотношении компонентов, мас. %: SiO2 - 45,0-48,0; Na2O - 18,0-22,0; Al2O3 - 1,5-4,5; СоО или NiО - 0,5-0,9; СаО - 6,0-9,0; ZnO - 2,0-4,0; MgO - 3,0-6,0; Fe2O3 - 0,5-0,9; B2O3 - 11,6-15,0; F - 0,5-1,5 (заявка на изобретение №2017113159 от 18.04.2017 «Стекло гранулированное для остеклования внутренней поверхности стальных труб»).
Перед нанесением стеклянного покрытия на внутреннюю поверхность стальной трубы концы труб обрезают под углом 90 градусов и зачищают от заусенцев, затем снимают фаски под углом 30 градусов к торцу трубы, оставляя торцевое кольцо шириной 1-2 мм. Для калибровки концов труб применяют развальцовку, глубина калибровки трубы диаметром 273 производилась устройствами для калибровки труб до внутреннего диаметра 261±1 мм. Затем в один конец трубы вводят развальцованную с одной стороны втулку длиной 110 мм, и фиксируют ее точечной сваркой. Втулку вводят в трубу развальцованным концом на глубину 35 мм. При изготовлении втулок трубу диаметром 245 мм. разрезают под углом 90 градусов на сегменты размером 110 мм, затем развальцовывают один конец сегмента до внутреннего диаметра 246+0,5 мм и наружного 254+0,5 мм. Затем развальцованную втулку вводят в трубу, фиксируют ее точечной сваркой с трубой, при помощи прихваток длиной не менее 30 мм в четырех местах, равномерно расположенных по окружности втулки. Окончательную сварку втулки с трубой выполняют полуавтоматической сваркой с присадочным материалом непрерывным нахлесточным швом с внутренней стороны трубы.
Далее производят очистку внутренней поверхности трубы с помощью дробеструйной обработки с последующей продувкой сжатым воздухом под давлением 5,0 кгс/см2 и осуществляют нанесение стеклянного покрытия и обжиг остеклованных труб в 5 стадий, при этом число оборотов трубы при перемещении составило 0,15 об/мин, а скорость ее перемещения 0,2 м/мин, время нахождения трубы в печи составило 75 мин, при этом на первой стадии гранулированное стекло находилось в холодном состоянии и свободно перемещалось в поперечном сечении трубы при ее вращении, температура на входном участке печи ниже температуры плавления стекла и устанавливалась в пределах 680-710°С; на второй стадии происходил нагрев стекла до температуры обжига, температуру в печи на данной стадии устанавливали в пределах 810-830°С; на третьей стадии размещенное в трубе стекло нагревали до температуры 920-930°С, стекло находилось в состоянии расплава и равномерно покрывало внутреннюю поверхность трубы по всему периметру ее сечения; на четвертой стадии происходило плавное охлаждение, формирование и затвердевание покрытия, температура в печи на данной стадии выше температуры твердения стекла и понижалась до 860-900°С; на пятой стадии труба перемещалась в секцию стабилизации, в которой отсутствуют электронагревательные элементы, далее остеклованная труба перемещалась в помещение комнатной температуры 30-20°С.
Испытания сплошности покрытия электроискровым методом показали, что во всем диапазоне исследованных толщин достигается стопроцентная монолитность стеклянного покрытия.
В процессе нанесения покрытия и обжиге труб в пять стадий обеспечивается интенсификация газовыделения как из материала покрытия, так и с поверхности материала трубы, закрытой оксидными пленками, которые растворяются в расплаве стекломассы. Многократное омывание стенок трубы жидкотекучей стекломассой, перемещающейся по поверхности трубы, способствует лучшему соединению стекла с металлом, заполнению стеклом пор и неровностей трубы, а в процессе застывания - к созданию монолитного покрытия, представляющего единый цельный слой заданной толщины, необходимой для эксплуатации.
Таким образом, предложенный способ изготовления стальных остеклованных труб для трубопроводов позволяет получить сплошное монолитное покрытие, повысить прочность и надежность покрытия, в том числе и надежность антикоррозионной защиты зоны сварного шва и прилегающих к нему зон при соединении труб в трубопроводы, что позволяет увеличить срок эксплуатации трубопроводов, изготовленных из таких труб.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывного производства сварных остеклованных труб | 1982 |
|
SU1076162A1 |
| Способ нанесения облицовки на внутреннюю поверхность трубы | 1991 |
|
SU1813967A1 |
| СПОСОБ НАНЕСЕНИЯ СТЕКЛЯННОГО ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ СТАЛЬНОЙ ТРУБЫ | 1995 |
|
RU2109702C1 |
| Способ остекловывания внутренней поверхности металлической трубы | 1980 |
|
SU926072A1 |
| СТЕКЛО ДЛЯ ОСТЕКЛОВАНИЯ СТАЛЬНЫХ ТРУБ | 2003 |
|
RU2244693C2 |
| ИНДУКЦИОННАЯ ПЕЧЬ | 2003 |
|
RU2301949C2 |
| Способ остекловывания внутренней поверхности металлических труб | 1988 |
|
SU1666577A1 |
| СПОСОБ ОСТЕКЛОВЫВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБЫ | 1993 |
|
RU2057818C1 |
| Способ облицовки стеклом металлической трубы | 1977 |
|
SU656995A1 |
| КОРРОЗИОННОСТОЙКАЯ ВТУЛКА ВНУТРЕННЕЙ ЗАЩИТЫ ТРУБОПРОВОДОВ | 2022 |
|
RU2776607C1 |
Изобретение относится к получению стальных остеклованных труб. Концы стальных труб обрезают под углом 90 градусов и зачищают от заусенцев, снимают фаски под углом 30 градусов к торцу трубы, оставляют торцевое кольцо шириной 1-2 мм. Форма торцов труб, отводов и доборных элементов выполнена со скосом кромок под сварное соединение тип С-17. Далее в один конец трубы вводят развальцованную с одной стороны втулку длиной 109-111 мм на глубину 30-40 мм для внутренней защиты сварного шва и прилегающих к нему зон и фиксируют ее сваркой. После чего производят очистку внутренней поверхности трубы с помощью дробеструйной обработки с последующей продувкой. Наносят стеклянное покрытие и обжигают остеклованные трубы в 5 стадий в проходной электрической 5-секционной печи длиной 15 м. Печь содержит четыре зоны нагрева, каждая из которых длиной 3 м, и одну зону стабилизации. Число оборотов трубы при перемещении по печи устанавливают в зависимости от диаметра трубы в диапазоне 0,10-0,25 об/мин, а скорость ее перемещения - 0,15-0,26 м/мин. Время нахождения трубы в печи составляет 58-100 мин. На первой стадии поддерживают температуру ниже температуры плавления стекла в пределах 680-710°С. На второй стадии нагревают стекло до температуры обжига 810-830°С. На третьей стадии размещенное в трубе стекло нагревают до температуры 920-930°С. На четвертой стадии происходит плавное охлаждение до 860-900°С, формирование и затвердевание покрытия. На пятой стадии труба перемещается в секцию стабилизации. Технический результат – получение сплошного монолитного покрытия, повышение его прочности. 1 ил., 1 пр.
Способ изготовления стальных остеклованных труб для трубопроводов, включающий нанесение стеклянного покрытия на внутреннюю поверхность стальной трубы и обжиг остеклованных труб путем размещения в трубе гранулированного стекла, нагрев трубы в печи при одновременном вращении и перемещении и последующее охлаждение трубы, при этом число оборотов и скорость перемещения трубы в печи поддерживают постоянными в зависимости от состава стекла и диаметра трубы, отличающийся тем, что перед нанесением стеклянного покрытия на внутреннюю поверхность стальной трубы концы труб обрезают под углом 90 градусов и зачищают от заусенцев, затем снимают фаски под углом 30 градусов к торцу трубы, при этом оставляют торцевое кольцо шириной 1-2 мм, для калибровки концов труб применяют развальцовку, соответствующую диаметру трубы, причем форма торцов труб, отводов и доборных элементов выполнена со скосом кромок под сварное соединение тип С-17, затем в один конец трубы вводят развальцованную с одной стороны втулку длиной 109-111 мм для внутренней защиты сварного шва и прилегающих к нему зон и фиксируют ее точечной сваркой, причем втулку вводят в трубу развальцованным концом на глубину 30-40 мм, окончательную сварку втулки с трубой выполняют полуавтоматической сваркой с присадочным материалом непрерывным нахлесточным швом с внутренней стороны трубы, затем производят очистку внутренней поверхности трубы с помощью дробеструйной обработки с последующей продувкой, нанесение стеклянного покрытия и обжиг остеклованных труб в 5 стадий в проходной электрической 5-секционной печи длиной 15 м., печь имеет четыре зоны нагрева, каждая из которых длиной 3 м, и одну зону стабилизации, расположенные последовательно по ее длине, при этом число оборотов трубы при перемещении по печи устанавливают в зависимости от диаметра трубы в диапазоне 0,10-0,25 об/мин, а скорость ее перемещения - 0,15-0,26 м/мин (9,0-15,6 м/час), время нахождения трубы в печи составляет 58-100 мин, при этом на первой стадии гранулированное стекло находится в холодном состоянии и свободно перемещается в поперечном сечении трубы при ее вращении, температура на входном участке печи ниже температуры плавления стекла и устанавливается в пределах 680-710°С; на второй стадии происходит нагрев стекла до температуры обжига, температуру в печи на данной стадии устанавливают в пределах 810-830°С; на третьей стадии размещенное в трубе стекло нагревают до температуры 920-930°С, стекло находится в состоянии расплава и равномерно покрывает внутреннюю поверхность трубы по всему периметру ее сечения; на четвертой стадии происходит плавное охлаждение, формирование и затвердевание покрытия, температура в печи на данной стадии выше температуры твердения стекла и понижается до 860-900°С; на пятой стадии труба перемещается в секцию стабилизации, в которой отсутствуют электронагревательные элементы, далее остеклованная труба перемещается в помещение комнатной температуры.
| СПОСОБ НАНЕСЕНИЯ СТЕКЛЯННОГО ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ СТАЛЬНОЙ ТРУБЫ | 1995 |
|
RU2109702C1 |
| СПОСОБ ДВУСТОРОННЕГО БЕЗГРУНТОВОГО ЭМАЛИРОВАНИЯ ФИГУРНЫХ ТРУБ МАЛОГО ДИАМЕТРА С РЕЗЬБОВЫМИ КОНЦАМИ | 1997 |
|
RU2136780C1 |
| Способ нанесения стеклоэмалевого покрытия на внутреннюю поверхность труб малого диаметра | 1986 |
|
SU1355643A1 |
| Способ остекловывания внутренней поверхности металлической трубы | 1980 |
|
SU926072A1 |
| Способ остекловывания внутренней поверхности металлических труб | 1988 |
|
SU1666577A1 |
| CN 101172784 B, 11.08.2010. | |||

